Технология газовой резки металла, необходимое оборудование. Резка металла пропаном
КАК ПРАВИЛЬНО РЕЗАТЬ МЕТАЛЛ КИСЛОРОДНО-ПРОПАНОВЫМ РЕЗАКОМ?
Опубликовал: admin в Для вас 04.08.2017 353 Просмотров
Оглавление:
- Преимущества и недостатки
- Необходимое оборудование
- Подготовка к работе
- Приступаем к работе
- Нюансы резки по металлу
- Поверхностная и фигурная резка
- Меры предосторожности
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.

Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленым металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
uyut-dm.ru
расход кислорода и пропана, технология
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
В независимости от видов резки, технология выполнения данного процесса будет одинаковой. Горение газа обеспечивает температуру от 1000 до 1300 оС, ее достаточно, чтобы расплавить прочную сталь. Во время этого подается сильная струя кислорода, который вступает в реакцию с расплавленными молекулами металла, окисляя их.
 Таблица толщин реза и расхода газа для мундштуков типа NX
Таблица толщин реза и расхода газа для мундштуков типа NXВ результате этого получается разрез. Кислород подается под большим давлением, Часто оно достигает 12 атмосфер, такая струя даже без подачи огня может разрезать кожу.
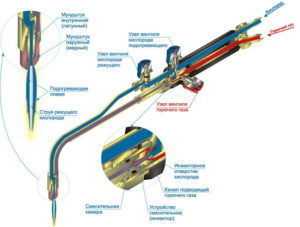
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
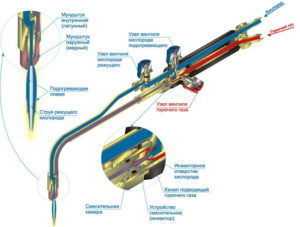
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Газовая горелкаДля обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м3 ацетилена (1 м3 пропана) и 10 м3 кислорода. В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева. Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Шланги необходимы для подачи кислорода и горючего вещества из баллонов в смеситель, их еще называют рукавами. Материал, из которого сделаны шланги – двухслойная резина, между слоями каркас, выполненный из хлопчатобумажной нити. Диаметр – до 12 мм, возможность эксплуатации при температуре воздуха не ниже -35 оС.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Резка металла пропаном и кислородом
Необходимое оборудование
 Резак Р101
Резак Р101Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
- Смена;
- Quicky;
- Орбита;
- Secator.
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
 Машинка автогенной резки Messer
Машинка автогенной резки MesserЭтот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
 Резак Р2-01
Резак Р2-01С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
- фигурную;
- прямую;
- кольцевую;
- под скосом.
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
 Стационарная режущая установка
Стационарная режущая установкаустановками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Газовая резка металла будет эффективна только в том случае, когда температура воспламенения металла будет меньшей, чем температура плавления. Такие пропорции соблюдаются в низкоуглеродистых сплавах, они плавятся при 1500 оС, а процесс воспламенения наступает при 1300 оС.
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 оС, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 оС (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 оС, никеля – 1985 оС.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
 Устройство газовой горелки
Устройство газовой горелки- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Реклама партнеров
Видео: Работа резака, обучение резки металла
Похожие статьи
promtu.ru
Газовая резка металла пропаном и кислородом
Специалисты, не без оснований считают, что газовая резка металла пропаном и кислородом нынче является наиболее эффективным и популярным видом резки. Давайте попробуем вместе разобраться, почему это так.
Поскольку исполняется это действие даже для не совсем опытного, однако знающего «толк в деле» и понимающего сварщика предельно просто, необходимость в обязательном применении различных фазоинверторов отсутствует. Проводимая в активной фазе газовая резка металла пропаном и кислородом не предусматривает также обязательного соблюдения норм относительно помещения (в частности, это может быть наличие центрального кабеля заземления).
Существует, помимо этого, вполне адекватное мнение о том, что подавляющее большинство газовых резаков являются, по определению, «мобильными», то есть, их транспортировку можно проводить вполне обыкновенным способом — при помощи автомобильного транспорта.
Газовая резка металла пропаном и кислородом — подробности использования этих двух промышленных газов
Непосредственно уже во время резки, газовый резак использует два газа – кислород, при помощи которого, что называется, и воплощаются «в жизнь» процессы по разделению металла, а также подогреватель, в роли которого могут выступать ацетилен либо пропан.
При помощи применения нагревателя происходит разогрев поверхностной части, планируемой для разрезания вплоть до температурного значения в 1000-1200 градусов, после этого – подается кислородная струя (т.н. резка металла кислородом). Струя воспламеняется после прикосновения о подогретую поверхность, без контакта с нею воспламенение будет осуществить тяжело.
Сварщик, который смотрит за горящей струей, легко разрезающей металл, должен обязательно понимать, что её устойчивость — необходимый фактор, обусловленный соблюдением беспрерывной подачи кислорода. Если горелка для резки металла уже не такая, какой была при оптимальном разрезании, это может значить, что возникло прерывание — пламя, в таком случае, просто-напросто может угаснуть, после чего вновь нужно будет производить нагрев поверхности.
Оборудование для резки металла газом, при помощи которого выполняется обыкновенная кислородная резка — это резак Р1-01П. Мы не случайно упомянули именно этот тип резака, ведь именно он оптимально подходит для того, чтобы мастер мог работать с чугуном или же каленой сталью.

Используется ли такой резак в качестве сварочного аппарата?
Можем ответить коротко и понятно — нет. Также однозначно можно ответить и на вопрос относительно того, слишком ли влияет выбранный резак на давление пропана при резке металла.
Продолжая тему газов, можно сказать, что как резка металлов, так и газовая сварка в последнее время может быть выполнена с помощью соединения пропана и ацетилена. Однако подходящее для этого оборудование может быть применено только лишь для работы с металлами, показатели прочности у которых выше других (например, это может быть высокопрочная сталь для ножей копулировочных).
Стоимость резки металла газом «смешанным» возрастает по причине того, что нужное оборудование, поддерживающее работу с такой вот вариацией, стоит очень и очень, мягко говоря, не дешево! Именно поэтому мы о нем особо говорить не будем — в другой раз, в других статьях. Там же обсудим и расход пропана при резке металла – смотрите категорию материалов «Газовая сварка и резка», а также статьи, посвященные этому вопросу в категории «Резка металлов».

