Сопло для пескоструя: правила выбора и изготовление своими руками. Абразив для пескоструйного аппарата
Какой абразив нужно использовать для пескоструя: виды, советы по выбору
Задача быстрой и качественной очистки поверхности произвольного материала имеет большую важность в самых разных сферах деятельности. К примеру, это крайне необходимо в мастерских автосервисов, занятых покраской автомобилей: после предварительной подготовки кузова краска лучше адгезируется, дольше служит. Также невозможно не упомянуть необходимость очистки металлических заготовок от следов коррозии в промышленности, удаление окалины и шлаков со сварных швов и многое другое. Чтобы проводить работы с высокой производительностью и одновременно достигать приемлемой экономической эффективности, нужно правильно выбирать абразив для пескоструя.
Что такое пескоструйная обработка
Методика пескоструйной обработки запатентована в 1870 году американским изобретателем Бенджамином Тилманом. Если описывать технологию простыми словами, можно представить процесс обработки поверхности следующим образом:
- выбирается абразивный порошок, специально созданный или пригодный для решения той или иной задачи;
- в качестве источника энергии выступает пневматический компрессор;
- песок, вылетая с огромной скоростью из сопла специальной конструкции вместе с воздухом, с силой ударяет по обрабатываемой поверхности.

В результате такого воздействия с металла, дерева, пластика снимаются любые загрязнения и покрытия.
Самой высокой экономической эффективностью применения и достигаемыми результатами обработки предлагают простые и распространенные материалы. В частности, с успехом можно использовать для пескоструя привычный просеянный речной песок. При этом можно определенным способом выбирать, так сказать, характеристики рабочего тела (к примеру, размер частиц) для получения нужной скорости работы и конечных показателей поверхности.
Однако если взять песок для работы пескоструйной машиной, стоит понимать, что этот материал имеет как достоинства, так и недостатки. Последние настолько весомы, что обработка при помощи подобного абразива запрещена в некоторых странах на законодательном уровне.
Особенности применения кварцевого песка
Песок для пескоструйного оборудования при промышленной обработке поверхностей или ведении работ в условиях малой мастерской может иметь самый разный тип. Применяются:
- речной, осадочного типа с высокой фракционной равномерностью;
- речной, наносного типа с достаточно высоким разбросом размера песчинок;
- карьерной добычи;
- кварцевый природного происхождения;
- кварцевый промышленного изготовления.
Виды песка в списке условно можно считать перечислением по уровню абразивной функциональности. Речной наносной — самый слабый. С его помощью проводят финальные работы или тонкую очистку поверхностей. Кварцевый промышленного происхождения имеет в своем составе до 90% твердоминеральных соединений. Этот абразив дорог, поскольку получается методом фильтрации, просеивания с отделением только определенных фракций природного песка.
Завершает таблицу твердости полностью искусственный материал. Кварцевый песок, получаемый дроблением кристаллов, отличается высокой твердостью, повышенной способностью очистки благодаря резко выраженной форме частиц с множеством острых углов.
Важно! Применение любого песка ведет к разрушению отдельных элементов абразивной смеси. Грубо говоря, образуется крайне мелкая пыль. Она попадает в органы дыхания и вызывает силикоз, нарушает работу самого разного оборудования.
Поэтому обработка песком должна обязательно проводиться в контролируемых условиях. К примеру:
- с обязательным оснащением персонала средствами защиты дыхания, проведение работ вдали от сложного оборудования;
- обработка в закрытых камерах;
- с отбором воздуха из зоны выброса абразивной струи с последующей его фильтрацией.

Достоинства абразива
Несмотря на сложности работы с песком, именно этот материал является одним из самых применимых для пескоструйного аппарата. Он имеет следующие достоинства:
- недорог и весьма доступен;
- имеет низкие показатели прочности, проводит достаточно тонкую обработку, что снижает опасность необратимого повреждения поверхности;
- наносит малый вред и продляет срок эксплуатации сопла пескоструйного аппарата;
- может применяться для обработки поверхности цветных металлов и мягких сплавов.
В некоторой степени достоинством песка можно считать возможность вторичного применения. После пескоструйной обработки остатки абразива можно продать или самостоятельно использовать в строительстве. Например, для приготовления цементно-песчаной смеси. Некоторые сорта сырья поддаются просеиванию и могут использоваться вторично для процесса очистки пескоструем.

Недостатки песка
Есть у песка и ощутимые недостатки:
- образование огромного количества пыли, относящейся к опасному фактору производства, требующего от работодателя особой оплаты труда персонала;
- расход абразива на обработку одного квадратного метра поверхности — огромен;
- при работе из-за большого количества пыли снижается видимость, и как следствие возможность оператора точно выполнять тонкую обработку;
- требуются дополнительные расходы на фильтрацию, сбор и утилизацию огромных объемов.

Несмотря на перечисленные недостатки, данный абразив широко используется. Главным образом, по причинам доступности, низкой стоимости и долгого срока службы сопел. Однако для проведения обработки со сложными требованиями для пескоструя нужен песок промышленного и искусственного происхождения либо другие абразивные материалы.
Другие абразивы для пескоструйного оборудования
При пескоструйной обработке могут возникать самые разнообразные специфические требования. К примеру:
- толстый снимаемый слой;
- низкая жесткость, вязкость нанесенного на очищаемую поверхность покрытия;
- высокая прочность ненужного на материале слоя;
- глубокое проникновение частиц примесей в структуру обрабатываемого материала.
Данный список далеко не полный. Однако он дает отдаленное представление о случаях, которые могут возникнуть в работе мастера пескоструйной обработки. Для каждого из них квалифицированный персонал может выбрать тот или иной специальный абразив.
Никельшлак
Данный материал — продукт переработки отходов металлургии при производстве никеля и шлаков. Абразив отличается:
- высокой твердостью;
- сложной формой частиц;
- содержанием кварца менее 1%;
- увеличенной массой частиц по сравнению с любым кварцевым песком.

Никельшлак — разумный выбор, если нужна достаточно мягкая обработка при снижении опасных факторов профессиональной деятельности. При операциях с данным материалом образуется мало пыли. Кроме этого, никельшлак можно просеять и повторно использовать. Это выглядит еще более выгодным, если учесть малый процент разрушения частиц абразива и, следовательно — незначительные потери.
Важно! Просеивать и повторно применять никельшлак можно до 3 раз.
Купершлак
Данный абразив очень похож по свойствам на никельшлак. Это продукт переработки шлаков металлургии, образованных при производстве меди. Отличия от никельшлака в следующем:
- масса частиц купершлака высока, воздействие на поверхность интенсивнее;
- возможности рекуперации (повторного использования) ниже, частицы купершлака менее прочны и сильно разрушаются.

Совет! Купершлак, который еще именуют купоршлаком — разумная альтернатива там, где требуется быстрое снятие твердых покрытий, с которыми трудно справиться обычному песку.
Пластиковые гранулы
Пластиковый абразив делается на основе смол. Это меламиновая (образует декоративную поверхность мебельных плит ДСП) и амино-альдегидная смолы. Оба состава имеют малую прочность, поэтому с их помощью проводится крайне тонкая очистка. При таком процессе не наносится вреда основной поверхности обрабатываемого материала.
При помощи пластиковых гранул очищаются деревянные, пластиковые, тонкие металлические изделия. В основном это работы, связанные с реставрацией, где нельзя применять химически активные вещества, растворители. Промышленное применение пластиковых абразивов — очистка памятников культуры, антикварных и коллекционных вещей, раритетных изделий.

Стеклянные гранулы
Обработка стеклянными шариками широко применяется в промышленности. С ее помощью:
- проводится щадящая очистка поверхности;
- достигается обработка без изменения цвета материала и его физических свойств;
- позволяет получить поверхность, пригодную для операций гальваники;
- получаются контролируемые величины снятия, что имеет огромное значение в высокоточных процессах машиностроения, оптического и иного приборостроения, часового производства.

