Методы сварки нержавейки и чёрного металла. Сварка нержавейки с черным металлом
Сварка нержавейки и чёрного металла - Ручная дуговая сварка — ММA
Сварка нержавейки с черным металлом: технология, безопасность, трудности
Электродуговая сварка является, пожалуй, одним из самых распространённых методов соединения металлических деталей. Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.

Сварка нержавейки с черным металлом
Разные сплавы имеют разную температуру плавления и текучесть, поэтому иногда появляются сложности, когда требуется сварить два разных вида металла. Например, нержавейку и чёрный металл.
Можно ли сварить чёрный металл с нержавейкой
Ещё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
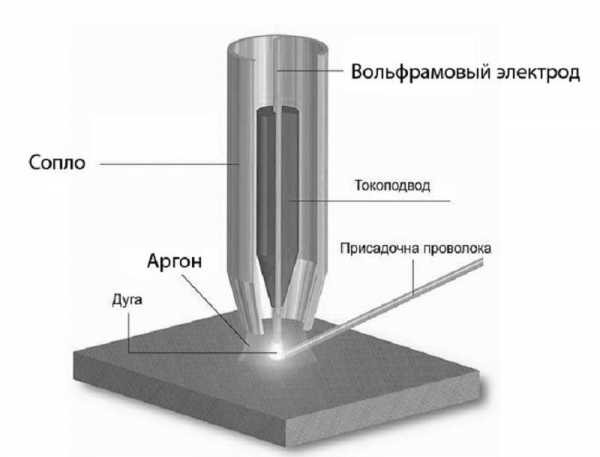
Схема сварки нержавейки с черным металлом
Трудности в сварке разнородных сталей
Как говорилось выше, при варке сплавов разных сортов, а также во время сваривания сталей разных марок, могут возникнуть некоторые сложности. Основные трудности, которые могут возникнуть:
- Разная теплопроводность. Может служить причиной прожога деталей во время сварочного процесса. Чем хуже металл отводит тепло от сварочной ванны, тем выше её температура. Уменьшение сварочного тока снижает температуру, но может привести к непровару в соединении.
- Разное линейное расширение. При нагреве все тела увеличиваются в размерах, при остывании, соответственно принимают прежние размеры. Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
- Разница в электрическом сопротивлении. Влияет на перегрев электрода во время сварочного процесса. Это также сказывается на прочности шва.

Разнородные слои при сварке
Перегрев некоторых видов металлов ведёт к печальным последствиям. Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Технологии сварки нержавейки и чёрного металла
Перед тем как ответить на вопрос «как сварить нержавейку с обычным чёрным металлом», следует рассмотреть существующие способы получения сварного соединения. Наиболее распространены следующие способы:
- MMA. Ручная электродуговая сварка при помощи электрода в специальной обмазке.
- TIG. Сварка в среде инертного газа неплавящимся вольфрамовым электродом.

MMA-сварка
Практически все виды металлов, в том числе и нержавейку с чёрным можно сваривать электродом, однако, потребуется подобрать электрод, обладающий определёнными характеристиками. В принципе, при этом получается неплохое соединение, однако, в промышленных условиях сварка разнородных сталей нержавеющей обычной производится в среде защитного газа. Это обусловлено тем, что сварной шов, при контакте с воздухом, насыщается азотом и становится довольно хрупким. Что является недопустимым при создании ответственных или несущих конструкций, поэтому, например, способы сварки швеллеров между собой предусматривают исключение попадания воздуха к остывающему сварному шву. При сварке большинства изделий, изготовленных из нержавейки, в качестве защитного газа используется аргон. Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.

Технология сварки нержавейки с черным металлом
В процессе сваривания, плавится больше нержавеющая сталь, а чёрный только-только становится вязким. Для равномерного распределения расплавленного металла и получения прочного и красивого шва, свариваемые детали необходимо расположить строго горизонтально. В принципе, этого требуют все методы сварки нержавейки.
Дополнительно стоит упомянуть, что во время процесса сваривания, электрод должен находиться строго перпендикулярно свариваемой поверхности.
Сварку всегда ведут только при постоянном токе, переменка при варке нержавейки и чёрной стали – недопустима. Всё это позволит достичь высокого качества и прочности сварных швов. Помимо техники, немаловажным фактором, играющим большую роль в получении прочного шва, является правильный выбор присадочной проволоки или электрода.
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.

Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как проконтролировать качество соединения
Проверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.

Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Важно помнить, что если есть подозрение в заведомо слабом сварном шве, то применять этот способ категорически запрещено.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Правила безопасности
При проведении любых сварочных работ всегда необходимо соблюдать правила техники безопасности. Особенно это касается процесса сваривания нержавейки и чёрной стали.

