Сварка аргоном: виды и особенности технологий. Сварочный аппарат с аргоном
автоматический аппарат для сварки, технология
Сварка аргоном – выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
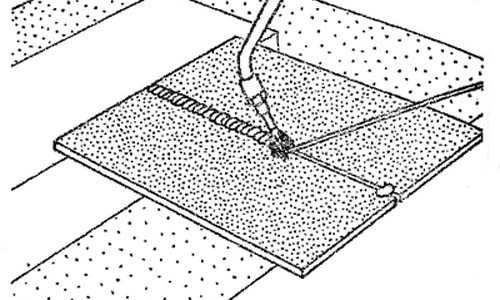
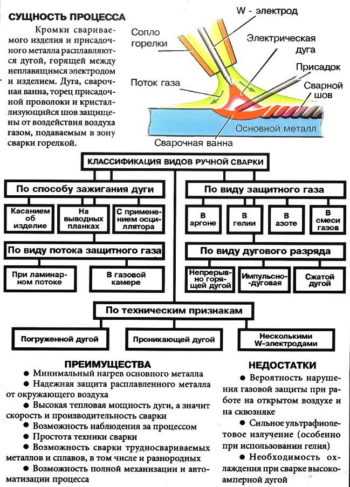
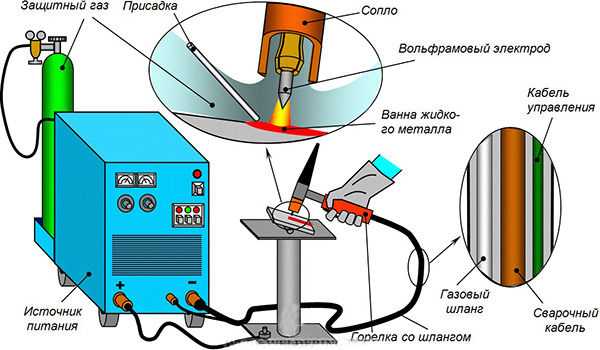
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода — сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины — роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
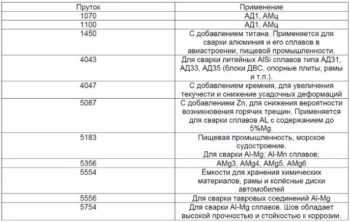
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Правильная аргоновая горелка
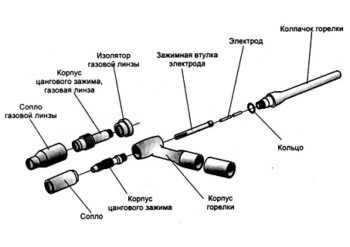
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами — алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом

Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- Дуга должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
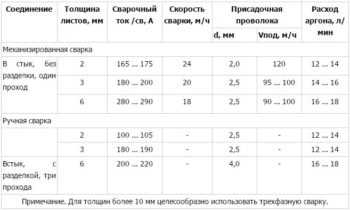
Режимы сварки в аргоне

Методы сварки — преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях
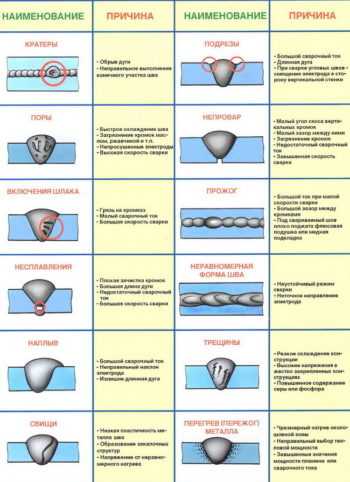
Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне алюминий
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Преимущества и недостатки аргонодуговой сварки
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.
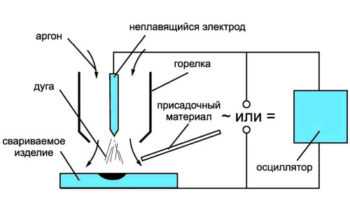
Схема аргонодуговой сварки.