Стеклянная дробь, соединяя свойства высокой жесткости и гладкости частиц, крайне мало разрушается. Кроме этого, характеристики абразива позволяют легко удалить из него примеси после использования. Благодаря этому стеклянную дробь и гранулы для пескоструя можно применять повторно до 35 раз.
Иные типы гранул и дроби
Чтобы не останавливаться на каждом абразиве подробно, стоит упомянуть только о ключевых свойствах и особенностях применения разных видов дроби при пескоструйной обработке.
- Керамические гранулы и дробь в целом применяются в тех же сферах, что и стеклянные. Показывают наименьшие показатели разрушения, поэтому абразив можно использовать повторно до 500 раз.
- Колотые чугунные и стальные дроби применяются для интенсивного воздействия на поверхность. Применяются для повышения адгезии или локальной обработки, например, профилировки, нанесения насечки.
- Литые стальные и чугунные дроби используются не только для очистки поверхностей, но и их укрепления ударом (наклепа), с их помощью проводится обработка перед нанесением гальванических покрытий.

- Дробь из нержавеющей стали применяется для очистки специальных сплавов, цветных металлов. Данный абразив имеет побочный результат воздействия: обработанные поверхности благодаря переносу мельчайших частиц приобретают защиту от коррозии или повышают собственные параметры.
Каждый вид дроби имеет рекомендации по применению. В некоторых случаях достигается крайне высокая экономическая эффективность пескоструйной обработки. В частности, несмотря на свою ощутимую стоимость, керамическая дробь весьма экономична, поскольку используется до 500 раз.
Абразив из природного камня
Отдельные страны, имеющие источники добычи природного камня с высокими показателями жесткости и хрупкости, предлагают на рынке гарнет. Это песок из измельченного граната. При пескоструйной обработке он не образует много пыли. Кроме этого, отличается сложной формой частиц с множеством острых граней, что гарантирует интенсивное, но достаточно мягкое воздействие на целевую поверхность.
По абразивным характеристикам гарнет обходит и кварцевый песок, и никельшлак, и купершлак. Поэтому применяется достаточно широко.
Совет! Для высокой экономической эффективности данный материал рекомендуется применять в условиях камер, с системами сбора и рекуперации. Отличные результаты показывают системы беспылевой очистки.
Электрокорунд
Электрокорунд намеренно поставлен в конец списка. Этот абразив имеет рекордную твердость. По своим свойствам он стоит в оценочной таблице на 2 месте, уступая лишь алмазу. Использование электрокорунда показывает крайне высокую экономическую эффективность.
Абразив можно собирать и использовать повторно практически без потерь. При этом не снижается интенсивность воздействия на обрабатываемую поверхность. Частицы электрокорунда имеют сложную форму с множеством острых граней, кромки которых обладают способностью самозатачивания.

Важно! На рынке предлагается как первичный, выплавленных электрокорунд, так и восстановленный. Последний производится из осколков абразивных кругов и других материалов. Он незначительно уступает первичному, может содержать примеси, однако характеризуется более низкой ценой и поэтому привлекателен для выполнения множества задач пескоструйной обработки.
Благодаря своим уникальным свойствам твердости, данный абразив может использоваться для воздействия практически на все материалы. Им можно матировать или гравировать камень, стекло, насекать металл, обрабатывать керамику.
Факторы, влияющие на выбор абразива
Опытные мастера пескоструйной обработки внимательно анализируют возможности своего инструментального оснащения, а также характеристики целевой поверхности для выбора абразива. Это дает возможность достичь не только отличных результатов, но и улучшить экономические показатели, увеличить срок службы сопла и других изнашиваемых компонентов установки. Изучаются следующие параметры.
- Слой снимаемого покрытия или характер загрязнений. Изучается уровень прочности. Ошибка в выборе, например, мягкого абразива для вязкой или твердой поверхности приведет или к перерасходу времени и материалов, или к плохому результату работы.
- Твердость целевого материала. Поверхность изделия не должна быть сильно повреждена. Поэтому выбираемый абразив должен сочетаться по свойствам с очищаемым основанием.
- Целевые характеристики обработанной поверхности. Если они не регламентированы — можно использовать какой угодно жесткий абразив. Если же поверхность должна быть гладкой, без вмятин-сколов, рекомендуется выбрать рабочее тело соответствующего класса.
- Производительность работы. Абразивы сложной формы (электрокорунд, колотый кварцевый песок, никельшлак) гарантируют интенсивность воздействия и скорость снятия покрытий.
Последнее, что обязательно учитывает и, по возможности, обеспечивает рачительный владелец — сбор и рекуперацию отработанного абразивного материала. Это позволяет не только резко улучшить экономическую эффективность деятельности, но и защитить персонал и инструментарий от опасных факторов.
Сферы применения абразивных материалов
Пескоструйная обработка сегодня применяется весьма широко. При разных видах деятельности отдельные типы абразивов показывают оптимальные результаты.
- При очистке зданий от декоративных красочных покрытий, ржавчины металлических частей отлично подходит песок. Перед применением абразива его можно просеять для получения нужной фракции и хорошей конечной производительности труда.
- Медные и алюминиевые изделия прекрасно чистятся, даже в условиях небольшой мастерской, при помощи кварцевого песка с гранулами размером до 0,3 мм.
- Лаки и краски с металлических изделий можно удалить песком фракции до 0,6 мм.
- Счищать ржавчину и окалину с заготовок рационально кварцевым песком промышленного производства или природным материалом крупной фракции до 1,6 мм. С помощью еще более внушительных частиц (в том числе другого абразива) можно удалить битум, сварочную окалину и иные толстые покрытия низкой прочности.
- Автомобильный кузов рекомендуется обрабатывать стальной, чугунной дробью, литой или литой улучшенной.