Газовая резка металла пропаном и кислородом. Технология.
Ныне много где (на производстве и строительстве, в частности) применяемая технология газовой резки металла, в некоторой мере, отличается от той, которая описывалась в тексте выше. Например, для того, чтобы правильно работать с так называемыми «легкими металлами», нужно понимать, что температурные показатели, начинающиеся от тысячи градусов по Цельсию (в сторону возрастания, само собой) могут просто-напросто разрушать металл, с которым Вы пытаетесь проводить те или иные действия (испарять или же расплавлять).

В подобных случаях, сам процесс резки должен производиться с подогревом, происходящим с резкой в одно и то же время. Через два боковых подается специальная нагревающая смесь, а по центру, в свою очередь, монтируется тонкое, по своим свойствам, сопло для подачи кислорода под высоким давлением.
В качестве оборудования могут использоваться разнообразные «столы», являющиеся автономными по определению – столами, к слову, именуются типы газового оборудования, предназначающиеся для резки металла в полноценном автоматическом режиме. Участие оператора, в таком случае — не обязательно. Расход пропана существенно отличаться, в таком случае, от «ручной работы» не будет.

swarka-rezka.ru
Основы резки металла: инвертором, плазменной, газом
Резка металла при помощи сварки до определенного времени применялась активно, как основной способ обработки металлических конструкций в домашних условиях. Получаемый рез не отличался красотой, поэтому применение болгарки заметно потеснило сварку. К проверенному годами способу по-прежнему прибегают, его возможности расширились за счет использования нового оборудования.
При помощи сварки режут металл в следующих случаях:
- в полевых условиях, когда отсутствуют к источники электроэнергии,
- возникает необходимо разрезать очень толстый металл,
- при резке необходимо получить фигуру сложной формы,
- необходимо разрезать металл в труднодоступном месте.
Сварка относится к универсальным процессам, выполняя которые можно как соединить, так и разделить детали на части. Наиболее применимы в домашних условиях следующие варианты оборудования для резки металла:
- дугой (инвертором),
- газовым резаком,
- плазморезом.
В этой статье мы подробно поговорим об особенностях, технологии и основных принципах резки металла сварочным инвертором, газовой резке металла с помощью кислорода и пропана, и о плазменной резке металла. Изучив основные принципы работы с разными видами оборудования вы сможете осуществить резку металла своими руками.
Резка дугой
При обучении основам сварки новичок больше всего боится прожечь металл и полностью разрушить соединение. При резке металла цель сварщика именно прожечь, разрезать металл.
Для того чтобы разрезать металл сварочной дугой необходимо нагреть его до температуры плавления и удалить расплавленный металл из зоны сварки. Удаление выполняется под собственным весом расплавленного металла, за счет давления со стороны дуги или поток воздуха, подаваемый в зону сварки.
Для резки металла применяют такие электроды:
- покрытый металлический,
- угольный,
- трубчатый,
- вольфрамовый.
Этим способом режут сталь, в том числе и легированную, цветные металлы и сплавы.К недостаткам относится низкое качество реза, неровные края, наличие окалины. Поэтому, если металл в дальнейшем идет для создания конструкций, кромки необходимо дополнительно обработать, например, зачистить.
Резку выполняют на том же оборудовании, что и сварку, во всех пространственных положениях. В качестве оборудования в домашних условиях ранее использовался трансформатор или выпрямитель, теперь чаще всего применяют инвертор.
Основы дуговой резки
Для того чтобы разрезать металл дугой устанавливают силу тока на 30-40% выше, чем при сварке. Зажигают мощную дугу на верхней кромке металла и углубляются вниз, при этом разрезают кромку.
Резка метала сварочным инвертором
Для резки выбирают электрод небольшого диаметра, а вот ток, наоборот, выставляют больше чем необходимо для сварки. Например, на диаметр электрода 2,5 мм, устанавливают 140А.Зажигайте дугу и оставляйте электрод на одном месте. Стараетесь, чтобы дуга углублялась, как бы прожигала металл.Если пластину разместить вертикально, расплавленный металл будет аккуратно стекать. При горизонтальной резке металла сварочным инвертором подтеки будут собираться внизу пластины.Чтобы обеспечить лучший прогрев металла, при резке вбирают прямой полярности. В этом случае металл прогревается глубоко, но рез получается узким.
На видео показано, какие возможности открываются при применении резки дугой. Пластина в 10 — 20 мм толщиной разрезана буквально за несколько минут с легкостью и красиво.
Резка газовым резаком
До недавнего времени газорезка металла оставалось основным способом раздела металла, особенно если требовалось выполнить рез по сложному контуру, обработать кромку или получить отверстие. Преимущество в том, что для выполнения работ нет надобности в источнике электроэнергии.Резка металла газовым резаком выполняется следующим образом: воспламеняют смесь кислорода с горючим газом, полученным факелом разогревают металл в зоне реза до температуры горения, не менее 12000С . Подают струю кислорода.

Металл воспламеняется и получается линия реза. Чаще всего для резки используется кислород в смеси с пропаном. Газовой резкой обрабатывают стали, как углеродистые, так и легированные, титановые сплавы.
Газовая резка металла на смеси пропана и кислорода
До начала работы металл подготавливают: очищают грязь, жир, окалину, ржавчину.
Оборудование для газовой резки
Для выполнения газовой резки требуется меньше навыков чем при сварке, потому что нет необходимости обеспечивать герметичность соединения. Из оборудования потребуется газовый резак, баллоны кислорода и пропана.