Теперь преимущества:
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Как видно, преимущества и недостатки аргонных методов относятся к разным категориям. Если недостатки – вполне решаемые проблемы организационного характера, то преимуществами являются технологические эксклюзивные свойства, которых нет больше ни в одном другом способе. При таких преимуществах можно считать, что недостатков просто нет.
Желаем стабильного тока, ровной горелки и хороших заказов.
tutsvarka.ru
Cварочный аппарат для сварки алюминия аргоном
Алюминий имеет особенные свойства, проявляющиеся под воздействием высоких температур. Поэтому сварка этого металла или его сплавов требует отдельного технологического подхода, а, соответственно, и оборудования.
Нужен ли действительно сварочный аппарат для сварки алюминия аргоном? Или же возможны другие способы сварных соединений этого металла? Об этом далее в статье.
Особенности алюминия и его сварки
Главная проблема в сваривании алюминиевых деталей кроется в его свойстве образовывать оксидную пленку под воздействием температуры и атмосферного кислорода.
Сам металл плавиться при 660 градусах, а оксиды — более 2000°. Именно эта пленка не позволяет качественно проварить материал и, как результат, шов получается менее прочным.
Для соединения алюминия используется технология сварки в защитной среде из инертных газов. Чаще всего применяют аргон. Естественно, для этого нужно оборудование, которое отличается от обычных электродуговых аппаратов.
Специфика оборудования для сварки алюминия
Чтобы получить качественное сварное соединение алюминия или сплава, нужны два условия.
Во-первых, варка происходит на переменном токе, хотя есть технологии сварочных работ и на постоянном.
Во-вторых — это наличие газового оборудования для подачи аргона (или другого газа, например, гелия).
Из разнообразия оборудования лучше всего под эти требования подходит сварочный инвертор аргонно-дуговой сварки алюминия.
Такие аппараты работают от обычной бытовой сети. Преобразовывая переменный электрический ток в такой же, но с более высокой частотностью (50Гц в 50 кГц).
И, к тому же, именно модели с функцией TIG позволяют подключать газовое оборудование.
Если Вы подбираете себе аппарат с возможностью сварки алюминия, обязательно обратите внимание на наличие функции TIG! Именно такие инверторы позволяют без проблем варить алюминий.
Производители предлагают три типа приборов с возможностью сварки под аргоном.
- Ручные с функцией ММА и TIG.
- Полуавтоматы с возможностью TIG сварки.
- Универсальные 3 в 1.
Ручные сварочные инверторы позволяют варить конструкционные стали в режиме обычной электродуговой сварки (ММА), а подключение дополнительного оборудования (горелка+газ) обеспечит сваривание алюминия.
Полуавтоматы также есть и с дополнительным функционалом по соединению этого металла. То есть сварочная проволока плавиться в среде аргона.
Универсальные инверторы включают в себя все эти функции.
Однако кроме самого сварочного аппарата для сварки алюминия аргоном, понадобиться горелка с вольфрамовыми (неплавящимися) электродами и газ.
Регуляторы параметров сварки
Аппарат для сварки алюминия аргоном имеет больше настроек, в отличие от стандартного инвертора ММА.
- Регуляторы основного сварочного тока. Позволяют выставить показатели силы тока при сварке (Ампер).
- Установки стартового электрического тока.
- Таймер, устанавливающий время для спада тока.
- Реле подачи газа. Устанавливает временные интервалы продувки аргона.
- Форсаж дуги. Форсирует поджигание электрической дуги.
- Регуляторы импульсного тока и балансиры.
- Установки полярности.
- Таймер подачи газа.
С помощью этих регулировок устанавливаются параметры для сварочного процесса.
Алюминий варят переменным током с высокой частотой зажигания дуги! Инверторы с такими настройками позволят регулировать баланс и напряжение электричества.
Также такие установки позволяют сварщику контролировать электрическую дугу, фокусируя ее по ширине. Это позволит варить металл в труднодоступных местах или же тонкостенные конструкции.
Как выбрать аппарат
Перед тем, как приобретать сварочный аппарат, нужно определить те работы, которые будут им осуществляться. Чаще всего в домашних условиях или на даче приходиться варить не цветные металлы, а сталь. Для этого можно приобрести инверторы с возможностью ручной сварки с обычными плавящимися электродами (ММА). Для сварочных работ по алюминию такие приборы должны обладать функцией тиг сварки.
