Технические характеристики электродов сварочных АНО-4. Ано 4
Электроды сварочные АНО-4

Электроды создаются согласно ГОСТ 9466-75 по разработкам института им. Патона, Применяются для сварки строений из низкоуглеродистых марок стали, в которых содержание углерода не превышает 25%, таких как Ст 20, 10, 3 и др. Эта вид электродов хорошо зажигается и горение дуги стабильное, также они при сварке хорошо способствуют образованию металла шва в различных положениях, причем шов является устойчивым я образованию горящих трещин и пористости, шлаковая корка имеет способность легко и быстро отделяться, расходы металла от разбрызгивания тоже минимальные. При сварке на повышенном режиме благодаря этому виду электродов шов получается бездефектный.Условное обозначение - Е 43 0 (2)-Р25.Покрытие – рутиловое и рутил-карбонатное.
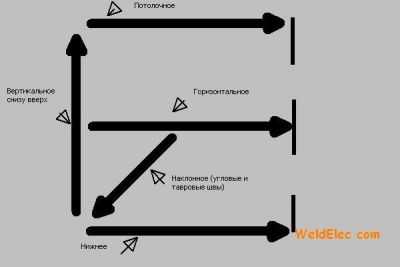
Расположение сварочных швов:
Вид тока:
- Переменный с напряжением холостого хода не менее 60 В (от трансформатора)
- Постоянный ток с любой полярностью
Выделяют три разновидности электродов в зависимости от диаметра:
- диаметр 3 мм; - диаметр – 4 мм; - диаметр – 5 мм.
Для электродов с разным диаметром необходима своя разная сила тока.
Диаметр, мм |
Сила тока, А |
Длина, мм |
Количество электродов в 1 кг, шт |
||
Нижнее |
Вертикальное |
Потолочное |
|||
3 |
70-110 |
90-20 |
110-130 |
350 |
37 |
4 |
160-200 |
110-140 |
130-160 |
450 |
18 |
5 |
180-260 |
140-170 |
- |
450 |
10 |
Наплавленный элемент состоит из таких химических элементов (масса в процентах): - углерода (С) ≥ 0,10% - кремния (Si) ≥ 0,20% - марганца (Mn) – масса колеблется от 0,50% до 0,80% - серы (S) ≥ 0,040% - фосфора (Р) ≥ 0,045% Металла шов имеет следующие механические свойства:
Удлинение относительное, % |
18 |
Вязкость ударная, Дж\см2 |
78 |
Температура испытаний,% |
+20˚С |
Сопротивление разрыву, Н\мм2 |
450 |
Угол сгиба сварного соединения |
150 ˚С |
KCV>34 Дж/см2 при температуре |
-20 ˚С |
Выход металла направленного, % |
92,0 |
Затраты электродов на килограмм наплавленного металла, кг |
1,70 |
При термообработке электродов перед сваркой необходимо соблюдать такой режим - температура должна быть 180 - 210°С, время обработки составляет 1 час.
elektrod-3g.ru
области применения, технические характеристики, диаметр, описание, расшифровка, состав наплавленного металла, аналоги, производители, отзывы
Раздел: АНО
Тип: Э46 AWS: E6013 Покрытие: Рутиловое (Р)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Переменный и постоянный, любая полярность(~/+/-)
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: для ответственных конструкций, электроды по ржавчине
В разделах продавцов: АНО 4, Арсенал, Волгодонские, для инвертора, для переменного тока, для постоянного тока, Импортные, ЛЭЗ, НЕРО, рутиловые
Выпускается производителями: Бор, ВИСТЕК (Украина, Бахмут), Волгодонские, Волгодонский электродный завод, Высокие Технологии (Ростов, Москва, Калининград), Герон (Томск), Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, ММК (Магнитогорск), МЭЗ (Магнитогорский электродный завод), Патон (Украина, Киев), Промтехсервис (Украина, Днепропетровск), СЗСМ (Костромская область), СЗСЭ (Белоруссия), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), ТАНТАЛ ЛТД (Сызрань), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Электрод (Тольятти), Ярославское электродно-метизное производство (Ярославль) Производится под брендами: TIGARBO, Арсенал, НЕРО- Описание электродов для сварки
- Маркировка, расшифровка, УД
- Области применения марки
- Технические характеристики — это диаметр (d, мм), длина, вес, покрытие, положения сварки
- Технологические особенности сварки
- Особые свойства
- Химический состав наплавленного металла
- Аналоги
- Производители: ЛЭЗ (Лосиноостровский электродный завод), Орловские, Череповец, Вистек, Арсенал; ГОСТ, сертификат
- Отзывы
- Видео
Описание электродов для сварки
Марка электродов АНО-4 пользуется популярностью как у начинающих, так и у опытных сварщиков. Стержни производятся из низкоуглеродистой сварочной проволоки марок СВ-08 и СВ-08А.