Техника безопасности
Нержавейка очень текуча в расплавленном состоянии и может сильно разбрызгиваться, поэтому всегда необходимо надевать защитный костюм сварщика и рукавицы.
Сварочную маску также желательно выбирать закрытого типа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
соединение нержавеющих сталей с черным металлом, труб, тонкой, флюс, точечная, лазерная,
Главная страница » О сварке » Сварка нержавейки
Нержавеющая сталь благодаря своей стойкости к окислению имеет широкое распространение в различных промышленных отраслях: строительная, пищевая, химическая, целлюлозно-бумажная и многие другие сферы деятельности. Также коррозионностойкие стали активно применяются для производства изделий и конструкций, предназначенных для бытового использования.
Особенности сварки нержавейки
Сварка по нержавеющей стали имеет несколько особенностей. Данные специфические характеристики необходимо учитывать, чтобы предотвратить появление дефектов сварного шва.
1. Нержавейка имеет склонность к потере коррозийной стойкости. Стали с высоким содержанием хрома при воздействии температур свыше 500°С освобождают частицы железа и хрома. Чтобы предотвратить появление окисления, следует быстро охлаждать шов сразу после сварочного процесса.
2. Высокий уровень линейного расширения и усадки нержавейки приводит к небольшому изменению размера в месте обработки. При нагреве металла происходит «расширение», при охлаждении — «сужение».
3. Теплопроводимость нержавейки практически в два раза меньше, чем у остальных свариваемых материалов. Данный параметр способствует неравномерному нагреву изделия, температура «скапливается» в месте соединения. Чтобы избавиться от лишнего тепла, необходимо устанавливать величину тока меньше на 15-20%.
Способы сварки нержавейки
Существует большое количество ручных и механических способов, чтобы сварить нержавейку.
РДС
 1. Ручная дуговая покрытыми электродами применяется для осуществления бытовых и производственных сварочных работ. Основная сложность данного способа — подобрать электрод. Для этого следует определить марку обрабатываемых сталей, по ГОСТу выяснить свойства материалов и правильно выбрать оптимальный вариант сварочных материалов. Сваривание, в большинстве случаев, производится постоянным током обратной полярности.
1. Ручная дуговая покрытыми электродами применяется для осуществления бытовых и производственных сварочных работ. Основная сложность данного способа — подобрать электрод. Для этого следует определить марку обрабатываемых сталей, по ГОСТу выяснить свойства материалов и правильно выбрать оптимальный вариант сварочных материалов. Сваривание, в большинстве случаев, производится постоянным током обратной полярности.
Ручная электросварка нержавейки электродами имеет следующие преимущества:
- соединение может проводиться в труднодоступных местах;
- большое разнообразие электродов позволяет сваривать нержавейку различных типов;
- простота сварочного процесса, мобильность, легкость и ценовая доступность оборудования.
Недостатки: вредные условия труда:
- выделение газов, высокая температура, яркий свет от горения дуги;
- необходимость специальных средств защиты для сварщика;
- качество сварных швов зависит от уровня мастерства и навыков исполнителя;
- невысокая производительность, по сравнению с другими способами.
Аргон
2. Сварка нержавеющих сталей аргоном обладает следующим преимуществами:
- газ обеспечивает надежную защиту сварочной ванны, что обеспечивает качество соединения;
- незначительный нагрев изделия позволяет работать с деталями сложной конфигурации;
- возрастание скорости работ достигается за счет высокой температуры дуги.
Недостатки: необходимость в сложном сварочном оснащении; исполнитель должен обладать специальными знаниями и достаточным опытом.
Далее будут проанализированы отдельные виды сваривания аргоном, с помощью которых можно варить нержавейку.
Вольфрам
 2.1. Аргонодуговая сварка с использованием вольфрамовых электродов применяется при повышенных требованиях к соединению. Данный способ сваривания нержавейки рекомендуется для работы с тонкими коррозионностойкими сталями.
2.1. Аргонодуговая сварка с использованием вольфрамовых электродов применяется при повышенных требованиях к соединению. Данный способ сваривания нержавейки рекомендуется для работы с тонкими коррозионностойкими сталями.
Кроме этого, такой метод подойдет для сваривания труб, работающих под давлением. Работы осуществляются постоянным и переменным током в среде газа аргона.
Сила тока зависит от толщины металла основного изделия и варьируется в значительных величинах — 30-150 А. Главная составляющая процесса — горелка, движения которой контролируются исполнителем. Контроль за подачей сварочной проволокой также осуществляет сварщик.
Достоинства: высокое качество соединения; равномерное по глубине проплавление металла. Недостатки: исполнитель должен обладать высокой квалификацией и достаточным опытом; низкая производительность.
Остальные важные детали сварки нержавейки с помощью электродов рассмотрены в статье «Сварка нержавейки электродом».
Полуавтомат
 2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
В некоторых случаях, например при сваривании толстостенных изделий, применяется не чистый аргон, а с примесью углекислоты (2%). Для снижения стоимости работ можно использовать соотношение 70% аргона и 30% углекислоты. Сваривание производится с применением постоянного тока обратной полярности.
Полуавтоматическая аргонная сварка может выполняться с применением трех технологий:
- короткая дуга;
- струйный перенос;
- импульсный режим.
Первый вариант подходит для сваривания тонкого металла, так как данная технология снижает возможность прожига металла.
Метод струйного переноса применяется к деталям, отличающимся значительной толщиной.
Импульсный режим является наиболее точным и контролируемым, обеспечивает высокое качество, подходит для исполнителей с небольшим опытом работ. Металл подается в сварочную ванну каплями, это позволяет исключить даже незначительно разбрызгивание. Данный вид идеально подойдет для работы с изделиями средней толщины и толстостенными деталями.
Автоматическая сварка
2.3. Полный автоматический режим аргонодуговой сварки подразумевает, что управление движениями электрода и контроль за подачей присадочной проволоки выполняет автомат.
Под флюсом
3. Сварка коррозионностойких сталей под флюсом. Правильно выбранный флюс для нержавейки позволяет решить целый ряд задач:
- защита расплавленного металла от воздействия внешней среды;
- обеспечение стабильного горения дуги;
- снижение энергозатрат;
- предотвращение разбрызгивания;
- улучшение условия для качественного формирования шва.
Суть сварочного процесса заключается в следующем: дуга, которая находится между проволокой и основным металлом, горит под гранулированным слоем флюса.
Выделяют три основных вида сварки нержавейки под флюсом.
3.1. При ручном способе держатель сварочного полуавтомата вручную перемещается исполнителем вдоль сварного шва.
3.2. Полуавтоматическая является более удобным способом соединения. Подача проволоки осуществляется автоматически. Сварщик направляет проволоку и и перемещает дугу вдоль сварного шва с помощью электрододержателя. Данный вид сваривания применяется для работы с конструкциями, швы которых имеют малый радиус кривизны; а также для коротких швов или соединений, расположенных в труднодоступных местах.
3.3. Автоматическая проводится с помощью автоматической установки. Аппарат производит следующие действия:
- выполняет подачу электродной проволоки и флюса в рабочую зону;

