8725 станок ножовочный отрезнойСхемы, описание, характеристики. Ножовочный станок по металлу
Ножовочно отрезной станок
На производстве используют инструменты, которые изготовлены из специальных металлов, сплавов. Они подчиняют себе все остальные материалы. Данный фактор обусловлен тем, что для обработки металла нужно, чтобы режущий инструмент в станке был тверже и прочнее самого металла заготовки, которую нужно обработать. Чтобы поддавать обработке, а именно резке или распиловке детали из любого металла, даже из алюминия требуется ножовочно отрезной станок. Для данных станков используется следующие режущие инструменты: абразивные диски, ленточные пилы и ножовочные полотна.
Назначение и принцип действия ножовочно отрезного станка
Обработка металла на ножовочно отрезном станке производится плоскостью крутящейся пилы или ножовочного полотна. При этом данные приспособления выполняют возвратно-поступательные движение. Перед тем как заготовка обретет соответствующий вид, она проходит ряд заготовительных операций. Одной из таких операций является резка поставляемого, для изготовления разнообразных изделий, сырья.

Ножовочно отрезной станок предназначен для расщепления деталей из любого металла, будь-то изделие из алюминиевой массы или пруток из стальных сплавов. С помощью данного станка производится разрезание и отрезка труб, которые отличаются между собой по диаметру. После осуществления операции отрезания, выполняется доработка отделенных по установленному размеру труб на плоскошлифовальном станке. Основными техническими характеристиками ножовочно отрезного станка являются: мощность оборудования, габаритные размеры агрегатного приспособления, размеры деталей поддающихся обработке, размеры режущего диска, наличие ЧПУ.
Ножовочно отрезной станок, еще называют механической ножовкой. При помощи подобного устройства возможна отрезка материалов из любых металлов (разнообразного сечения). Также ножовочно отрезной станок служит для осуществления холодной резки металла. На данном оборудовании, можно производить резку профиля, как под прямыми, так и под острыми наклонными углами. Под острыми углами резка совершается в специальных комбинированных зажимных механизмах, но такие зажимы входят только в комплектацию усовершенствованного ножовочно отрезного станка. Станок может укомплектовываться вспомогательными приспособлениями, за дополнительную оплату.

Режущим инструментом ножовочно отрезного станка является ножовочное полотно, которое производится как иностранными, так и нашими производителями. Масштаб скоростей и подачи резания станка настраиваются ступенчато, или же бесступенчато, в зависимости от конкретной модели агрегата, а также преимущественно от твердости обрабатываемого материала.
Устройство ножовочно отрезного станка
Стандартный ножовочно отрезной станок состоит из: станины, гидропривода, привода главного движения, системы охлаждения станка, приспособления для зажатия разрезаемого металла, а также электрооборудования. На станине, которая имеет в основном коробчатую форму, располагаются основные узлы станка. Баком для охлаждающей жидкости служит низ станины ножовки. Вместе со станиной ножовочно отрезного станка изготовлен бак для масла гидропривода. Опускание и подъем пильной рамы проводится с помощью гидропривода.
Усовершенствование ножовочно отрезного станка включает в себя установку специального механизма подающего охлаждающую жидкость, установку устройства для производства пакетной разрезки материалов, а также тележки для разрезания очень длинных заготовок. При полном усовершенствовании на станок также устанавливается ЧПУ.

promplace.ru
8725 станок ножовочный отрезнойСхемы, описание, характеристики
Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 - Вистан, г. Витебск
- СН1 - Гомельский завод станочных узлов
- МП6-1697 - Станкостроительный завод им. Кирова, г. Минск
- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 - Барнаульский станкостроительный завод
- 8Б72К, Н-1 - Каунасский станкостроительный завод "Нерис"
8725 станок электромеханический ножовочный отрезной. Назначение, область применения
Станок ножовочный отрезной 8725 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Ножовочный отрезной станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Технические характеристики ножовочного отрезного станка 8725
Основные параметры станка - в соответствии с ГОСТ 601-82.
- Наибольшие размеры разрезаемой круглой заготовки - Ø 200, мм
- Наибольшие размеры разрезаемой квадратной заготовки - 220 х 220, мм
- Наибольшая длина отрезаемой заготовки по упору, мм - 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм - 550 мм
- Мощность электродвигателя - 2,12, кВт
- Вес станка полный - 500 кг
Климатическое исполнение по ГОСТ 15150-69-УХЛ4, класс точности станка Н по ГОСТ 8-82Е.
