Хромованадиевая сталь. Сталь crv что это
Хромованадиевая сталь. CrV. Статьи компании «АРСЕНАЛ ИНСТРУМЕНТА»
Хромованадиевая сталь - Слесарное дело

Хромованадиевая сталь – это особый вид стали, получаемый путем различной комбинации входящих в её состав легирующих элементов. Так, сталь марки ASTM A-231 чаще всего используется для производства стальных инструментов (например, гаечных ключей), пружинной проволоки большого диаметра и других изделий, рассчитанных на высокие нагрузки. Физические, химические и механические свойства хромованадиевой стали обусловливают её высокую устойчивость к механическим нагрузкам, коррозионную стойкость и твердость, что делает этот материал идеальным для определенных областей применения. В процессе производства хромованадиевая сталь подвергается холодному волочению и термообработке, приобретая способность выдерживать ударные нагрузки при повышенных температурах.
Данный сплав образуется путем комбинации в различных пропорциях входящих в его состав компонентов. Процент содержания каждого легирующего элемента зависит от требуемых характеристик конечного продукта. Как правило, хромованадиевая сталь содержит большое количество хрома (от 0,80 до 1,10 %), около 0,18 % ванадия и 0,70-0,90 % марганца. Кроме того, в ней содержатся 0,50 % углерода, 0.30 % кремния, а также ничтожные количества других металлов. При изменении пропорций компонентов сплава эта сталь может изменять свои свойства сообразно конкретным областям применения.
Твердость промышленных марок хромованадиевой стали является их обязательным физическим свойством, так как именно она определяет, для каких областей применения рассчитан конкретный материал. Согласно шкале твердости по Роквеллу этот сплав имеет твердость C41-55. Этот материал характеризуется структурной прочностью, которая в сочетании с ударной вязкостью обеспечивает ему высокую усталостную прочность и износостойкость. Листовая хромованадиевая сталь хорошо поддается холодной формовке, в том числе фальцовке и расковке, при этом изделия из неё даже самой сложной формы не имеют никаких признаков растрескивания или деградации структуры материала. Существуют различные марки хромованадиевой стали, используемые в зависимости от их конкретных свойств. Так, например, марка SAE 6150 со средним или высоким содержанием углерода является идеальной для изготовления пружин, а высокоуглеродистая марка SAE 6195 используется в производстве шариковых и роликовых подшипников.
Минимальный предел прочности на разрыв хромованадиевой стали особенно высок по сравнению с другими сплавами и составляет, как правило, от 190 до 300 в зависимости от марки и номинального химического состава. Кроме того, этот материал обладает другими выгодными физическими свойствами, в том числе благоприятным модулем упругости и модулем упругости при кручении. Модуль упругости – это математическая мера склонности материала к упругой (т.е. непостоянной) деформации под действием приложенной силы, а модуль упругости при кручении – это коэффициент, используемый для оценки его жесткости. Модуль упругости данного сплава равен 30, а модуль упругости при кручении 11,5.
| Следующая > |
slesario.ru
Как выбрать отвёртку - Gvozdodёr
Инструмент для работы с внутренним профилем. Именно так официально называется знакомая нам всем отвёртка.
Свою историю по одной из версий отвёртка ведет из глубины 16 века, когда к ее созданию приложил руку сам Леонардо Да Винчи.
Казалось бы, что может быть проще, чем выбрать отвёртку? Пришел в магазин, выбрал и купил. Однако с виду элементарная конструкция инструмента таит в себе немало секретов.
Давайте разбираться, что и как устроено в отвёртке.
Конструкция отвёртки
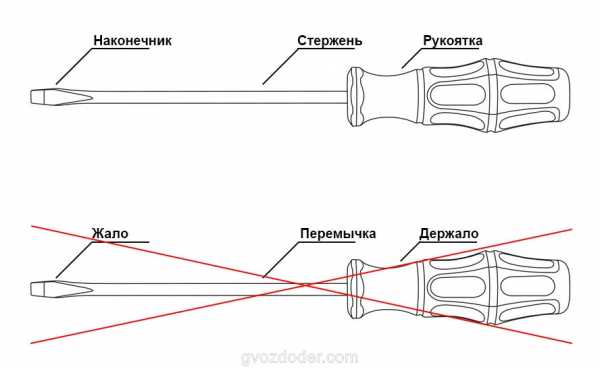
Основные детали отвёртки — это стержень и рукоятка. В свою очередь стержень имеет рабочую зону — наконечник со шлицем, а рукоятка состоит из материала основы, дополнительного слоя или накладок и опций, вроде отверстия и бойка под молоток.
Все эти детали и материалы в совокупности и влияют на качество изготовления отвёртки, её работоспособность и долговечность.
Стержень отвёртки
Ключевая рабочая деталь отвёртки — её стальной стержень.
Вид стали
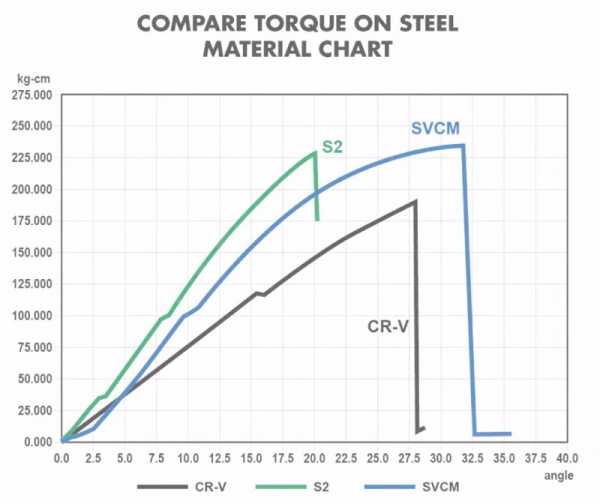
Марка стали напрямую влияет на характеристики стержня. На то, как ведет себя стержень по мере роста крутящего момента, прикладываемого к отвертке. Насколько он способен к упругой деформации, и в какой момент наступает необратимое разрушение.
Отвёртки, которые можно встретить в розничной продажи строительных магазинов и гипермаркетов, в основном снабжаются стержнями из таких видов стали, как:
- углеродистая сталь
- хром-ванадиевая сталь Cr-V
- хром-молибденовая сталь Cr-Mo
- сталь S2
- сталь SVCM
Самая доступная углеродистая сталь — удел простых и бюджетных отвёрток. Если на стержне нет никакой маркировки, значит перед вами именно такая сталь. Её единственный плюс — низкая цена.
Следующий вариант — хром-ванадиевая сталь. Это самый распространённый материал для отвёрточных стержней. Она обладает достаточной пластичностью. При высоких нагрузках Cr-V необратимо деформируется.
Крайне редко некоторые производители применяют хромомолибденовую сталь. Хотя Cr-Mo больше подходит для шарнирно-губцевого инструмента — пассатижей, кусачек. Она хорошо держит ударные нагрузки, но вот нагрузке на кручение противостоит слабо.
Одним из лучших вариантов стали для отвёртки считается легированная сталь S2. В её составе есть молибден и кремний. S2 хорошо сопротивляется нагрузке, но при достижении предела разрушается. Из-за низкой пластичности у неё низкий порог обратимой деформации. Иногда как улучшенный вариант S2 можно встретить сталь S3.
Сверхсовременная разработка сталеваров сталь SVCM. Её состав подобран специально под нужды производства отвёрток. SVCM сочетает в себе преимущества сталей Cr-V и S2 — твёрдость, жёсткость, пластичность и высокой порог обратной деформации.
Сечение стержня
Большая часть стержней для отвёрток имеет круглое сечение. Связано это с особенностью производственного цикла. Стержни изготавливают из проволоки, которую металлургические заводы вытягивают именно круглой.
