Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали. Сверло круговое по металлу
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.

 Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
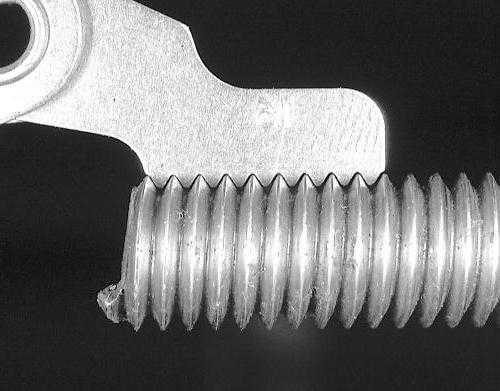
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.


 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.



 Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
 После я принялся дырявить) все, что под руку попало, итогом этого стали изображенные на фото примеры использования.
После я принялся дырявить) все, что под руку попало, итогом этого стали изображенные на фото примеры использования. 




 Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости. На этом все. Всем спасибо за внимание.
Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости. На этом все. Всем спасибо за внимание. mysku.ru
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
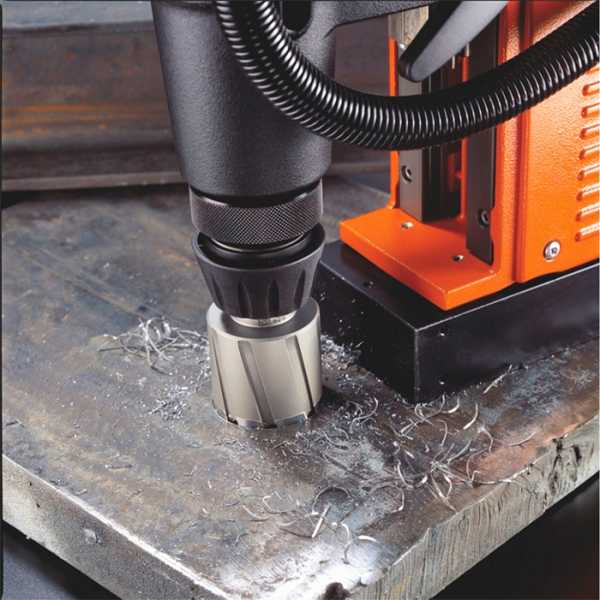
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться.На данный момент знаю два вида исполнения кольцевых сверл - с твердосплавными пластинками и обозреваемые - из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием.Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение.Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм.К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла.Доставили набор упакованным в полиэтилен
 Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.


 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие :14 мм - номинал15 мм - отклонение +0.1 мм16 мм - номинал18 мм - номинал20 мм - отклонение - 0.05 мм22 мм - отклонение + 0.05 мм25 мм - отклонение + 0.05 мм26 мм - номинал28 мм -
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие :14 мм - номинал15 мм - отклонение +0.1 мм16 мм - номинал18 мм - номинал20 мм - отклонение - 0.05 мм22 мм - отклонение + 0.05 мм25 мм - отклонение + 0.05 мм26 мм - номинал28 мм - www.taker.im
Корончатое сверление и корончатые сверла по металлу
Корончатое сверло. Это сочетание слов слышал наверное каждый специалист, который занимается металлообработкой.
Но как оказывается, далеко не всем известно что это такое на самом деле.
Сегодня мы подробно разберем, что такое корончатое сверление, почему и когда оно выгоднее спирального, что такое корончатые сверла и как их выбрать.
Корончатое сверло, или как его иногда называют - кольцевая фреза. Это сверло выполненное в виде полого цилиндра, по внешнему контуру которого расположены режущие зубья.

Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так.

Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Мы сегодня говорим исключительно про корончатые сверла для металла.
Так чем же так привлекательно именно корончатое сверление и чем оно выгоднее привычного сверления спиральным сверлом?
На схеме ниже показано, как работают спиральное и корончатое сверло.
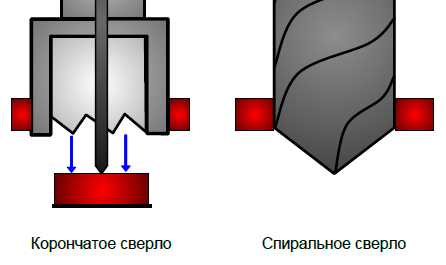
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Это означает, что корончатое сверление в несколько раз быстрее спирального (в зависимости от диаметра).
Так же, благодаря меньшей площади резания, такой способ требует меньше приложения усилий. Это позволяет использовать менее мощные двигатели сверлильных станков, чем при сверлении того же диаметра спиральным сверлом.
Менее мощный двигатель позволяет облегчить конструкцию всего станка.
То есть магнитный станок с двигателем 800-1000 Вт и весом всего 9-10 кг, с помощью корончатого сверла может просверлить отверстие диаметром 30-35 мм. И тот же станок спиральным сверлом просверлит отверстие только 12-13 мм.
Но с магнитными станками и их характеристиками мы знакомились в этой статье, поэтому пойдем дальше.
Рассмотрим ближе само корончатое сверло.

У него есть три основных элемента:
- хвостовик
- само тело сверла
- режущая часть (зубья)
Хвостовики корончатых сверл.
Хвостовики существуют нескольких видов:
- Weldon - самый распространенный вид хвостовика на станках в с магнитным основанием. Такой хвостовик представляет собой цилиндр с двумя опорными площадками для фиксации его винтами. Существует два размера хвостовика Weldon (по внешнему диаметру) - Weldon 19 (для сверл до 61 мм у сверл GTOOL G-Cut) и Weldon 32 (для сверл диаметром 61 мм и выше у сверл GTOOL G-Cut).

Weldon 19
- Quick IN - корончатые сверла с такими хвостовиками выпускаются специально для магнитных станков FEIN. Такой хвостовик так же представляет собой цилиндр, но вместо площадок в нем используются 4 круглых углубления, за которые происходит фиксация сверла.

Диаметр хвостовика Fein Quick In меньше Weldon 19, поэтому он не подходит для использования на других станках. Для этой задачи есть специальные переходники.

- NITTO/UNIVERSAL 19 мм - применяется в станках фирмы NITTO-KOHKI, но также подходит для любых станков на магнитном основании с патроном под стандартный Weldon 19 (но установка такого хвостовика осуществляется только с помощью одной плоскости для фиксации винтом)

То есть выбирая корончатое сверло, в первую очередь стоит знать с каким хвостовиком сверла работает Ваш станок.
Рабочая часть сверла.
Она представляет собой полый цилиндр гладкий внутри, с канавками для отвода стружки снаружи.
Во время сверления, получаемая "шайба" постепенно углубляется внутрь рабочей части.
Это означает что чем больше глубина рабочей части корончатого сверла, тем большую толщину металла оно может просверлить.
Сверла GTOOL G-Cut имеют два основных размера рабочей части сверла - 25 и 50 мм.
То есть они могут сверлить металл толщиной до 25 и 50 мм. Но при необходимости можно заказать специальные сверла с большей глубиной.

Сверла GTOOL G-Cut глубиной 75, 50 и 25 мм
На самом деле глубина каждого сверла немного больше указанной на нем. Как правило на 5 мм. Но это необходимый запас, для эффективной и правильной работы сверла. Но вы можете учитывать этот запас при решении специфичных задач.
Режущая часть.
Это самая главная часть сверла, так как от нее зависит как быстро и как много вы сможете просверлить отверстий.
Она состоит из зубьев, которые могут быть выполнены из основной части сверла (HSS или XE - быстрорежущая сталь) или же иметь твердосплавные напайки (НМ).
Корончатые сверла из быстрорежущей стали HSS обычно используют для выполнения отверстий в конструкционных и низколегированных сталях. Такие сверла можно перетачивать несколько раз, в зависимости от степени износа.

Сверла с напайками HM чаще всего используются для более сложной работы с более твердыми сталями, легированными сталями и другими "специфичными" металлами. Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.