- перемещает дугу вдоль шва;
- поддерживает стабильное горение дуги.
Данный вид целесообразно использовать для сварки металла значительной толщины в ответственных конструкциях.
3.4. Следует также отметить роботизированную сварку под флюсом, использующуюся для сваривания ровных поверхностей и угловых швов.
3.5. В последнее время исполнители стали чаще использовать тандемную технологию сварки под флюсом. Два электрода расположены параллельно друг к другу и в одной плоскости. Тандемная автоматическая сварка улучшает качество соединения.
Контактная
4. Контактная сварка коррозионностойких сталей может выполняться по двум технологиям:
- точечная сварка нержавейки осуществляется при меньших силах тока, что позволяет уменьшить время цикла и исключить возможность прожога, а также снизить возможность образования карбидов, которые могут привести к окислению;
- роликовая гарантирует высокую надежность соединения; данная технология, чаще всего применяется для сваривания неответственных швов.
Оба вида подойдут для сваривания тонкой нержавейки.
Холодная
 5. Холодная сварка не подразумевает плавление металла. Воздействие на изделие оказывает приложенное давление. Холодная сварка не требует использования специального оборудования. Она представляет собой клей с присадками, которые применяется для ремонта труб и исправления мелких дефектов.
5. Холодная сварка не подразумевает плавление металла. Воздействие на изделие оказывает приложенное давление. Холодная сварка не требует использования специального оборудования. Она представляет собой клей с присадками, которые применяется для ремонта труб и исправления мелких дефектов.
Лазерная
 6. Лазерная сварка нержавейки представляет собой уникальный процесс соединения, при котором выполняется прогрев необходимых деталей и их расплавление с помощью узконаправленного лазерного луча.
6. Лазерная сварка нержавейки представляет собой уникальный процесс соединения, при котором выполняется прогрев необходимых деталей и их расплавление с помощью узконаправленного лазерного луча.
Данная технология обладает следующими достоинствами: высокая точность и скорость проведения работ; нет необходимости в вакуумной среде; можно сформировать шов различной геометрии; качество шва позволяет изготавливать герметичные соединения.
Недостатки: дорогое оборудование; низкий КПД, который составляет 1-2%; отсутствие возможности сформировать толстое соединение.
Плазменная
7. Плазменная сварка нержавейки бывает двух видов:
- ручное соединение выполняется с помощью дуги, которая формируется между основным металлом и электродом. Сваривание проводится на переменном токе 0,1 -15 А.
- автоматическая плазменная сварка осуществляется с помощью плазмотрона; на изделие воздействует мощный пучок плазмы переменного тока силой свыше 100 А и потока газа.
Сварка нержавейки с черным металлом
 Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
1. Сварка с помощью электродов с обмазкой осуществляется постоянным током обратной полярности. Рекомендуется выбирать расходники, предназначенные для разнородных сталей. Также можно использовать высоколегированные электроды, которые позволяют получить соединение высокой прочности. Величина напряжения подбирается в зависимости от ширины и глубины шва. При выполнении работ следует обратить внимание на следующие нюансы:
- место соединения должны быть однородным;
- остывание должно происходить без принудительного воздействия;
- чтобы предотвратить вытекание расплавленной присадки из области шва, следует проводить сваривание в нижнем, горизонтальном или наклонном пространственных положениях;
- различия в свойствах металлов могут приводить к тому, что шов будет ржаветь.
2. Сварка вольфрамовыми электродами менее востребована из-за более высокой стоимости этого вида сварочных материалов.
Сварка труб из нержавейки