На каждом баллоне есть редуктор для регулирования давления. Газ от баллона к редуктору подается по шлангу высокого давления.Перед тем как приступить к работе продувают шланги, чтобы очистить от грязи. Все шланги осматривают, места соединения с редуктором, все разъемные соединения проверяют на герметичность.
Проверяют исправность самого резака и продувают его кислородом. Для этого подсоединяют баллон с кислородом к месту крепления кислородного шланга. Баллон с горючим газом пока не подсоединяют. Устанавливают на редукторе 5 атм и открывают оба вентиля на резаке. Поднося палец ко второму штуцеру можно наблюдать, есть ли подсос. При его отсутствии, каналы резака необходимо продуть.
Порядок работы
Газовую резку выполняют, выдерживая пропорцию: 10 частей кислорода на 1 часть газа. Поэтому устанавливают на газовом редукторе 0,5 ати, а на редукторе кислорода 5 ати.Для начала немного приоткрывают подачу пропана и поджигают газ. Соплом упираются в металл и понемногу начинают подачу кислорода. С помощью вращения вентилей можно отрегулировать величину пламени и получить необходимое пламя для работы. Чем толще металл предполагается разрезать, тем сильнее должно быть пламя, для чего необходима большая подача газа и кислорода.Внимание: пламя регулируется при помощи давления кислорода регулирующего, а не режущего.
Горящее пламя подносится к металлу в том месте, где нужно выполнить рез, выдерживая расстояние между соплом и металлом в 5мм. Под действием пламени металл нагревается до требуемой температуры. Это происходит быстро, секунд за 10. Наблюдая за процессом замечают, что в этот момент металл как бы становится мокрым. Только металл воспламенится, тут же включают режущий кислород.Для того чтобы избежать обратного удара пламени, который может сопровождаться хлопком, включают режущий кислород постепенно.
В этом случае кислород сам загорится как только дотронется к горячей поверхности металла. На видео показано, как с помощью газовой резки можно вырезать фигуры самой сложной формы.
На качество резки влияет скорость сварки. Контролируют скорость ориентируясь на искры в зоне резки. Если искры впереди, это означает что скорость недостаточна. При высокой скорости искры находятся позади резака, в этом случае трудно качественно разрезать заготовки.Для того чтобы выполнить отверстие, место нагревается до требуемой температуры, подается режущий кислород. Металл воспламеняется. Резак подается в зону металла и пробивается отверстие.
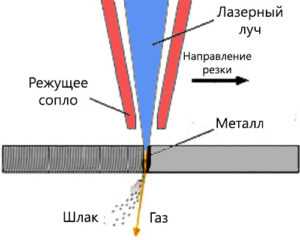
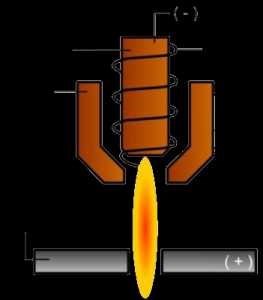
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://youtu.be/rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха.Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Технология работы с плазморезом
Перед началом работ зачищают кромки, удаляют с них загрязнения и ржавчину.Работы по плазменной резке любого металла начинают с установки силы тока. Принцип прост: сила тока рассчитывается в зависимости от толщины металла. Величину силы тока, которая необходима для разрезания 1 мм толщины металла, умножают на толщину металла, который необходимо разрезать. Если необходимо разрезать 25 мм стали, то необходимо 25 умножить на 4А (ток, необходимый для реза 1 мм стали или чугуна). Итого на оборудовании выставляют 100А.

Скорость с которой необходимо выполнять резку непосредственно влияет на качество работы, но зависит от умения резчика. Специалисты советуют на начальной стадии выполнения работ ориентироваться на наличие искр с обратной стороны изделия. Если они отсутствуют, то металл прорезается не полностью.

Перед тем как разжечь дугу в течение полуминуты резак продувают газом, чтобы удалить грязь и возможный конденсат. Далее оператор нажимает кнопку розжига дежурной дуги, она горит 2 сек. Если режущая дуга не образовалась, процесс повторяют еще раз.
В зависимости от модели поджиг бывает контактный и бесконтактный:
- При контактном необходимо короткое замыкание. Как только плазма вышла из сопла между металлом и электродом образуется плазменная дуга и начинается процесс резки.
- При бесконтактном дуга зажигается между соплом и электродом. Когда сопло приближают к металлу, образуется рабочая дуга.
Во время резки необходимо поддерживать постоянную длину дуги. Если она не обеспечивается специальным упором, то этот параметр выдерживает резчик, он должен быть от 1,6 до 3 мм.При работе необходимо сопло держать к металлу под углом 900С. Для того чтобы уменьшить деформации на тонком металле, горелку держат под небольшим углом. Во время резки обращают внимание, чтобы металл не засорял сопло горелки.
Подробно о работе плазматрона смотрите в видео.
С помощью рассмотренных способов резки можно порезать металл по самому сложному контуру. Эти работы по силам выполнить своими руками, после небольшой теоретической и практической подготовки. Главное — это наличие оборудования и соответствующих материалов.
o-builder.ru
Резка металла газом — studvesna73.ru
обладает высокой производительностью.Резка металлов газом, виды работ
- резка заготовок различной конфигурации;
- разделка канавок;
- разделка кромок под сварку;
- раскрой металлических листов:
- устранение дефектов на поверхности;
- удаление верхнего слоя металла.
Заказать любые виды работ с помощью газовой резки вы можете по телефонам +7(499)390-41-74, +7(495)232-60-87 или через он-лайн заявку в левой колонке нашего сайта. Свяжитесь с менеджером для точного расчета стоимости услуг, у нас низкие цены! Услуги оказываем предприятиям и частным лицам, цеха «Метало Промышленного Холдинга» готовы выполнить заказ в любом объеме. Мы работаем быстро, гарантируем высокое качество результата!
Copyright © 2011-2017 Все права защищены. ООО «Металло Промышленный Холдинг»8(499) 390-41-74, 8(495) 232-60-87
Основные сведения
Резка металла автогеном
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
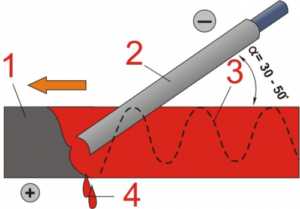
 Кислородно-флюсовая копьевая резка
Кислородно-флюсовая копьевая резка
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
Технологический процесс
В независимости от видов резки, технология выполнения данного процесса будет одинаковой. Горение газа обеспечивает температуру от 1000 до 1300 о С, ее достаточно, чтобы расплавить прочную сталь. Во время этого подается сильная струя кислорода, который вступает в реакцию с расплавленными молекулами металла, окисляя их.
 Таблица толщин реза и расхода газа для мундштуков типа NX
Таблица толщин реза и расхода газа для мундштуков типа NX
В результате этого получается разрез. Кислород подается под большим давлением, Часто оно достигает 12 атмосфер, такая струя даже без подачи огня может разрезать кожу.
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Для обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м 3 ацетилена (1 м 3 пропана) и 10 м 3 кислорода. В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева. Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Шланги необходимы для подачи кислорода и горючего вещества из баллонов в смеситель, их еще называют рукавами. Материал, из которого сделаны шланги – двухслойная резина, между слоями каркас, выполненный из хлопчатобумажной нити. Диаметр – до 12 мм, возможность эксплуатации при температуре воздуха не ниже -35 о С.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Резка металла пропаном и кислородом
Необходимое оборудование
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
 Машинка автогенной резки Messer
Машинка автогенной резки Messer
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
 Стационарная режущая установка
Стационарная режущая установка
установками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Газовая резка металла будет эффективна только в том случае, когда температура воспламенения металла будет меньшей, чем температура плавления. Такие пропорции соблюдаются в низкоуглеродистых сплавах, они плавятся при 1500 о С, а процесс воспламенения наступает при 1300 о С.
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 о С, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 о С (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 о С, никеля – 1985 о С.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
 Устройство газовой горелки
Устройство газовой горелки
- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Видео: Работа резака, обучение резки металла
Похожие статьи
Особенности фрезерных станков с компьютерным обеспечением по обработке металла
Конструктивные особенности токарных, торцовочных и токарно-винтовых станков
Возвращаем металлу блеск и красоту с помощью полировки
Газовая резка, также нередко называемая автогенной либо кислородной, представляет собой процесс разрезания металлических заготовок посредством воздействия на них кислородного потока, подаваемого из специального агрегата.
Содержание
- Техника автогенной резки и ее ключевые положения
- Условия для проведения кислородной резки
- Виды кислородной резки и их краткое описание
- Особенности автогенной обработки металлов
1 Техника автогенной резки и ее ключевые положения
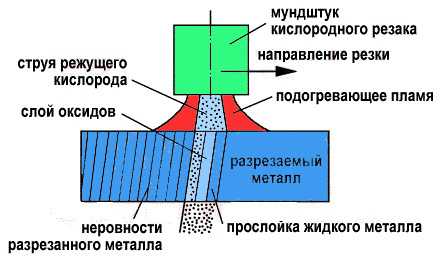
Данный вид обработки металла эксплуатируется весьма активно. На сегодняшний день он является популярным методом резки стальных и металлических изделий. Его суть состоит в том, что материал в зоне обработки доводится до температуры зажигания (горения) посредством смеси газа и кислорода, а затем на него наводят поток чистого кислорода.