Как вариант, можно приобрести полуавтомат с дополнительным подключением газового оборудования. Такие сварочные инверторы позволяют без проблем сваривать тонкостенные детали, а также варить черные металлы. Сварочный инвертор с полуавтоматическим режимом чаще всего используют при ремонте автомобилей.
Если спектр сварочных работ планируется очень широкий, то лучшим вариантом станет универсальный инвертор 3 в 1, где в функции входят все возможности сварки: ручная дуговая, полуавтоматическая и аргоновая. Однако стоит учитывать, что ценовая политика на такой прибор выше остальных.
Для большей универсальности инвертор должен обладать переключением тока с переменного на постоянный. Тогда, кроме алюминия, можно сваривать конструкции из нержавеющих и легированных сталей.
Также при выборе и покупке обязательно нужно обратить внимание на максимально допустимый ток (лучше всего не менее 250 А), а также мощность аппарата.
Обязательно для сварки в аргоне аппарат должен иметь встроенный осциллятор. Этот элемент позволяет разжигать дугу в аргоновой среде (что без него сделать очень затруднительно).
От мощности прибора будет зависеть расход электроэнергии, что особенно важно для домашней мастерской.
К инвертору для сварки аргоном нужна дополнительная комплектация. Это горелка с вольфрамовыми (неплавящимися) электродами, а также газ (аргон).
Производителей сегодня огромное количество, если денег недостаточно, то можно приобрести китайский аналог одного из ведущих брендов (многие производства сварочного оборудования вынесены в Китай).
Лучшими образцами инверторов для сварки аргоном будут оригинальные ESAB, Kaiser, Resanta. Но ценовая политика за такие бренды начинается от 300 долларов и выше.
Не стоит сразу же отбрасывать приборы отечественного производства, попадаются довольно неплохие образцы за приемлемую стоимость.
И главный совет — насколько вообще вам целесообразно приобретать аппарат с возможностью аргоновой сварки? Ведь чаще всего придется сваривать стали, а обычные электродуговые инверторы стоят дешевле. Если нужно просто делать мелкий ремонт, то не проще ли купить новую вещь или использовать пайку?
Сварочное оборудование для сварки деталей из алюминия более необходимо при профессиональной работе. Если на использовании такого аппарата не зарабатывать, то его покупка просто не нужна. К тому же, кроме самого инвертора, постоянно нужно приобретать расходные материалы (электроды и газ), которые также стоят денег.
Также обязательно потребуется покупка присадочных прутков для создания качественного сварного шва.
Однако, если Вы решили сделать собственную мастерскую более универсальной, то лучше всего подойдет инвертор с функцией 3 в 1.
Кроме аргона можно использовать другие виды газов, например, гелий, азот или углекислый. Главное, что это обеспечить защитную зону от доступа воздуха.
А что Вы думаете по поводу выбора инвертора с функцией аргоновой сварки? Насколько целесообразно приобретение такого аппарата для домашнего пользования? Если у Вас иметься опыт по покупке и эксплуатации таких приборов, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Оборудование для сварки аргоном алюминия и нержавеющей стали
Сварка при помощи аргона за последние годы становится все более распространенной. Это достаточно качественный тип соединения, который помогает справиться со многими сложными местами и даже разнородными металлами. При этом такая сварка активно используется на ответственных строительных объектах и в прочих подобных местах. Для нее применяется специальное оборудование для сварки аргоном. Здесь необходимо понимать, что в отличие от электродуговой здесь используется еще газ, а также особая система подачи проволоки и электродов. Все это приводит к большим отличиям по типу используемой техники, хотя и есть серьезные совпадения.
Область применения
Оборудование для аргонодуговой сварки служит для обеспечения нормальной безопасной работы, подачи всех расходных материалов. С его помощью можно осуществлять регулирование параметров и прочих важных моментов. Без какого-либо узла оборудования провести процесс соединения невозможно. От качества используемой техники и сопутствующих аксессуаров нередко зависит и качество получаемого соединения.