 Отвёртка Jonnesway серии Full Star со стержнем круглого сечения
Отвёртка Jonnesway серии Full Star со стержнем круглого сеченияМенее распространенные варианты сечения стержня — квадрат и шестигранник.
| Отвёртка Jonnesway с квадратным стержнем | Отвертка LUX с шестигранным стержнем |
Такие сечения характерны для силовых отвёрток. Профиль стержня с гранями позволяет приложить к отвёртке дополнительное усилие с помощью гаечного ключа, многократно увеличив крутящий момент.

Покрытие стержня
Для защиты стали от преждевременной коррозии на поверхность стержней наносят защитное покрытие.
Чаще всего это матовое хром-никелевое покрытие, нанесенное методом гальванизации.
 Матовое покрытие стержней ударных отвёрток Thorvik
Матовое покрытие стержней ударных отвёрток Thorvik Хромированный стержень отвёртки Ombra Basic
Хромированный стержень отвёртки Ombra BasicНаконечник отвёртки
Основная рабочая часть отвёртки — её наконечник. Его еще иногда называют “жало”. Чтобы инструмент прослужил долго и не доставлял хлопот, выбирая отвёртку, присмотритесь к наконечнику внимательнее.
Качество обработки
В первую очередь следует визуально изучить качество обработки металла на наконечнике. Грани и поверхности должны быть аккуратно фрезерованы и отшлифованы. Не должно быть заусенцев и задиров.
 Наконечники силовых отвёрток LUX
Наконечники силовых отвёрток LUXЗащитный слой черной краски должен быть цел. Если краска потёрта или её нет вовсе, то скорее всего отвёрткой уже работали, и она не новая.
Если вы заранее знаете, отвёртку с каким шлицом собираетесь купить, захватите с собой в магазин образец крепежа. Хорошо обработанный наконечник должен плотно и без люфтов вставать во внутренний профиль шурупов и винтов.
Плотность прилегания наконечника отвёртки Jonnesway Full Star Ph3 к шлицам шурупа
Закалка
На глаз проверить степень закалки наконечника,конечно, не получится. Придется полагаться на честность продавцов и откровенность производителей. Но поинтересоваться, до какой твёрдости закалено жало, всё же стоит.
Лучшие образцы отвёрток могут похвастать наконечниками, закаленными до 52-58 HRC.
Намагниченность
А вот намагниченность, в отличие от закалки, легко проверить на месте. Достаточно приложить к наконечнику шуруп, гайку или винт.
У добротной отвёртки наконечник уверенно держит шуруп даже большого размера.

С намагниченным наконечником в будущем заметно упростится работа с крепежом. Примагниченный шуруп не соскочит с отвёртки, если вы заворачиваете его в труднодоступном месте.
Шлиц отвёртки
Наиболее распространенные виды отвёрток предлагаются со следующими шлицами:
- прямой шлиц SL
- крестовой шлиц Phillips или Pozidriv
- шестигранный шлиц Torx
Шлицы предлагаются в широком диапазоне размеров, как говорится, под любой хитрый винт.
Конечно, многообразие шлицев значительно шире. Но другие виды шлицев в форм-факторе классической отвёртки встречаются критически реже.
Выбор шлица зависит от того, какие задачи вы планируете решать с помощью отвёртки.
Рукоятка отвёртки
Рукоятка отвёртки не менее важна, чем стержень. При подборе инструмента следует изучить профиль рукоятки, материал основы, есть ли накладки или дополнительное покрытие. А также способность рукоятки выдерживать едкое воздействие нефтехимии.
Поперечный профиль рукоятки
Формы рукояток сейчас ограничены только фантазией проектировщиков и промышленных дизайнеров. И советовать — какую выбрать — не приходится, так как слишком много вариантов.
Но есть один параметр, который обязательно нужно изучить перед покупкой. Это поперечный профиль. Он напрямую влияет не столько на комфорт работы, сколько на величину крутящего момента, которое можно передать через отвёртку на крепеж.
Три основных вида профиля рукоятки — круглый, треугольный и шестиугольный.
Круглый профиль
 Круглый профиль отвёртки Matrix
Круглый профиль отвёртки MatrixВ поперечном сечении рукоятка представляет собой круг. Такая форма удобна при изготовлении — литьевые формы легко изготовлять. Однако по крутящему моменту это самый слабый вариант рукоятки. Ладони не за что надёжно зацепиться. Да и проскальзывания более чем вероятны.
Треугольный профиль
 Треугольный профиль отвёртки Ombra Basic
Треугольный профиль отвёртки Ombra BasicТреугольник в основе рукоятки — наилучший вариант с точки зрения крутящего момента. Треугольный профиль повторяет анатомическую форму сжатой ладони и позволяет передать на крепеж максимальное усилие.
Шестиугольный профиль
 Шестиугольный профиль отвёртки Jonnesway Full Star
Шестиугольный профиль отвёртки Jonnesway Full StarШестиугольный профиль рукоятки второй по качеству передачи крутящего момента на крепеж. Он лучше круглого, но уступает треугольному за счет меньшего соответствия анатомии руки.
Особую любой шестиугольные рукоятки снискали в Америке, где такая форма отвёрток считается классической.
Материал основы
Современные рукоятки отвёрток изготавливают из различных видов пластика и термопластичной резины. Времена деревянных ручек или цельностальных ручек ушли в прошлое.
Наибольшее распространение получили цельнолитые однокомпонентные и двухкомпонентные рукоятки. В качестве основы и тех, и других используются ударопрочные сорта пластика.
Нередко для декоративного эффекта двухкомпонентные рукоятки делают из прозрачного пластика.
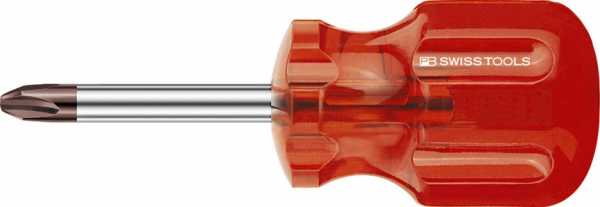 Однокомпоненная рукоятка отвёртки Swiss Tools PB195
Однокомпоненная рукоятка отвёртки Swiss Tools PB195В двухкомпонентных рукоятках в качестве основы чаще применяются непрозрачные пластики.
Прозрачность/непрозрачность пластика основы рукоятки не влияет на эксплуатационные характеристики.
Накладки или дополнительное покрытие
Если в однокомпонентных рукоятках кроме основы других материалов нет, то в двухкомпонентных присутствует второй поверхностный материал или накладки.
Такой материал одновременно увеличивает трение между рукой и отвёрткой и работает амортизатором.
 Рукоятка отвёртки Jonnesway Anti-slip Grip сверху покрыта сантопреном
Рукоятка отвёртки Jonnesway Anti-slip Grip сверху покрыта сантопреномАнтифрикционное покрытие может как закрывать почти всю площадь отвертки, так и представлять собой отдельные накладки в наиболее нагруженных трением плоскостях.
 В Ombra Basic резиновые накладки напоминают крылья
В Ombra Basic резиновые накладки напоминают крыльяОптимальным вариантом станут термопластичные накладки. При схожем коэффициенте трения они лучше амортизируют ударные вибрации, чем обычная резина. А значит с ними рука будет меньше уставать.
Защита от разъедания нефтехимией
Этот параметр важен для тех, кто собирается активно пользоваться отвёрткой в гараже. Там полно различной нефтехимии — бензин, автомасла, тормозная жидкость. Всё это довольно едко и может губительно сказаться на рукоятке.