Особенности конструкции ножовочного станка 8725:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8725 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Общий вид механической ножовки 8725


Технические характеристики механической ножовки 8725
| Основные параметры станка | ||
| Наибольшие размеры сечения круглой заготовки (угол реза 90°), мм | 250 | |
| Наибольшие размеры сечения круглой заготовки (угол реза 45°), мм | 140 | |
| Наибольшие размеры сечения квадратной заготовки (угол реза 90°), мм | 250 х 250 | |
| Наибольшие размеры сечения прямоугольной заготовки (угол реза 45°), мм | 140 х 250 | |
| Максимальная длина отрезаемой заготовки по упору, мм | 350 | |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 550 | |
| Размеры применяемого ножовочного полотна(ДхШхТолщ.), мм | 450х40х2; Ø 8 | |
| Межцентровое расстояние ножовочного полотна, мм | 500/ 450/ 400 | |
| Максимальная ширина пропила, мм | 3,5 | |
| Число двойных ходов пильной рамы в минуту | 45, 56, 71, 112, 140, 128 | |
| Длина хода пильной рамы, мм | 180 | |
| Угол поворота тисков, град | 45 | |
| Производительность при резке стали 45 ГОСТ 1050-74 Ø 100мм, не менее см2/мин | 30 | |
| Удельный вес, кг/кВт | 250/20 | |
| Удельная мощность, кВт/см2/мин | 0,066/0,0839 | |
| Механизм зажима заготовки | вручную | |
| Срок сохранения норм точности до первого среднего ремонта при двухсменной работе, тыс. ч. | 16 | |
| Установленная наработка на отказ, ч | 1000 | |
| Электрооборудование станка | ||
| Электродвигатель главного привода, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1690 х 700 х 900 | |
| Масса пресс-ножниц, кг | 700 |
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
устройство и принцип — Станкор
Станок ножовочный по металлу: устройство и принцип
Практически во всех производственных процессах, связанных с обработкой металла, необходима его резка. Для точного и быстрого раскроя металлических элементов на производстве сегодня активно применяется станок ножовочный по металлу.
Про принцип работы и устройство ножовочного станка сейчас мы вам расскажем. Также в конце статьи обратим внимание, где можно купить станок отрезной ножовочный с максимальной выгодой для себя.
Устройство ножовочного станка
Станок ножовочный по металлу принято называть еще механической ножовкой (с отличием от ручной). Суть второго названия аппарата заключается в том, что главным инструментом в таком оборудовании выступает специальное ножовочное полотно по металлу для станка. Именно им выполняется основная работа по резке деталей практически любых форм и размеров, и изготовленных практически из любых твердых материалов.

Стандартное устройство ножовочного станка включает в себя следующие элементы:
- Станина. Имеет обычно форму короба. На ней размещены основные узлы агрегата.
- Гидропривод. Отвечает за движение пильной рамы. В конструкцию станка также входит бак для масла гидропривода.
- Привод главного движения. Обеспечивает скорость резания.
- Система охлаждения станка. Низ станины ножовки является баком, в котором находится охлаждающая жидкость. Присутствует не во всех моделях.
- Приспособления для зажатия разрезаемого металла. Позволяет закрепить ножовочное полотно по металлу в пильной раме станка. Различные приспособления позволяют резать металл как под прямым, так и под острым углом.
- Электрооборудование. Определяет мощность аппарата и его производительность.
- Устройства для пакетной резки заготовок. Есть не во всех моделях, но может устанавливаться по требованию.
- Тележка для резания особо длинных деталей. Станок ножовочный по металлу также комплектуется такой тележкой по желанию заказчика.
Таким образом, основными параметрами станка ножовочного по металлу выступают:
- мощность аппарата,
- габариты станка,
- размеры обрабатываемых деталей,
- размер режущего инструмента.
Принцип работы и устройство ножовочного станка позволяют говорить о таких достоинствах оборудования как..
- высокая производительность,
- выдающаяся точность реза,
- высокая скорость выполнения работ,
- высокая надежность,
- долгий срок эксплуатации,
- простота обслуживания,
- небольшие габариты,
- невысокая цена.
Принцип работы ножовочного станка
Принцип работы ножовочного станка, обусловленный его устройством, заключается в следующих этапах выполнения операций:
- Ножовочное полотно по металлу, закрепленное в пильной раме станка, при резке заготовок сначала опускается сверху на деталь, а затем выполняет возвратно-поступательные движения.
- Электричество для работы ножовочному полотну поступает от электродвигателя с помощью редуктора, ременной передачи и кривошипно-шатунного механизма.
- Подвод, подача и отвод пильной рамы по вертикали осуществляется от гидроцилиндра.
- Обрабатываемая деталь закрепляется на станке тисками.
- Стандартная резка изделий осуществляется под прямым углом, но при использовании специальных комбинированных тисков работа может выполняться и под углом до 45 градусов.
- Скорости резания устанавливают ступенчато и подбирают под структуру обрабатываемого материала.
- Подача деталей для резки регулируется бесступенчатым методом.
- В ходе работы используется устройство подачи охлаждающей жидкости, которое есть не во всех моделях.