Маркировка, расшифровка, УД
Электроды АНО-4 имеют следующее обозначение (маркировку) — Э46-АНО-4-Ø-УД Е 43 0(2)-Р25,где:
- Э46 — тип электрода для дуговой сварки сталей с пределом прочности при разрыве до 46 кгс/мм2;
- АНО-4 — марка электрода;
- Ø — диаметр стержня в мм.;
- назначение — У — для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 451 МПа;
- толщина покрытия — Д — толстое покрытие;
- Е — международное обозначение плавящегося покрытого электрода;
- предел прочности при растяжении — 43 — 430 МПа;
- относительное удлинение — 0 — менее 20%;
- минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 — 2 — 0°С;
- вид покрытия — Р — рутиловое;
- пространственные положения электрода, при которых осуществляется сварка — 2 — все, кроме вертикального сверх-вниз;
- сварочный ток и напряжение холостого хода — 5 — постоянный или переменный ток любой полярности, напряжение холостого тока 70В.
Области применения марки
АНО-4 применяются для сварки рядовых и ответственных конструкций из углеродистых и низколегированных сталей с пределом прочности при растяжении до 451 МПа (46 кгс/мм2).
Технические характеристики — это диаметр (d, мм), длина, вес, покрытие, положения сварки
- Покрытие — рутиловое.
- Коэффициент наплавки — 8,5-8,7 г/Ач.
- Производительность наплавки (для диаметра 4,0 мм) — 1,4 кг/ч.
- Расход электродов на 1 кг. наплавленного металла, кг. — 1,6-1,7.
- Сварка осуществляется во всех пространственных положениях, за исключением вертикального сверху-вниз.
Предприятия производят электроды диаметром 2,0; 2,5; 3,0; 3,2; 4,0; 5,0; 6,0 мм. Наиболее распространенными видами являются стержни с диаметром 3, 4 и 5 мм.
В зависимости от от диаметра стержня варьируется вес и длина прутка.
| Диаметр, мм. | Длина, мм. | Вес, г. |
| 3,0 | 350 | 25-26 |
| 4,0 | 450 | 58-59 |
| 5,0 | 450 | 91-92 |
Технологические особенности сварки
- Сварку рекомендуется производить на короткой дуге.
- Прокалка электродов перед сваркой выполняется при температурах 140-180°С в течение 30 мин.
Особые свойства
- Допускается сварка по незачищенным кромкам, а также влажного, ржавого, плохо очищенного от окислов и других загрязнений металла.
- Легкое зажигание дуги.
- Возможно проведение сварки на повышенных режимах.
- Малая склонность к образованию пор в корне тавровых швов.
Химический состав наплавленного металла
| С | Mn | Si | S | P |
| 0,1 | 0,52 | 0,015 | 0,025 | 0,033 |
Аналоги
Производители: ЛЭЗ (Лосиноостровский электродный завод), Орловские, Череповец, Вистек, Арсенал; ГОСТ, сертификат
Электроды АНО-4 производят следующие предприятия и заводы:
Другие предприятия, их контактные данные и ассортимент продукции представлен в отдельном разделе.
Многие из вышеперечисленных предприятий имеют широкую дилерскую сеть, что способствует оперативной доставке материалов для сварки.
На рынке сварочных материалов пользуются популярностью электроды АНО-4 торговой марки Арсенал. При этом стоит помнить, что производством стержней под определенной маркой могут заниматься несколько производителей.
Все компании-производители имеют сертификаты соответствия ГОСТу, что демонстрирует высокое качество и надежность производимой продукции.