Добротная рукоять сделана из материалов, выдерживающих воздействие нефтепродуктов. Пластик, термопластичная резина накладок — всё это должно жить даже, если уронить отвёртку в ведро с бензином.
Проверить у прилавка магазина стойкость материалов будет затруднительно. Поэтому, как минимум, нужно задать вопрос продавцу. Опытные торговцы знают, какие из отвёрток нейтральны к ГСМ, и всегда подскажут, на чем остановить выбор.
Дополнительные опции
Помимо центральных конструкционных элементов — стержня, наконечника и рукоятки — отвёртки некоторых производителей оснащены дополнительными фишками, делающими их повседневное использование чуточку удобнее или дополняющими инструмент новыми функциями.
Отверстие в рукоятке. Относится к опциям, повышающим комфорт использования. Отвёртку с ним можно повесить на инструментальный стенд или просто на гвоздь в стене.
 Отверстие в рукоятке отвёртки Dexell
Отверстие в рукоятке отвёртки DexellШлиц под силовое вращение. Добавляет отвёртке новую степень свободы. К шлицу можно приладить гаечный ключ и кратно увеличить усилие, прикладываемое к крепежу. Как правило, подобный шлиц есть у силовых отвёрток.
 Шлиц на отвёртке LUX
Шлиц на отвёртке LUX Шлиц на отвёртке Dexter
Шлиц на отвёртке DexterБоёк под молоток. Дополнительная стальная площадка на тыльной стороне рукоятки позволяет применять в работе молоток. Конечно, забивать шурупы с помощью системы “отвёртка — молоток” не стоит, но вот плотнее загнать наконечник во внутренний профиль заржавевшего винта — то что нужно.
 Боёк на отвёртке Jonnesway
Боёк на отвёртке JonneswayВ отдельных случаях, когда нет особого трепета к инструменту, отвёртку с бойком под молоток можно использовать как выколотку, кернер или даже зубило по камню.
Портрет идеальной отвёртки
В качестве резюме попробуем составить фоторобот идеальной отвёртки, которая прослужит долгие годы.
| Стержень | Сталь SVCM или S2Сечение — квадрат или шестиугольникПокрытие — зеркальный хром |
| Наконечник | Фрезеровка без задиров и заусенецЗакалка 52-56 HRCНамагниченность |
| Рукоятка | Треугольный поперечный профильДвухкомпонентный составАнтифрикционный второй слой или накладкиУстойчивость к нефтехимии |
| Дополнительные опции | Отверстие в рукояткеШлиц под силовое вращениеБоёк под молоток |
Благодарим компании Прайд, Мир инструмента, гипермаркеты Леруа Мерлен и Оби за участие в подготовке материала.
gvozdoder.com
Сталь 51CrV4
EN 10083-3 - Сталь закаленная и отпущенная.
Свойства химические:
| C | Cr | Mn | P | Si | V | S | Fe |
| 0,47-0,55 | 0,9 - 1,2 | 0,7 - 1,1 | <0,025 | <0,4 | 0,1 - 0,25 | <0,025 | Остальное |
Для сталей с повышенной способностью к механической обработке допускается S < 0.10%, при этом содержание Mn увеличивается на 0.15%
| +QT | |
| Закалка | 820 - 870 ⁰С, масло (период аустенизации 30 мин.) |
| Отпуск | 540 - 680 ⁰С (время отпуска 60 мин.) |
| Проба на закалку | 850 ± 5 ⁰С |
| Диаметр: 40 - 100 мм; | |
| Предел текучести | > 700 МПа |
| Временное сопротивление разрыву | 900 - 1100 МПа |
| Относительное удлинение | > 12% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Диаметр: 16 - 40 мм; | |
| Предел текучести | > 800 МПа |
| Временное сопротивление разрыву | 1000 - 1200 МПа |
| Относительное удлинение | > 10% |
| Относительное сужение | > 45% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Диаметр: < 16 мм; | |
| Предел текучести | > 900 МПа |
| Временное сопротивление разрыву | 1100 - 1300 МПа |
| Относительное удлинение | 9 - 40% |
| Относительное сужение | > 45% |
| Диаметр: 100 - 160 мм; | |
| Предел текучести | > 650 МПа |
| Временное сопротивление разрыву | 850 - 1000 МПа |
| Относительное удлинение | > 13% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Диаметр: > 160 мм; | |
| Предел текучести | > 600 МПа |
| Временное сопротивление разрыву | 800 - 950 МПа |
| Относительное удлинение | > 13% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 35 Дж |
Плоский прокат
| Толщина: 20 - 60 мм; | |
| Предел текучести | > 700 МПа |
| Временное сопротивление разрыву | 900 - 1100 МПа |
| Относительное удлинение | > 12% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Толщина: 8 - 20 мм; | |
| Предел текучести | > 800 МПа |
| Временное сопротивление разрыву | 1000 - 1200 МПа |
| Относительное удлинение | > 10% |
| Относительное сужение | > 45% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Толщина: < 8 мм; | |
| Предел текучести | > 900 МПа |
| Временное сопротивление разрыву | 1100 - 1300 МПа |
| Относительное удлинение | 9 - 40% |
| Относительное сужение | > 45% |
| Толщина: > 100 мм; | |
| Предел текучести | > 600 МПа |
| Временное сопротивление разрыву | 800 - 950 МПа |
| Относительное удлинение | > 13% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| Толщина: 60 - 100 мм; | |
| Предел текучести | > 650 МПа |
| Временное сопротивление разрыву | 850 - 1000 МПа |
| Относительное удлинение | > 13% |
| Относительное сужение | > 50% |
| Работа удара KV при 20 ⁰С | > 30 Дж |
| +А | |
| Твердость HBW | < 248 |
Вычисляемые свойства 51CrV4
Плотность: 7.81 г/см3
Другие наименования:
| Италия | 50 CrV 4, KVR |
| Великобритания | 735 A 51 - BS 970 Part 1, CMN |
| Швеция | VC 510 - Ovako |
| Франция | 50 CV 4 - Включена в 3 стандарта, 50 CrV 4, DAUPHIN 50CV4, TALABOT 50 CV 4, V.C.E., VCE |
| Венгрия | CrV 3 |
| Евронормы |
| 51CrV4 - EN 10083-3 |
| 1.8159 - EN 10083-3 |
| Аналоги |
| 51CrV4/1.8159 - EN 10277-5 |
| 51CrV4/1.8159 - EN 10132-4 |
| 51CrV4/1.8159 - EN 10250-3 |
| 51CrV4/1.8159 - EN 10089 |
basissteel.ru
PH000, PH0, PH00 из высокопрочной стали S2
Я присматривался к покупке набора с удлиненными битами, остановился на вполне уже изученных аналогичных от NANCH, но в Гирбесте мне на глаза попался вот этот, который очень уж похож на вышеупомянутый, но не имеет названия и не указан тип стали. Зато цена была значительно ниже. Посмотрев фото, мне показалось, что биты вполне приличные. Но вдруг пластилиновые? Тогда и таких денег за него жалко, ненавижу инструмент, который сделан из мягкого металла и буквально сразу же деформируется. Пускай даже и за 3-5 долларов за набор, работать им — одно мучение. Поэтому покупать не решился, но попросил для обзора. Самому интересно да и если годным окажется — обзор будет полезным многим. Кому лень читать — говорю сразу, за эти деньги просто отличный набор, биты из высокопрочной стали S2, однозначно рекомендую. «Надабрать» короче. Кому интересны подробности — под катом обзор с испытаниями на прочность (подручными методами) и сравнение с другими битами.Сначала расскажу немного о своих прежних наборах. На местном радиорынке я за 10-15 баксов лет, наверное, 9 назад купил вот такой наборчик для разборки всяческих девайсов, в основном мобильников. Набор с тех пор довольно активно использовался, и до сих пор живой, битами можно все еще работать. Дело в том, что его биты сделаны из прочной стали — CrV (Хром-ванадий). Но это касается бит. Ручка же была пластиковая, с телескопической металлической вставкой. От приличных нагрузок со временем она сломалась. Затем в оффлайне был куплен вот такой набор, имя бренда не вспомню, но один в один как хорошо известные здесь JACKLY или Jakemy.