Для сваривания нержавеющих труб следует применять следующие способы соединения:
1. Дуговая сварка с использованием вольфрамовых электродов в газовой среде применяется для труб, чьи стенки имеют толщину от 1,5 мм. и выше.
2. Плазменная сварка может использоваться с для соединения труб с различной толщиной стенок.
3. Полуавтоматическая сварка под флюсом предназначена для изделий с толстостенными стенками (свыше 10 мм).
4. Импульсный режим полуавтоматической сварки, выполняющийся в среде защитных газов, подойдет для нержавейки толщиной до 2 мм. Работы осуществляются короткой дугой с помощью плавящегося электрода.
5. Метод струйного переноса полуавтоматической сварки предназначен для работы с толстым металлом.
6. Однако, наиболее распространенным и востребованным способом является ручное сваривание труб из нержавейки. Работы проводятся на постоянном токе обратной полярности с помощью электродов с основным и рутиловым видом обмазки. Подробнее об этом здесь.
Сварка тонкой нержавейки
Сварка любого тонкого металла, в том числе и корозионностойких сталей, требует от сварщика наличия опыта и знаний. Следует выбрать одни из представленных методов для соединения тонкой нержавейки:
1. Самым простым вариантом является использование сварочного аппарата и специальных электродов для нержавейки. Важно устанавливать силу тока меньшую, чем при сваривании обыкновенной стали (примерно на 20%). Преимущество данного способа — отсутствие необходимости в дополнительных инструментах и подготовительных процедурах. Главный недостаток — невысокое качество соединения. Особенности сварочного процесса тонкой нержавейки с помощью электродов представлены здесь.
2. Сваривание тонкой нержавейки также может проводиться в среде аргона. Данный способ является более безопасным. Газ защищает формирующееся соединение от воздействия кислорода, помогает избежать дефектов и брака, обеспечивает оптимальный подогрев рабочей области для снятия напряжения. Высокая себестоимость затрудняет применение этого метода в домашних условиях.
Сварка разнородных сталей: нержавеющей и обычной
Сварка нержавейки и стали может осложняется, если не принимать во внимание важные нюансы:
- разнородные металлы обладают неодинаковой свариваемостью;
- нержавеющая и обычная стали имеют различные физико-механические свойства;
- для получения качественного соединения нужно применять только нержавеющую присадку. Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;
- наличие основного металла в соединении не должно превышать 40%.
Для сваривания нержавеющей и обычной сталей следует использовать следующие методы соединения:
1. Ручная дуговая сварка покрытыми электродами. Выбор сварочных материалов осуществляется на основе химических и физических характеристик обоих материалов.
2. Полуавтоматическое сваривание также применимо для соединения данных сталей.
3. Ручная сварка вольфрамовыми электродами в среде аргона выполняется переменным током.
4. Чаще всего исполнители применяют для соединения нержавеющей и обычной сталей технологию MIG. Полуавтоматический или автоматический процесс осуществляется в защитной среде с помощью плавящегося электрода.
weldelec.com
Сварка нержавейки и черного металла: электроды и технологии
Оглавление:
- Возможна ли сварка нержавейки и черного металла?
- Способы сварки
- Выбор электродов
- Технология сварки
- Трудности, возникающие при сварке
- Контроль качества полученного изделия
- Интересное видео
При сварке деталей, изготовленных из разных металлов, возникают трудности. Самыми распространенными являются различие в химических и физических свойствах металлов, а также абсолютно разная температура их плавления. Чаще всего сложности возникают при сварке нержавейки и черного металла. Этот процесс имеет свои трудности и особенности, чтобы решить которые надо ознакомиться с информацией об их сварке.