- Работы по поверхностям из нержавеющей стали проводят стеклянными гранулами или нержавеющей литой дробью.
Современные работы (довольно популярные и модные) по нанесению рисунков и зон матирования на стекло проводят специальными абразивными смесями на основе кварцевого песка. Размер частиц при этом крайне мал. Отдельный процесс — обработка каленого стекла. Его поверхность высокой прочности обрабатывается только электрокорундом.
В качестве заключения
Приведенное описание процесса пескоструйной обработки — достаточно условное. На практике существуют десятки разновидностей проводимых операций. Наряду с воздухом применяются жидкости. В определенных условиях пескоструйный автомат может использоваться для раскроя различных материалов, отделки кромки в зоне реза, при решении других задач. Даже такое краткое описание возможностей показывает, как важно выбирать тип абразива и тщательно анализировать все параметры предстоящей операции обработки.
tehnika.expert
| Твердость | Марка | Размер мм | Области применения |
| 640 HV 56 HRC | Дробь нержавеющая GM 300 | 2,3 |
|
| Дробь нержавеющая GM 200 | 1,7 | ||
| Дробь нержавеющая GM 150 | 1,5 | ||
| Дробь нержавеющая GM 100 | 1,2 | ||
| Дробь нержавеющая GM 60 | 0,9 | ||
| Дробь нержавеющая GM 50 | 0,8 | ||
| Дробь нержавеющая GM 40 | 0,6 | ||
| Дробь нержавеющая GM 30 | 0,3 | ||
| Дробь нержавеющая GM 20 | 0,2 | ||
| Дробь нержавеющая GM 10 | 0,1 | ||
| 750 HV 62 HRC | Дробь нержавеющая GH 300 | 2,3 | |
| Дробь нержавеющая GH 200 | 1,7 | ||
| Дробь нержавеющая GH 150 | 1,5 | ||
| Дробь нержавеющая Gh200 | 1,2 | ||
| Дробь нержавеющая GH 60 | 0,9 | ||
| Дробь нержавеющая GH 50 | 0,8 | ||
| Дробь нержавеющая GH 40 | 0,6 | ||
| Дробь нержавеющая GH 30 | 0,3 | ||
| Дробь нержавеющая GH 20 | 0,2 | ||
| Дробь нержавеющая Gh20 | 0,1 | ||
| Дробь нержавеющая CG 40 | 0,6 | ||
| 40-50 HRC 390-530 HV | Дробь нержавеющая ВS030 | 0,3 | Подготовка под покрытие поверхностей сварных и прошедших термообработку алюминиевых рам для велосипедов и мотоциклов. Подготовка поверхностей под алиментирование. Очистка компонентов, полученных литьем или поковкой от заусенцев. Снятие прокатной окалины на алюминиевых сварных соединениях. Текстурирование алюминиевой штамповки до анодирования на корпусах цифровых камер. |
| Дробь нержавеющая ВS040 | 0,6 | ||
| Дробь нержавеющая ВS050 | 0,8 | ||
| 840 HV 64HRC | Дробь стальная колотая GK55/Gh24 | 1,7 | Очистка от формовочных смесей стального среднего литья |
| Дробь стальная колотая GK47/Gh26 | 1,44 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK39/Gh28 | 1,2 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK34/Gh35 | 1 | Очистка от формовочных смесей чугунного среднего литья ковкого чугуна, очистка от окалины поковок и штамповок; подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK17/Gh50 | 0,7 | подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK12/GH50 | 0,5 | очистка от формовочных смесей сплавов на основе меди и алюминия; очистка от окалины после термообработки; подготовка поверхности под оцинковку, под нанесение грунта | |
| Дробь стальная колотая GK07/GH80 | 0,3 | Очистка от формовочных смесей стального мелкого литья и сплавов на основе алюминия; очистка от окалины после термообработки | |
| 570-650 HV 53-57 HRC | Дробь стальная колотая GK55/GL14 | 1,7 | Очистка от формовочных смесей стального среднего литья |
| Дробь стальная колотая GK47/GL16 | 1,44 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK39/GL18 | 1,2 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK34/GL25 | 1 | Очистка от формовочных смесей чугунного среднего литья ковкого чугуна, очистка от окалины поковок и штамповок; подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK17/GL40 | 0,7 | подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK12/GL50 | 0,5 | очистка от формовочных смесей сплавов на основе меди и алюминия; очистка от окалины после термообработки; подготовка поверхности под оцинковку, под нанесение грунта | |
| Дробь стальная колотая GK07/GL80 | 0,3 | Очистка от формовочных смесей стального мелкого литья и сплавов на основе алюминия; очистка от окалины после термообработки | |
| 480-550 HV 48-52 HRC | Дробь стальная колотая GK55/GP14 | 1,7 | Очистка от формовочных смесей стального среднего литья |
| Дробь стальная колотая GK47/GP16 | 1,44 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK39/GP18 | 1,2 | Очистка от формовочных смесей чугунного среднего литья, очистка от окалины поковок и штамповок цветного литья; подготовка поверхности под нанесение эмали | |
| Дробь стальная колотая GK34/GP25 | 1 | Очистка от формовочных смесей чугунного среднего литья ковкого чугуна, очистка от окалины поковок и штамповок; подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK17/GP40 | 0,7 | подготовка поверхности под нанесение эмали и под оцинковку. | |
| Дробь стальная колотая GK12/GP50 | 0,5 | очистка от формовочных смесей сплавов на основе меди и алюминия; очистка от окалины после термообработки; подготовка поверхности под оцинковку, под нанесение грунта | |
| Дробь стальная колотая GK07/GP80 | 0,3 | Очистка от формовочных смесей стального мелкого литья и сплавов на основе алюминия; очистка от окалины после термообработки |
novatecs.ru
Песок для пескоструйной обработки - как выбрать абразивный материал
Во второй половине XIX века американец Б. Тилгман запатентовал технологию шлифовании камня, стекла, металлических деталей – абразивную обработку. Суть её заключалась в том, что на поверхность материала направлялся воздушный поток из песка или абразивного порошка. Пескоструйная шлифовка является одним из самых качественных способов очищения разнообразных поверхностей. На что обратить внимание, выбирая песок для пескоструйной обработки?
Где применяется абразивная обработка
Выбирая абразивный материал, нужно разбираться в сферах его применения:
Понятие абразивной обработки
- Очистка металлической поверхности от коррозийных следов проводится с предварительной очисткой просушенным и просеянным песком;
- Измельчённый песок (габарит частиц – 0,3 мм) придаст блеск медным и алюминиевым изделиям;
- Песок, формат частиц которого 0,3-0,6 мм, удалит старое лакокрасочное покрытие, хорошо зафиксированное на основании;
- Песок, никель, купершлак, размер частиц которых 0,6-1,6 мм, удалят старые коррозийные следы;
- Абразив грубой фракции удалит сварочную окалину, толстое битумное основание;
- Стальная и чугунная дробь очистят и подготовят автомобильный кузов к покраске;
- Электрокорунд, гранатовый песок очистят легированную сталь, титан;
- Чистый мелкий песок, размер частиц которого 0,1-0,8 мм, позволит обработать стекло в целях дальнейшего матирования, нанесения рисунков;
- Нержавеющая дробь и гранулы стекла мелкого размера позволят обработать изделие из нержавеющей стали.

Какие виды абразивных материалов бывают?
К самым популярным и перспективным абразивам пескоструйной обработки следует отнести: кварцевый песок, купершлак, никельшлак, гарнет, корунд, металлическую дробь. У каждого из них есть и плюсы, и минусы, которые немаловажно знать перед началом обработки.
Кварцевый песок
Кварцевый песок получают в результате дробления и рассеивания породообразующего минерала кварца молочно-белого цвета. Вначале кварц измельчается, после просеивается и сортируется – так получают песок фракционированный. Сортируется полученная масса по размерам фракций:
- величина частиц меньше 0,1 мм – пылевидный кварц;
- величина частиц 0,1-0,4 мм – обычный песок;
- величина частиц 0,5-1 мм – крупный песок;
- величина частиц больше 1 мм – кварцевая крошка.
Белый кварцевый песок отличается однородностью, мономинеральностью, повышенной межзерновой пористостью. При соединении с водой он начинает выделять из жидкости растворённые в ней железо с марганцем.
Кварцевый песок длительное время занимал лидирующее положение среди расходного источника для пескоструйного аппарата. Такой обычный песок запрещён многими развитыми странами: природный кварц быстро измельчается в пыль при ударе с металлом. Поэтому абразивные материалы, содержащие большое количество кварцевой породы, запрещены для пескоструйной обработки.
Мелкокристализованная пыльца кварца способна вызвать тяжёлую болезнь лёгких – силикоз. В связи с этим применение такого песка осуществляется исключительно с использованием специфической системы подавления пыли либо в отдельно оснащённой камере. Используется для этого специальный пескоструйный аппарат, подающий расходный материал сильным воздушным потоком под давлением. Чаще всего кварцевым абразивом проводят обработку бетонных покрытий.

Кварцевый песок представляет собой сыпучий кварц — самый прочный в природе материал
Преимущества материала
Нужное количество кварцевого песка рассчитать заранее тяжело: это расходное сырьё в результате подготовки, промывки, сушки, фракционирования сильно теряет в весе.
Кварцевый абразив обладает рядом преимуществ:
- доступная цена;
- возможность использовать вторично;
- невысокие показатели прочности, как следствие, — умеренное воздействие на поверхность, не оставляющее сильных вмятин, сколов;
- возможность найти материал для обработки самостоятельно и бесплатно. Хороший абразив получится из речного, карьерного, пустынного песка;
- несложная подготовка сырья к работе;
- в результате сортировки отделяются крупицы разных габаритов, что помогает идеально подобрать материал для обрабатываемого изделия.
Купершлак, никельшлак
Медеплавильный и никелеплавильный процессы сопровождаются выделением отходной части, в ходе их утилизации получают расходный материал – абразив. По сравнению с кварцевым песком в этом абразиве содержится малая доля несвязанного минерала, поэтому им можно проводить открытые пескоструйные работы без вреда для здоровья.
Купершлак и никельшлак отличаются:
- высокой абразивной возможностью;
- повышенной твёрдостью;
- подвижной стойкостью частиц;
- малым пылеобразованием;
- способностью вторичного применения.
Гарнет (Гранатовый песок)
Гарнет, второе название – гранатовый песок, имеет чисто природное происхождение. Крупнейшие залежи этого минерала находятся на территории Чехии, Индии, Африки, Австралии. Главное отличие гарнета от других абразивов заключается в том, что его крупицы очень твёрдые и прочные. Это позволяет применять их многократно при пескоструйной обработке. Проводить работу на основе гарнета можно без специального прибора очищения пыли.