Набор с тех пор довольно активно использовался, и до сих пор живой, битами можно все еще работать. Дело в том, что его биты сделаны из прочной стали — CrV (Хром-ванадий). Но это касается бит. Ручка же была пластиковая, с телескопической металлической вставкой. От приличных нагрузок со временем она сломалась. Затем в оффлайне был куплен вот такой набор, имя бренда не вспомню, но один в один как хорошо известные здесь JACKLY или Jakemy. А куплен он был по сути из-за удобной с виду ручки. Но и она не выдержала нагрузок. Провернулась металлическая вставка в пластике. В принципе, если ничего серьезней телефонов не крутить — то она выдержит, но поскольку от прошлого набора биты есть и побольше, да еще и крепкие — поэтому и ручке не легко приходилось. В общем я эту вставку посадил на клей и отдал этот набор.
А куплен он был по сути из-за удобной с виду ручки. Но и она не выдержала нагрузок. Провернулась металлическая вставка в пластике. В принципе, если ничего серьезней телефонов не крутить — то она выдержит, но поскольку от прошлого набора биты есть и побольше, да еще и крепкие — поэтому и ручке не легко приходилось. В общем я эту вставку посадил на клей и отдал этот набор. Себе оставил из него только вот эти 2 биты под экзотические шляпки. Как вы уже поняли, пришлось покупать еще 1 набор ради ручки. На этот раз был куплен уже в Китае вот такой набор.
Себе оставил из него только вот эти 2 биты под экзотические шляпки. Как вы уже поняли, пришлось покупать еще 1 набор ради ручки. На этот раз был куплен уже в Китае вот такой набор. Ручка выбиралась из тех соображений, что она сделана из цельного куска алюминия и уж точно не сломается ) А на биты мне было все равно, понятно что они будут «пластилиновые». На фото можно видеть, что биты до сих пор в отличном состоянии. Но это только по причине того, что они просто где-то валялись и каким-то чудом даже не потерялись, я ими даже и не думал пользоваться. Все вышенаписанное пригодится в дальнейшем, для понимания с какими битами идет сравнение.
Ручка выбиралась из тех соображений, что она сделана из цельного куска алюминия и уж точно не сломается ) А на биты мне было все равно, понятно что они будут «пластилиновые». На фото можно видеть, что биты до сих пор в отличном состоянии. Но это только по причине того, что они просто где-то валялись и каким-то чудом даже не потерялись, я ими даже и не думал пользоваться. Все вышенаписанное пригодится в дальнейшем, для понимания с какими битами идет сравнение.
А теперь вернемся к обзору нового набора.  Набор пришел в обычном пупырчатом пакете, без фирменной упаковки.
Набор пришел в обычном пупырчатом пакете, без фирменной упаковки.  При доставке ничего не пострадало, хотя при такой упаковке и имело все шансы, коробка вполне могла треснуть.
При доставке ничего не пострадало, хотя при такой упаковке и имело все шансы, коробка вполне могла треснуть. Набор поставляется в удобной и прочной пластиковой коробочке, сам набор и его коробка, как многие уже заметили, очень уж похожи на качественные под брендом NANCH.
Набор поставляется в удобной и прочной пластиковой коробочке, сам набор и его коробка, как многие уже заметили, очень уж похожи на качественные под брендом NANCH.  При работе части корпуса могут раскрываться на 180 градусов, либо вообще на 360 и верхняя крышка становится подставкой.
При работе части корпуса могут раскрываться на 180 градусов, либо вообще на 360 и верхняя крышка становится подставкой.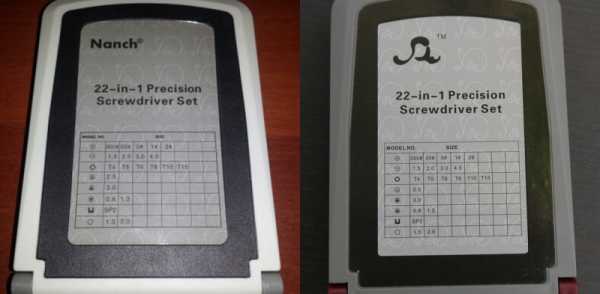 На сайте магазина название бренда, как и материал бит, вообще не указаны. В отзывах к оригинальным наборам NANCH я нашел фото (слева) обратной стороны и сравнил с обозреваемым (справа). Как видим, они очень уж схожи. Подделка это, либо какой-то ОЕМ вариант, я точно не знаю, но судя по тестам бит они уж точно не хуже и я склоняюсь ко второму варианту. Скорее всего это продукция одного конвейера.
На обратной стороне коробки указаны типоразмеры бит в наборе, но эта информация не совсем достоверная. Набор укомплектован немного иначе, указанная комплектация на сайте магазина отличается от представленной на упаковке.
На сайте магазина название бренда, как и материал бит, вообще не указаны. В отзывах к оригинальным наборам NANCH я нашел фото (слева) обратной стороны и сравнил с обозреваемым (справа). Как видим, они очень уж схожи. Подделка это, либо какой-то ОЕМ вариант, я точно не знаю, но судя по тестам бит они уж точно не хуже и я склоняюсь ко второму варианту. Скорее всего это продукция одного конвейера.
На обратной стороне коробки указаны типоразмеры бит в наборе, но эта информация не совсем достоверная. Набор укомплектован немного иначе, указанная комплектация на сайте магазина отличается от представленной на упаковке. 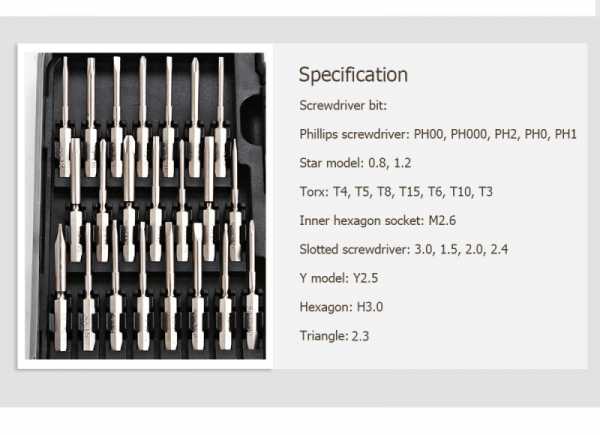 И, как ни странно, правильная информация указана именно на сайте, а не на коробке. Обычно бывает наоборот.
И, как ни странно, правильная информация указана именно на сайте, а не на коробке. Обычно бывает наоборот. Фактическое содержимое набора. Далее рассмотрим все биты на предмет качества изготовления и соответствия заявленным.
Фактическое содержимое набора. Далее рассмотрим все биты на предмет качества изготовления и соответствия заявленным.
Пойдем по порядку, согласно перечислению комплекта.
Первые биты типа Phillips (+): PH000, PH0, PH00, Ph2, Ph3 На битах видна маркировка стали — S2 и тип биты. Подозреваю, что выбито не очень хорошо по причине того, что сталь действительно высокой твердости.