Указанные действия приводят к сгоранию металла и удалению из зоны резки оксидов, которые образуются в ходе выполнения операции.
При горении поверхностного слоя заготовки отмечается выделение существенных объемов кислоты, в результате чего нагреваются нижние слои металла. Благодаря этому процесс горения охватывает деталь на всю глубину, формируется отверстие сквозного вида. Через него кислородная струя, выполняющая функцию режущего инструмента, пробивает заготовку полностью и выходит наружу. Передвигая с заданной скоростью приспособление для кислородной резки, получают точный разрез.
По сути, описываемый процесс включает в себя несколько основных этапов. Сначала металл подогревают, затем при помощи кислорода его сжигают, а на финальной стадии из полости реза происходит выдувание шлака, находящегося в расплавленном состоянии. В связи с тем, что при горении в кислороде железа выделяется сравнительно мало теплоты, тушения подогревательного пламени не производят. Это позволяет возмещать большие утраты тепла на участке обработки металла.
Если пламя потушить, металлическая заготовка очень быстро охлаждается, реакция горения затухает, и операция резки прекращается. Кислородная резка дает возможность вырезать сложные по форме изделия, а также без проблем осуществлять разрезание металлических деталей толщиной до 200 сантиметров. Отметим, что далеко не все сплавы и стали допускается подвергать автогенной резке. Она используется для металлов, которые соответствуют некоторым важным условиям. О них речь пойдет далее.
2 Условия для проведения кислородной резки
Газовая резка металла будет успешной только в том случае, если его температура плавления выше температуры воспламенения. Данному условию полностью отвечают сплавы с малым содержанием углерода. Плавятся они при температуре 1500 градусов, а воспламеняются при 1300 градусах. Средне- и высокоуглеродистые стали поддаются газовой обработке намного хуже, так как повышенное содержание углерода в них приводит к уменьшению температуры плавления и увеличению температуры воспламенения.
Также теплопроводность металлических композиций должна быть не очень высокой. Если подобное условие не выполняется, фиксируется активное отведение от зоны реза нагретого шлака и подогревающего пламени, что становится причиной неустойчивости операции. Она может прекратиться практически в любой момент резки. «Нужный» для проведения рассматриваемой в статье операции показатель теплопроводности отмечается исключительно у сталей, являющихся техническим сплавом железа, и непосредственно у железа. Автогенная резка прочих металлов в большинстве случаев невозможна.
Кроме того, должны выполняться и другие условия для резки:
- При сгорании в кислородной струе металла количество теплоты обязано быть таким, чтобы операция проходила непрерывно. Стоит помнить, что лишь 30 процентов теплоты образовывается от работы пламени резака, остальные же 70 процентов выделяются при сгорании металла.
- Температура расплавления металла должна быть выше температуры, при которой начинают плавиться металлические оксиды. В тех случаях, когда данное требование не соблюдается, операция резки нарушается из-за того, что кислородный поток не способен качественно выдуть тугоплавкие окислы. В связи с этим автогенная резка не рекомендуется для алюминия (его оксиды плавятся при температуре порядка 2050 градусов) и сталей с большим содержанием хрома (температура плавления их оксидов составляет около 2000 градусов). Впрочем, выход есть. Резать алюминий и высокохромистые сплавы допускается при помощи флюсов со специально подобранным составом.
- Жидкотекучесть шлаков, которые появляются в процессе резки, должна иметь высокие показатели, обеспечивающие простую выдувку шлаков из места выполнения операции.
3 Виды кислородной резки и их краткое описание
Резка с использованием газового оборудования бывает ручной и машинной, поверхностной и разделительной. При поверхностной разрезание металлической детали сопровождается формированием круглых по форме канавок, а при разделительной резке на поверхности появляются разрезы сквозного типа.
Разделительная ручная операция обычно назначается для обработки скрапа, профильных поковок и листов из углеродистой стали. Такая резка предполагает применение природного газа, смеси бутана и пропана, ацетилена в качестве горючей составляющей процесса. Как правило, используется ацетилен, так как он обеспечивает быстрый подогрев обрабатываемого изделия.