Большинство используемого оборудования применяется только для этого типа сварки. Но здесь есть различия между профессиональными и бюджетными моделями по всем категориям, не говоря уже о различии в используемых параметрах.
Преимущества
Для аргонно-дуговой сварки оборудование обладает следующими преимуществами:
- Обеспечивает достаточный уровень безопасности во время работы с газом и электричеством;
- Помогает регулировать рабочие параметры до нужного значения, которое предусмотрено режимом сварки;
- Длительный ресурс работы, а также экономичность потребления энергии в современных моделях;
- Возможность выполнять сварочные работы практически при любых условиях.
Недостатки
Сварочное оборудование для аргонодуговой сварки имеет и ряд недостатков:
- Оно рассчитано на работу с одним типом сварки;
- Общая стоимость техники является довольно высокой и значительно выше, чем аналогичный комплект для ручной дуговой сварки;
- Здесь используется слишком много единиц оборудования, что делает весь комплект громоздким и не всегда удобным в использовании, что в свою очередь сказывается на его мобильности.
Виды оборудования для сварки аргоном
Комплект оборудования для аргонодуговой сварки включает в себя несколько видов техники и дополнительный устройств к ней. Среди них можно отметить:
- Баллон — используется для хранения и перевозки газа в сжиженном состоянии под давлением. Для аргона используют специальную цветовую маркировку, которая отличается от того же кислородного баллона, чтобы их нельзя было перепутать.
- Редуктор – данное изделие подбирается для каждого типа газа. Чтобы определиться с правильным выбором, нужно знать маркировку баллонов, так как цвет редуктора должен с ними полностью совпадать. Иногда можно заменять его на углекислотный редуктор, так как он стоит несколько дешевле, но лучше брать вариант со встроенным ротаметром.
- Шланг высокого давления – эта деталь применяется для кислородных баллонов, так как она может выдержать большие нагрузки. Применение таких шлангов является более безопасным и надежным. Внутренний диаметр таких изделий составляет от 9 до 18 мм. Наружный диаметр, как правило, в 2 раза больше.
- Сварочный аппарат для аргонодуговой сварки – сейчас встречается огромное количество моделей, которые могут использовать вольфрамовые электроды. У каждой модели свой рабочий диапазон, а также прочие параметры, от выбора которых и зависит успех всего мероприятия.
- Неплавкие электроды – для этого чаще всего используются изделия из вольфрама. Он служат только для проведения электричества, а не для заполнения сварочной ванны. Здесь нужны не чисто вольфрамовые изделия, а металл с примесями, что лучше подходит для аргона.
- Присадочная проволока — основным материалом для заполнения сварочной ванны является проволока. Диаметр и состав подбирается соответственно толщине свариваемого металла и его марке.
- Инструменты для подготовки металла – это важное оборудование, которое участвует в подготовительном процессе. Сюда входит щетка по металлу, болгарка и прочее.
Оборудования для сварки аргоном
Модельный ряд
Самое востребованное оборудование для аргонной сварки – это сварочные аппараты. Среди выпускаемых на современном рынке моделей можно легко отыскать подходящие варианты. Популярные модели зачастую являются проверенными в надежности и обладают хорошим соотношением цены и качества. Среди популярных моделей можно выделить следующие:
Техас 160
Параметры | Значения |
| Изготовитель | Техас |
| Уровень аппарата | Профессиональный |
| Номинальная мощность, Вт | 5 310 |
| Напряжение, в | 220 |
| Минимальный ток, А | 10 |
| Максимальный ток, А | 160 |
Минимальный диаметр расходных материалов, мм | 0.6 |
Максимальный диаметр расходных материалов, мм | 0.8 |
| ПВ, % | 80 |
| Габариты, мм | 360 х 127 х 203 |
| Масса, кг | 5,2 |
| Класс защиты | IP 21 |
Продолжительность гарантийного обслуживания, годы | 3 |
Tesla 256 AC/DC
Параметры | Значения |
| Изготовитель | Tesla |
| Уровень аппарата | Профессиональный |
| Частота сети, ГЦ | 50 |
| Напряжение, в | 220 |
| Минимальный ток, А | 5 |
| Максимальный ток, А | 200 |