На битах видна маркировка стали — S2 и тип биты. Подозреваю, что выбито не очень хорошо по причине того, что сталь действительно высокой твердости. Всего их должно быть 5, но их 6, 2 шт. PH0. На мой взгляд и 5 многовато для данного типа, лучше бы Torx побольше типов. А поскольку в коробке все места заняты, значит где-то чего-то не хватит ((
Всего их должно быть 5, но их 6, 2 шт. PH0. На мой взгляд и 5 многовато для данного типа, лучше бы Torx побольше типов. А поскольку в коробке все места заняты, значит где-то чего-то не хватит ((
Далее пятилучевые звездочки (Star): 0.8, 1.2
 Здесь все соответствует. Как видим, даже самые мелкие биты сделаны очень качественно, шлицы четкие.
Здесь все соответствует. Как видим, даже самые мелкие биты сделаны очень качественно, шлицы четкие.
Теперь, пожалуй, самый полярный тип для подобных наборов — Torx: T3, T4, T5, T6, T8, T10, T15  Вот и пропажа нашлась. Нет биты Т8, оказывается вместо нее лишняя была. Хотелось бы видеть в наборе и Т7, Т9, может еще Т20, ручка то позволяет и большие смело крутить.
Вот и пропажа нашлась. Нет биты Т8, оказывается вместо нее лишняя была. Хотелось бы видеть в наборе и Т7, Т9, может еще Т20, ручка то позволяет и большие смело крутить.  С качеством и тут тоже все отлично.
С качеством и тут тоже все отлично.
Прямой шлиц (Slotted): 1.5, 2.0, 2.4, 3.0  Все соответствует.
Все соответствует.
И все остальные вместе: M2.6, треугольная 2.3, Y2.5, шестигранник h4.0. Все соответствует.
Все соответствует. Но не совсем понятен смысл одного шестигранника, лучше бы еще 1 из последних, например Y другого размера или что-то другое редкое.
Размеры бит:
Но не совсем понятен смысл одного шестигранника, лучше бы еще 1 из последних, например Y другого размера или что-то другое редкое.
Размеры бит: Общая длина бит 45 мм, рабочая часть 25 мм, более тонкие биты имеют «ступеньку», до нее 17 мм, из ручки выступает 35 мм.
Общая длина бит 45 мм, рабочая часть 25 мм, более тонкие биты имеют «ступеньку», до нее 17 мм, из ручки выступает 35 мм.  Да, это не самые длинные биты, но с ними успешно разобрать абсолютное большинство домашней техники шансы значительно повышаются, по сравнению с «обычными» короткими битами. Они годятся в основном для планшетов/телефонов, но не способны выкрутить шурупы из углублений.
Да, это не самые длинные биты, но с ними успешно разобрать абсолютное большинство домашней техники шансы значительно повышаются, по сравнению с «обычными» короткими битами. Они годятся в основном для планшетов/телефонов, но не способны выкрутить шурупы из углублений.
Теперь рассмотрим подробнее ручку. Ручка полностью металлическая, а точнее алюминиевая либо из сплава на его основе. На верху имеется проворачивающийся наконечник, в месте хвата пальцами — цепкая накатка.
Ручка полностью металлическая, а точнее алюминиевая либо из сплава на его основе. На верху имеется проворачивающийся наконечник, в месте хвата пальцами — цепкая накатка.  Рукоятка в длину 12 см, с учетом выдвинутого встроенного удлинителя — чуть менее 20 см.
Рукоятка в длину 12 см, с учетом выдвинутого встроенного удлинителя — чуть менее 20 см. Диаметры в разных частях, отвертка довольно толстая, это хорошо для прикладывания значительного усилия при работе.
Диаметры в разных частях, отвертка довольно толстая, это хорошо для прикладывания значительного усилия при работе.  В руку ложится очень хорошо, работать удобно. Бита в держатель садится с небольшим люфтом, при использовании удлинителя есть еще и люфт самого удлинителя. Но не критично, работе не мешает.
В руку ложится очень хорошо, работать удобно. Бита в держатель садится с небольшим люфтом, при использовании удлинителя есть еще и люфт самого удлинителя. Но не критично, работе не мешает.  Для выдвижения удлинителя нужно пальцами вперед потянуть черное кольцо фиксатора вперед (по направлению белой стрелочки).
Для выдвижения удлинителя нужно пальцами вперед потянуть черное кольцо фиксатора вперед (по направлению белой стрелочки). Выдвигать его можно на необходимую длину.
Выдвигать его можно на необходимую длину.
Теперь тесты, проверим их на прочность с помощью подручных инструментов и сравним с битами из других наборов. Первым делом я взял надфиль и сначала ближе к рабочей части чирканул по несколько раз плоскостью по граням бит, затем повыше раз по 8 ребром. Нижняя бита ожидаемо поддалась легко (потому что сделана из говна мягкой стали), надфиль вгрызается хорошо. Белая бита (вторая снизу), чуть покрепче, но тоже неплохо точится. Как мне показалось, у нее какое-то более твердое покрытие, а внутри тоже мягкий металл, хотя однозначно лучше первой. Третья бита (серая, из CR-V), это довольно хорошая прочная бита из твердой стали, ее сточить уже гораздо сложнее. И самое интересное — верхняя бита из обозреваемого набора. Да она слегка поцарапалась, но из-за твердости материала гранью напильника мне не удалось на одном месте сделать поперечную полоску, напильник скользил.
Нижняя бита ожидаемо поддалась легко (потому что сделана из говна мягкой стали), надфиль вгрызается хорошо. Белая бита (вторая снизу), чуть покрепче, но тоже неплохо точится. Как мне показалось, у нее какое-то более твердое покрытие, а внутри тоже мягкий металл, хотя однозначно лучше первой. Третья бита (серая, из CR-V), это довольно хорошая прочная бита из твердой стали, ее сточить уже гораздо сложнее. И самое интересное — верхняя бита из обозреваемого набора. Да она слегка поцарапалась, но из-за твердости материала гранью напильника мне не удалось на одном месте сделать поперечную полоску, напильник скользил.  Очевидно, это бита действительно из высокопрочной стали, тверже CR-V. Но это дело я частично списал на то, что не смог на одном месте сделать четкую полоску. Я зафиксировал ее и теперь более точно работал напильником, к тому же сделал в 2-3 раза больше движений, чем в прошлый раз и на все остальных битах. В результате появилась четкая полоска, но это скорее царапины. Она еле чувствуется ногтем.
Очевидно, это бита действительно из высокопрочной стали, тверже CR-V. Но это дело я частично списал на то, что не смог на одном месте сделать четкую полоску. Я зафиксировал ее и теперь более точно работал напильником, к тому же сделал в 2-3 раза больше движений, чем в прошлый раз и на все остальных битах. В результате появилась четкая полоска, но это скорее царапины. Она еле чувствуется ногтем.
Теперь сравним твердость имеющихся бит с помощью молотка. Методика такая: на плоскость кладем одну из трех бит, а биту из набора ставим перпендикулярно, ребром на плоскость грани. Затем удар молотком, следующая бита. Усилие удара на сколько это возможно, одинаковое.
Затем удар молотком, следующая бита. Усилие удара на сколько это возможно, одинаковое.  Результаты вполне ожидаемые, более мягкие биты промялись, как пластилин, бита из CR-V — незначительно, но промялась. А что же с ребром биты из S2?
Результаты вполне ожидаемые, более мягкие биты промялись, как пластилин, бита из CR-V — незначительно, но промялась. А что же с ребром биты из S2? А ребро целое. После трех ударов абсолютно не деформировалось, это следы от других бит. На этом же снимке хорошо видно след от ребра напильника. Глубокой бороздки нет.
А ребро целое. После трех ударов абсолютно не деформировалось, это следы от других бит. На этом же снимке хорошо видно след от ребра напильника. Глубокой бороздки нет.  Да, ребро продавить плоскость грани проще. Теперь поменяем биты местами. На плоскость кладем уже биту из S2, а по плоскости по очереди бьем ребрами каждой из трех других бит.