Возможна ли сварка нержавейки и черного металла?
Не смотря на то, что эти два металла являются разновидностью стали, их сварка может доставить огромное количество трудностей. Металлы имеют разный химический состав, который необходимо учитывать при сварке. Также существует множество особенностей сварки этих материалов. Стоит учитывать, что данные металлы очень разнообразны и их сварка может не удасться, например, из-за разной теплопроводности или сильной подверженности нержавейки коррозии.
Из-за такого количество причин, по которым сварка нержавейки с черным металлом не желательно, многие не рискуют к ней приступать. Однако их сварка реальна и подтверждена физикой. Для осуществления сварки достаточно соблюдать технологию сварки этих металлов и учитывать их различные химические составы и свойства. Данная сварка может быть осуществлена даже в домашних условиях.
Способы сварки
Чаще всего сварка нержавейки и черного металла электродом осуществляется с помощью электрода или электрической сварки. Этот метод довольно простой в применении и не требует большого количества вспомогательных процессов. Стоит отметить, что изделия, сделанные данным способом, не отличаются хорошим качеством. Это обусловлено высокой температурой, при которой нержавейка быстро плавится. Поэтому рекомендуется применение переходных электродов для сварки нержавейки и черного металла.
Еще одним способом сварки является газовая сварка, для которой используется нержавеющая проволока, в качестве вспомогательного материала. Данный способ подойдет для менее текучих изделий. Для осуществления этого способа требуется прохождение специальной подготовки, и соблюдения всех правил безопасности работы с газом.
Самое прочное и качественное изделие можно получить при аргоновой сварке. Этот процесс сложен тем, что необходимо точно и правильно выставить температурный режим, поэтому его нельзя будет применить в домашних условиях. Данная технология используется на заводах.
Выбирать способ следует из того, каковы цели сварки этих металлов. В домашних условиях осуществляется сварка с помощью электродов по черному металлу. Для получения более качественных изделий стоит выбирать газовую сварку. А способ с аргоном применяется довольно и при наличии серьезной необходимости.
Выбор электродов
Для получения более качественного изделия при сварке с помощью электродов, необходимо тщательно изучить химический состав элементов, чтобы найти более подходящие электроды для сварки нержавейки с черным металлом. Для точного получения результата можно провести несколько пробных сварок с различными электродами. В состав электрода должны входить марганец и никель.

Какими электродами варить нержавейку с черным металлом?
Наиболее распространенными электродами являются:
- Э50А. Этот электрод применяется для сварки теплостойких разновидностей стали;
- ОЗЛ-25Б. Электрод используют чаще всего в жаропрочными материалами;
- НИАТ-55. Данный электрод применяется для сварки нержавейки с черным металлом электродом и аустенитных сталей;
- ЦТ-28. Электрод применяется с материалами, в которых присутствует большее содержание никеля.
Основные характеристики электродов можно прочитать на упаковке. Однако не стоит забывать, что некоторые свойства можно узнать лишь после проведения сварки.
Технология сварки
Для того, чтобы сварить нержавейку с черным металлом необходимо для начала произвести ряд вспомогательных процедур. Одной из основных является очищение поверхности двух материалов. Это можно сделать с помощью обычной наждачной бумаги.
Следующим немало важным этапов подготовки к сварке является нанесения флюса на место сварки металлов, то есть на те их части, где они будут соединяться.
Можно ли сваривать нержавейку с черным металлом?
После этого можно приступать к сварке. Материалы лучше всего поставить в горизонтальное положение для того чтобы они равномернее растекались. Сварка должна быть выполнена быстро и точно. По её окончанию необходимо дать остыть полученному соединению.
При выполнении газовой сварки все процедуры остаются точно такими же, только протекают медленнее. Шов при сварке должен получиться глубоким и широким, чтобы материал был более однородным.
Трудности, возникающие при сварке
Из-за различных химических и других свойств металлов появляются некоторые трудности при их сварке. Для получения качественного изделия необходимо учитывать проблемы, с которыми можно столкнуться.
Возможные трудности при сварке нержавейки и черного металла:
- Использование в качестве вспомогательного средства присадки из нержавеющего материала. В этом случае необходимо, чтобы в такой присадке имелось больше никеля, марганца и хрома. Эти элемента помогут установить связь с металлами.
- Заполнение шва на 40% металлом. При заполнении шва на 20% нержавейкой и 20% черным металлом необходимо учитывать, что весь остальной объем заполняется присадкой.
- Учитывать химические и физические свойства материалов выбирая электроды для сварки черного металла. В случае не достаточного контроля над выполнением этого пункта, изделие может получиться некачественным;
- Наличие разной теплопроводности металлов, которая приводит к сильному проплавлению одного из материалов и недостаточному плавлению второго.
Контроль качества полученного изделия
Для того, чтобы узнать хорошего ли качества изделие получилось при сварке необходимо начать проверку его качества и прочности при нагревании до 40 градусов.
Проверить параметры оценки качества можно следующими способами:
- С использованием керосина;
- С помощью аммиака;
- Гидравлическим методом.
С помощью первых двух методов оценивается и контролируется качество соединения, а последний также позволяет оценить его прочность.
Интересное видео
osvarka.com
Сварка нержавейки и черного металла: электродом и полуавтоматом
Нержавеющая сталь – это сплав железа и углерода, обогащённый дополнительными элементами. Основное дополнение – хром. Он способствует образованию оксидной плёнки, защищающей металл от коррозии. Сложность сварки нержавейки и чёрного металла обуславливается разной температурой их плавления и различиями в химическом составе, а также текучестью нержавеющей стали и вязкостью чермета в процессе работы.
Варианты сварки нержавейки
Сварка нержавейки может осуществляться разными методами, самыми востребованными из которых являются:
- Сваривание посредством покрытых электродов.
- Аргонная сварка с использованием неплавящихся вольфрамовых электродов.
- Полуавтоматическая электродуговая сварка с автоматической подачей присадочной нержавеющей проволоки.