Отзывы
Отзывы об электродах АНО-4 в целом носят положительный характер. Некоторые мастера отмечают значительное количество брызг. Но также стоит помнить, что электроды отдельных торговых марок и производителей обладают специфическими характеристиками. Смотрите ниже комментарии посетителей нашего справочника с отзывами.
Видео
Монолит РЦ & АНО-4 (СЗСМ)
МР-3 (Ресанта) & АНО-4 (СЗСМ)
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
сварочные электроды ано-4

Работая сварщиком или просто делая дома ремонт Вы, скорее всего, сталкивались со свариванием ответственных конструкций, от прочности которых, к примеру, зависела Ваша жизнь или долговечность Вашего дома. При сваривании таких конструкций Вам наверняка приходилось не только находится в неудобном положении, а еще и производить сваривание в таком положении. Для того, чтобы сваривание получилось максимально успешным, то есть комфортным и надежным, Вам нужно использовать только современные электроды, которые способны обеспечить надлежащее состояние сварочного шва, а также сохранить его долговечность.
Сваривание во всех пространственных положениях – это одна из основных особенностей электродов АНО-4, которые известны во всей России. При сваривании этим видом электродов используется временное сопротивление, которое равно 450 МПа. Сваривание электродами АНО-4 происходит во всех пространственных положениях, а также при использовании постоянного и переменного тока как прямой, так и обратной полярности.
Покрытие электродов АНО-4 рутил-карбонатное. Оно обеспечивает высокую скорость сваривания, при этом, не нанося ущербу качеству сварного шва. Коэффициент наплавки электродов АНО-4 составляет 8,3 г/Ач. При использовании диаметра электродов 4 миллиметра, расход составляет 1,4 килограмма в час. Для того, чтобы наплавить 1 килограмм металла Вам нужно использовать 1,7 килограмма электродов АНО-4.
Электроды АНО-4 выпускаются такими диаметрами: 3,4 и 5 миллиметров. При использовании электродов АНО-4 совсем не обязательно очищать металл от ржавчины. Они известны тем, что допускают сваривание даже при загрязненном металле коррозией и другими загрязнениями. Также электроды АНО-4 допускают сварку на повышенных режимах. Одним из самых главных отличий электродов АНО-4 от других – это малая склонность к образованию пористости.
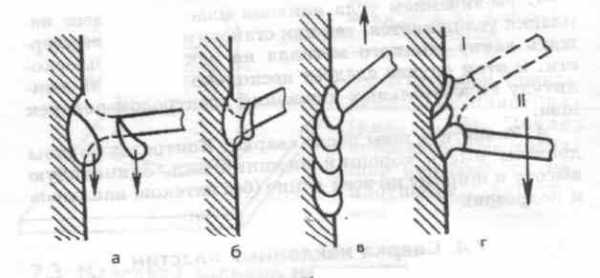
Сварка средней и большой толщины металла производится электродами АНО-4 в нижнем положении на повышенном режиме с наклоном электрода углом назад. Одной из главных рекомендаций при использовании электродов АНО-4 является то, что сваривание должно происходить желательно на средней длине дуги.
Перед свариванием обязательна прокалка электродов АНО-4 при температуре от 140 до 180 градусов по Цельсию на протяжении 30 – 40 минут. Прокалка электродов – это очень важная составляющая сварочного процесса, потому что если Вы будете использовать электроды для сваривания без предварительной прокалки, то, скорее всего, с Ваших электродов опадет покрытие и они уже не могут быть пригодными для использования в сварочном процессе.
Как видите, использование электродов АНО-4 является залогом высокого качества сварных швов, а также гарантией того, что Вам теперь не нужно обязательно тщательно очищать металл от загрязнений разного рода. Поэтому Вам нужно использовать электроды АНО-4 при сваривании ответственных конструкций дома или на работе.
elektrod-3g.ru
Электроды АНО-4
Темы: Сварка стали, Сварочные электроды, Ручная дуговая сварка.
Электроды АНО-4 предназначены для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др.
Сварка во всех пространственных положениях постоянным током любой полярности и переменным током.