Ручная резка также применяется для вырезки отверстий и участков с теми или иными изъянами в трубопроводах, для обрезки под последующую газовую сварку концов трубных изделий. И листы, и трубы, и поковки режутся во всех пространственных положениях. При этом на качество процесса большое влияние оказывает квалификация специалиста, осуществляющего операцию, и наличие у него опыта работы резчиком.
Для повышения эффективности точности ручной прямолинейной резки рекомендуется производить процесс по направляющим и заранее нанесенным отметкам на изделии. Кроме того, нужно использовать и дополнительные приспособления (уголок, направляющие линейки, специальный циркуль для обработки отверстий и фланцев и так далее), которые дают возможность:

- четко выдерживать требуемую дистанцию между поверхностью заготовки и резаком;
- передвигать резак максимально равномерно;
- вовремя запускать кислородную струю.
Поверхностная резка (и машинная, и ручная) подразумевает удаление струей кислорода слоя металла определенной толщины. Ее отличие от распределительной состоит в том, что резак при поверхностной обработке передвигается быстро, причем под некоторым углом по отношению к металлической поверхности.
4 Особенности автогенной обработки металлов
Технология газовой резки предусматривает необходимость качественной очистки поверхности металлической детали от грязи, коррозии, окалины и лакокрасочных покрытий. При ручном разделении листов рекомендуется обдуть область реза на ширину не более 3–5 сантиметров (использовать пламя резака), после чего при помощи щетки из металла зачистить эту область.
При машинной резке, как правило, осуществляют очистку стальных листов на специальных агрегатах по дробеструйной либо химической методике. Дополнительно выполняют правку металлических заготовок на вальцах.

К ключевым характеристикам режима резки относят:
- давление кислорода;
- мощность пламени;
- скорость выполнения операции.
Качество и производительность операции зависит именно от этих показателей. Давление кислородной струи зависит от чистоты используемого газа, формы сопла на режущем инструменте и толщины изделия, подвергаемого разрезанию. При увеличении давления выше нормативных величин отмечается ухудшение качества поверхности и скорости процедуры, что, естественно, приводит к повышенному расходу кислорода.
Мощность пламени зависит от состояния сплава (поковка либо обычный прокат), его состава и толщины металла. Машинная резка выполняется на минимальном пламени, а вот для ручной его мощность необходимо повышать в 1,5–2 раза. Еще важный момент – при обработке изделий толщиной более 40 сантиметров следует использовать науглероживающее пламя (то, в котором имеется «лишний» ацетилен). В остальных случаях применяется стандартная мощность.