- Существуют станки с ЧПУ, в которых резы выполняются с особой точностью.
stankorgk.ru
8725 Станок ножовочный (8725А)
Станок ножовочный 8725 Предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45гр(в модификации 8725АМ). Станок применяется в условиях индивидуального и серийного производства. Климатическое исполнение по ГОСТ 15150-69-УХЛ4, класс точности станка Н по ГОСТ 8-82Е.
Комплект поставки станка ножовочного 8725
- Входит в комплект поставки
- Станок 8725 в сборе
- Полотно ножовочное для металла 2800-0053 ГОСТ 6645-86
- Шприц рычажно-плунжерный
- Ремень клиновый А-1400 - 2шт
- Руководство по эксплуатации
- Поставляется за отдельную плату
- Тиски комбинированные для резки материала под углом 45
- Приспособление для пакетной резки
- Тележка
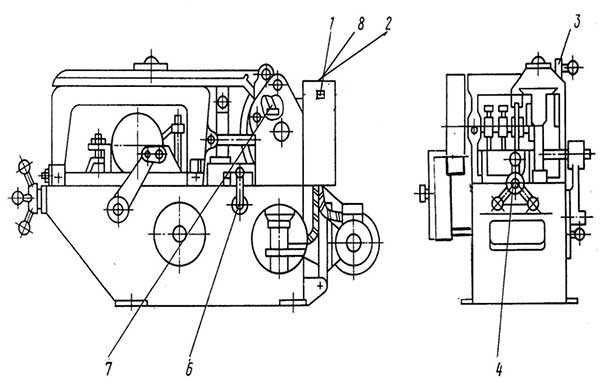
Общий вид станка 8725 с обозначением составных частей
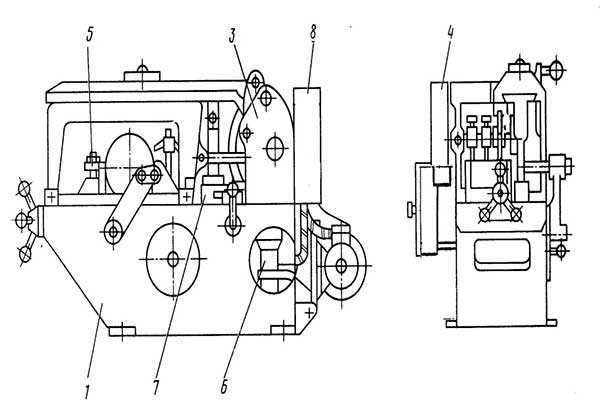
| 1 | Станина | 8725.10.000 |
| 3 | Привод | 8725.30.000 |
| 4 | Ограждение | 8725.32.000 |
| 5 | Тиски | 8725.41.000 |
| 6 | Охлаждение | 8725.60.000 |
| 7 | Гидропривод | 8725.80.000 |
| 8 | Электрооборудование | 8725.90.000 |
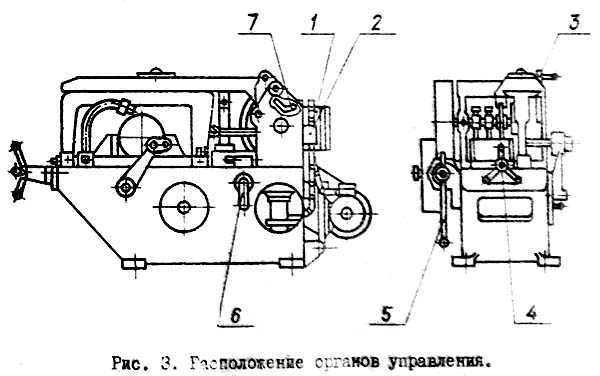
Расположение органов управления
- Вводный выключатель.
- Кнопка управления «Пуск» привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Маховик ручного перемещения тисков
- Рукоятка управления гидроприводом
- Упор автоматического выключения станка в верхнем положении пильной рамы.
- Кнопка управления «Стоп» привода станка.
Схема кинематическая cтанка 8725
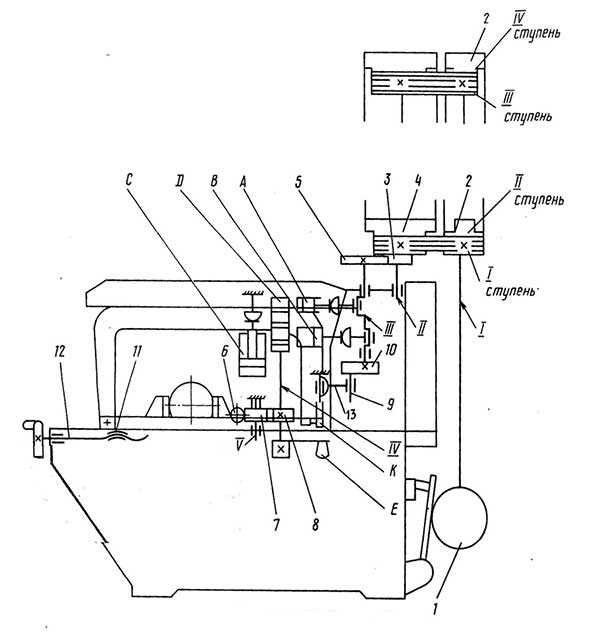
Движение от электродвигателя 1 передается посредством клиноременной передачи и двух ступенчатых шкивов на приводной вал 11. шкив 4, свободно вращающий на валу 11, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу 111 на другом конце которого закреплен кривошипный диск 10 с пальцем 9. От кривошипного диска посредством шатуна 13получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 120 (1ступень) и 48 (11 ступень). Для получения частоты движения пильной рамы 62(111 ступень) и 94 (1V ступень) необходимо ведущий шкив 2 переустановить разворотом на 180. На валу 111 между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пыльной рамы, а так же рабочая подача при резании осуществляется от гидропривода.