| Минимальный диаметр расходных материалов, мм | 0.6 |
| Максимальный диаметр расходных материалов, мм | 5 |
| ПВ, % | 90 |
| Класс защиты | IP 21 |
| Продолжительность гарантийного обслуживания, годы | 3 |

Сварочный аппарат Tesla 256 AC/DC
Telwin 222 AC/DC
Параметры | Значения |
| Изготовитель | Telwin |
| Уровень аппарата | Профессиональный |
| Частота сети, ГЦ | 50 |
| Напряжение, в | 220 |
| Минимальный ток, А | 5 |
| Максимальный ток, А | 200 |
| Минимальный диаметр расходных материалов, мм | 1.6 |
| Максимальный диаметр расходных материалов, мм | 4 |
| ПВ, % | 90 |
| Класс защиты | IP 21 |
Продолжительность гарантийного обслуживания, годы | 3 |
| Габариты, мм | 170 х 430 х 340 |
| Масса, кг | 17 |

Сварочный аппарат Telwin 222 AC/DC
Критерии выбора
Подбор подходящего аппарата для сварки является одним из самых важных моментов. В первую очередь тут нужно обращать внимание на то, какие параметры в технике. Дешевые и компактные аппараты чаще всего являются слабыми по мощности. В сравнение с оборудованием для ручной дуговой сварки здесь все параметры слабее, так как присадочные материалы используются не такие толстые. Максимальный ток – это один из главных параметров, от которого стоит отталкиваться.
«Обратите внимание!
Не стоит забывать о ПВ, чем оно выше, тем дольше можно вести беспрерывную работу. В популярных профессиональных моделях значение составляет от 80% и выше на максимальных нагрузках. Для бытовых аппаратов он может составлять около 50%. Ниже этого предела брать технику не стоит.»
Надежность производителя является очередным важным значением. Здесь лучше доверяться проверенным мировым брендам, если речь идет о серьезном профессиональном использовании. Отечественные недорогие модели хорошо подходят для своей сферы использования, но для профессионалов их брать не рекомендуется.
Гибридные аппараты, в которых есть возможность вести аргонодуговую и ручную сварку станут хорошей компактной альтернативой сразу двум аппаратам. Если вы выбираете технику для гаража и вам приходится работать с обоими типами сварки, то это будет лучшим решением.
Производители
На современном рынке можно встретить следующих производителей техники:
- Техас;
- Tesla;
- Tewlin;
- Сварог;
- Ресанта;
- Барс.
svarkaipayka.ru
Аппарат аргонно дуговой сварки: характеристика, виды
Сваривание деталей аргоном является распространенной технологией, предназначенной для соединения конструкций на основе разного металла. Аргонная сварка позволяет использовать присадку на основе медной проволоки, которая под воздействием кислорода плавится электродугой. Аппарат дуговой сварки аргоном позволяет добиться качественного и надежного шва. Процесс работы выбранного способа гарантирует эффективность даже неопытным сварщикам.

Технологический процесс
Сварка аргоном состоит из обдува соединения двух участков инертным газом с плотностью воздуха свыше 40%. Газ, исходящий из горелки, которую имеет аппарат, поступает сверху вниз и, попадая в сварочный отсек, вытесняет кислород.Аргонодуговая сварка происходит методом силовой конвекции между электродом и металлическим покрытием. Электродуга под напряжением плавит осадочный материал, которым заполняют поврежденный участок.
Аргонная сварка подразумевает использование электродов, которые не плавятся и состоят из вольфрама. Дуговой тип сваркиимеет непрерывный поток электричества под воздействием импульсных источников, который обеспечивается при напряжении в 100А.
Плюсы технологии
Сварочный процесс аргоном по своему назначению имеет такого рода преимущества:
-
минимальная степень разогрева металлических конструкций, что не допускает изменений в сплавах и разрушения структуры соединительной консистенции после дуговой пайки;
-
защитная функция сварочного отсека, позволяющая увеличить эффективность работы;
-
производительность высокого уровня силовой дуги, создающейся под мощным напряжением в несколько десятков Ампер;
-
аргонная сварка позволяет добиться наилучшего результата без учета соединительных элементов и их состава;
-
аппарат имеет способность изменять технологические составляющие и подводить к автоматическому режиму.