Скорости окисления металлической детали и процесса резки должны соответствовать друг другу. Чрезмерная скорость резки сопровождается искрами, она чревата тем, что металл может не прорезаться.
Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную.
Виды сварочных аппаратов – обзор популярных моделей
Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по.
Ленточнопильный станок (ленточные пилы)
studvesna73.ru
Сварка, резка и пайка металлов
При ремонте сельскохозяйственной техники широко применяются газовая сварка и резка.
Накопленный производственный опыт показал, что пропан и бутан являются хорошими заменителями ацетилена и керосина для газопламенной обработки металла. Сжиженный газ дешевле ацетилена, а качество резки пропан-бутан-кислородным пламенем выше, чем ацетилено-кислородным. При работах в зимних условиях получение газа из баллона с пропан-бутановой смесью не вызывает обычно затруднений. Ведение работ с применением сжиженных газов значительно более безопасно, чем при использовании карбида кальция и ацетилена.
Газовая сварка производится сварочным пламенем, образующимся при сгорании смеси кислорода с горючим газом, который может являться сжиженным газом (пропан или пропан-бутановая смесь). Сварочное пламя в зависимости от соотношения кислорода и пропан-бутана бывает нормальным, окислительным и науглероживающим.
Для сварки большинства металлов используют нормальное пламя с небольшим избытком кислорода. Сварка малоуглеродистой стали пропан-бутан-кислородной смесью производится при соотношении газа и кислорода 1 : 3.
Уменьшением содержания пропан-бутана или увеличением количества кислорода получают окислительное пламя, а при увеличении количества пропан-бутана науглероживающее пламя.
Газокислородная сварка и резка металла может производиться как в условиях мастерских, так и в полевых условиях, для чего обычно используются одиночные баллоны.
Питание передвижного поста от баллона ввиду небольшого количества отбираемого газа может осуществляться без испарителя при температуре воздуха до минус 25—30 °С. При питании нескольких постов от газовой сети, т. е. при белое значительном расходе газа, может быть применена групповая баллонная установка.
Газы доставляются на рабочее место или по трубопроводу от стационарных емкостей, или в стальных баллонах.
Для снижения давления сжиженного газа могут быть использованы обычные редукторы типа РДК, РДГ-6 и другие.
Применяя ацетиленовый редуктор, надо притяжной хомут заменить переходным штуцером с накидной гайкой.
Корпус водородного, кислородного или ацетиленового редуктора, используемого для снижения давления сжиженного газа, и корпус манометра окрашиваются в красный цвет. На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
Правила обращения с редукторами для сжиженного газа такие же, как и с кислородными редукторами. Применение кислородного и водородного редукторов для кислорода, после использования их для сжиженного газа, во избежание взрыва категорически запрещается.
Отбор газа из баллона без редуктора запрещается.
При испытании поста газовой резки от газовой сети с давлением газа от 1 до 5 кГ/см2 установка редуктора также совершенно обязательна.
При работе с пропан-бутановыми смесями необходимо тщательно следить за резиновыми мембранами, так как при выходе из баллона газа в жидком виде и проникновении его в редуктор резиновая мембрана постепенно разъедается и приходит в негодность.
Пропускная способность редукторов по сжиженному газу составляет для РДК-00 — 1,3; для РД-1-0,25 — 5 м3/ч.
Для присоединения горелки (резака) к редуктору, установленному на баллоне, применяют резино-тканевые шланги по ГОСТ 8318—57, рассчитанные на рабочее давление 10 кГ/см2.
Конструкция газосварочной горелки проста и изготовить ее можно в условиях любых мастерских.
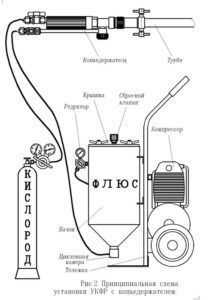
Для сварки малоуглеродистых сталей толщиной от 0,5 до 5 мм и других видов газопламенной обработки металлов (пайка, подогрев и др.) с применением в качестве горючего газа пропана или пропан-бутана можно использовать сварочную горелку «Уфа», схема которой показана на рис. 40.
Наконечник горелки «Уфа» отличается от существующих ацетилено-кислородных наконечников наличием камер предварительного и окончательного подогрева горючего газа перед инжектором.
При отборе газа из газовых сетей с давлением от 70 мм вод. ст. до 10 тыс. мм вод. ст. (1 кГ/см2) редуктор может не устанавливаться, а устанавливается предохранительный водяной затвор.
При давлении газа в газовых сетях от 70 до 200 мм вод. ст. на спуске к рабочему посту устанавливается водяной затвор ЗГГ-3 конструкции ВНИИавтоген. При давлении от 200 до 1000 мм вод. ст. устанавливаются водяные затвори открытого типа ВЗНД-3 с предельной пропускной способностью 3 м3/ч. При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
Собранная горелка вставляется в гнездо ствола и крепится гайкой, причем предварительно между венчиком сместителя и уплотнительной шайбой следует подмотать асбестовый шнур.
Выполнив эту операцию, можно открыть вентили на баллонах с кислородом и сжиженным газом, затем открыть вентили сжиженного газа и кислорода на стволе, зажечь смесь на наконечнике. После 2—3 мин горения горелки производится регулировка необходимого пламени кислородным и газовым вентилями на стволе. Подбор пламени производится в течение нескольких секунд.
Кислород и пропан-бутан, проходя через ствол, вентили, попадает в камеру смешения. Часть смеси попадает в горелку для подогрева камеры, а основная масса смеси идет в камеру подогрева, заполненную катализатором (никелевая лента толщиной 0,2 мм, свернутая в виде пружины), где подогревается до 270° С. После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали.
Сварка в зависимости от толщины свариваемого материала ведется при давлении кислорода 3,5 —5 кГ/см2 и давлении газа 0,8—1,3 кГ/см2. При удлинении шлангов давление несколько увеличивается.
Длина пламени горелки должна быть в пределах 12—23 мм. Его цвет должен быть бледно-голубым.
Сварщику необходимо следить за процессом в сварочной ванночке и вести более интенсивное перемешивание расплавленного металла. Пламя следует держать под углом 60—80° относительно поверхности металла, ведя сварку слева направо, выдувая возможный шлак из ванночки (незачищенные торцы). При зачищенных торцах шлаковые отложения незначительные.
При необходимости замены большего номера мундштука на меньший размер в комплект горелки должен входить переходник.
В зависимости от номера мундштука заменяется и наконечник. При большем номере мундштука ставится больший номер наконечника, и наоборот. Соответственно изменяется и кислородный инжектор.
Необходимо упомянуть, что при освоении сварщиком сварки стали пропан-бутан-кислородной смесью в первое время возможны трудности и недостатки в сварке, но когда сварщик освоит регулировку пламени, в зависимости от толщины свариваемого металла, сварка проходит нормально и швы получаются хорошими.
Из практики сварки пропан-бутан-кислородной смесью известно, что для более интенсивного парообразования желательно баллон ставить в отапливаемое помещение.
По данным ВНИИавтогена хорошие результаты при сварке малоуглеродистой стали можно получить, применяя и присадочную проволоку марок СВ-08ГС и СВ-082ГС.
Можно еще отметить, что с повышением содержания пропана в пропан-бутан-кислородной смеси качество сварки улучшается.
Практически пропан-бутан-кислородная смесь в сельской местности может быть использована для сварки водогазопроводных труб диаметром до 4", листовой малоуглеродистой стали толщиной до 5—6 мм, сварки емкостей и бидонов для молока, деталей сельскохозяйственных машин, крыльев и капотов автомашин и для пайки цветных металлов.
Невысокая температура плавления алюминия позволяет в условиях сельскохозяйственных мастерских использовать для их сварки пропан-бутановые смеси.
Челябинским межотраслевым научно-исследовательским и проектно-технологическим институтом автоматизации и механизации машиностроения была проведена серия опытов по сварке и резке пропаном в совхозе «Степной» Челябинской области. Эти опыты показали, что применение пропана вместо ацетилена дает положительные результаты.
Для резки использовались ацетиленовые резаки РР-53 с переделкой (увеличивались отверстия в инжекторе и смесительной камере соответственно до 1 и 3 мм, увеличивался кольцевой зазор между внутренним и наружным мундштуком). Аналогичные изменения в инжекторе и смесительной камере делались и у ацетиленовой горелки ГС-53 (для наконечника № 5). После этих переделок и с применением пропана можно было производить сварку цветных металлов и чугуна.
Пропан-кислородным пламенем производилась приварка алюминиевых фланцев всасывающего коллектора трактора «Белорусь», ремонт алюминиевых емкостей, трубопроводов и бидонов для молока на маслозаводе. Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Основная трудность сварки алюминия, как известно, заключается в образовании пленки тугоплавких окислов алюминия на поверхности металла, препятствующей сплавлению. Эти окислы не восстанавливаются пропан-кислородным пламенем; они тяжелее алюминия и тонут в нем. Для достижения высокого качества кромки детали перед сваркой очищают стальной щеткой; пламя горелки должно быть нормальным. На присадочный пруток марки АД или АК наносится флюс АФ-4а.
При сварке алюминия толщиной до 3 мм горелке дают только поступательное движение, а прутком совершают колебательные движения, чем удаляются пленка и шлак и облегчается всплывание газовых пузырей на поверхность. Пламя горелки направляют на присадочный стержень под углом 40—60° и одновременно охватывают свариваемые кромки.
