Якунин Николай Васильевич План урока учебной практики по профессии Сварщик Тема урока: Сварка пластин встык в вертикальном положении шва. Для получения валика правильной формы длина дуги должна быть
ТЕСТ «Наплавка на плоскую поверхность детали из низкоуглеродистой стали»
Бюджетное профессиональное
образовательное учреждение Омской области
«Седельниковское училище № 65».
ТЕСТ
Наплавка на плоскую поверхность детали из низкоуглеродистой стали
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10о-15о;
б) 15о-20о;
в) 20о -25о.
Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
Слишком короткая дуга приводит:
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
а) 10о;
б) 55о;
в) 70о.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
10
ответ
в
б
а
б
а, б, в
б, в
а, в
а
б
в
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
infourok.ru
Тесты по профессиональному модулю №3
Государственное бюджетное профессиональное
образовательное учреждение
«Сахалинский политехнический центр №3»
ПМ 03№
п/п
Вопрос
Варианты ответа
Правильный
Наплавка - это
1) процесс соединения сварки и поверхности детали металла
2) процесс нанесения с помощью сварки на поверхность детали слоя металла
3) процесс наращивания поверхности детали слоем металла для увеличения
толщины или создания специальных свойств этого слоя
3
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
1) Необходимо немедленно отломить электрод от поверхности заготовки.
2) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
3) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
2
При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
1) 10-15 градусов;
2) 15-20 градусов;
3) 20 -25 градусов.
1
Для получения валика правильной формы длина дуги должна быть:
1) меньше диаметра электрода;
2) равна диаметру электрода;
3) больше диаметра электрода.
2
Слишком длинная дуга приводит:
1) к увеличению разбрызгивания электродного металла;
2) к уменьшению провара;
3) к плоской форме валика.
(1; 2; 3)
Слишком короткая дуга приводит
1) к увеличению разбрызгивания;
2) к неровному формированию валика;
3) к прилипанию электрода.
(2; 3)
Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
1) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
2) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
3) Чем ниже скорость, тем ширина валика будет больше.
(1; 3)
Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
1) возрастает с увеличением диаметра электрода;
2) уменьшается с увеличением диаметра электрода;
3) не изменяется.
1
Заварка кратера производится следующим образом:
1) резким обрывом дуги;
2) плавным обрывом дуги;
3) обратным проходом по шву на длину 15-20 мм.
2
При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
1) 10 градусов;
2) 55 градусов;
3) 70 градусов.
3
При наплавке угольным электродом высота слоя порошкообразного твердого сплава должна быть больше, чем необходимая толщина наплавки в:
1) 0,5—1,0 раз;
2)1,5-2 раза;
3) 2,5-3 раза;
4) 3,5-4 раза.
2
Производительность ручной дуговой наплавки покрытыми электродами составляет:
1) 0,3-0,5 кг/ч;
2) 0,8-Зкг/ч;
3) 4-5кг/ч;
4) 6-10 кг/ч.
2
ГОСТ 10051-75 устанавливает определенное количество типов покрытых металлических электродов для наплавки поверхностей с различными свойствами:
1) 4 типа;
2) 24 типа;
3) 44 типа;
4) 144 типа.
3
Основной особенностью наплавки является обеспечение незначительного перемешивания наплавляемого слоя с основным металлом за счет:
1) уменьшения глубины проплавления;
2) увеличения скорости сварки;
3) уменьшения скорости сварки;
4) предварительного подогрева.
1
При увеличении диаметра электрода глубина проплавления:
1) уменьшается;
2) увеличивается;
3) не изменяется;
4) равна нулю.
1
При увеличении диаметра электрода ширина наплавленного валика:
1) уменьшается;
2) увеличивается;
3) не изменяется;
4) равна нулю.
2
Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока должна составлять:
1) 1-2 А/мм2 ;
2) 3-5 А/мм2;
3) 11-12 А/мм2;
4) 100-120 А/мм2.
3
С целью уменьшения склонности наплавленного металла к образованию трещин производят предварительный подогрев обрабатываемой детали до температуры:
1) 100-200°С;
2) 200-250°С;
3) 300-600°С;
4) 700-750°С
2
Для предотвращения образования трещин обрабатываемые детали подогревают перед наплавкой до температуры:
1) 100-200°С;
2) 200-250°С;
3) 300-600°С;
4) 700-750°С.