По внешнему контуру режущих зубьев определяется диаметр высверливаемого отверстия.
Толщина, или ширина зуба для корончатых сверл GTOOL G-Cut - 4 мм. Этим обусловлено, что корончатые сверла диаметром бывают от 12 мм. Меньшие диаметры сверлят с помощью цилиндрических сверл.

Зубья имеют специальную заточку, которая отличается на разных зубьях. Такая разнообразная и сложная заточка позволяет эффективно сверлить стали разной твердости.

Заточка зубьев сверла GTOOL G-Cut из быстрорежущей стали

Заточка сверла GTOOL G-Cut с твердосплавными напайками
Заточить корончатое сверло без специально оборудования невозможно. Для это существуют специализированные станки для заточки корончатых сверл.
Теперь давайте рассмотрим как корончатое сверло работает.
Так как оно полое, то чтобы попасть точно в центр нам необходимо понимать где находится центр самого сверла.
Для этого служит особая направляющая - центрирующий штифт.

Центрирующий штифт Euroboor
Он представляет собой круглый металлический стержень определенной длины и диаметра (в зависимости от используемого сверла). На верхней части штифта находится утолщение, благодаря которому он не проваливается в сверло и в который опирается выталкивающая пружина патрона.

Корончатое сверло GTOOL G-Cut в сборе с центрирующим штифтом.
Сбоку штифта сделан скос, по которому во время сверления будет поступать смазывающая-охлаждающая жидкость прямо в центр сверла.
На штифтах компании Fein вместо скоса прорезана спираль, которая выполняет ту же функцию.

Центрирующий штифт Fein
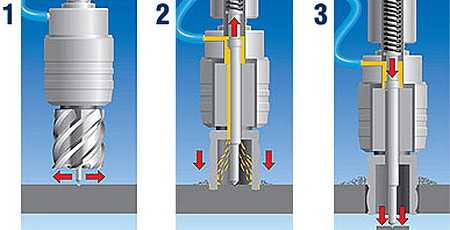
Рассмотрим подробно схему корончатого сверления и как работает центрирующий штифт.
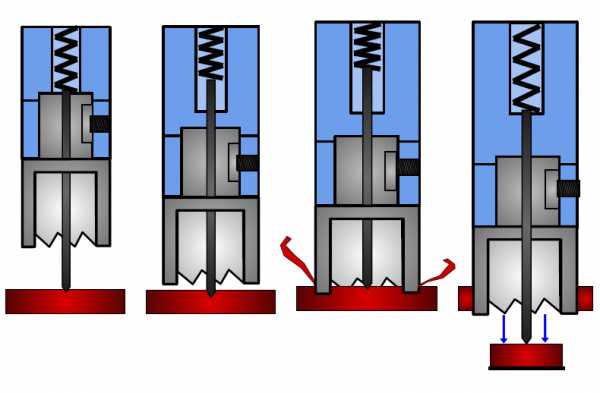
Схема корончатого сверления.
- Выставляем сверло по центру с помощью штифта.
- Включаем двигатель и начинаем подачу. В это время штифт начинает погружаться в патрон и открывает подачу СОЖ.
- Сверление отверстия с беспрерывной подачей СОЖ.
- Завершение сверления. Штифт выталкивает высверленную "шайбу" и закрывает подачу охлаждающей жидкости.
Таким образом мы можем отметить три функции центрирующего штифта:
- Центровка сверла.
- Подача СОЖ в зону сверления.
- Выталкивание остатков материала.
Как правильно выбрать центрирующий штифт для Вашего сверла я расскажу в отдельной статье.
Вот пример работы, которую можно выполнить корончатыми сверлами.
На видео с помощью корончатого сверла GTOOL G-Cut с твердосплавными напайками диаметром 24 мм, мы сверлим отверстие в особо прочной стали Hardox толщиной 10 мм.
Обычным спиральным сверлом такая работа происходит с большим трудом и занимает в несколько раз больше времени.
Давайте еще раз отметим, какие преимущества нам дает сверление корончатыми сверлами в сравнении со спиральными:
- В несколько раз выше скорость сверления. Чем больше диаметр сверления, тем больше эта разница.
- Более высокая мобильность сверления. Возможность сверления больших диаметров в стесненных условиях и на высоте благодаря более компактному и легкому оборудованию.