Сварка нержавейки
Выполнение сварочных манипуляций покрытыми электродами
Сварка нержавейки часто выполняется в ручном режиме электродуговым методом с использованием покрытых электродов, выбор которых обуславливается требованиями к характеристикам будущего шва – размерам, жаростойкости, антикоррозионным свойствам и другим. Охлаждают шов воздухом или медными прокладками, а для охлаждения хромоникелевых деталей возможно использование воды.
В процессе сварки нержавейки переменный ток не используется, а только постоянный обратной полярности, величину которого необходимо дополнительно уменьшить на 20%, так как данная сталь обладает низкой теплопроводностью и быстро разогревается до высоких температур.
Сварка нержавейки покрытым электродом
К тому же нержавейка имеет высокое сопротивление, из-за которого сильно нагреваются электроды, а потому их длина не должна превышать 35 см. Чтобы не перегреть материал диаметр электродов выбирают как можно меньше. При несоблюдении технологии (перегреве материала) сталь может потерять свои антикоррозийные свойства.
Данный метод подойдёт и для сварки нержавейки и чёрного металла, но только он будет иметь свои нюансы. Применяется такая технология в случае, если к шву не предъявляются высокие качественные требования.
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.

Схема аргонной сварки фольфрамовыми электродами
Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
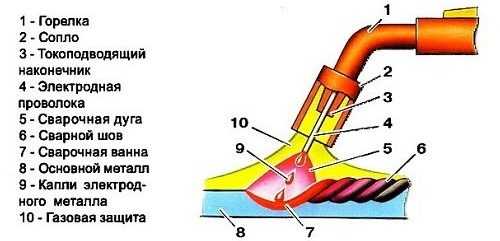
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.

Схема импульсной сварки
Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Технология сварки нержавейки и черного металла
В процессе сварки нержавейки и чёрной стали основная сложность состоит в том, что материалы имеют разную температуру плавления. Нержавеющая сталь начнёт плавиться намного раньше, а потому необходимо больше захватывать сторону чермета, чтобы обеспечить более сильный его нагрев. Нержавейка обладает высокой текучестью, поэтому создание потолочного и вертикального шва исключается – сталь попросту стечёт вниз.
Особенности сваривания разнородных металлов:
Сварка нержавейки по технологии TIG
- Поверхность обоих элементов необходимо тщательно очистить, высушить и обезжирить.
- Для равномерного сваривания важно расположить заготовки горизонтально.
- Зазор между деталями должен быть довольно широким для проваривания всей толщины металла.
- При узком зазоре шов будет ненадёжным и его потребуется дополнительно обрабатывать с обратной стороны.
- В качестве присадки должна использоваться нержавеющая проволока, которую необходимо сильнее заглублять.
- Для лучшего смешивания чёрной и нержавеющей сталей шов необходимо делать более широким.
- Чтобы в процессе сварки детали не разъехались, рекомендуется предварительно сделать их точечную сцепку без использования присадки.
При сваривании любых металлов, особенно при использовании полуавтомата, не стоит забывать про меры безопасности – одежду, маску и перчатки. Несоблюдение данного требования может привести к серьезным ожогам и прочим травмам.
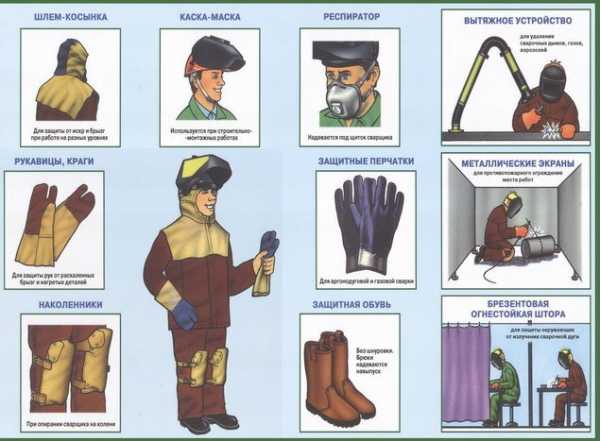
Средства защиты, используемые при выполнении сварочных работ
Видео по теме: Сварка нержавейки полуавтоматом в среде аргона
specnavigator.ru
Можно ли сварить черный металл и нержавейку?
 Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Содержание статьи
- Можно ли варить разнородные стали
- Способы сварки
- Выбор способа
- Какими электродами воспользоваться для сварки?
- Технология
- Правила безопасности
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки

В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая

Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
home.nov.ru
Сварка разнородных сталей нержавеющей и обычной
Особенности сварки разнородных сталей
- 04 января
- 64 просмотров
- 31 рейтинг
Оглавление: [скрыть]
- Нюансы сварочных работ
- Как осуществляется сварка разнородных сталей?
- С чем придется столкнуть при сварке разнородных сталей?
- Как производится сварка однородных по структуре материалов?
- Как сварить разнородные материалы?
Знать, как осуществляется сварка разнородных сталей, желательно, ведь наступают моменты, когда возникает необходимость проводить работу с материалами, которые имеют разные физические и механические свойства (например, сварка меди с другим металлом и т.п.). Эти моменты требуют соблюдения определенных технологий, кроме того, важно подбирать определенные электроды для сварки разнородных сталей.