3
Хромоникелевые аустенитные стали наплавляют:
1) без подогрева;
2) с подогревом;
3) с подогревом до 1000 С;
4) их не наплавляют.
1
Наплавку электродами можно выполнять
в нижнем положении
в вертикальном или горизонтальном
во всех пространственных положениях
3
Для получения сплошного монолитного слоя наплавленного металла каждый последующий валик должен перекрывать предыдущий на
на 1/3 — 1/2 своей ширины.
на 1/4 — 1/2 своей ширины.
на 1/5 — 1/2 своей ширины.
1
Толщина однослойной наплавки составляет
8 мм.
7 мм.
6 мм.
3
По способу выполнения дуговая наплавка под флюсом может быть
автоматической
автоматической или полуавтоматической
полуавтоматическая
2
Для защиты дуги используют
аргон, азот, водород и углекислый газ.
Ацетилен
Пропана- бутановая смесь
1
Вибродуговая наплавка.
Эта наплавка является разновидностью электрической дуговой наплавки металлическим электродом и выполняется путем вибрации электрода.
Дуговая наплавка в защитных газах вольфрамовым (неплавящимся) и проволочным металлическим (плавящимся) электродом.
1
Электрошлаковая наплавка.
Отличительной особенностью этого способа наплавки является высокая производительность, при которой могут быть достигнуты не только десятки, но и сотни килограмм наплавленного металла в час.
По способу выполнения может быть автоматической или полуавтоматической, а по количеству применяемых проволок — одноэлектродной и многоэлектродной.
1
Амплитуда вибрации находится в пределах от «______» диаметра электродной проволоки.
«0,75 до 1,0»
Наплавку металла при помощи дуговой сварки применяют для
1) изменения размеров и формы рабочих поверхностей
2) восстановления изношенных деталей
3) изготовление деталей с износо и коррозионностойкими свойствами поверхности
4) нанесение покрытий слоями толщиной в несколько миллиметров
(2; 3;4)
На поверхность изделия наносят металл, накладывая его слоями, обладающими необ-
Ходимыми свойствами
1) химическими свойствами
2) физическими свойствами
3) механическими свойствами
(2;3)
Основные способы наплавки плавлением:
неплавящимся вольфрамовым электродом в инертных газах
2) плавящимся электродом в защитном газе
3) покрытым электродом
(1;2;3)
Электроды подбирают:
1) исходя из условий эксплуатации наплавляемой поверхности
2) исходя из условий эксплуатации конструкции
3) исходя из химического состава наплавляемой поверхности
1
При ручной дуговой наплавке к параметрам режима сварки относятся:
1) сила сварочного тока,
2) диаметр электрода,
3) напряжение,
4) скорость перемещения электрода вдоль шва,
5) скорость вращения изделия,
6)– род тока,
7) – полярность,
8)– положение шва в пространстве.
(1;3;4; 6;7)
Скорости наплавки зависит
1) от коэффициента наплавки,
2) от силы тока,
3) от площади поперечного сечения одного слоя валика,
4) от плотности металла электрода.
(2; 3)
Угол наклона мундштука зависит «_________________»
«от толщины металла»
Толщина наплавленного слоя составляет «_______»
70 % от диаметра электрода
Мощность пламени зависит от «_______» и теплофизических свойств наплавляемого металла.
«толщины»
Наиболее опасным дефектом наплавок
Металлические включение;
Подрезы;
Трещины.
3
Аббревиатура полуавтоматической сварки в струе инертного газа?
1) MMA;
2) TIG;
3) MAG;
4) MIG.
2
Какой газ применяется для сварки неплавящимся электродом?
1) водород;
2) кислород;
3) ацетилен;
4) аргон.
4
infourok.ru
Сварка пластин встык в вертикальном положении шва
Якунин Николай Васильевич мастер производственного обучения Новочебоксарского политехнического техникума Минобразования Чувашии
ПЛАН УРОКА УЧЕБНОЙ ПРАКТИКИ ПО ПРОФЕССИИ СВАРЩИК
Место проведения: Сварочная мастерская
ПМ 02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
Тема рабочей программы: Ручная дуговая сварка во всех пространственных положениях.
Тема урока: Сварка пластин встык в вертикальном положении шва
Тип урока: Урок изучения трудовых приемов и навыков
Методическая цель: «Современные подходы к образовательному процессу в условиях перехода на Федеральные государственные образовательные стандарты».