Схема гидравлическая принципиальная cтанка 8725
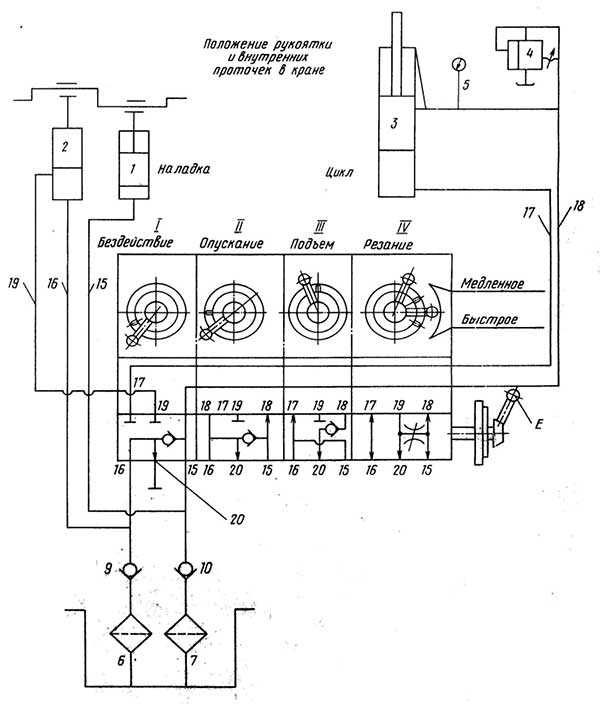
Управление гидроприводом станка ножовочного 8725 производится рукояткой Е, которая может быть зафиксирована в положении: 1-«Бездействие», 11- «Спускание», 111-«Подъем», 1V-«резание медленное» и «Быстрое». По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение I – «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение. крайнем положении пильной рамы нижняя кромка поршня цилиндра 3 приоткрывает проточку в цилиндре, через которую считывается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы станка ножовочного 8725 и начального движения рукава обеспечивает тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125о друг к другу и передающими движение поршнями 1 и 2. Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20. В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4. Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном. Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника
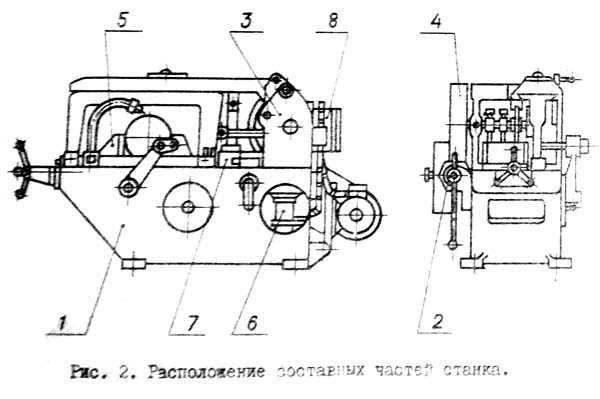
Станина.
Станина имеет коробчатую форму, на ней монтируются основные узлы станка (рис. 2). Нижняя часть станины резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос охлаждения. Заодно со станиной отлит масляной резервуар для гидропривода.
Привод.
Привод станка ножовочного 8725 состоит из следующих основных деталей: стойки; рукава и пильной рамы. Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала. Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается. Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном. Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжение ножовочного полотна. Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
Ограждение.
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Тиски.
Для разрезки материала различного профиля (квадратного, прямоугольного, круглого) устанавливается две планки поз. 6 (см. рис. 5), которые позволяют разрезать заготовки о 25…250мм. Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 4 и винт 3.
Охлаждение.
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
Указание по эксплуатации станка ножовочного 8725
- Станок 8725 обслуживается рабочим третьего разряда. Один рабочий обслуживает три станка.
- При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару, изготовленную заводом – заказчиком.. при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток (поддерживающее устройство) для предотвращения падения заготовок на пол во избежание травмирования.
- В процессе эксплуатации станка возникает необходимость в регулировании отдельных частей станка с целью восстановления из нормальной работы. При ослаблении ремней главного привода в следствие их вытяжки следует ослабить болт на планке с пазам., натянуть ремни, затем вновь затянуть болт.