Марка сварочной проволокиСв-08, Св-08А ГОСТ2246-70
Вид покрытия – рутиловое
Химический состав наплавленного металла
| Mn % |
C % |
Si % |
P % |
S % |
|
0,55-0,80 |
не более |
|||
|
0,10 |
0,20 |
0,045 |
0,04 |
|
Механические свойства металла шва
| Временное сопротивление, кгс/мм2 |
Относительное удлинение, % |
Ударная вязкость, кгс м/см2 |
|
45,0 – 46,0 |
17,0 – 18,0 |
7,8 |
Сварка в различных положениях и сила тока, А
| Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
3,0 |
100–140 |
90–110 |
100–120 |
|
4,0 |
170–210 |
140–150 |
140–170 |
|
5,0 |
190–270 |
150–170 |
– |
Дополнительные сведенияЭлектроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
Сварка после обязательной прокалки: 180°С – 1 час.
Соответствие стандартам:
| ГОСТ 9467 |
Э46 |
|
AWS A 5.1: |
E 6012 |
|
ISO 2560: |
E 43 2 R 21 |
|
DIN 1913: |
E 43 32 R(C) 21 |
|
ЕN 499: |
E 42 0 RC 11 |
| Производитель |
Марка электродов |
|
ESAB |
OK 46.00 |
Условное обозначение
Другие страницы по теме
Электроды АНО-4
сварочные:
- < Электроды АНО-36
- Электроды ВИ-10-6 >
weldzone.info
Электроды АНО-4 - Характеристики | Назначение | Применение
Сварочные электроды АНО-4
Основное назначение электродов АНО-4: предназначены для сварки рядовых и ответственных конструкций из углеродистых и сталей. Сварка во всех пространственных положениях на постоянном токе любой полярности и переменном токе.
НТД ГОСТ 9466-75, ГОСТ 9467-75 (тип Э46)
Технологические характеристики: Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70 или другим нормативным документам. Диаметр выпускаемых электродов: 2,0; 3,0; 4,0; 5,0; 6,0 мм.
| Хим. Состав | C | Si | Mn | S | P |
| Нормы | не нормировано | - | - | <=0,040 | <=0,045 |
| Типичный | 0,08 | 0,10 | 0,70 | 0,026 | 0,029 |
| Мех, свойства |
Временное сопративление, Мпа |
Предел текучести, Мпа | Относительное удлинение, % | Ударная вязксть, Дж/см2 |
| Нормы | ≥450 | Не нормировано | ≥18 | ≥80 |
| Типичный | 461 | 362 | 22,1 | 150 |
Рекомендуемая сила тока, А
|
Ø
|
Положение шва | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 мм | 100-140 | 90-110 | 100-120 |
| 4 мм | 170-210 | 140150 | 140-170 |
| 5 мм | 190-270 | 150-170 | - |
| 6 мм | 270-320 | - | - |
ХАРАКТЕРИСТИКА ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ: Производительность (для диаметра 4,0мм) 8,5 г/(А* ч): 1,6 кг/ч. Расход электродов на 1 кг наплавленного металла 1,7 кг.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ: Сварку производить средней дугой.
УСЛОВНОЕ ОБОЗНАЧЕНИЕ ЭЛЕКТРОДОВ: Э46- АНО-4 - Ø - УД | ГОСТ 9466-75, ГОСТ 9467-75 | Е 43 2 (3)–Р22
На странице: 15255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Электроды сварочные АНО-4 - Лучшая Цена от ЗпСплав Марка: АНО-4 ГОСТ: 2246-70 Назначение: Электроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва против образования..
26.00 грн
Электроды сварочные АНО-4 - Лучшая Цена в Украине от ЗпСплав Марка: АНО-4 ГОСТ: 2246-70 Назначение: Электроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва..
17.00 грн
Электроды сварочные АНО-4 - Лучшая Цена в Украине от ЗпСплав Марка: АНО-4 ГОСТ: 2246-70 Назначение: Электроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва..
17.00 грн
Электроды сварочные АНО-4 - Лучшая Цена в Украине от ЗпСплав Марка: АНО-4 ГОСТ: 2246-70 Назначение: Электроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва..
27.00 грн
www.zpsplav.com.ua
Сварочные электроды ано-4т

Часто по каким-то причинам для сваривания углеродистых сталей люди используют малоизвестные марки электродов. Чаще всего они попадаются на очень низкие цены, несмотря на то, что качество электродов сильно отстает от надлежащего. Часто бывает такое, что люди, желая сэкономить, покупают электроды, которые изготовлены в каком-нибудь подвальном помещении или на другом подпольном производстве.