Цели урока:
I. Обучающая цель:
Достижение практических навыков обучающихся при выполнении сварки в вертикальном положении швов.
Задачи:
Подвести обучающихся к системному анализу изученного материала и закреплению знаний по ранее изученным темам.
Научить обучающихся применять ранее изученные знания и умения в процессе выполнения заданий мастера.
Продемонстрировать процесс сварки в вертикальном положении шва.
Показать или объяснить метод подбора режима сварки.
Научить обучающихся производить визуально-измерительный контроль сварки пластин в вертикальном положении шва.
II. Развивающая цель:
Формирование общих и профессиональных компетенций.
Задачи:
Развивать общие и профессиональные компетенции.
Обобщать изученный материал и применять его на практике.
Развивать познавательные процессы (внимание, воображение, память, восприятие).
Аргументировано отстаивать свое мнение.
III. Воспитывающая цель:
Стимулировать потребность в формировании ответственности, аккуратности, и также социальной коммуникации.
Задачи:
Воспитывать ответственность за свои действия.
Воспитывать аккуратность и точность в работе.
Воспитывать трудовую дисциплину (ответственность, добросовестность, инициативность).
Умение работать в коллективе.
Формируемые ПК и ОК:
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности
Методы обучения:
наглядно-демонстрационный;
практический.
Форма обучения:
- фронтально-групповая.
Методы контроля: самоконтроль, взаимоконтроль, устный опрос, письменная проверка.
Материально-техническое оснащение урока: интерактивная доска, плакаты, образцы, эталоны, инструменты и приспособления слесаря и сварщика (молоток-шлакоотделитель, металлическая щетка, зубила, электроды марки МР-3), многопостовой сварочный выпрямитель ВДМ-1202, балластные реостаты РБ-250
Межпредметная связь: Спецтехнология, черчение, математика, материаловедение.
Внутрипредметная связь:
-освоение приемов владения инструментами;
-ознакомление с оборудованием ручной дуговой сварки;
-ручная дуговая наплавка во всех пространственных положениях.
Ход урока.
I. Организационный момент.
Построение группы.
Рапорт бригадира.
Фиксация отсутствующих.
Проверка готовности обучающихся к уроку.
Проверка внешнего вида.
Приветствие.
После проверки внешнего вида и состояния спецодежды обучающиеся занимают свои места.
Эмоциональный настрой, включение обучающихся в деловой ритм.
II. Вводный инструктаж.
1. Сообщение темы и целевая установка на урок:
Тема урока: Наплавка валиков в вертикальном положении шва.
Сегодня, нам необходимо научиться выполнять сварку пластин в вертикальном положении шва. Для этого нам необходимо использовать все те знания, умения и навыки, которые вы раннее изучали и выполняли практически.
3.Предварительное определение уровня знаний
Раздаточный материал 1.1
Задание: Из предложенных вариантов ответа выберите один правильный ответ.
1.Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродам;
в) постукиванием или легким касанием электроды по заготовке.
2.Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) необходимо немедленно отломить электрод от поверхности заготовки;
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны отломить его от поверхности заготовки;
в) необходимо отломить электрод от поверхности заготовки с помощью молотка.
3. При наплавке валика электрод должен быть наклонен от вертикали и направлении наплавки на?
а) 100-150;
б) 150-200
в) 200-250
4. Для получения валика правильной формы длина дуги должна быть?
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
5. Слишком длинная дуга приводит?
а) к увеличению разбрызгивания электронного металла;
б) к уменьшению провора;
в) к плоской форме валика.
6. Слишком короткая дуга приводит?
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
7. Как влияет скорость перемещения электрода на размеры наплавленного валика?
а) чем меньше скорость, тем сварочный металл будет меньше проникать в основной металл, и валик будет более высоким;
б) чем меньше скорость, тем сварочный металл будет больше проникать в основной металл, и валик будет более высоким;
в) чем ниже скорость, тем ширина валика будет больше.
8. Ширина валика, в зависимости от диаметра электрода, измеряется следующим образом:
а) увеличивается с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
9. Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги
в) обратным проходом по шву на длину 12-20 мм.