- Ниже стоимость сверления. Ресурс сверл сильно зависит от правильности его применения, но часто корончатыми сверлами выполняют 100-200 отверстий и более до переточки. Это ощутимо выше чем у спиральных сверл. А если учесть разницу в потребляемом электричестве на ту же операцию, то разница еще более ощутима.
Теперь вы видите, что корончатое сверление - это действительно выгодно и удобно.

Если Вас заинтересовала тема корончатого сверления и сверлильных станков на магните и вы хотите узнать больше, или хотите попробовать их в работе, свяжитесь с нами любым удобным способом: по телефону, по e-mail или в социальных сетях.
Самые актуальные новости в наших соцсетях:
https://www.facebook.com/Gtoolgroup/
https://www.instagram.com/gtool.ru/
www.gtool.ru
Корончатые сверла
Корончатые сверла (также принято называть кольцевые фрезы) – это инструменты, используемый для резки металла, металлоконструкций, листов, труб и т.д.
Состоят они из режущей части, рабочей части и хвостовика. Режущая часть имеет, как правило, от 4 до 16 режущих зубьев. Характерно вращательное движение резания с основным движением подачи. Основное назначение - создание отверстий диаметром 12-150 мм.
Кольцевое сверление – эффективный, быстрый, точный и практически бесшумный метод работы с металлом. Время, затраченное на резку, уменьшается примерно в 4 раза.
Поскольку при сверлении удаляется материал только по окружности обрабатываемого отверстия, оно является более быстрым и точным при обработке, чем обычное перьевое или спиральные. Высокий ресурс кольцевых фрез связан с большим количеством режущих кромок.

Это отличный вариант для тех, кто может использовать, образовавшийся в процессе цилиндр, в изготовлении каких-либо деталей. За счет специальной заточки облегчен вывод стружки. Важным отличием является высокая производительность при небольшом потреблении мощности.
В новом состоянии способно создать до 600 отверстий. В дальнейшем возможна дополнительная заточка (после повторной заточки выполняется приблизительно 400). На специальных станках есть возможность производить до 5 эффективных заточек.

Корончатые сверла рекомендуют использовать в оборудовании различного рода: сверлильном, токарном, в станках с ЧПУ, а также при многоинструментальной обработке. Но более распространено применение в сверлильных станках на магнитном основании.
На сегодняшний день рынок предлагает большой выбор кольцевых фрез. Они отличаются между собой глубиной резания, диаметром, материалом и различными видами хвостовиков. Хвостовик у фрез универсальный, он может применяться как на дрелях, так и на обычных сверлильных станках.
Существуют сверла двух видов: с твердосплавными зубьями и из быстрорежущей стали. При выборе следует учесть следующее. Если диаметр не превышает 35 мм, при невысокой прочности металла стоит взять корончатое сверло из быстрорежущей стали.
Если же больше 35 мм или высокая прочности, то стоит остановиться на твердосплавных зубьях - ресурс такого инструмента гораздо выше, а цена ниже, чем из быстрорежущей стали. Следует учитывать, что этот вид не используют для работы с глухими поверхностями. В противном случае необходимо удалять остатки материала по центру вручную, что очень неудобно.
* Если вам для работы необходим инструмент нестандартного размера, некоторые производители могут его изготовить под заказ.
Видео: Сверление стали 50 мм корончатым сверлом 27 мм
www.stroypraym.ru
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм.
Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм. Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.mysku.me
Корончатые твердосплавные сверла по металлу:фото,размеры,выбор
- Кольцевые фрезы имеют специальную конструкцию корончатого сверла по металлу, которая стачивает металл вокруг отверстия и поэтому не требует применения промышленного привода.
- Благодаря устройству можно получить очень высокие показатели шероховатости, которых нельзя добиться при сверлении обычным инструментом.
- Установки могут использоваться параллельно с другими инструментами, например, подойдет сверлильное, фрезерное и токарное оборудование.
- Возможна многоинструментальная обработка.
- Наличие значительной площади соприкосновения с заготовкой.
- Значительный объем удаляемого материала.
- Меньшие затраты на переработку металла в стружку.
- Изготавливаются из быстрорежущей стали, которая обеспечивает высокую производительность.
- Большая скорость и точность процесса.
- Экономичность и полная эргономичность.
- Отсутствие шума при работе.
- Режущие кромки представляются в большом количестве.
Корончатые сверла по металлу позволяют выполнять сквозные отверстия диаметром от 12 до 150 мм.
Сверление корончатыми сверлами: особенности выбора
Набор корончатых сверл предполагает наличие следующих видов инструментов: сверло корончатое твердосплавное с зубьями и из быстрорежущей стали. Определяясь с выбором режущего прибора, необходимо, в первую очередь, определить диаметр нужного вам отверстия.