- Износ направляющих пильной рамы, при помощи подтягивания круглыми гайками. Во время холостого хода величина пильной рамы над разрезаемым материалом, так называемая «подсечка», регулируется изменением расстояния между коленвалом и поршнем за счет резьбового соединения шарнирного болта1 и подшипником 2. Для регулировки необходимо расстояние между поршнем и коленвалом увеличить, а для уменьшения – сократить. После окончательной регулировки на шарнирном болте 1 вновь затянуть гайку3. Величина подсечки должна быть не менее 1,5-2,5 мм.
- В зависимости от рода разрезаемого материала (см. табл.9) и прочности ножовочного полотна давление в гидросистеме регулируется предохранительным клапаном. Предварительно отворачивается пробка 1 (см. рис 9), затем для увеличения давления в системе необходимо завернуть винт 2, сжимающий пружину 3 предохранительного клапана, а для уменьшения давления в гидросистеме необходимо ослабить пружину 3, после чего вновь завернуть пробку 1.
- Износ пробки крана 1 и втулки крана 2 (см. рис 10) комплектуется путем подтягивания гайки 3 до нужного уплотнения.
- Ликвидация шума в зубчатом зацеплении 3 (см. рис 2.) производится путем поворота эксцентровой оси вала 11, предварительно отвернув две гайки, расположенные внутри станины.
Станок ножовочный СМ 1 8725 б/у продажа цена, Станок ножовочный 8725 бу Станок ножовочный 8725 цена б у ножовочный станок 8725 паспорт. механическая ножовка 8725 б/у череповец, 8725 ножовка 827м механическая ножовка полотна для ножовки 8725. Станок ножовочный отрезной 8725 руководство по ремонту, принцип действия ножовочного станка 8725 ножовочный станок 8725 пила механическая 872. пила механическая 8725 паспорт, станок ножовочный 8721 станок ножовочный отрезной 8725 паспорт ножовка-станок 8725 паспорт. документация пила отрезная 8725, ОТРЕЗНОЙ СТАНОК 8725 год выпуска 1986 станок ножовочный 8725 паспорт станок ножовочный отрезной 8725 паспорт скачать. установка ножовки в станок 8725, станок ножевочный 8725 станок отрезной ножовочный 8725 цена станка 8725. Отрезной ножовочный 8725, станок ножовочный 8725 состоит из Инструкция по эксплуатации на пилу механическую 8725 паспорт НОЖОВКА МЕХАНИЧЕСКАЯ 8725. Ножовочно-отрезн.8725, Автомат ножовочный 8А725 цена ножовочный автомат 8А725 для резки заготовок цена автомат отрезной ножовочный 8Д725. стано 8725 паспорт, 8725 гидропривод станок ножовочный 8725 doc механическая ножовка 8725 цена. станок ножовочный отрезной 8725 цена, Паспорт на пилу механическую 8725 станок ножовка 8725 станок ножовочный отрезной 8725. Отрезной ножовочный 8725 руководство по эксплуатации, ремонт станока ножовочного 8725 инструкция ножовочный станок 8725 паспорт скачать Ножовка механическая модель 8725 Цена. механическая пила 8725, схема ножовки механической 8725 механическая пила 8725 б/у гидравлический насос ножовочного станка 8725. СМ-1(8725) (Россия), отрезной ножовочный станок 8725 М Ножовка приводная мод. 8725 масса механическая ножовка 8725 инструкция по эксплуатации. отрезная механическая ножовка 8В72,, ножовка 8725 паспорт скачать бесплатно станок ножовочный отрезной 8725 состоит из плунжерные насосы на механические ножовки 8725. как сделать на пиле машкамадель 8725 гидровлику, полотно для станок ножовочный отрезной 8725 ножовка механическая 8725, паспорт станок ножовочный 8725 б/у. -mash.ru, станок ножовочный отрезной 8725 конструкция паспорт на ножовку механическую 8725 кто хочитъ купитъ нажовочни станок модел 8725. Ножовочный отрезной 8725, [email protected] механическая ножовка 7825 документация станок ножовочный 8725 скачать бесплатно pdf. пила механическая 8725, станок 8725 купить станок ножовочный отрезной 8725 б/у Ножовочный отрезной станок 8725 паспорт. Ножовочный станок мод. 8724 цены, Отрезная механическая ножовка 8В72 цена ножовочный автомат типа 8а725 принцип работы 8725. автомат ножовочный 8725,
www.stanki-zavod.ru
8Б72 станок ножовочный отрезнойСхемы, описание, характеристики
Сведения о производителе ножовочно-отрезного станка модели 8Б72
Производителем ножовочно-отрезного станка модели 8Б72 является Краснодарский экспериментальный завод им. Калинина.