При сварке ядро пламени должно находиться на расстоянии не более 3 мм от поверхности ванны. При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
Сварка свинца. Сварка свинца ведется нейтральным пламенем с минимально возможным углом наклона пламени к поверхности детали. При толщине металла свыше 2 мм шов накладывается в несколько слоев (отдельные участки перекрывают друг друга).
Практика показала, что сварку свинца пропан-кислородным пламенем можно с успехом производить горелкой ГСМ без ее переделки. Сварные швы обладают достаточно высоким качеством. Такой метод успешно применен для сварки свинцовых клемм кислотных аккумуляторных батарей.
Сварка меди. В связи с большой теплопроводностью меди при ее сварке требуется большой подвод тепла, поэтому пламя горелки следует держать перпендикулярно к поверхности сварочной ванны; горелку выбирают на два номера большую, чем для сварки стали такой же толщины, а в ряде случаев сварку производят двумя горелками.
Сварка производится нейтральным пламенем, по возможности без перерывов. Кромки и проволоку необходимо расплавлять одновременно. Не следует доводить ванну до очень подвижного состояния. В качестве флюса применяется бура или смесь буры и борной кислоты. В качестве присадочного прутка хорошие результаты дает медная проволока, раскисленная фосфором (содержание фосфора 0,03—0,08%), а также кремнием (содержание кремния 0,5—1,0%). Для лучшего качества шва при толщине изделия до 5 мм производится проковка. Проковку ведут в холодном состоянии, а при больших толщинах — при температуре 400—500° С. Для уменьшения хрупкости после остывания сваренной детали до 500° С изделие быстро охлаждают погружением в воду. Скорость сварки пропан-кислородным пламенем медных листов толщиной 4— 5 мм одинакова со скоростью сварки ацетиленом.
Сварка латуни. Бронза и латунь также легко свариваются пропан-кислородным пламенем. Главное затруднение при сварке латуни газо-кислородным пламенем состоят в испарении цинка (до 20%), вследствие чего шов получается пористым. Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях.
В одном совхозе таким способом наплавлялись бронзой изношенные бронзовые вкладыши подшипников и различные детали из латуни. Качество сварки и наплавки во всех случаях было хорошее.
Пропан-бутановые смеси являются также полноценными заменителями ацетилена и при пайке твердыми припоями ПМЦ-54 и Л-02.
Сварка чугуна. Серый чугун широко используется в деталях тракторов и сельскохозяйственных машин. Все сложные детали: блоки цилиндров, головки блоков, картеры, коробки передач и сцепления, выпускные и впускные трубы, шкивы, звездочки цепные и рад других деталей, отливаются из чугуна.
Как известно, в случае ремонта чугунных деталей сложной геометрической формы, например головок блоков, требуется предварительный нагрев детали. Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
При сварке чугуна имеет место большое выгорание углерода и кремния. Поэтому сварочные прутики должны иметь повышенное содержание этих элементов. Хорошие результаты получены при использовании в качестве присадочного материала изношенных чугунных поршневых колец двигателей.
При заварке дефектов сложных чугунных деталей целесообразно производить пайку чугуна латунью. Графит с поверхности удаляют выжиганием, сварочной горелкой с окислительным пламенем, причем деталь нагревается до температуры 750—900° C. Затем ремонтируемое место посыпают флюсом и покрывают слоем латуни. После пайки деталь покрывают листом асбеста и медленно охлаждают. В этом случае в детали не возникает больших напряжений и шов хорошо обрабатывается.
Как показала практика, для ремонта чугунных деталей, в основном для заварки трещин, может быть с успехом применен пропан.
Резка металла. Для разделительной резки сжиженным газом металлов применяются резаки типов РЗР-01-55, УРЗ и РЗП, а также резаки бензиновые и керосиновые.
При отсутствии этих резаков можно использовать обыкновенный резак УР, увеличив диаметр отверстия инжектора до 0,3—0,9 мм.
Наружный мундштук № 2, имеющий диаметр 5,5 мм, следует применять вместо мундштука № 1, а мундштук № 1 с отверстием 0,5 мм — вместо мундштука № 2. Для резки листа большой толщины диаметр сопла инжектора увеличивается до 0,95 мм, а диаметр отверстия наружного мундштука — до 7 мм. Диаметр канала смесительной камеры при резке больших толщин можно увеличить до 3 мм.
Уход за резаками, работающими на пропан-бутановой смеси, аналогичен уходу за ацетилено-кислородными резаками.
Подготовка рабочего места к работе, редукторов, шлангов, резака и горелки, продувка баллонов, установка редуктора, заливка водяного затвора водой, крепление шлангов резака и горелки, проверка наличия подачи в резаке, зажигание и тушение резака и горелки производятся в той же последовательности, как и при ацетилено-кислородной резке и сварке.
Правильно отрегулированное пламя при горении пропан-бутановой смеси в струе кислорода имеет ярко очерченное ядро, горит спокойно и устойчиво. Длина пламени пропан-бутановой смеси больше длины пламени ацетилено-кислородной смеси.
Подогревательное пламя регулируется в резаке на максимальную температуру (с небольшим избытком кислорода) по пламени на мундштуке.
Применение пропан-бутановой смеси вполне возможно для резки углеродистых и конструкционных (низколегированных) сталей, а также чугуна, хромо-никелевых сталей и цветных металлов.
Величина давления кислорода устанавливается в зависимости от толщины разрезаемого металла в пределах от 2 до 15 кГ/см2. Давление пропан-бутановой смеси может быть в пределах от 0,007 до 0,5 кГ/см2, при длинных шлангах и в стационарных сетях — до 1 кГ/см2.
Резку обычно начинают с кромки, предварительно очищенной от грязи и окалины. Если надо начать резку с середины (при большой толщине металла), то необходимо просверливать или прожигать отверстие диаметром 5—10 мм.
Для увеличения скорости нагрева металла в начальный период (при круглых сечениях металла) необходимо сделать надрубы зубилом или подставить в месте начала реза металлический пруток. Подогревательным пламенем вначале нагревают металл в том месте, откуда начинается резка, до температуры его воспламенения (для стали 100—1200° С, светло-красное каление), потом пускают режущую струю кислорода и перемещают резак по линии разреза. Расстояния резака от линии разреза должны быть по возможности равномерными. Для выполнения этого условия необходимо применять приспособления (направляющую линейку и др.). При очень большой скорости перемещения резака резка может прекратиться, а при малой скорости — верхние кромки разрезаемого металла оплавляются.
При резке труб на фаску угол опережения резака должен составлять 5—10°, а при резке труб без фаски — 10—15°.
В остальном технология резки стали пропан-бутановой смесью не отличается от технологии резки ацетилено-кислородным пламенем.
При сварке и резке металла необходимо соблюдать мероприятия по технике безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
www.activestudy.info
Газовая резка металла - технология и необходимое оборудование
 Данный вид резки металлов относится к термическим способам и широко используется при различных видах монтажных и ремонтных операций. Особенностью газовой резки (так как есть и другие) является то, что с ее помощью можно работать с заготовками значительной толщины, при этом производительность остается на довольно высоком уровне.
Данный вид резки металлов относится к термическим способам и широко используется при различных видах монтажных и ремонтных операций. Особенностью газовой резки (так как есть и другие) является то, что с ее помощью можно работать с заготовками значительной толщины, при этом производительность остается на довольно высоком уровне.
Специалисты отмечают и удобство использования этого вида резки, так как технология обеспечивает полную автономность, независимость от источников эл/питания. Нередко мастер оказывается в ситуации, когда на объекте «питание» есть, а подключиться к нему в месте производства работ не получается (не говоря уже о полевых условиях).
Прежде чем рассматривать технологию процесса, стоит дать общее понятие о газовой резке. С ее помощью можно разрезать заготовки такой толщины, для которых другой способ не подходит (но все-таки с увеличением этого параметра образцов скорость реза значительно падает). Еще один «плюс» – необходимый комплект оборудования является самым дешевым. Но стоит отметить и недостатки.
При обработке металлов вручную довольно сложно добиться высокой точности разреза, его качества. Это под силу только профессионалам высокой квалификации, имеющим большой практический опыт. Если мастер его не «наработал», то в подавляющем большинстве случаев кромки приходится обрабатывать дополнительно.
Выполнение более «тонкой» работы, например, по криволинейному шаблону или разрезании листа больших габаритов с соблюдением прямолинейности, производится с помощью специальных переносных агрегатов (газорезательных машин). Однако управляются они все-таки вручную.
В стационарных условиях, на больших предприятиях, для этого служат целые станки с ЧПУ. С их помощью можно, кроме того, запаивать ампулы, сваривать термопары, производить местный отжиг и ряд других операций, выполняя поистине «ювелирную» работу.
Какие металлы (сплавы) можно резать ручным способом? Практически все, за исключением – латунь, алюминий, медь, «нержавейка».