фото:сверление корончатыми сверлами по металлу
Если диаметр сверления равен 30-35 мм, то вам подойдет устройство быстрорежущее. Также это отличный вариант, если прочность стали также не самая высокая. Данная установка отличается повышенной эластичностью, у нее меньший риск поломки зубьев, также она более выгодна при приобретении. Если диаметр больше, чем 35 мм, или же если сталь имеет высокую прочность, то нужно подбирать устройства с твердосплавными зубьями. Оно имеет более сильный ресурс.
Важно: главный критерий выбора конструкции – это материал, который вы планируете обрабатывать. Для разных материалов подходят разные установки. Материал может быть – листовой тонкостенный металл, конструкционная, высоколегированная и нержавеющая сталь, магниевая и титановая сталь, цветные металлы, такие как дюраль.
Разновидности режущего инструмента
На рынке представлен широкий ассортимент устройств. Вы наверняка сможете найти себе необходимый инструмент для того, чтобы решить поставленную при сверлении задачу. Существуют следующие модели:
- Корончатые сверла для магнитного сверлильного станка – имеют самую высокую прочность.
- Из быстрорежущей стали – имеют или не имеют специальное покрытие, которое увеличивает сопротивление износу.
- Сверло корончатое кольцевое – имеет различное количество зубьев, а также напаянных твердосплавных пластинок.
Все конструкции изготовляются с универсальными хвостовиками – это значит, что они подходят к любому оборудованию.
Также существуют установки из быстрорежущей стали высокого качества. Они содержат в себе 5% кобальта, что обеспечивает высокую стойкость,а также противоударность.
Размеры и характеристики корончатых сверл по металлу
Устройство состоит из следующих элементов:
- Коронки;
- Пилотное сверло;
- Хвостовики корончатых сверл;
- Соединительные винты.
Пилот закрепляется при помощи соединительных винтов при вставке в хвостовик, далее собранная конструкция вставляется в коронку и снова закрепляется винтами-соединителями. Режущий элемент – это твердосплавные зубья или пластинки, которые располагаются неравномерно, они подвержены ступенчатой закалке. Наличие твердосплавных зубьев обеспечивает возможность непрерывной эксплуатации прибора, а также обеспечивает достижение твердости режущих кромок в 68 HRC. Их можно применять вместе со смазывающей охлаждающей жидкостью, для того чтобы облегчить процесс сверления. СОЖ подается через наружные канавки в момент работы устройства. У всех устройств возможна заточка корончатых сверл.
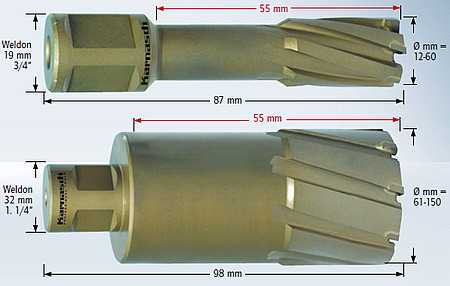
Корончатые сверла по металлу диаметры имеют диапазон диаметров отверстий, которые можно просверлить при помощи данного элемента, - это 12-150 мм. Длина установок может быть от 35 до 50 мм. Рассмотрим размеры на примере устройств Karnasch.
| Karnasch Gold- Line | 12-60 | 30,55,80,110 | 19 |
| Karnasch Hard Line | 65 | 110 | 19 и 32 |
| Karnasch Rail Line | 18-36 | 30 | 19 |
| Karnasch Blue Line | 18-60 | 110 | 19 |
Маркировка
Сверло корончатое 110 подлежит маркировке. Изделия диаметром ниже 2 мм не маркируются, выше 3 мм – обозначается марка и толщина прибора. Если же установка имеет очень большой размер, на нем указывается производитель, состав стали, а также другие характеристики. На упаковке товара также можно найти детальную информацию об устройстве и его характеристиках.
Производители
На сегодня на рынке много производителей данных установок, но самые лучшие из них это:
- корончатые сверла по металлу karnasch;
- корончатые сверла hard line;
- сверло корончатое hss;
- корончатое сверло weldon 19