Корунд
Кристаллизованный оксид алюминия (корунд) также используется в качестве расходного сырья. Возможности его поражают – по прочности он сопоставим с алмазом. Он применяется при декоративных процедурах (например, при полировке изделий из нержавейки). Пескоструйная обработка корундом отличается высокой скоростью работы.
Металлическая дробь
Металлическая дробь бывает двух видов: чугунная и стальная. Дороговизна расходного сырья полностью компенсируется его возможностью многоразового применения при пескоструйной обработке.
Особенности абразивов
Один абразив отличается от другого рядом характеристик:
- фракцией;
- твёрдостью;
- абразивной способностью;
- механической устойчивостью;
- химической устойчивостью.
Фракция
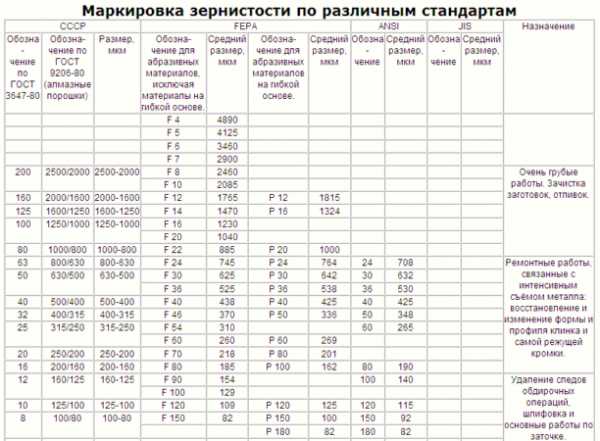
Величина крупиц расходного сырья измеряется во фракциях. Как происходит фракционное распределение? Сырьё рассеивается на специальном сите, номерной знак сита указывает на величину частиц, в зависимости от размера которых, выделяют фракцию:
- предельную;
- крупного помола;
- стандартную;
- комплексную;
- измельчённую.

Фракционный состав
Твёрдость
Специальное устройство испытывает твёрдость пескоструйного песка. Происходит испытание так: в абразив вдавливается иной материал с более высокими показателями твёрдости, что позволяет установить его устойчивость при разрушительном процессе.
Существует специальная десятибалльная шкала твёрдости:
Шкала твердости
- 1-ая группа – твёрдые как тальк;
- 2-ая группа – как гипс;
- 3-я группа – как кальцит;
- 4-ая группа – как флюорит;
- 5-ая группа – как апатит;
- 6-ая группа – как полевой шпат;
- 7-ая группа – как кварц;
- 8-ая группа – как топаз;
- 9-ая группа – как корунд;
- 10-ая группа – как алмаз.
Абразивная способность
Абразивные возможности сырья зависят от площади обрабатываемого основания в результате пескоструйной обработки за конкретный промежуток времени.
Механическая устойчивость
Для установления данной характеристики проводится эксперимент: крупица пескоструйного песка раздавливается, при этом фиксируется тот уровень силы тяжести, на котором частица начинает разрушаться.
Химическая устойчивость
Для определения химической устойчивости абразивный порошок подвергают воздействию щелочных, кислотных и других растворов, а также – воды.
Выбор расходного материала
Выбирать расходный материал стоит в зависимости от поверхности обработки. Верное решение повышает показатели эффективности и скорости процесса, позволяет понизить денежные затраты. При выборе абразивного песка важно обратить внимание на:
Средние цены на абразивы для пескоструйной обработки
- толщину покрытого или загрязнённого слоя, его устойчивость;
- на твёрдость/мягкость поверхности;
- требования к виду обрабатываемого изделия. Если требуется гладкое, немятое, без сколов – выбор за песком измельчённой фракции;
- темп процесса;
- возможность вторичного применения абразива.
Не стоит выбирать абразив измельчённой фракции с низкими показателями твёрдости для стойкого и утолщённого слоя: желаемый результат не будет достигнут. Для мягкого основания выбор слишком твёрдого абразивного песка приведёт к повреждению. Для твёрдой поверхности нужен абразив с высоким показателем твёрдости. При работе с твёрдым материалом, частицы которого имеют заострённые грани, обеспечена высокая скорость пескоструйной обработки. Крупицы с округлыми краями будут обрабатывать изделие дольше.
Изготовление абразива в домашних условиях
Материал для пескоструйной обработки продаётся во многих строительных магазинах. Однако песок можно подготовить и в домашних условиях, что позволяет сэкономить на всём процессе.
Поэтапный процесс:
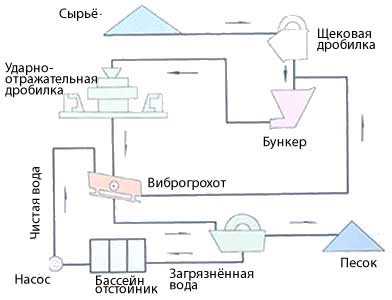
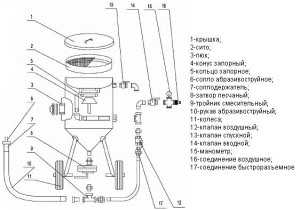
Общая схема пескоструйного аппарата
- Тщательная сушка белого гравийного песка измельчённой фракции.
- Просеивание через мелкое сито гравийного сырья.
- Исключение крупных частиц.
- Окончательная просушка мелкого песка.
Работая с абразивным сырьём, обязательно следует использовать специальную одежду для защиты и маску. Материал из пескоструйного аппарата подаётся под мощным давлением и моментально разлетается по сторонам, образуя столп пыли.
Абразивная обработка – эффективный метод очистки разной поверхности: металлической, каменной, стеклянной. Процесс пескоструйной обработки построен на соприкосновении мельчайших крупиц абразива с очищаемым основанием. Необходимость такой процедуры возникает тогда, когда нужно вывести старое лаковое, покрасочное покрытие, ржавчину и др. Для правильного выбора абразивного песка следует ориентироваться на множество характеристик.
Видео по теме: Песок (абразив) для пескоструя
promzn.ru
особенности применения, критерии выбора, фракции, цена за мешок и м3
По мере развития производства металлоконструкций в конце 19-го века понадобилось средство, обеспечивающее очистку металла для последующего нанесения защитного антикоррозионного и декоративного покрытия. Наиболее универсальным стало применение пескоструя – пневматического аппарата, выбрасывающего мелкий абразив из сопла со скоростью 300-800 км/ч и выше. Он позволяет эффективно очищать поверхности любой площади и формы, не только металлические, но и многих других типов.
Оглавление:
- Разновидности песка
- Особенности выбора
- Цена за мешок и м3
Уже в 50-е годы 20-го столетия стало очевидно, что инженерный и технологический прогресс в области производства пневматики уже не способен дать существенного роста характеристик пескоструя, поэтому стали активно разрабатываться и внедряться новые виды расходных материалов. Выбор среди достаточно большого количества названий стал представлять серьезную сложность для неискушенного покупателя. Рассмотрим, какой песок лучше использовать в том или ином случае.
Какой песок подойдет?
Обычный кварцевый песок, давший название пескоструйному аппарату, долгое время был самым популярным видом расходника для него. По мере появления насыпных абразивов, значительно превосходящих песок по эксплуатационным характеристикам и безопасности, это название в просторечии стало расширяться и на них.
Сейчас в большинстве развитых стран правилами ТБ запрещено использовать обычный песок для пескоструйки. Это связано с тем, что кварц, измельчающийся при ударе об металл в пыль, при вдыхании вызывает смертельное заболевание легких – силикоз. Хотя сам пескоструйщик (вне зависимости от расходного материала) обязан быть защищен как минимум респиратором и очками, кварцевая пыль способна навредить окружающим даже на значительном расстоянии от места проведения работ. По сравнению с более прогрессивными методами существуют также дополнительные недостатки:
- Небольшая твердость. Многие материалы просто не поддаются воздействию.
- Малая скорость обработки пескоструем, повышенный расход абразива на единицу площади.
- Малая прочность. Мелкие и средние фракции после первого же цикла превращаются в пыль и абсолютно непригодны для дальнейшего применения.
Несмотря на эти факты, кварцевый песок продолжает широко использоваться на территории постсоветского пространства. Главным аргументом становятся исключительно низкие начальные капиталовложения. Приверженцы применения песка для пескоструйного аппарата способны найти и другие положительные моменты:
1. Возможность перепродать отработанный качественный песок крупных фракций в мешках в качестве строительного или использовать его после просеивания по второму разу.
2. Относительно низкая прочность и твердость расходника для пескоструя дает опытному человеку определенную гарантию, что он не нанесет обрабатываемой поверхности существенных повреждений в течение короткого времени, если неправильно подберет величину зерна. Можно безопасно работать с цветными металлами.
3. Допустимы любые виды сопел, скорость износа дорогостоящих сопел из карбида бора или карбида вольфрама в несколько раз меньше, чем при использовании более твердых абразивов.
4. После просушки и просеивания для простых и грубых работ может подойти практически любой – карьерный, пустынный, морской или речной песок для пескоструя. Это трудозатратно, но достигаемая экономия уменьшит необходимые денежные вложения до нуля.
5. Широчайший диапазон фракций, что дает возможность точно подобрать материал для достижения нужного эффекта.
Для пескоструя можно выбрать один из следующих видов:
- Обычный речной – необходимо просеивание, остальные характеристики минимальны.
- Карьерный – требует промывки и просеивания, мельче речного.
- Промышленный кварцевый – изготовлен из обычного путем просеивания и разделения на фракции, в 3 раза дороже.
- Особый абразивный дробленый – изготовлен методом дробления кварцевых горных пород, за счет остроугольной формы зерна намного эффективней по скорости работы и расходу материала.
Другие виды расходников для пескоструйного аппарата:
1. Никель-, купершлак – наиболее популярные варианты для пескоструя, получаемые из отходов при производстве меди и никеля. По цене сравнимы с обработанным песком, превосходят его в прочности и твердости (особенно никельшлак).
2. Стальные и чугунные дроби – в десятки раз более прочные и дорогие. Отличаются закаливающим воздействием на поверхность, подобным возникающему при ковке. Существуют колотые варианты для более быстрой и грубой работы.
3. Гранатовый песок – намного тверже простого, но так же непрочен. Из-за высокой цены за мешок применяется почти исключительно в резке металла с помощью гидравлического пескоструя.
4. Электрокорунд – наиболее твердый из всех вариантов, кристаллическая форма оксида алюминия. Отлично справляется с обработкой любой поверхности, практически не повреждается.
Как подобрать расходник?
Если вам необходимо отчистить старую цистерну, вы не пойдете покупать дорогой абразив, так же глупо пытаться добиться декоративного вида, используя материал из ближайшей песочницы. Первое, что нужно учесть при выборе песка для пескоструйной обработки – это характер планируемых работ. Важны следующие факторы:
1. Сбора отработанного материала. Без такой возможности экономически обоснованно применять для пескоструя только купер-, никельшлак и кварцевый песок.
2. Прочность и толщина удаляемого загрязнения. Если выбрать слишком мелкие или недостаточно твердые абразивы, пескоструй может не справиться с работой.
3. Материал основания. Чем он прочнее, тем тверже нужен абразив для пескоструя. И, напротив, слишком твердый повредит поверхность.
4. Необходимое состояние плоскости. Чем крупнее фракция, тем более грубой будет обработка.
5. Требуемая скорость. Абразив с острыми краями и большей твердостью (дробленый, колотая дробь, электрокорунд) намного быстрее и грубее выполнит работу, чем круглые частицы аналогичного размера.