Рассмотрим основные виды газовой резки металлов:
Кислородная
Повышение температуры металла обеспечивается газом-нагревателем, а рез и удаление образовавшихся частиц оксидов осуществляется кислородной струей.
Кислородно-флюсовая
Отличие в том, что к участку реза дополнительно подается флюс (порошкового типа). Его химический состав влияет на свойства металла, делает его более «податливым». Это в значительной мере облегчает работу по разрезанию. Используется несколько реже.
Почему используется 2 вида газов? Подогрев материала (металла, сплава) производится ацетиленом или пропаном, а вот разрушение структуры (непосредственно разрез) обеспечивает чистый кислород.
После того, как «нагреватель» доводит температуру обрабатываемого участка до значения примерно в 1 000 – 1 100 ºС, на него подается кислородная струя, которая тут же воспламеняется. Процесс резки материала обеспечивается ее непрерывностью и равномерным перемещением вдоль обозначенной линии (контура). Резаки бывают разных моделей.

К ним может подходить или 3 шланга (2 для газа-нагревателя и 1 – для кислорода), или 2 (один из которых – кислородный). Точно так же и регулировочных вентилей может быть 1 или 2. Но принцип работы остается неизменным, и его несложно понять по этому рисунку.
С тем, как «вести» горелку (поступательно, без отклонений), понятно. Но почему так важна именно стабильность пламени? Если оно погаснет, то металл начнет резко остывать (особенно при работе вне помещения). Следовательно, прежде чем повторно приступить к резке, его придется снова разогревать.
Кислородное «копье»
Более совершенная методика. Суть процесса в том, что повышение температуры в области обрабатываемого участка обеспечивается так называемой «газовой трубой» (копьем). Одновременно через нее, под давлением, подается кислород. Что это дает? Резку металлов, имеющих температуру плавления ниже 600 0С, вышеуказанными способами производить не стоит. В этом случае весь процесс сведется к банальному удалению поверхностного слоя, и сквозного разреза не получится. А в некоторых случаях чрезмерный нагрев материала до высоких температур может привести к разрушению его структуры.
Поэтому сейчас нередко и используется данная усовершенствованная технология, при которой и разогрев, и резка осуществляются параллельно. Это обеспечивается применением резака со специфическим наконечником. В отличие от более «старых» аналогов, на нем расположены 3 сопла. Принцип его функционирования ясен из рисунка.
Какое оборудование необходимо
- Резак газовый со смесителем. Как правило, для «кислородной» методики используются модели Р1-01П («старая», для сварных работ не применяется!), РП2 (или 3) -01 (более новые).
- Редуктор. Служит для снижения давления поступающего газа до требуемого значения. На нем крепятся 2 манометра (измерение на входе и выходе приспособления).
- Устройство регулировки давления.
- Баллоны с вентилями. В одном – кислород, в другом ацетилен или пропан. Иногда в качестве «нагревателя» используется и смесь этих двух газов, если необходимо резать материал повышенной прочности. Но такое оборудование стоит довольно дорого.
- Шланги соединительные (высокого давления).
Как повысить качество разреза? Есть довольно простой и незатратный способ. Для этого опытные сварщики пользуются «трафаретками» (это слэнговое выражение, обозначающее специальные накладки). Они обеспечивают получение шва, близкого к идеальному.
В статье даны лишь общие понятия по газовой резке. Прежде чем приступать к работе, нужно и еще кое-что знать. Например, как правильно регулировать давление, на каком расстоянии держать резак, особенности работы с различными видами металлов и много других нюансов. Но это уже – тема для отдельного разговора.
ismith.ru