Взаимопроверка. Поменяйтесь тетрадями и проверяйте по эталону ответов (высвечивается на экране)
Эталон ответов
в
б
а
б
а
в
в
а
в
Критерии оценок
0 ошибок – «5»
1-2 ошибки – «4»
3-4 ошибки – «3»
4 и более ошибок – «2»
4. Мотивация
Сварка металлов - незаменимый технологический процесс, без применения которого нельзя создать современные конструкции. Прочность сварной конструкции и надежность ее при эксплуатации в основном зависят от качества сварных соединений и швов. Прежде чем научится сваривать качественно сварные изделия мы должны научиться выполнять приемы сварки во всех положениях шва.
5. Изучение нового материала
Тема урока: Сварка пластин в вертикальном положении шва
Раздаточный материал 1.2.
Техника сварки в вертикальном положении шва.
Сварка швов в положениях, отличающихся о нижнего, требует повышенной квалификации в связи с возможным под действием сила тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны (рис. 1).
При сварке на «подъем» нижележащий закристаллизовавшийся металл помогает удержать расплавленный металл сварочной ванны(рис. 2).При этом случае облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу (рис. в). Однако внешний вид грубочешуйчатый.
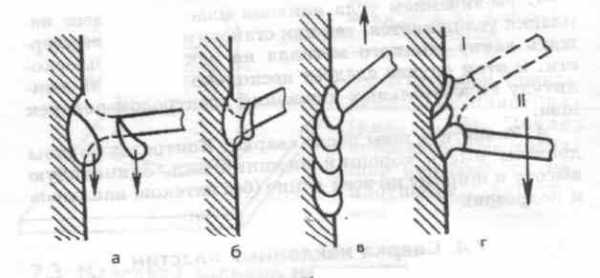
Рис. 1. Положение электрода при сварке вертикальных швов снизу вверх:
а – вытекание металла из сварочной ванны при большой длине дуги;
б – короткая дуга;
в – наплавка при короткой дуге;
г – положение электрода
Положение электрода при сварке вертикальных швов снизу вверх.
После образования ванны жидкого металла электрод отводится несколько вверх. При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания металла из кратера необходимо совершать движения электрода с отведением вверх и поочередно в обе стороны. Это дает возможность металлу быстро затвердевать. Движение не должны концентрировать в каком-либо одном месте. Электрод должен быть не более 3-4мм. Электрод должен быть наклонен вверх в сторону перемещения электрода вдоль оси шва, можно также наклонять электрод и вниз. В этом случае удобно наблюдать за каплями расплавленного металла. Поддерживать более короткую длину дуги, при которой капли расплавленного электродного металла легче переходят в шов. Тщательно заваривайте кратер шва.
Особенно неприятным явлениям при наплавке валиков на наклонную пластину является образование чехольчиков и козырьков на электродах. При этом надо помнить, что устранить их можно изменением наклона электрода или поворотом его вокруг оси, не прерывая процесса сварки.
К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
Основными достоинствами ручной дуговой наплавки является универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах.
Для повышения производительности труда можно производить наплавку опиранием на чехольчик, трехфазной дугой, наклонным или лежачим электродом.
6. Ознакомление учащихся с этапами работы - работа по инструкционно - технологической карте
Инструкционно-технологическая карта по сварке
пластин вертикальными швами.
операцииНаименование операции
Содержание операции
Эскизы операций
Инструменты
1
Подготовка пластин к
сварке
150Х 150
XI0
Очистить пластину от грязи, масла, ржавчины
Ветошь, щетка ЩТР
2
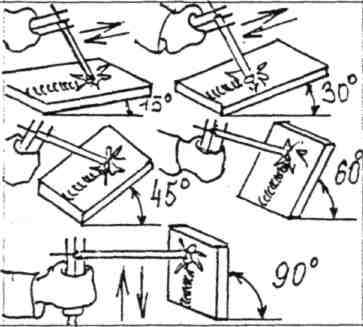
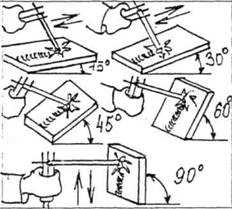
Сварка в вертикальном положении пластин под углом 150, 300, 450, 600, 900
градусов.
Упражнения по сварке пластин. Научиться технике выполнения сварки - на подъем и спуск
Электрод МР-3
dэ=3-4мм.
Щиток со светофильтром, щетка ЩТР, молоток-шлакоотделитель.
3
Зачистка сварных
валиков
Выполнить зачистку сварных швов от шлаков и брызг расплавленного металла.
Щетка ЩТР, молоток-шлакоотделитель
4
Контрольная.
Выполнить ВИК, сравнивая с эталоном.