Некоторые примеры, какой песок нужен для пескоструя:
1. Для наиболее распространенного на практике случая – ободрать от краски и ржавчины большую металлоконструкцию или старое здание под новую покраску, вполне подойдет обычный, дешевый, не разделенный на фракции песок. Перед загрузкой в резервуар пескоструя его необходимо просеять через сито и просушить. Зона работ должна быть на существенном удалении от жилых помещений или в герметичной комнате со средствами пылеподавления.
2. Начистить до блеска медную или алюминиевую поверхность поможет расходник мелких размеров – до 0,3 мм.
3. Чтобы ободрать стойкое лакокрасочное покрытие, не повредив материал, нужно выбрать для пескоструя фракции 0,3-0,6 мм.
4. Удалить въевшуюся ржавчину поможет песок или его шлаковые аналоги средней фракции – 0,6-1,6 мм.

5. Крупный абразив для пескоструя можно использовать, чтобы удалить окалину после сварки или снять толстое битумное покрытие.
6. Для обработки стальной поверхности в автомобильной мастерской понадобится стальная или чугунная дробь.
7. Гранатовый тип и электрокорунд необходимо выбрать, когда твердости кварца и металлических шлаков перестает хватать – в обработке легированных сталей, титана и так далее.
8. Для матирования стекла, нанесения красивых узорных пескоструйных рисунков на зеркала шкафа-купе и стеклянные межкомнатные двери нужен чистейший однородный песок мелких фракций. Для закаленных стекол – электрокорунд размером зерна 0,1-0,8 мм.
Для нержавеющей стали используют стеклянную или нержавеющую дробь.
Расценки
Большинство специализированных абразивов для пескоструя продаются в мешках. Наиболее распространен песок в мешках весом 25, 50 кг, оптовые партии для крупных предприятий отгружают в мягких контейнерах со стропами грузоподъемностью 1000 кг. Цена на материал природного и шлакового происхождения немного колеблется в зависимости от размера фракции – средняя стоит обычно на 5-15 % дешевле, чем крупная и мелкая.
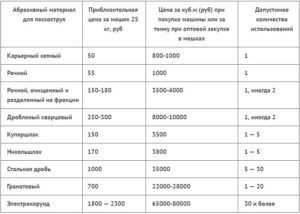
Средняя цена популярных абразивов для пескоструя в Москве и Московской области:
| Абразивный материал для пескоструя | Приблизительная цена за мешок 25 кг, руб | Цена за куб.м (руб) при покупке машины или за тонну при оптовой закупке в мешках | Допустимое количество использований |
| Карьерный сеяный | 50 | 800-1000 | 1 |
| Речной | 55 | 1000 | 1 |
| Речной, очищенный и разделенный на фракции | 150-180 | 3500-4000 | 1, иногда 2 |
| Дробленый кварцевый | 250-300 | 8000-10000 | 1, иногда 2 |
| Купершлак | 150 | 3500 | 1 — 5 |
| Никельшлак | 170 | 3800 | 1 — 5 |
| Стальная дробь | 1000 | 35000 | 5 — 30 |
| Гранатовый | 700 | 22000-28000 | 1 — 20 |
| Электрокорунд | 1800 — 2300 | 65000-80000 | 30 и более |
stroitel-list.ru
критерии выбора, особенности применения, цена за мешок
Пескоструйный аппарат предназначен для очистки изделий, сделанных из разных материалов. С помощью него удаляют ржавчину, грязь, краску и другие покрытия. Обработка пескоструйкой необходима перед нанесением грунтовки против коррозии и последующим окрашиванием или декорированием. Очищается поверхность за счет ударов о нее песчинок, которые подаются с высокой скоростью – 300-800 км/ч.
Оглавление:
- Критерии выбора песка
- Виды сыпучих материалов
- Разновидности пескоструйного оборудования
- Расценки
Также пескоструйные аппараты используются для матирования стекла, нанесения надписей, узоров и для удаления масляных пятен. В строительстве пескоструйку подбирают для очищения кирпичных кладок и деревянных поверхностей. Ей удаляют раствор и другие наслоения с бетонных конструкций. Степень очистки зависит от состояния изделия, диаметра сопла и типа песка. При применении мелкого и мягкого абразива можно очищать даже пластиковые детали.
Рекомендации по выбору
На то, какой песок лучше использовать для пескоструя, влияет состояние и вид материала. От абразива зависит качество, скорость обработки и расход.
Чтобы правильно его выбрать, нужно учесть следующие факторы:
- Толщина и прочность покрытия, которое необходимо удалить. Для очень толстого и крепкого слоя, требуется крупный абразив с отличными прочностными характеристиками. Если взять слишком мелкий, то обработка пескоструей не даст должного эффекта, и поверхность не будет очищена.
- Степень твердости изделия. Для абсолютно твердых поверхностей требуется подобрать очень твердый абразив, для мягких – с меньшим показателем, иначе предмет повредится.
- Повторное использование. Если планируется собирать и применять абразив снова, то рекомендуется приобретать более дешевые варианты, например, кварцевый песок или купершлак.
- Скорость очистки. Процесс обработки крупным и угловатым абразивом проходит намного быстрее, чем круглым.
- Конечное состояние. Если изделие после очистки должно иметь минимальное количество вмятин, следует выбрать мелкий абразив.
Во многих странах применять песок для пескоструйного аппарата запрещено. При ударе о металл песчинки рассыпаются и превращаются в пыль. Если человек будет ей дышать, то высока вероятность появления болезней дыхательной системы, в том числе и смертельной – силикоза. Песочная пыль наносит вред не только пескоструйщику, но и окружающим, так как распространяется на большие расстояния. Поэтому рекомендуется использовать другие виды абразивов, которые являются безопасными и обладают более лучшими эксплуатационными характеристиками.
Помимо песка для пескоструйки существуют и другие абразивы:
- Стальная и чугунная дробь. Они не только качественно очищают изделие, но и упрочняют. Их прочностные характеристики в 10 раз лучше, чем у обычного песка, но и цена значительно выше. Чаще всего выбирается дробь круглой формы, но если требуется грубая очистка, применяют угловатую.
- Купершлак, никельшлак – получаются в результате производства никеля и меди. В отличие от кварцевого песка они имеют лучшую прочность и твердость, при этом цена такая же.
- Электрокорунд. Самый твердый абразив. Подбирается для поверхностей из любых материалов. Главное преимущество относительно остальных – после очистки его можно просеять и использовать повторно, так как большинство кристаллов остаются целыми.
- Гранатовый песок. По прочности схож с обычным песком, но имеет повышенную твердость. Редко применяется для обработки пескоструей.
Плюсы пескоструя:
- увеличивается срок эксплуатации изделия или конструкции;
- простой и быстрый способ очистки;
- доступные расходники и оборудование;
- возможность ремонта практически любого материала: древесины, бетона, пластика, металла, стекла.
Характеристики и требования к подбору песка
Наиболее доступным абразивом для обработки пескоструей является песок, так как имеет низкую стоимость за мешок и его можно использовать повторно.
- Песчинки крупных фракций после очистки пескоструей собирают в мешки и применяют снова, в том числе и в строительных целях.
- Даже в случае неправильно подобранного размера песка не наносится вред обрабатываемой поверхности, так как он не обладает большой прочностью. Поэтому его можно выбрать для очистки предметов, сделанных из цветного металла.
- Выбирая песок для пескоструя, не нужно бояться за состояние сопел аппарата. Они не будут быстро изнашиваться, даже если изготовлены из твердых металлов.
- Низкая стоимость абразива.
- Возможно использование морского, карьерного и речного песка. Перед применением загрязненный обязательно промывается, просушивается и просеивается.
- После просеивания и получения различных фракций можно подобрать песчинки для воздействия на разные материалы.
По стоимости мешок обычного речного песка стоит в 3 раза дешевле кварцевого промышленного. Последний получают в результате просеивания на песчинки разных размеров. Из-за повышенных трудозатрат его цена выше.
Самым эффективным считается песок для пескоструйной обработки, изготовленный из горных пород. Форма его песчинок имеет острые углы, в итоге поверхность быстрее и лучше очищается, а также расходуется меньше абразива.