Да, ребро продавить плоскость грани проще. Теперь поменяем биты местами. На плоскость кладем уже биту из S2, а по плоскости по очереди бьем ребрами каждой из трех других бит.  Осмотрим результаты. У верхней биты смялось ребро, на бите из набора на грани остался след с остатками материала от первой биты, вмятины нет. На бите из CR-V осталась небольшая засечка на ребре, на обозреваемой самое минимальное повреждение, еле-еле его можно как-то ногтем почувствовать. Третья темная бита вообще не оставила следов и сама промялась.
Осмотрим результаты. У верхней биты смялось ребро, на бите из набора на грани остался след с остатками материала от первой биты, вмятины нет. На бите из CR-V осталась небольшая засечка на ребре, на обозреваемой самое минимальное повреждение, еле-еле его можно как-то ногтем почувствовать. Третья темная бита вообще не оставила следов и сама промялась. 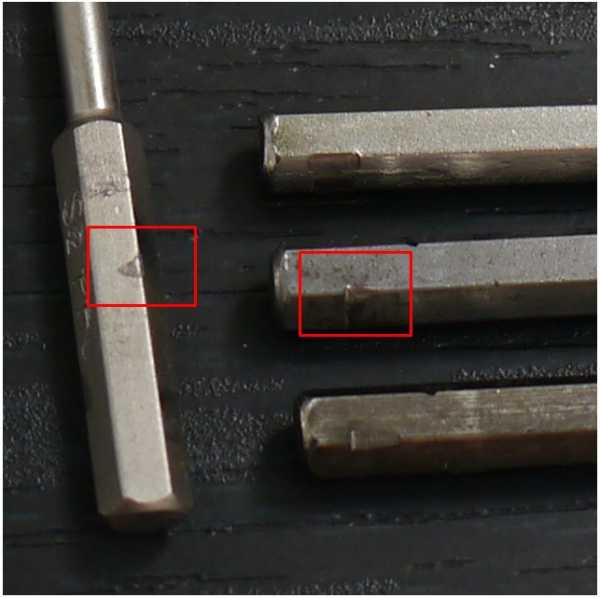 С немного другого ракурса, тут уже лучше видно, что на обозреваемой бите от серой биты не вмятина, а зеркальный отпечаток засечки на другой бите. На грани самое минимальное повреждение, чуть-чуть скруглилось ребро вместе контакта.
С немного другого ракурса, тут уже лучше видно, что на обозреваемой бите от серой биты не вмятина, а зеркальный отпечаток засечки на другой бите. На грани самое минимальное повреждение, чуть-чуть скруглилось ребро вместе контакта.
Затем твердость металла решил проверить и на стекле, точнее на зеркале. Вертикальный ровный след — это от стеклореза. Как видите, от острого шлица биты остаются внушительные царапины.
Вертикальный ровный след — это от стеклореза. Как видите, от острого шлица биты остаются внушительные царапины.  Для сравнения повторил те же действия битой из CR-V. Давил даже сильнее, но остались еле заметные следы. Пластилиновыми битами даже не стал пробовать.
Для сравнения повторил те же действия битой из CR-V. Давил даже сильнее, но остались еле заметные следы. Пластилиновыми битами даже не стал пробовать.
Потом просто попробовал немного поработать отверткой. Первым разобрал нож с винтами на фиксаторе резьбы. С толстой ручкой удается приложить хороший крутящий момент, а благодаря прочности бит не слизалась ни она сама, ни шляпка. Да и пошло все довольно просто. Вспоминаю прежние мучения с разборкой ножей…
Первым разобрал нож с винтами на фиксаторе резьбы. С толстой ручкой удается приложить хороший крутящий момент, а благодаря прочности бит не слизалась ни она сама, ни шляпка. Да и пошло все довольно просто. Вспоминаю прежние мучения с разборкой ножей…
 Тут тоже все без проблем, единственное надо обратно заворачивать аккуратно, чтобы не свернуть резьбу в пластике.
Тут тоже все без проблем, единственное надо обратно заворачивать аккуратно, чтобы не свернуть резьбу в пластике.
 Битой Т15 повыкручивал закисшие саморезы из алюминия, назад зажимал с хорошим усилием, ничего не пострадало. Биты намагничены, но слабо, винтики еле держатся, хотелось бы посильнее.
Битой Т15 повыкручивал закисшие саморезы из алюминия, назад зажимал с хорошим усилием, ничего не пострадало. Биты намагничены, но слабо, винтики еле держатся, хотелось бы посильнее.  Большие саморезы тоже удается зажать с большим усилием без проблем.
Большие саморезы тоже удается зажать с большим усилием без проблем.
Заключение. Набор отличный, своих денег определенно стоит, смело рекомендую к покупке. Работать им приятно, а самое главное с ним разбирать и собирать устройства будет действительно проще и удобнее, ведь биты не свернутся на первом же устройстве, а благодаря их длине позволят добраться до шляпки в углублении. Я считаю, что лучше немного переплатить за этот, чем покупать один за одним более дешевые и постоянно их менять то из-за провернутой ручки, то из-за мягких бит. Плюсы:Биты из высокопрочной стали — Удобная металлическая ручка со встроенным удлинителем — Качество изготовления — Удобная коробка из прочного пластика
Минусы: — Есть люфты, работе никак не мешают, но они есть и не отметить это не могу — Ошибка в комплектации, вместо биты Т8 оказалась еще одна РН0
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Насколько острый нож острый? - Часть 2 - Метал - Весенний ветер, профессия

Ниже описанные данные некоторых материалов собраны из разных источников. Сам подобной практики работы с металлом не имею и только видел, как работают и что рассказывают разные мастера. Упомянутые в описании разделении по категориям из поста ранее.
55Si7 пружинная стальC:0,55%/Si:1,8%/Mn:0,8%/Cr:0,4%Mo:0,4%/Ni:0,4%Отлично подходит для демонстрационного оружияЭкстремально устойчивая против шоковых эффектов при сравнительно высокой прочности/закалке
- Уровень твёрдости примерно 56-58 HRC
- Достаточно поддаётся обработке
- Рекомендуется для демонстрационного оружия с хорошей характеристикой против поломки
- Применимы для категории Г
1.1274 (C100 углеродная сталь)C:1% / Mn: 0,45% / Si: 0,2%Сталь для лезвий с крайне острой режущей кромкой
- Твёрдость примерно 61-62 HRC
- Цвет материала в дамасском сплаве – темно серый
- Отлично подходят для группы А и Б
- Сварка огнём возможна
- Отлично подходит для повышения углерода в дамасских клинках
Закалка 810°C / отпускание при 160°C für примерно 1 час до золотисто жёлтого цвета = ca. 56-58 HRC (ВАЖНО: наикратчайшим способом опустить в масло, так как на остывание на воздухе приведёт к недостаточной закалке!)