Практически во всех случаях, электроды, которые производятся на таких «заводах», не соответствуют уровню профессионального сваривания. Как следствие, изделия, сваренные такими электродами, скорее всего, долго не прослужат. Поэтому для того, чтобы производить сварные швы высокого качества Вам нужно использовать только качественные электроды, которые соответствуют уровню профессионального сваривания. Для сваривания углеродистых сталей Вам понадобятся электроды АНО-4Т, которые обеспечивают стабильное горение дуги, а, соответственно, высокое качество сварного шва.
Сварка электродами АНО-4Т производится практически во всех пространственных положениях за исключением вертикального положения сварного шва сверху вниз. Сваривание производится током обратной полярности, а также переменным током. Электроды АНО-4Т производятся диаметрами от 2,5 миллиметров до 6. Коэффициент наплавки металла с помощью электродов АНО-4Т составляет 8. Расход на 1 килограмм наплавленного металла составляет 1,7 килограмма электродов. В составе электродов АНО-4Т есть такие химические составляющие как марганец, сера, фосфор, кремний и углерод.
Рутиловый состав покрытия сварочных электродов АНО-4Т позволяет производить комфортное сваривание в результате которого получается бездефектный сварочный шов. Также к преимуществам данного вида электродов относится хорошее формирование шва, высокая стойкость металла от образования пор и других нарушений, а также сваривание электродами АНО-4Т гарантирует, что на сварном шву Вашего металлического изделия не будет горячих трещин, которые потенциально опасны для Вашего изделия.
Однако использование электродов АНО-4Т возможно только после обязательной прокали при температуре 180 градусов по Цельсию на протяжении одного часа. Для прокалки лучше всего использовать специальную печь для прокалки электродов, потому что использование специальной печи гарантирует Вам высокое качество сварного шва и защищает электроды от опадания покрытия, которое как раз и позволяет производить сваривание.
Если покрытие будет частично удалено с поверхности электрода, то сваривание уже не будет таким комфортным, а о качестве сварного шва остается лишь только строить догадки. Поэтому для того, чтобы не иметь ни малейшего сомнения в качестве изделий, используйте электроды АНО-4Т. Используя электроды АНО-4Т при сваривании углеродистых сталей, Вы можете быть полностью уверенными в том, что Ваше металлическое высокого качества и будет служить Вам долгое время.
elektrod-3g.ru
Электроды АНО-4
Темы: Сварка стали, Сварочные электроды, Ручная дуговая сварка.
Электроды АНО-4 предназначены для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др.
Сварка во всех пространственных положениях постоянным током любой полярности и переменным током.
Марка сварочной проволокиСв-08, Св-08А ГОСТ2246-70
Вид покрытия – рутиловое
Химический состав наплавленного металла
| Mn % |
C % |
Si % |
P % |
S % |
|
0,55-0,80 |
не более |
|||
|
0,10 |
0,20 |
0,045 |
0,04 |
|
Механические свойства металла шва
| Временное сопротивление, кгс/мм2 |
Относительное удлинение, % |
Ударная вязкость, кгс м/см2 |
|
45,0 – 46,0 |
17,0 – 18,0 |
7,8 |
Сварка в различных положениях и сила тока, А
| Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
3,0 |
100–140 |
90–110 |
100–120 |
|
4,0 |
170–210 |
140–150 |
140–170 |
|
5,0 |
190–270 |
150–170 |
– |
Дополнительные сведенияЭлектроды АНО–4 обеспечивают получение бездефектного шва при сварке на повышенных режимах, хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
Сварка после обязательной прокалки: 180°С – 1 час.
Соответствие стандартам:
| ГОСТ 9467 |
Э46 |
|
AWS A 5.1: |
E 6012 |
|
ISO 2560: |
E 43 2 R 21 |
|
DIN 1913: |
E 43 32 R(C) 21 |
|
ЕN 499: |
E 42 0 RC 11 |
| Производитель |
Марка электродов |
|
ESAB |
OK 46.00 |
Условное обозначение
Другие страницы по теме
Электроды АНО-4
сварочные:
- < Электроды АНО-36
- Электроды ВИ-10-6 >
weldzone.info