Отрицательные стороны:
- Из-за слабой прочности не подходит для очищения материалов с сильно толстыми и твердыми покрытиями.
- Если речной песок низкого качества, то не всегда можно использовать его во второй раз, так как после пескоструйки большая часть превращается в пыль.
- Скорость обработки значительно ниже по сравнению с другими абразивами, а также повышенный расход.
Типы оборудования
Существует 2 вида аппаратов:
- обитаемые;
- необитаемые.
Первый вариант представляет собой камеру, внутри которой находится обрабатываемая конструкция и пескоструйщик. Такой способ очистки чаще всего производится на заводах. Размер камеры может быть разным, это напрямую зависит от ее назначения.
Внутри необитаемых аппаратов находится только обрабатываемое изделие. Внешне выглядит как ящик с проемами для рук и окном для управления очисткой. Существуют также и пескоструйные пистолеты. Особенно распространены эти устройства в автомобильной сфере, где часто требуется очистка кузовов, деталей и дисков.
Состоят пескоструйники из устройства, нагнетающего сжатый воздух, бак, для которого нужен песок или другой абразив, рукоятки и шланга, соединяющего все детали. Для распыления установлено сопло. Его диаметр подбирается в зависимости от типа материала и требуемого конечного результата. Сопло самого маленького размера используют для создания гравировки, крупные – для удаления ржавчины.

Стоимость
Цена песка зависит от размеров фракции и объема закупки. Купить можно песок в мешках или навалом. Второй вариант значительно выгоднее, так как из-за расфасовки и наличия тары стоимость за куб вырастает. Перед приобретением обязательно следует уточнить степень очистки.
Таблица с ценами:
| Тип кварцевого песка и фракция, мм | Цена за 1 мешок, рубли | Цена за 40 мешков, рубли | |
| Окатанный | 0,1-0,2 | 250 | 150 |
| 0,5-1 | 250 | 165 | |
| Дробленый | 0,2-0,63 | 410 | 350 |
| 0,8-2 | 310 | 250 | |
Пескоструй не только помогает очистить поверхность, но и придает ей текстуру. Происходит это за счет того, что частицы абразива вбиваются в нее. Степень шероховатости зависит от его величины и мягкости. Именно благодаря свойству абразива прилипать к поверхности, стальное изделие приобретает повышенную адгезию со всеми видами лаков и красок. В итоге срок его эксплуатации увеличивается в несколько раз, но только при условии соблюдения правил обработки.
stroitel-lab.ru
Сопло для пескоструйного аппарата: особенности выбора и изготовления
Сопло, которое используется для оснащения пескоструйного аппарата, является важнейшим элементом конструкции такого устройства. Только правильно подобранное сопло позволит вам наиболее эффективно использовать пескоструйный аппарат по его прямому назначению: для очистки различных поверхностей от загрязнений, старых покрытий, следов коррозии, их обезжиривания и подготовке к дальнейшей обработке.

Для каждого применения можно подобрать сопло определенного диаметра, в зависимости от фракции используемого песка
Задачи, которые решает сопло пескоструйное, заключаются в сжатии и разгоне до требуемой скорости смеси, состоящей из воздуха и абразивного материала, а также в формировании рабочего пятна и его насыщении абразивом, воздействующим на поверхность обрабатываемого изделия. В зависимости от размеров поверхности, которую необходимо подвергнуть пескоструйной обработке, в соплах могут быть выполнены отверстия различных типов. Так, для обработки узких поверхностей применяют сопла с одинаковым диаметром по всей длине, а для очистки поверхностей большой площади используют изделия, отверстия в которых имеют больший диаметр на входе и выходе (тип «Вентури», разработанный в середине прошлого века).
Сущность пескоструйной обработки
Пескоструйная обработка предполагает воздействие на различные поверхности абразивным материалом. В качестве последнего используются песок, дробь, карбид кремния, мелкие шарики из стекла и т.д.

Пескоструйная обработка – это механическое воздействие на поверхность мелких твердых частиц
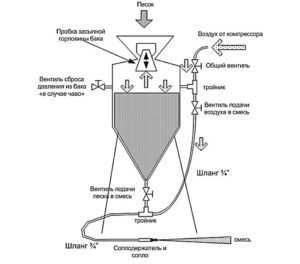
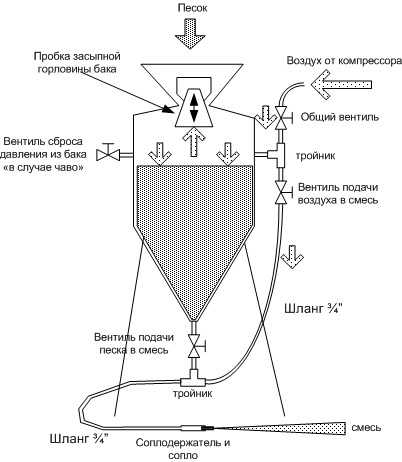
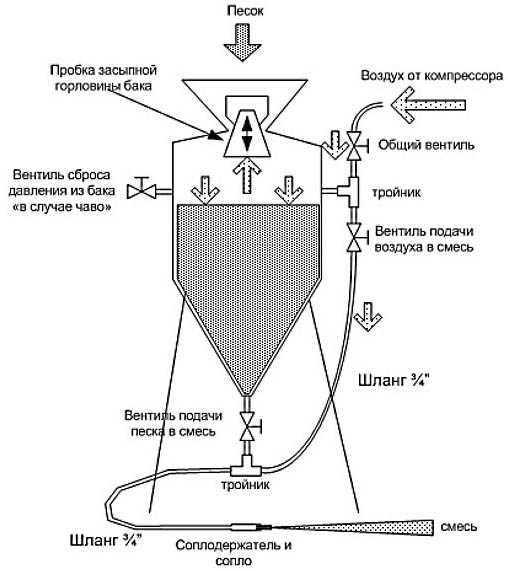
Перед началом обработки абразив помещают в герметичный бункер. По основному шлангу аппарата под большим давлением подается воздух, поступающий от отдельного компрессора. Проходя мимо отверстия заборного рукава, поток воздуха создает в нем вакуум, что и способствует всасыванию в основной шланг абразива. Уже смешанный с абразивом воздух поступает к пистолету, основным элементом которого является сопло пескоструйное, через которое абразивная смесь подается на обрабатываемую поверхность.