Сварные конструкции из разнородных сталей при правильно выбранном типе сварочных материалов обладают высокими механическими свойствами.
Нюансы сварочных работ
В такой сфере выделяют свою классификацию, которой придерживаются, работая с разнородным материалом:
- может проводиться сварка высоколегированных сталей;
- проводимые работы с теплоустойчивыми материалами;
- правильное соединение углеродистых и низколегированных элементов.
Помимо того, подразумевается и современная качественная сварка легированных сталей (легирующих) и тех материалов, которые имеют высокую прочность.
Классификация основных видов сварки.
Сразу стоит отметить, что работа с отличительными по структуре материалами, будет отличаться от сварки с обыкновенными металлами. Дело в том, что в первом случае есть высокий риск ненадежности стыка. Трещины в основном появляются оттого, что два разных по структуре соединения не до конца подходят к друг другу и, соответственно, на стык будет оказано повышенное давление, он может потерять свою целостность. Так как сварка подразумевает под собой высокие температуры, то металл в любом случае будет изменять свою структуру, а если детали еще и разнородные, то тут потребуется и опыт, и сноровка, чтобы изделие получилось действительно качественным.
Так как соединение происходит при помощи такого рабочего элемента, как электрод, то его стоит подбирать в соответствии с ситуацией. Чтобы получить необходимое качество, вся работа должна происходить с задействованием того же инструмента, что и когда осуществляется сварка аустенитных сталей, так как такой электрод позволяет оптимально соединить не только легирующие поверхности, но и разнородные.
Вернуться к оглавлению
Вопрос экономии всегда был актуален, поэтому многие стараются находить пути решения такой проблемы. И вот именно комбинирование материалов позволяет создать изделие, при этом свести расходы дорогостоящих материалов к минимуму.
Последовательность наложения отдельных слоев при односторонней сварке двухслойных сталей.
Важно знать, что в таком процессе соединяются отдельные составляющие. Причем немаловажен тот факт, для чего и в каких условиях будет использовать готовое изделие. Если на него будет постоянно оказывать давление высокая температура, то без сварочных работ просто не обойтись. Ведь только сварка поможет придать стыку прочность и надежность. Вот тут как раз и встает вопрос о разности металлов.
Почему это так важно? Дело в том, что тяжелые условия эксплуатации могут по-разному влиять на материал: температура плавления у них разная. Соответственно, если упустить этот момент, то готовое изделие получится некачественным. Именно поэтому настолько актуальна сварка разнородных сталей.
Но есть ряд проблем, с которыми можно столкнуться при таких работах, но которые играют не последнюю роль в качестве конечной детали:
- В первую очередь можно столкнуться с такой проблемой, как образование трещин на шве. В основном он получается на контуре стыка или в середине.
- Металлы имеют разную структуру, значит, под воздействием высокой температуры сварки могут образовываться прослойки. А для двухслойных стыков, являющихся более сложными соединениями, требуется своя технология. Это обусловлено тем, что чем сильнее замена структуры, тем ниже эксплуатационные свойства изделия, особенно это касается срока службы и пластичности. Поэтому такая деталь может в скором времени прийти в негодность.
- Важно подбирать такие металлы и сплавы, которые, получив единую структуру, будут иметь одинаковый уровень плавления (например, у меди и алюминия он различен). Только тогда деталь получится технологически правильной.
Чтобы работа получилась качественной, важно достигнуть структурно-однородной зоны сплавления, и только тогда деталь можно будет назвать огнестойкой.
Вернуться к оглавлению
Схема особенностей сварки высоколегированных сталей.
На самом деле проблема качества затрагивается не только в работе с разнородными материалами. Такой же вопрос становится при сварке биометаллов, неаустенитного металла, где присутствуют аустенитные стыки, а также в работе, когда нужно сделать наплавки из высоколегированной стали на легированные. Так как проблемы во всех случаях схожи, то все вышеперечисленные варианты принято относить в категорию сварки разнородных сталей.
Основная проблема такого процесса заключается в том, что каждый металл имеет свой индивидуальный коэффициент линейного расширения. Соответственно, когда происходит сварка, даже высокая температура не позволяет снизить напряженность. Именно этот момент обуславливает и еще одну проблему: зачастую в процессе сварки может произойти смена знака напряжения. Это влияет на напряжение сплавляемой зоны, значит, стык становится слабее, что, конечно, пагубно отразится на его качестве. Именно поэтому обычно разнородные стали не обрабатываются высокими температурами.
Технология сварки таких сплавов заключается в том, чтобы по максимуму избежать образования трещинок на поверхности и внутри шва. При этом идет контроль над структурой металлов и их химическими составляющими. Если эти моменты соблюдаются, то коэффициент расширения будет на одном уровне, главное, структура будет сохранять свою однородность в месте плавления.
Вернуться к оглавлению
Состав проволок, предназначенных для сварки разнородных сталей.