Вольфрамные стержни и сварочный надежный отсек основаны на прочной базе для быстродействия, а конвертирование проволоки осуществляется под действием установленного скоростного режима.
Аппарат дуговой сварки имеет ряд функций. В аргонодуговую систему агрегатов установлены защитные перегородки от нестабильного электропитания. Также производители рассчитали возможность дополнительных тройников для подсоединения и передвижную электроустановку.
Минусы оборудования
Аргонно дуговые сварки имеют недостатки в виде таких факторов:
-
длительный обдув сварочного отсека, даже когда питание отключено;
-
технологические данные указывают на режим, который подразумевает подачу аргона на соединительный участок до полного остывания шва в пределах 400С;
-
неспособность оборудования к использованию аргонной пайки в плохих погодных условиях;
-
даже незначительный порыв ветра уничтожает аргонную подачу, что приводит к снижению защиты сварочного отсека;
-
радиационное излучение, издаваемое аргонной дугой в процессе всей дуговой сварки.
Виды аппаратов
По индивидуальным конструктивным данным аппарат подразделяется на оборудование с фольфрамными электродами (служит для пайки ручным способом) и для автоматической пайки. Первый аппарат подойдет для начинающих сварщиков, а второй тип оборудования способен помочь в сварочном процессе опытным пользователям.
Кроме самого инвертора в набор входят сварочные элементы и детали:
-
Зажимное устройство для кабеля, ванна для аргона, проволочный содержатель.
-
Помимо этого в состав комплекта входит горелка для дуговой сварки, которая оснащена особой системой, соединяющая функцию подачи аргона, фольфрамный электрод и устройство, подающее проволоку в сопло аппарата.
-
Комплект также может быть оснащен кислородным баллоном. Аргонодуговая пайка имеет 5% кислородной смеси, которая позволяет снизить затраты на время по очистке поверхности соединительных элементов. Весь жировой налет просто выгорает под воздействием слабонасыщенного кислорода в аргоне.
-
Формировщик дуги при прямом соединении электрода с исходником.
-
Аргонно дуговая пайка образует дугу за счет специального отсека – осциллятора.
-
Формировщики дуги выводной планки.
На практике часто используется экономный и с простым технологическим процессом аппарат с осциллятором. Такие агрегаты имеют гарантию, что электрод остается недеформированным, и его действие в несколько раз выше, чем выносная планка.
Как правильно выбрать оборудование?
Перед покупкой сварочного аргонного инвертора необходимо принять к сведению такие особенности:
-
Возможности аппарата на основе прямого и обратного силового потока.
-
Оборудование для дуговой сварки лучше приобретать с импульсным режимом.
-
При выборе инвертора для непрерывной сварочной работы лучше приобрести аппарат с горелкой с принципом охлаждения водой.
Перед выбором необходимо учесть объем работы по сварочному процессу и возможности покупного инвертора. Не стоит переплачивать за оборудование с рядом функций, которые не пригодятся в дальнейшем процессе дуговой сварки.
Похожие статьиgoodsvarka.ru
Сварка аргоном ТИГ - обзор технологии и оборудования
Сварка аргоном ТИГ представляет собой обособленную разновидность технологии аргоновой сварки и, согласно техническому переводу аббревиатуры Tungsten Insert Gas (TIG), обозначает ее как методику ручной электродуговой сварки в среде инертного газа аргона неплавящимся электродом из вольфрама.
Стоит обратить внимание! Иногда в технических описаниях и названиях сварочных аппаратов можно встретить и такое сокращенное название технологии аргоновой сварки неплавящимся вольфрамовым электродом как WIG, что в переводе с немецкого Wolfram Inert Gas полностью соответствует обозначению TIG.
Технология тиг сварки аргоном
В основе метода сварки аргоном TIG лежит электрическая плазменная дуга, которая является источником высокотемпературного тепла, необходимого для расплавления свариваемого металла в среде инертного газа аргона, но с неподвижным вольфрамовым электродом. По своей сути является гибридом электродуговой сварки в среде инертного газа в части нагрева и газопламенной сварки в части подачи сварочного материала.