Эталон образца.
Выбор режима сварки
Iсв. = К*Dэл.
К=25-30; Dэл.=4мм;
Сила тока уменьшаем на
10-15%;
Iсв. =25*4=100А для Н.П.Ш.
Iсв.=90А для В.П.Ш.
7. Первичное закрепление материала – по вопросам
1. Диаметр электрода выбирают в зависимости от толщины __________________
2. Силу сварочного тока выбирают в зависимости от ________.
3. При сварке вертикальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на __________ с тем чтобы жидкий металл не _________ из сварочной ванны.
8. Инструктаж по технике безопасности:
ТБ до начало сварочных работ;
ТБ во время выполнения сварочных работ;
ТБ после окончания сварочных работ;
При электросварочных работах возможны следующие виды производственного травматизма:
Поражение электрическим током;
Поражение зрения и открытой поверхности кожи лучами электрической дуги;
Ожоги от капель металла и шлака;
Отравление организма вредными газами, пылью и испарениями, выделяющимися при сварке;
Ушибы, ранения при выполнении сварочных работ.
9. Визуальный и измерительный контроль.
Визуальный осмотр и измерение сварных швов – наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Визуальным осмотром сварных швов выявляют наружные дефекты: прожог, неравномерная форма шва, кратеры, наплыв, несплавления, подрезы. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с 10- кратным увеличением.
Проверка швов. Производим визуальный измерительный контроль. Герметичность швов способом заливом водой или керосиновой пробой.
Дефекты сварного шва:
-кратеры;
-несплавления;
-неравномерная форма шва;
-подтеки
-шлаковключения
10. Показ трудовых приемов мастером и учащимися с комментариями.
11. Задание на текущий инструктаж
Выполнять сварку пластин в вертикальном положении шва, соблюдая технологическую последовательность и технические условия наплавки.
III. Текущий инструктаж.
Самостоятельная работа учащихся – изучение технологического процесса сварки в вертикальном положении шва.
Обходы мастера производственного обучения с целью:
- проверка организации рабочего места;
- проверка соблюдения правил ТБ;
- проверка правильности выполнения работы;
- соблюдения санитарных требований;
- соблюдения правил внутреннего распорядка;
- контроль за выполнением качества сварных швов;
- проверка конечного результата работы.
Уборка рабочего места.
VI. Заключительный инструктаж:
1.Выставить оценки по предварительному определению уровня знаний.
2. Анализ работ обучающихся.
3. Разбор типичных ошибок.
4. Выявление лучших работ.
5. Объявление и комментирование оценок за урок.
Домашнее задание:
Повторить выполнение сварки в вертикальном положении шва.
infourok.ru
Урок учебной практики по профессии "Сварщик"ПМ 02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЧЕЛЯБИНСКОЙ ОБЛАСТИ Государственное бюджетное образовательное учреждение среднего профессионального образования
«Коркинский горно-строительный техникум»
УРОК УЧЕБНОЙ ПРАКТИКИ ПО ПРОФЕССИИ «СВАРЩИК»
ПМ 02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
Место проведения: Ресурсный центр КГСТ
Разработал: мастер производственного обучения Берлович Т.И.
г. Коркино 2017г
Рассмотрено
наседании цикловой комиссии
горно-механического цикла
Протокол № __ от«__»_______ 2016 г.
Председатель ЦК______________________
Утверждаю
Зам директора по УПР
Кожевникова О.В
Тема рабочей программы: Ручная дуговая сварка во всех пространственных положениях.
Тема урока: Сварка пластин встык в вертикальном положении шва
Тип урока: Урок изучения трудовых приемов и навыков
Методическая цель: «Современные подходы к образовательному процессу в условиях перехода на Федеральные государственные образовательные стандарты».
Цели урока:
I. Обучающая цель:
Достижение практических навыков обучающихся при выполнении сварки в вертикальном положении швов.
Задачи:
1. Подвести студентов к системному анализу изученного материала и закреплению знаний по ранее изученным темам.
2. Научить студентов применять ранее изученные знания и умения в процессе выполнения заданий мастера.
3. Продемонстрировать процесс сварки в вертикальном положении шва.
4. Показать или объяснить метод подбора режима сварки.
5. Научить студентов производить визуально-измерительный контроль сварки пластин в вертикальном положении шва.
II. Развивающая цель:
Формирование общих и профессиональных компетенций.