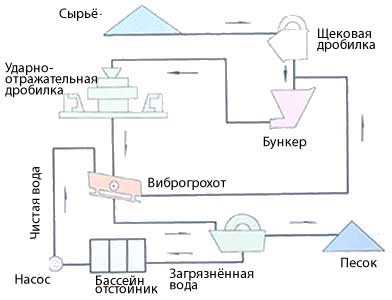
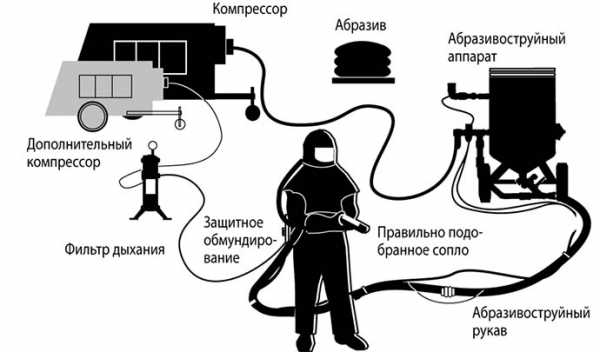
Схема участка пескоструйной обработки
Как уже говорилось выше, для выполнения пескоструйной обработки могут использоваться различные типы абразивных материалов. Выбор здесь зависит от типа поверхности, которую необходимо очистить. Так, обработка с использованием песка эффективна в тех случаях, когда необходимо удалить слой старой краски с бетонной поверхности, очистить кирпичные стены от остатков цемента, подготовить металлические детали к дальнейшей покраске. Такие абразивы, как пластик или пшеничный крахмал, успешно применяют в судостроительной, автомобильной и авиастроительной отраслях, с их помощью эффективно удаляют старые покрытия с композиционных материалов.
Конструктивные особенности сопла для пескоструйного аппарата
Основными параметрами сопла, устанавливаемого на пескоструйный аппарат, являются:
- диаметр и тип отверстия;
- длина;
- материал изготовления.

Абразивоструйные сопла различных конфигураций
Диаметр отверстия в сопле, которое фиксируется на пескоструйном аппарате посредством специального соплодержателя, выбирается в зависимости от того, какой производительностью должно обладать устройство. Производительность любого пескоструйного аппарата – как серийного, так и сделанного своими руками – зависит от мощности струи или объема воздуха, который в состоянии пропускать сопло в единицу времени.
Мощность струи, которую формирует сопло, прямо пропорциональна объему воздуха, который проходит через него в единицу времени. Соответственно, чтобы увеличить мощность пескоструйного аппарата, необходимо сделать в его сопле отверстие большего диаметра. Например, можно оценить мощность сопел, отверстия в которых имеют разные диаметры. Если сопло, диаметр которого соответствует 6 мм (1/4 дюйма), имеет мощность, равную 100%, то изделия с отверстиями больших диаметров будут отличаться следующей величиной данного параметра:
- 8 мм (5/16 дюйма) – 157%;
- 9,5 мм (3/8 дюйма) – 220%;
- 11 мм (7/16 дюйма) – 320%;
- 12,5 мм (1/2 дюйма) – 400%.
Чтобы еще лучше ориентироваться в мощности сопла с тем или иным диаметром внутреннего отверстия, можно принять во внимание, что изделия, диаметр в которых составляет 6 мм (1/4 дюйма), способны обеспечить среднюю мощность струи, равную 30 м3/час.

Таблица позволяет примерно оценить влияние диаметра сопла и давления воздуха на производительность и расход абразива
Если вы не собираетесь изготавливать сопло для аппарата пескоструйной обработки своими руками, то следует иметь в виду, что изделия, выпускаемые серийно, имеют стандартные диаметры отверстий, равные 6, 8, 10 и 12 мм.
На выбор такого параметра сопла, как его длина, оказывает влияние степень загрязненности очищаемой поверхности. Для пескоструйной обработки поверхностей, которые имеют незначительные загрязнения, выбираются более короткие сопла (7–8 см). Если же необходимо обработать поверхность, на которой имеются сложные загрязнения, длина сопла должна быть значительной (до 23 см). Более короткие сопла, устанавливаемые в стандартный соплодержатель, используются и в тех случаях, когда обработке требуется подвергнуть труднодоступные места.
Сопла, диаметр которых не изменяется по всей их длине, позволяют обеспечить скорость выхода абразивного материала 320 км/час, при этом давление смеси из воздуха и абразива, поступающей из такого сопла, составляет 6 атм. Сопла с каналом «Вентури» формируют струю абразивной смеси, скорость движения которой может доходить до 720 км/час. Понятно, что сопла с внутренними отверстиями такого типа повышают эффективность пескоструйной обработки.
Очевидно, что площадь потока у сопла типа VENTURI значительно больше, чем у обычного прямолинейного
Использование сопел с внутренними отверстиями, выполненными по типу «Вентури», позволяет предприятиям и специализированным компаниям не только увеличить производительность своего труда, но и значительно повысить качество выполняемой обработки. Что важно, применение изделий с такими каналами не требует приобретения специальных абразивов и не приводит к увеличению расхода сжатого воздуха.
Если сопла с отверстиями обычного типа для пескоструйных аппаратов можно сделать своими руками (хотя это и сложно), то изделия с каналом «Вентури» качественно изготовить в домашних условиях, не располагая специальным оборудованием, практически невозможно.
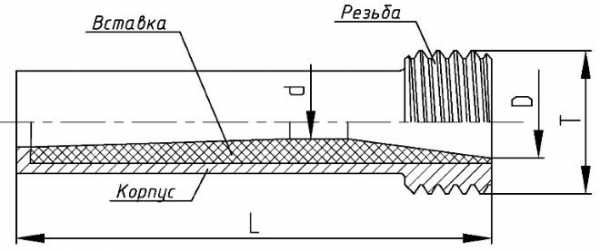
Устройство сопла пескоструйного с каналом Вентури: d — внутренний диаметр; D — заходной диаметр; Т — присоединительная резьба; L — длина сопла
Для изготовления сопел, в том числе и своими руками, могут быть использованы различные материалы, от выбора которых зависит долговечность изделия. Так, в зависимости от материала изготовления сопла для аппаратов пескоструйной обработки обладают следующей долговечностью:
- керамические изделия, которые в домашних условиях делают из обычных свечей зажигания, – 1–2 часа;
- сопла из чугуна – 6–8 часов;
- изделия, для производства которых был использован карбид вольфрама, – 300 часов;
- сопла, изготовленные из карбида бора, – 750–1000 часов.
Если в качестве абразивного материала в пескоструйном аппарате используется не песок, а стальная дробь, то долговечность сопел любого типа увеличивается в 2–2,5 раза.
Как правильно выбрать сопло для пескоструйной обработки
Выбирая сопло для своего пескоструйного аппарата, учитывайте тот факт, что самые недорогие изделия являются и самыми недолговечными. Такие сопла в итоге обойдутся вам дороже качественной продукции, особенно если вам предстоит выполнить большой объем работ.