8Б72 станок электромеханический ножовочный отрезной. Назначение, область применения
Станок ножовочный отрезной 8Б72 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Ножовочный отрезной станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Технические характеристики ножовочного отрезного станка 8Б72
Основные параметры станка - в соответствии с ГОСТ 601-77.
- Наибольшие размеры разрезаемой круглой заготовки - Ø 250, мм
- Наибольшие размеры разрезаемой квадратной заготовки - 250 х 250, мм
- Наибольшая длина отрезаемой заготовки по упору, мм - 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм - 450 мм
- Мощность электродвигателя - 1,5, кВт
- Вес станка полный - 645 кг
Станок ножовочный отрезной 8Б72 имеет гидравлическую систему для механизации основных вспомогательных операций:
- Опускание пильной рамы
- Резание с регулированием давления подачи и отскоком полотна во время холостого хода (резание медленное)
- Резание с регулированием давления подачи без отскока полотна (резание быстрое)
- Подъем пильной рамы после окончания пиления
Особенности конструкции ножовочного станка 8Б72:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8Б72 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Климатическое исполнение по ГОСТ 15150-69-УХЛ4, класс точности станка Н по ГОСТ 8-82Е.
Общий вид механической ножовки 8Б72

Фото ножовочного станка 8Б72

Фото ножовочного станка 8Б72

Фото ножовочного станка 8Б72

Фото ножовочного станка 8Б72
8Б72 Расположение основных узлов станка для резки металла
Расположение основных узлов ножовочного станка 8Б72
Перечень основных узлов станка для резки металла 8Б72
- Станина - 8Б72.10.000
- Ролик опорный - 8Б72.14.000
- Привод - 8Б72.30.000
- Ограждение - 8Б72.31.000
- Тиски - 8Б72.42.000
- Охлаждение - 8Б72.60.000
- Гидропривод - 8Б72.80.000
- Электрооборудование - 8Б72.90.000-01
8Б72 Расположение органов управления станком для резки металла
Расположение органов управления ножовочным станком 8Б72
Перечень органов управления станком для резки металла 8Б72
- Магнитный пускатель
- Кнопочный пост "Пуск" и "Стоп" привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Маховик ручного перемещения тисков
- Рукоятка опорного ролика ручного перемещения заготовки
- Рукоятка управления гидроприводом
- Упор автоматического выключения станка при верхнем положении пильной рамы
Кинематическая схема механической ножовки 8Б72
Кинематическая схема механической ножовки 8Б72
Кинематическая схема механической ножовки 8Б72. Смотреть в увеличенном масштабе
Движение от электродвигателя 1 передается посредством клиноременной передачи и двухступенчатых шкивов на приводной вал II. Шкив 4 и 5, овободно вращающийся на валу II, сблокирован о шестерней 6. Через зубчатую пару 6 и 7 движение передается валу III, на другом конце которого закреплен кривошипный диск 12 с пальцем кривошипа.
От кривошипного диска посредством шатуна возвратно-поступательное движение получает пильная рама. Число ее двойных ходов в минуту 75 или 120. На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршням А и В гидронасоса. Поршни нагнетают масло в распределительный кран Д, оттуда оно поступает в рабочий цилиндр С. Поршень этого цилиндра посредством шарнирных тяг соединен о рукавом.
Таким образом, подъем и опускание пильной раны, а также рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в пяти положениях:
- Бездействие
- Опускание пильной рамы
- Подъем пильной рамы
- Резание медленное
- Резание быстрое
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К, закрепленная на пильной раме, ударяет по рейке 8 и перемещает ее. Рейка через промежуточную шестерню 9 передает движение шестерне 10, жестко соединенной с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы.
Пильная рама поднимается до тех пор, пока упор, находящийся на рукаве, не нажмет на конечный выключатель.
При этом размыкается электроцепь и выключается электродвигатель главного движения.
Описание конструкции механической ножовки 8Б72
Ролик опорный
Для удобства подачи разрезаемой заготовки станок укомплектован опорным роликом, закрепленным на станине. Опорный ролик позволяет перемещать разрезаемый материал в зону резания в шаговом режиме при помощи вращения рукоятки 5. После подачи разрезаемого материала до упора, настроенного на определенную длину отрезки заготовки, опорный ролик необходимо повернуть, чтобы заготовка легла на опорную плоскость станины.
Привод станка 8Б72
Привод станка состоит из следующих частей:
- Стойка
- Рукав
- Пильная рама
Чугунная стойка, укрепленная на верхней плоскости станины, служит опорой рукава и главного приводного вала.
Рукав в нижней части имеет направляющие типа Ласточкин хвост, по которым движется пильная рама.
Рукав соединен со штоком поршня гидроцилиндра, поднимающего и опускающего пильную раму.
Пильная рама соединена шатуном с кривошипным диском и от которого получает возвратно-поступательное движение.
Гидравлическая схема механической ножовки 8Б72
Гидравлическая схема механической ножовки 8Б72
Гидропривод служит для быстрого подъема пильной рамы после окончания пиления и для рабочей подачи полотна в процессе резания.