Если в работе задействованы перлитные металлы, то при сварке необходимо использовать материалы, предназначенные для низколегированной стали. В таком варианте необходимо выбирать схему сварочных работ и температуру нагрева ту, которая приемлема для марки стали с наиболее высоким показателем легированности.
Если необходимо работать с мартенситными, хромистыми, ферритно-аустенитными и просто ферритными материалами, то используют расходные материалы из ферритно-аустенитного класса. Это позволит создать стык без прослоек и трещин, при этом будет иметь место мелкая структурная сетка. В такой сварке используется рабочая температура в пределах 700-750 градусов.
Специалисты рекомендуют использовать в сварочных работах с такими сталями и сплавами, материалы из соотношения Cr/Ni.
Когда показатель будет превышать единицу, то в работу включают аустенитно-ферритные материалы, чтобы снизить риск возникновения трещин. В случае когда показатель меньше, средства выбираются для аустенитной и аустенитно-карбитной стали, чтобы была возможность сохранить однородность структуры.
Вернуться к оглавлению
Следует знать, что если работать с ферритной и аустенитно-ферритной, перлитной и мартенситной, а также высокохромистой сталью, следует быть аккуратным, так как в таком процессе достаточно часто возникают такие проблемы, как холодные трещины и прослойки.
Чтобы повысить качество шва, нужно пользоваться перлитными электродами, которые применяются в ручной сварке. Как альтернативный вариант подойдет и проволока под флюсом. Только в таком случае шов получится пластичным и будет долговечным, так как в нем будет минимум хрома. Рабочая температура такая же, как и в высоколегированных сталях.
Обычно в работе с такими сплавами и металлами термообработка не применяется. А ведь это пагубно влияет на долговечность, поэтому лучше все же обрабатывать, но на минимальном показателе, который не допустит образования прослоек.
На самом деле работа с разными металлами достаточно сложна, поэтому, если есть необходимость сварить важную деталь, лучше потренироваться на ненужных деталях, а уже затем приступать к основной работе.
expertsvarki.ru
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Как сварить нержавейку с черной сталью
О сварке однородных металлов сказано много, и, по большому счету, все сложности состоят непосредственно в технике выполнения работ. Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Как сварить нержавейку с обычной сталью
Данный тип сварки имеет ряд специфических особенностей, которые следует учитывать в работе:
- Теплопроводность нержавейки в несколько раз ниже, чем обычной черной стали. Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
- Нержавейка имеет значительно больший коэффициент сопротивляемости к постоянному току, нежели черная сталь. По этой причине использование электродов с высоколегированной сталью чревато перегревом последних. Для предотвращения любых негативных последствий рекомендуется использовать электроды не более 350 мм в длину.
- При проведении сварки и после осуществления работ необходимо учитывать высокий коэффициент расширения. То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
- Сварка разнородных металлов имеет побочный эффект в виде повышения восприимчивости получаемого изделия к коррозии. Для этого эффекта даже существует специальный научный термин – межкристаллитная коррозия. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
Как сварить нержавейку с черным металлом
Для охлаждения сварного шва используют обычную воду, особенно в тех случаях, когда сварка осуществляется со сплавами хрома и никеля. Сварить нержавейку с черным металлом можно различными способами. Наиболее распространены три вида:
- Аргонная сварка. В данном случае используется нержавеющая проволока.
- Вольфрамовые электроды.
- Покрытые электроды.
Использование среды инертных газов (зачастую используют аргон) позволяет создать качественное соединение. В противном случае шов при соприкосновении с воздушной средой может стать чрезвычайно хрупким. Как сварить нержавейку с обычной сталью с помощью аргона? Главным условием здесь является использование не только особого оборудования, но и вольфрамовых электродов.
Все, что нужно для сварки, в одном месте
Для осуществления сварки однородных или разнородных материалов любыми способами вам понадобятся специальные приспособления и расходные материалы. Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
weldingmaterials.ru
Как приварить нержавейку к обычному металлу - Ковка, сварка, кузнечное дело
Соединение деталей изготовленных из однородных металлов в плане применения электродов не вызывает особых вопросов. Однако при сваривании деталей из неоднородных металлов к вопросу подбора марки электрода для создания качественных соединений необходимо подходить более осторожно и внимательно. Например, сварщикам часто приходится решать вопрос, как приварить нержавейку к обычному металлу и обеспечить при этом качественный надежный шов.
Особенности сварки нержавеющей стали к обычному металлу
- Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
- Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого. При полуавтоматической сварке реально добиться 20-30% смешения (доля в шве основного металла).
- Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.

Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.
kovka-svarka.net
www.samsvar.ru