1.2235 (80CrV2) Сталь для мечей и кухонных ножейC:0,8%/Si:0,3%/Mn:0,5%/Cr:0,5%/V:0,15% Очень прочный и достаточно стойкий материал, который можно использовать для рубки
- Цвет материала в дамасском сплаве – темно серый
- Твёрдость примерно 61 HRC
- Поддаётся обработке
- Применим для массивных ножей и острых мечей
- Очень хорошие смешанные качества для категории с Б по Г
1.2842 (Ножевая сталь)C:0,9% / Mangann:1,9% Очень хорошая ножевая сталь
- Цвет материала в дамасском сплаве – чёрный
- Твёрдость примерно 62 HRC
- Обрабатывается сравнительно легко
- Рекомендуется для лезвий с очень частым использованием
- Идеально подходит для категории Б и В
- Идеально используется в дамасском сплаве 75Ni8 и 1.2235
75Ni8 - 15N20 (Никелевая сталь)Сталь с большим содержанием никеляC:0,75% / Ni:2,0%
- Цвет материала в дамасском сплаве – серебристый
- твёрдость примерно 61 HRC
- поддаётся сварке огнём
- идеально применим при производства дамаска в соединении, например 1.2842+1.2235
- для прочных и довольно острых клинков
- рекомендуется для категории Б
1.2519 (Ножевая сталь)Сталь с самой острой кромкой
- Цвет материала в дамасском сплаве – серый
- Достигаемая твёрдость почти 62-64 HRC
- Самая высокая острота за счёт вольфрамовой лигатуры
- Для самых острых клинков категории А до В
C75 (1.1248) (чистая углеродистая сталь)Классика среди материалов для клинков
- Цвет материала в дамасском сплаве – серый
- Твёрдость примерно 60 HRC
- Просто в обработке и закалке
- Закалка с глине придаёт красивые линии
- Рекомендуется для простых ножей, кухонных ножей и фехтовальных снарядов
- Хорошие результаты для категории Б и В
1.2067 ( 1.3505) (Сталь)Ножевая сталь очень похожая по составу, как и 1.3505
- Цвет материала в дамасском сплаве – серый
- Твёрдость примерно 63HRC
- Кромка довольная стойкая применима для группы Б
- Рекомендуется для кухонных и охотничьих ножей
О парочке нержавеющих материалов расскажу в следующий раз.
wlad-1978.livejournal.com
основные марки. Проверь перед покупкой
Ножевая сталь: основные марки. Проверь перед покупкой

➡ Импортные ножевые стали:
● 1095/1080/1070/.../1050/...
Обычная углеродистая сталь, используемая для изготовления ножей. Страна изготовления - США. Низкая коррозионная стойкость. Число «10» в начале номера указывает на то, что эта сталь специально разработана для производства ножей. Последние две цифры в номере показывают количество углерода - соответственно чем его меньше - тем сталь мягче и хуже держит заточку. Стали из этой серии с низким содержанием углерода используются при изготовлении мечей, где требуется пластичность. Для ножей обычно берется 1095. Применяется при производстве ножей Ka-Bar и Cold Steel. Аналоги - наши У8, У10А.
● 12С27
Нержавеющая сталь, производится в Швеции. Содержание углерода - 0,6%. Простая и качественная сталь. Посторонние примеси отсутствуют. Аналог - 420НС.
● 15N20
Инструментальная сталь. Страна производства - Швеция. Используется при изготовлении дамасской стали.
● 154СМ
59-62 HRC. Высокотехнологичная нержавеющая подшипниковая сталь. Страна изготовления - США. Аналог ATS-34. Высокая жесткость. Одна из лучших сталей для ножей, достаточно дорогая. Используется в ножах «Spyderco» и «Benchmade».
● 1770 SS / 1778 SS / 1870 SS
SS - Sweden Standart. Серия хорошей шведской конструкционной стали.
● 3Cr13
Нержавеющая сталь, страна производства - Китай. Это модификация стали марки 440А, закаленная до 57 HRC. Используется при производстве ножей среднего ценового диапазона. Также идет на изготовление топоров.
● 3G
Композитная порошковая сталь для ножей. Страна изготовления - Швеция. Содержание углерода - 1,4%. Показатели твердости, жесткости, ударной вязкости, износоустойчивости и антикоррозионной стойкости - на высшем уровне.
● 420
Содержание углерода 0,5%. Самая простая и дешевая ножевая сталь. Высокая стойкость к коррозии. Мягкая, плохо держит заточку, но затачивается без проблем. Область применения - дешевый Китай и различные кухонные ножи. Аналог - японская AUS-4. Если на дешевом ноже имеется надпись типа «Stainless», «Inox», «Super-steel» и т. д. - то это скорее всего и есть 420-я сталь.
● 420J2
Японская нержавеющая сталь, дешевая, как правило используется в композиционных сплавах, проста в обработке. Слабая износостойкость. Используется в недорогих ножах, произведенных на бескрайних просторах Юго-восточной Азии. Что бы компенсировать мягкость 420-й стали приходится увеличивать толщину клинка.
● 420HC
Высокоуглеродистая ножевая сталь. Легка в обработке, антикоррозионная, средняя прочность, но хорошо держит режущую кромку. Достаточно низкая стоимость. Наибольшее применение нашла у фирмы «Buck», причем 420HC от «Buck» значительно превосходит 420HC других ножеделов. Это достигается проводимой криогенной обработкой. Аналог - шведская 12С27.
● 440А
56 HRC. Нержавеющая сталь. Содержание углерода - 0,75%. Хорошо сопротивляется коррозии. Качественный сплав, хорошо выдерживает нагрузки. Широко используется в ножах фирмы «SOG». Если на клинке стоит маркировка «440», либо «440 Series Stainless» - то это скорее всего 440А.
● 440В
58 HRC. Содержание углерода 0,9%. хорошо сопротивляется коррозии. Качественный сплав, хорошо выдерживает нагрузки. Аналог - японская AUS-8. Широко используется фирмой «Randell».
● 440С
60 HRC. Высокотехнологичная нержавеющая сталь, содержание углерода - 1,2%. хорошо держит РК. Одна из самых сбалансированных по своим свойствам ножевая сталь. Сталь 440С более дорогая, чем 440А и 440В. Аналог - японская AUS-10. Стоит отметить, что 440С у испанских ножей более мягкая, чем у остальных европейцев.
● 5160
Профессиональная высококачественная пружинящая сталь. Очень прочна, хорошо держит РК. Популярна в изготовлении ножей для тяжелых работ.
● 52100
Подшипниковая сталь. Низкая прочность и стойкость к коррозии. Но хорошо держит заточку. Аналог - ШХ15. Широко применяется для изготовления охотничьих ножей.
● 8Cr13MoV
56-58 HRC. Ножевая сталь с высоким содержанием углерода, хрома, ванадия и молибдена. Страна изготовления - Китай. Хорошо держит заточку и хорошо затачивается. Используется «Spyderco». Близка к японской AUS-8.
● 8Cr14MoV
То же самое, что и 8Cr13MoV, но за счет повышенного содержания хрома более антикоррозионная. Многие китайские реплики изготавливаются из этой стали.
● 9Cr14MoV
За счет большего содержания углерода чуть тверже, чем 8Cr13MoV. Широко используется на китайских репликах. Режет для ножей этой ценовой категории хорошо и легка в заточке.
● А-2
60-62 HRC. Американская углеродистая самозакаливающаяся инструментальная сталь. Высокая прочность и
способность держать заточку. Используется Крисом Ривом (Chris Reeve) в боевых ножах.
● ATS-34
58-60 HRC. Высокотехнологичная нержавеющая сталь. Страна изготовления - Япония, Hitachi. Аналог 154СМ. Высокая жесткость. Одна из лучших сталей для ножей, достаточно дорогая. Используется в ножах «Spyderco» и «Benchmade».Также используется для изготовления бритвенных лезвий и лопаток реактивных турбин.
● ATS-55
В отличии от ATS-34 не содержит молибден, соответственно более дешевая. Встречается у Spyderco.
● AUS-4
54 HRC. Редкая нержавеющая дешевая сталь из-за низкого содержания углерода. Страна изготовления - Япония. Быстро теряет заточку, но легко затачивается. Аналог - 420-я сталь.
● AUS-6
56 HRC. Нержавеющая сталь. Страна изготовления - Япония. Аналог 440А. Используется фирмой «Al Mar».
● AUS-8
58 HRC. Нержавеющая ножевая сталь. Страна изготовления - Япония. Аналог 440В. Широко применяется благодаря хорошей износоустойчивости. Используется фирмой «Cold Steel».