В начале рабочего хода процесса резания на полотно действует минимальное давление, затем оно постепенно повышается и перед окончанием рабочего хода давление плавно падает.
В зависимости от рода материала величина падачи плавно регулируется дросселированием масла. Предельное давление масла в зависимости от прочности ножовочных полотен устанавливается предохранительным клапаном. Установка предохранительного клапана на нужное давление определяет степень сжатия пружины, которое регулируется винтом. Предохранительный клапан должен быть отрегулирован на давление не выше 25 кгс/см2. Станож поставляется отрегулированным в пределах 15..25 кгс/см2
Во время обратного (холостого) хода полотна осуществляется подсечка - отрыв полотна от заготовки чтобы не уменьшать ресурс режущего инструмента.
Канал для подвода масла к контрольному манометру при работе станка должен быть закрыт пробкой I (рис.7). При регулировки вместо пробки ввинчивается контрольный манометр, который заводом не поставляется.
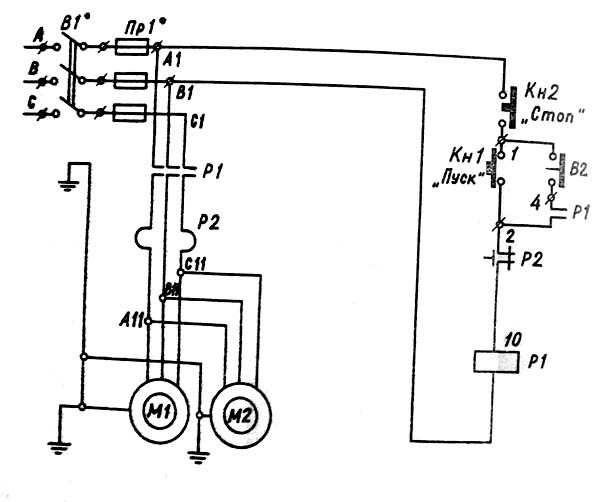
Схема электрическая механической ножовки 8Б72
Технические характеристики механической ножовки 8Б72
| Основные параметры станка | ||
| Наибольшие размеры сечения круглой заготовки (угол реза 90°), мм | 250 | 250 |
| Наибольшие размеры сечения круглой заготовки (угол реза 45°), мм | 140 | 140 |
| Наибольшие размеры сечения квадратной заготовки (угол реза 90°), мм | 250 х 250 | 250 х 250 |
| Наибольшие размеры сечения прямоугольной заготовки (угол реза 45°), мм | 140 х 250 | |
| Максимальная длина отрезаемой заготовки по упору, мм | 350 | 350 |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 550 | 450 |
| Размеры применяемого ножовочного полотна(ДхШхТолщ.), мм | 450х40х2; Ø 8 | 500х40х2; Ø 8 |
| Межцентровое расстояние ножовочного полотна, мм | 500/ 450/ 400 | 500 |
| Максимальная ширина пропила, мм | 3,5 | 3,8 |
| Число двойных ходов пильной рамы в минуту | 45, 56, 71, 112, 140, 128 | 75, 120 |
| Длина хода пильной рамы, мм | 180 | 140, 180 |
| Угол поворота тисков, град | 45 | 45 |
| Производительность при резке стали 45 ГОСТ 1050-74 Ø 100мм, не менее см2/мин | 30 | |
| Удельный вес, кг/кВт | 250/20 | |
| Удельная мощность, кВт/см2/мин | 0,066/0,0839 | |
| Механизм зажима заготовки | вручную | |
| Срок сохранения норм точности до первого среднего ремонта при двухсменной работе, тыс. ч. | 16 | |
| Установленная наработка на отказ, ч | 1000 | |
| Электрооборудование станка | ||
| Электродвигатель главного привода, кВт (об/мин) | 2,2 | 1,5 (1400) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1690 х 700 х 900 | 1610 х 700 х 900 |
| Масса пресс-ножниц, кг | 700 | 645 |
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Ножовочный отрезной станок по металлу ОН280 и ОН401 Силома
Ножовочные отрезные станки ОН 280 и ОН 401 отличаются высоким качеством среза и надежностью в эксплуатации. Возможна резка под углом 45°.
Пилы
Размеры пил для ножовочного отрезного станка:450x40x2 мм (ОН 280)600x50x2,5 мм (ОН 401)
Шаг зуба: 2/3; 3/4; 4/7.Такие пилы применяются для резки конструктивных сталей и профильного проката. Процесс установки - описан в паспорте ножовочного станка. HSS; 18;32.