Пескоструйные износостойкие сопла из карбида вольфрама
Для бытовых целей подходят сопла из чугуна и керамики. Многие домашние умельцы даже самостоятельно изготавливают керамические сопла, используя для этого отработанные свечи зажигания. Для того чтобы из такой свечи сделать сопло, достаточно удалить из ее керамической оболочки металлический электрод.
Используя для пескоструйного аппарата чугунные и керамические сопла, следует иметь в виду, что из-за своего ускоренного износа они увеличивают расход как воздуха, так и абразива, поэтому их не рекомендуется применять при выполнении масштабных работ. Дорогостоящие сопла из карбида бора и карбида вольфрама отличаются не только высочайшей долговечностью, но также и тем, что их можно использовать практически с любым абразивным материалом, за исключением карборунда и окиси алюминия. Этим, собственно, и объясняется достаточно высокая стоимость таких сопел для пескоструйного аппарата, которые способны прослужить очень долго, не теряя своих характеристик, не увеличивая расход абразивного материала и воздуха.
Применение таких изделий целесообразно во всех ситуациях, когда требуется выполнить большой объем работ по очистке различных поверхностей.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Оборудование для пескоструйной обработки – очистка металла + Видео
Оборудование для пескоструйной обработки предоставляет самый дешевый и один из наиболее эффективных методов очистки поверхности изделий, нуждающихся в ремонте или подготавливаемых к нанесению защитных покрытий.
1 Пескоструйная обработка – технология очистки поверхностей абразивом
Принцип пескоструйной обработки заключается в воздействии на очищаемый объект абразивных частиц, движущихся с большой скоростью, разгоняемых и доставляемых к поверхности предмета сжатым воздухом. В качестве абразивного материала применяется кварцевый песок, электрокорунд, стальные шлаки, дробь, которые направляются к изделию через специальное сопло (форсунку).

Рекомендуем ознакомиться
Пескоструйный метод позволяет получить различные уровни очистки. При обработке металлических поверхностей степень удаления грязи условно делят на 4 категории:
- с эффектом, близким к чистке металлической щеткой;
- обычная очистка, без зеркального блеска;
- почти до блеска;
- до полного блеска.
С поверхности металла можно устранить не только загрязнения (пригар, ржавчину, вторичную окалину и другие), но и различные покрытия (эмалевые, антикоррозионные, пластмассовые, цинковые, грунтовочную краску и так далее).
Пескоструйная технология дает возможность значительно продлить срок эксплуатации тех изделий, которые прошли очистку абразивом. Покрытия, нанесенные на обработанную поверхность, гораздо дольше служат и выполняют свою защитную функцию.
Производительность и качество струйной очистки абразивом в значительной степени зависимы от количества и давления подаваемого воздуха, который проходит через сопло. Для обработки бетона и камня достаточно 3–4 атм, при очистке металлоконструкций требуется 5–7 атм.
2 Оборудование для пескоструйной очистки металла
Для проведения пескоструйной очистки применяют специальное оборудование, позволяющее не только очистить, но и обезжирить поверхность металла,а это обеспечивает условия для последующих сварочных работ или нанесения на изделие краски. Оборудование для пескоструйной обработки металла обладает такими преимуществами, как достаточно высокая производительность, а также экономичность работы за счет возможности неоднократного использования абразивного материала.
Общая схема подобных устройств предполагает наличие компрессора, резервуара для песка (другого состава), пескоструйного пистолета (распылителя), комплекта трубопроводов (шлангов), по которым происходит транспортировка сжатого воздуха и облака абразивно-воздушной смеси (под давлением или действием разряжения).
Оборудование по способу подачи песка к воздушному соплу делят на 3 типа:
- всасывающего (эжекционного – за счет разряжения) действия;
- нагнетательного;
- гравитационного.
В агрегате эжекционного действия сжатый воздух по патрубку поступает в распылитель, где создает разряжение, за счет которого абразив из бункера засасывается через шланг в смесительную камеру пескоструйного пистолета. Песок, смешиваясь с воздухом, который его разгоняет, через сопло подается на обрабатываемую поверхность. В отличие от устройств нагнетательного действия, перемешивание абразива с воздухом в эжекционных агрегатах происходит только перед выходом из распылителя. Это оборудование безотказно в работе, простое по конструкции, с меньшим, чем у нагнетательного, износом шлангов и сопел, но его производительность небольшая.
В устройствах нагнетательного действия абразивный материал засыпается в бункер, откуда через клапан поступает в герметичную камеру, которая находится под воздушным давлением (в более простых установках песок засыпают сразу в емкость, подсоединенную к компрессору шлангом). Далее песок за счет давления транспортируется в смесительную камеру, где его подхватывает воздушный поток, поступающий по трубопроводу напрямую от компрессора.
Получившаяся смесь направляется по патрубку в головку с соплом, откуда выбрасывается в виде струи на очищаемую поверхность изделия. Двухкамерные агрегаты обеспечивают непрерывную работу. Их корпус разделен на 2 части (нижнюю и верхнюю), представляющие собой емкости с загрузочным клапаном. Нагнетательное оборудование обладает высокой производительностью, но характеризуется сложным устройством и достаточно быстрым износом шлангов и сопла.

В устройствах гравитационного действия песок из емкости ссыпается под воздействием силы тяжести (самопроизвольно) через клапанное отверстие в смесительную камеру, где смешивается с сжатым воздухом и подается в струйную головку. Конструкция некоторых разновидностей такого оборудования предполагает смешивание абразива с воздухом перед выходом из сопла. Гравитационные агрегаты надежны в работе, просты по устройству, потребляют сжатого воздуха меньше, чем эжекционные и нагнетательные.
3 Аппараты и камеры для пескоструйной обработки
Оборудование, применяемое для струйной очистки металла абразивом, бывает 2 типов:
- открытого – аппарат для пескоструйной обработки;
- и закрытого – камера.
Аппараты мобильны и используются для удаления грязи и покрытий с наружных и внутренних поверхностей бетонных, металлических конструкций. Устройство их чаще всего эжекционного типа. Основные преимущества аппаратов:
- просты в эксплуатации и обслуживании;
- позволяют осуществлять глубокую очистку объектов любых размеров и габаритов;
- транспортные колеса (в случае их наличия) обеспечивают хорошую маневренность аппарата;
- есть модели, оснащенные фильтром-водоотделителем, удаляющем избыточную влагу из подаваемого сжатого воздуха.

Работать таким оборудованием можно только на открытом пространстве или в специально предусмотренных для этого помещениях. Оператору требуется использовать специальные средства защиты (костюм, маску, фильтр для дыхания).
Камеры по типу подачи абразива выпускают двух видов – эжекционные и напорные. Размеры их различны, что позволяет производить обработку изделий, разных по габаритам. Для обеспечения непрерывности рабочего процесса камеры оснащены системами очистки воздуха и абразива. Главное преимущество такого оборудования – отсутствие потребности в создании специальных условий (помещений, площадок) для их установки и высокое качество очистки поверхностей посредством пескоструйного аппарата. Камеры существуют следующих видов:
- обитаемые;
- необитаемые.

Обитаемая камера для пескоструйной обработки – это помещение, в котором во время очистки внутри находится оператор. Конструкция этого оборудования такова, что все частички абразива и пыли сдерживаются внутри камеры и не распространяются по цеху. Пол обитаемой камеры устлан решетками, через которые в процессе обработки песок (или другой состав) с продуктами очистки заготовки попадает в систему сбора абразивного материала. Затем, после отделения ненужных частиц, песок вновь поступает в установку. Камера оснащена мощными воздушными фильтрами, очищающими отточный воздух.
В этом типе оборудования управление процессом обработки полностью возложено на оператора. Сам пескоструйный аппарат чаще всего расположен снаружи камеры, а внутри находится пистолет для подачи абразивно-воздушной смеси под давлением. Работа оператора достаточно безопасна благодаря специальным средствам защиты. В комплект оборудования для пескоструйной обработки в обитаемой камере входят:
- дистанционное управление;
- специальный защитный комбинезон пескоструйщика;
- специальные обувь и перчатки;
- шлем, закрывающий шею и лицо оператора;
- принудительная подача воздуха в шлем или фильтр дыхания.
Используют обитаемые камеры для очистки огромных изделий (листовой прокат, двутавр, швеллер, других). По принципу устройства условно делят на контейнерные (выполненные наподобие морских контейнеров) и изготовленные любого размера на заказ.
Необитаемая камера представляет собой прямоугольный герметичный металлический ящик. Оператор во время работы располагается перед таким оборудованием, руки продевает в предусмотренные отверстия с перчатками, а контроль за процессом очистки ведет через окно из оргстекла. Все необходимые операции с пескоструйной установкой выполняются руками, чтобы подать абразивно-воздушную смесь используется ножная педаль. Специфика конструкции таких камер допускает обработку только небольших деталей.
tutmet.ru