● AUS-10
60 HRC. Нержавеющая ножевая сталь. Страна изготовления - Япония. Аналог американской 440С, но из-за меньшего содержания хрома менее коррозионностойкая. Хорошая износоустойчивость.
● Beta-ti Alloy
Титановый сплав. Водолазные и кухонные ножи.
● BG-42
60-64 HRC. Японская нержавеющая сталь для ножей. Высокая жесткость, хорошо держит РК. Эту сталь в своих ножах «Sebenza» использует Крис Ривз (Chris Reeves).
● Blue Paper Super
Легированная сталь. Производится в Японии. Идет на изготовление профессиональных поварских ножей.
● Carbon V
Марка стали, владельцем которой является Cold Steel. По свойствам это ножевая сталь схожа с О-1 и 1095.
● CowryX (RT-6)
63-67 HRC. Аморфный металлический коррозионностойкий сплав. Страна изготовления - Япония.
● CowryY (CP-4)
61-64 HRC. Аморфный металлический коррозионностойкий сплав. Страна изготовления - Япония.
● CPM 440V
Хорошая нержавеющая сталь для ножа. Хорошо держит РК, затачивается с трудом. Эту сталь использует Sean McWilliams
● D-2
60-62 HRC. Инструментальная ножевая сталь, которую также называют «полунержавейкой». Более коррозионностойкая, чем углеродистые стали, но до свойств «нержавейки» не дотягивает. Высокая прочность, хорошо держит заточку. Аналог - наша Х12МФ. Страна изготовления - Япония. Применяется в ножаж Bob Dozier, Benchmade. Оптимальна для универсального ножа. Не поддается окончательной полировке. Хорошие ножи из D2 выпускает SteelClaw.
● DAMASTEEL
Сталь, полученная методом порошковой металлургии. Не является сплавом.
● ELMAX
Инструментальная сталь. Широко используется скандинавскими кузнецами.
● GIN-1 (G-2)
Хорошая нержавеющая сталь для ножа. Достаточно редка. Используется в ножах«Spyderco».
● Н-1
58 HRC. Нержавеющая сталь для ножа. Отличная коррозионная стойкость, хорошие режущие свойства, отлично держит заточку. Сложна в обработке. Используется обычно в ножах «Spyderco».
● INFI
Эксклюзивная сталь для ножа, используется только фирмой «Busse».
● Inox
54-57 HRC. Высокопрочная нержавеющая сталь для ножей. Повышенная коррозионная стойкость. Широко применяется фирмой «Opinel».
● КК
Легированная сталь, Япония, Hitachi. Используется в производстве поварских ножей и бритв.
● L-6
Сталь для ленточных пил. Высокая прочность, хорошо держит РК.
● LAK41, LAK42
Ножевая сталь, используемая в производстве дешевых кухонных ножей.
● М-2
61-66 HRC. Быстрорежущая инструментальная сталь, используемая в производстве ножей. Идеально держит заточку. Низкая коррозионная стойкость и чувствительность к ударным нагрузкам. Применяется для производства фрез и сверл. Используется компанией «Benchmade».
● Marss 500
Нержавеющая сталь. Широко применяется на шведских ножах.
● О-1
60-64 HRC. Хорошая углеродистая сталь масляной закалки для изготовления клинков. Несмотря на невысокую стоимость отличается хорошей прочностью. Применяется фирмой «Randall Made Knives». Легка в ковке. Быстро ржавеет.
● Rostfrei
Нержавеющая сталь, Германия.
● S-Star
Недорогая нержавеющая сталь, идет на изготовление кухонных ножей.
● S30V (CPM S30V/S60V/S90V)
Нержавеющая мартенситная порошковая сталь для ножей. Разработана Крисом Ривом (Chris Reeve) и Диком Барбером (Dick Barber). Высокая прочность. Применяется многими производителями ножей. Высокая коррозионная стойкость и ударная вязкость. Все это семейство сталей хорошо держит заточку, особенно S60V и S90V. Но зато они более хрупки, чем S30V и их сложнее точить. Эти стали являются оптимальными для универсальных ножей. Другое название этих сталей - «металлическое стекло». Широко используются компаниями «Leatherman» и "Zero Tolerance".
S30V - 58-61 HRC
S60V – 55-57 HRC
S90V - 56-59 HRC
И еще из этой линейки:
CPM S110V
CPM S125V
CPM 1V - 57-59 HRC
CPM 3V - 58-60 HRC
CPM 9V - 54-56 HRC
CPM 10V - 60 HRC
CPM 15V - 61-63 HRC
CPM M4 - 60-64 HRC – специальная быстрорежущая инструментальная сталь
CPM D2 - 60-62 HRC
● Silver 1,3,5
Марка нержавеющей японской стали. Используется при изготовлении кухонных ножей и ножниц.
● SG2
64 HRC
● SRK-8
Инструментальная японская сталь. Как правило используется для изготовления сельскохозяйственных инструментов.
● Stellite 6K
42-46 HRC
● T508, Т113
Французские стали.
● Talonite
44-49 HRC
● Vascower
Очень редкая сталь ввиду сложности обработки. Превосходная износостойкость
● VG-10
59-61 HRC. Японская ножевая сталь. Заточку держит средне. Высокая коррозионная стойкость. Хорошо обрабатывается. Как правило идет на изготовление поварских ножей.
● W1, W2
Углеродистая сталь, идет на изготовление напильников.
● YXR7
61-65 HRC
● ZDP-189
Порошковая ножевая сталь высшего качества. Страна изготовления - Япония, Hitachi. Аналогов у этой стали пока нет. Применяется в ножах premium-класса. Высокая стоимость. Очень сложна в заточке. Идеальна для ножей, которые предназначены исключительно для своей главной функции - для реза.
➡ Отечественные стали для ножей
● 100Х13М
Хромомолибденовая сталь. Применяется при изготовлении медицинского инструмента.
● 40Х13/65Х13/95Х18/110Х18
Отечественные аналоги сталей 420 и 440. Наиболее широкое применение при изготовлении клинков - 95Х18. Достаточно прочная и гибкая, хорошо поддается и держит заточку. Коррозионностойкая.
40Х13 - 53 HRC
95Х18 - 57-60 HRC
65Х13 - хирургическая (медицинская) сталь. Из нее также выпускает ножи наш «Кизляр».
● 65Г
Конструкционная рессорно-пружинная сталь. Быстро ржавеет, плохо держит РК. Но превосходная ударная вязкость. Идеальна для ножей, предназначенных для рубки.
● Р6М5
Быстрорежущая сталь. Применяется для изготовления полотен механических пил. Хорошо держит заточку, но хрупка. Низкая коррозионная стойкость.
● У7-У16
Отечественная инструментальная сталь, используемая в изготовлении ножей. У7-У9 - стали повышенной вязкости, ножами из этих сталей можно спокойно рубить. У10-У13 - стали повышенной твердости, боятся ударных нагрузок. Все эти стали хорошо держат заточку. Коррозионно не устойчивы, коррозия проникает в глубь клинка.
● Х12МФ
Легированная инструментальная штамповая сталь, используемая при изготовлении ножей. Хорошая коррозионная стойкость при тщательной полировке клинка. Отлично держит заточку. Стойкость к ударным нагрузкам - средняя.
● ХВ5
65-67 HRC. «Алмазная сталь». Самая высокая твердость среди инструментальных сталей.
● ШХ15
Конструкционная подшипниковая сталь, применяемая в изготовлении ножей. Хорошо держит заточку. Коррозионно не устойчива, ржавеет поверхностно. Аналог - 52100.
Кунижев Андрей
www.militarytimes.ru