Ножовочные станки по металлу – необходимый инструмент при работе с круглыми и профильными заготовками из черных и цветных металлов. Данные станки имеют ножовочное полотно, которое выполняет резку металлов любой формы и размера. С помощью ножовочных станков по металлу можно нарезать пластмассовые и стальные трубы, стальную бронь кабеля и прочие материалы. Отрезные ножовочные станки по металлу в основном применяются на малых предприятиях, в заготовительных цехах.Ножовочные станки по металлу работают следующим образом: заготовка разрезается строго перпендикулярно относительно собственной оси (или под углом в пределах сорока пяти градусов). Заготовку удерживают комбинированные тиски, а электродвигатель обеспечивает перемещение пильной рамы вместе с ножовочным полотном. Ножовочные отрезные станки по металлу могут быть механическими и ручными, имеют несколько скоростей резания, а также снабжены устройством подачи специальной охлаждающей жидкости. Ножовочные станки по металлу являются довольно компактным оборудованием, и служат несколько десятилетий.
Важно знать про ножовочный отрезной станок!
- Редуктор - Заправлен на заводе трансмиссионным маслом SHELL Tivella oil;
- Гидравлическая система - Система ножовочного отрезного станка заправлена на заводе маслом НМ46 Shell Tellus oil. Первую замену масла произвести спустя 150 часов, последующие - каждый календарный год;
- Система охлаждающей жидкости - Завод отправляет ножовочный станок не заправленным охлаждающей жидкостью, в целях безопасности;
- Винт для передвижения подвижной щеки тисков - Консистентная смазка Grease1 Shell. Смазывать ежемесячно;
- Ножовочный отрезной станок - считается надежным оборудованием среди металлорежущих станком.
Другие отрезные станки Siloma
www.siloma.ru
Станки для резки металла, отрезные станки по низкой цене
Размер полотнаРазмер полотна. Ширина х Толщина х Длина Например: М42 13x0.6х1440 10/14 TPIМ42 - Материал режущих кромок зубьев13 - ширина полотна, мм0.6 - толщина полотна, мм1440 - длина окружности полотна, мм10/14 TPI - шаг зуба
27x0.9x4140 13х0,65х1640 20х0,9х2362 27x0,9x2455 27х0,9х3300 27х0,9х3035 27х0,9х3200 27x0.9x3660 34х1,1х4100 27х0,9х2655 12,7x0,65x1638 13x0.65x2100 34x1.1x5000 54x1.6x9800 41x1.3x6350 41x1.3x7000 34x1.1x4300 2360x19x0,9 12,5x0,63x1300 27х0,9х2616 27х0,9х2770 34x1,1x4115 27x0,9x2730 34х1,1х3950 41х1,3х5330 13x0.6х1440 13x0,65x1470 13x0,65x1638 12,7x0,9x1735 19x0,9x2362 20x0,9x2080 27x0,9x2480 27x0,9x2750 27x0,9x2925 13x0,6x1300 13x0,6x1640 20x0,9x2360 27x0,9x2655 20x0,9x2110 20x0,9x2100 27x0,9x2460 27x0,9x3280 27x0,9x3035 27x0,9x3215 27x0,9x2680 27x0,9x3160 27x0,9x2575 27x0,9x3960 27х0,9х3100 27х0,9х3380 34х1.1х4020 20х0,9х2085 27х0,9х2445 27х0,9х3940 34х1.1х5330 27х0.9х3940 32х1.1х4150 27х0.9х3660 54х1.6х7050 34х1,1х5060 13х0,6х1540 13х0,65х1470 12,5x0,6x1638 20х0,9х2060 27х0,9х2455 27х0,9х2450 27х0,9х2825 27х0,9х3960 27х0,9х3505 27х0,9х4360 41х1,3х5470 41х1,3х6450 13х0,65х1730 13х0,65х1385 20x0,9x2490 2600х27х0,9 27х0,9х2600 27х0,9х2710 27х0,9х3110 27х0,9х4130 41х1,3х6030 12,7x0,65x1435 12,7х0,65х1638 19,05х0,8х2362 27х0,9х3280 13х0,65х1325 34х1,1х4180 13х0,65х1440 13х0,65х1735 27х0,9х2730 27х0,9х3160 27х0,9х3810 27х0,9х3820 41x1.3x4700 12,5х0,6х1638 20х0,9х2110 20х0,9х2360 27х0,9х2725 34х1,1х4020 27х0,9х2965 20x0,9x2463 41х1.1х5890 41х1,3х5840 54х1,6х8300 34х1,1х4420 41х1,3х5450 54x1,6x6600 34х1,1х4450 54х1,6х6685 27х0,9х3625 34х1,1х4115 41х1,3х5000 13x0.5x1140 34x1,1x4550 54x1,6x7600 54х1,6х9400 3870х34х1,1 2710х27х0,9 13х0,9х1735 27х0,9х2760 41х1,3х4870 34х1,1х3880 41х1,25х6460 41х1,25х6860 67х1,6х9820 67х1,6х10800 67х1,6х11180 27х0,9х3320 6800х41х1,3 6000х41х1,3 4150х34х1,1 4115х34х1,1 54x1,6x8730 20х0,9х2285 54х1,6х9800
rustan.ru