Сварочные аппараты простой аргоновой сварки и сварки TIG по принципам работы являются практически одинаковыми, поэтому первые можно вполне считать универсальными. Различие этих аппаратов и методик лежит в устройстве сварочной горелки (уместней было бы здесь употреблять слово держатель, но так уже принято). В случае с TIG сваркой вольфрамовый электрод закреплен в конструкции горелки неподвижно, имея возможность лишь для регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
Сам процесс аргоновой TIG сварки основан на высокотемпературной плазме, которая образуется за счет прохождения больших электротоков между электродом и свариваемым металлом, образуя так называемую сварочную ванну. Для образования шва в сварочной ванне вполне хватает кромок основного материала в случае достаточной толщины или при наложении листов металла друг на друга. А вот для сваривания тонкостенных деталей и особенно встык необходимо дополнительно вводить присадочную проволоку, как правило, полностью идентичного состава свариваемому металлу.
Для того, чтобы такой процесс электросварки проходил без осложнений, используют среду инертных газов. Хотя в названии и звучит слово аргон, но вполне возможно применение и других инертных газов или специальных смесей. Так, для сварки вертикальных поверхностей и материалов толщиной более 5 мм рекомендуют применять смесь аргона и гелия. А вот в «домашних» условиях нередко используют более дешевые, так называемые активные смеси газов. Например, углекислый газ или азот, правда это уже существенно влияет на качество сварного шва.
И так же, как и для простой аргоновой сварки, так и для ТИГ метода, необходимо тщательно подготавливать свариваемые поверхности путем механической зачистки и обезжиривания. Здесь можно порекомендовать использовать в процессе подготовки различные фирменные антипригарные жидкие составы типа спреев или травильных кислот.
Области применения
Благодаря своей технологичности и высокому качеству — сварка TIG значительно потеснила традиционные методики сварки. Она нашла широкое применение в таких отраслях, как химическая, теплоэнергетическая, нефтеперерабатывающая, а для отдельных видов промышленности, к которым относятся авиационно-космическая, пищевая и автомобилестроительная, стала основной технологией сварки.
Аргоновую сварку TIG применяют для практически всех видов металлов и их сплавов, но чаще всего используют для соединения деталей и узлов:
- высокоуглеродистых легированных сталей,
- нержавеющих сталей,
- меди,
- латуни,
- бронзы,
- титана,
- алюминия и его сплавов.
А также технология TIG незаменима для сваривания деталей, состоящих из разных металлов или сплавов путем наплавления более «мягкого» материала на более тугоплавкий.
Преимущества и недостатки TIG технологии
К ярко выраженным достоинствам применения сварки ТИГ можно отнести:
- сварку всех марок сталей, цветных металлов и их сплавов;
- высокую устойчивость электродуги, вне зависимости от опыта сварщика;
- возможность получения сварного шва как с применением присадочной проволоки, так и полностью без нее, т. е. с долей основного материала от 0 до 1;
- возможность изменения свойств и геометрических параметров сварного шва за счет угла наклона горелки и скорости подачи или профиля и марки присадочной проволоки;
- отсутствие пор и трещин в структуре свариваемого металла;
- способность сваривать различные по составу металлы, добиваясь при этом высокого качества соединения.
При всех своих преимуществах TIG технология имеет и ряд существенных недостатков:
- небольшая скорость сварки, низкая энергоэффективность и невысокий кпд;
- высокая относительная стоимость единицы сварного шва;
- необходимость применения дополнительных устройств для начального возбуждения сварочной дуги;
- качество сварки очень чувствительно к сквозняку или ветру;
- при большой толщине свариваемого металла или при продолжительной работе горелка аппарата требует дополнительного охлаждения.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для  выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Хотя при сварочных работах неплавящимся электродом он по идее не должен расходоваться, но все же постепенно, пусть и очень медленно, но он «тает». Это происходит за счет постоянного испарения частиц вольфрама при воздействии высокотемпературной электродуги, а вот интенсивность процесса его износа напрямую зависит от силы установленного тока и толщины свариваемого металла.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
wikimetall.ru