Например, корончатые сверла karnasch имеют широкую линейку товаров. Начинается серия с Gold- Line, в которой изделия изготавливаются из быстрорежущей стали HSS-XE с покрытием Gold-Tech, которая повышает прочность установки. Karnasch Hard Line устройства имеют карбидные пластины, изготовленные в Швеции, а также расширяющуюся спиральную канавку, которая облегчает отвод стружки. Karnasch Rail Line применяются для сверления железнодорожных рельс, имеют твердосплавные пластины, в которых есть многоступенчатая геометрия режущих кромок. Karnasch Blue Line и Blue Line Pro предназначены для сверления закаленных железнодорожных рельс, нержавеющей стали, чугуна и алюминия.
Как выбрать режущий инструмент?
Рассмотрим особенности выбора режущего инструмента на примере корончатые сверла Карнаш. Для того чтобы выбрать максимально эффективную конструкцию, вам нужно обратить внимание на следующие показатели:
- диаметр установки;
- к какой серии она относится;
- какая прочность;
- максимальная глубина сверления;
- размер хвостовика;
- какой вид металла можно обрабатывать с помощью коронок;
- как осуществляется центровка прибора;
- показатель шероховатости.
Если это устройство другой марки, то стоит обращать внимание на производителя инструмента. Сделано ли оно в Германии (например, Карнаш) или в Азии. Немецкая продукция отличается большей производительностью и лучшими эксплуатационными характеристиками. А также на вид прибора, нужен ли вам прибор из быстрорежущей стали, с напайками из твердого сплава или же рельсосверлильное.
www.metalstanki.com.ua
Кольцевые сверла по металлу из быстрорежущей стали
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
- Магазины Китая
- TOMTOP.COM
- Товары профессионального использования
 Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен 





 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм. 



 Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей) 






 Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.На этом все. Всем спасибо за внимание.
mysku.pro
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
- Магазины Китая
- TOMTOP.COM
- Товары профессионального использования
 Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен 





 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм. 



 Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей) 






 Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.На этом все. Всем спасибо за внимание.
myscu.pro
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
- Магазины Китая
- TOMTOP.COM
- Товары профессионального использования
 Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен 





 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм. 



 Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей) 






 Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.На этом все. Всем спасибо за внимание.
musku.pro
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
- Магазины Китая
- TOMTOP.COM
- Товары профессионального использования
 Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен 





 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие: 14 мм — номинал 15 мм — отклонение +0.1 мм 16 мм — номинал 18 мм — номинал 20 мм — отклонение — 0.05 мм 22 мм — отклонение + 0.05 мм 25 мм — отклонение + 0.05 мм 26 мм — номинал 28 мм — номинал 30 мм — номинал 32 мм — номинал 35 мм — отклонение — 0.05 мм Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления). Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм. 



 Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм. На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей) 






 Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
Ну и для полноты картины — коротенький ролик: Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра. В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.На этом все. Всем спасибо за внимание.
musky.pro
i-perf.ru