Задачи:
1. Развивать общие и профессиональные компетенции.
2. Обобщать изученный материал и применять его на практике.
3. Развивать познавательные процессы (внимание, воображение, память, восприятие).
4. Аргументировано отстаивать свое мнение.
III. Воспитательная цель:
Стимулировать потребность в формировании ответственности, аккуратности, и также социальной коммуникации.
Задачи:
1. Воспитывать ответственность за свои действия.
2. Воспитывать аккуратность и точность в работе.
3. Воспитывать трудовую дисциплину (ответственность, добросовестность, инициативность).
4. Умение работать в коллективе.
Формируемые ПК и ОК:
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности
Методы обучения:
1. наглядно-демонстрационный;
2. практический.
Форма обучения:
- фронтально-групповая.
Методы контроля: самоконтроль, взаимоконтроль, устный опрос, письменная проверка.
Материально-техническое оснащение урока: доска, плакаты, образцы, эталоны, инструменты и приспособления слесаря и сварщика (молоток-шлакоотделитель, металлическая щетка, зубила, электроды марки МР-3), многопостовой сварочный выпрямитель ВДМ-1202,
Межпредметная связь: Спецтехнология, черчение, математика, материаловедение.
Внутрипредметная связь:
-освоение приемов владения инструментами;
-ознакомление с оборудованием ручной дуговой сварки;
-ручная дуговая наплавка во всех пространственных положениях.
Ход урока.
I. Организационный момент.
- Фиксация отсутствующих.
- Проверка готовности студентов к уроку.
- Проверка внешнего вида
После проверки внешнего вида и состояния спецодежды студенты занимают свои места.
II. Вводный инструктаж.
1. Сообщение темы и целевая установка на урок:
Тема урока: Наплавка валиков в вертикальном положении шва.
Сегодня, нам необходимо научиться выполнять сварку пластин в вертикальном положении шва. Для этого нам необходимо использовать все те знания, умения и навыки, которые вы раннее изучали и выполняли практически.
3.Предварительное определение уровня знаний
Раздаточный материал 1.1
Задание: Из предложенных вариантов ответа выберите один правильный ответ.
1.Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродам;
в) постукиванием или легким касанием электроды по заготовке.
2.Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) необходимо немедленно отломить электрод от поверхности заготовки;
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны отломить его от поверхности заготовки;
в) необходимо отломить электрод от поверхности заготовки с помощью молотка.
3. При наплавке валика электрод должен быть наклонен от вертикали и направлении наплавки на?
а) 100-150;
б) 150-200
в) 200-250
4. Для получения валика правильной формы длина дуги должна быть?
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
5. Слишком длинная дуга приводит?
а) к увеличению разбрызгивания электронного металла;
б) к уменьшению провора;
в) к плоской форме валика.
6. Слишком короткая дуга приводит?
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
7. Как влияет скорость перемещения электрода на размеры наплавленного валика?
а) чем меньше скорость, тем сварочный металл будет меньше проникать в основной металл, и валик будет более высоким;
б) чем меньше скорость, тем сварочный металл будет больше проникать в основной металл, и валик будет более высоким;
в) чем ниже скорость, тем ширина валика будет больше.
8. Ширина валика, в зависимости от диаметра электрода, измеряется следующим образом:
а) увеличивается с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
9. Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги
в) обратным проходом по шву на длину 12-20 мм.
Взаимопроверка. Поменяйтесь тетрадями и проверяйте по эталону ответов (высвечивается на экране)
Эталон ответов
1. в
2. б
3. а
4. б
5. а
6. в
7. в
8. а
9. в
Критерии оценок
0 ошибок – «5»
1-2 ошибки – «4»
3-4 ошибки – «3»
4 и более ошибок – «2»
4. Изучение нового материала
Тема урока: Сварка пластин в вертикальном положении шва
Раздаточный материал 1.2.
Техника сварки в вертикальном положении шва.
Сварка швов в положениях, отличающихся о нижнего, требует повышенной квалификации в связи с возможным под действием сила тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны (рис. 1).
При сварке на «подъем» нижележащий закристаллизовавшийся металл помогает удержать расплавленный металл сварочной ванны(рис. 2).При этом случае облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу (рис. в). Однако внешний вид грубочешуйчатый.
Рис. 1. Положение электрода при сварке вертикальных швов снизу вверх:
а – вытекание металла из сварочной ванны при большой длине дуги;
б – короткая дуга;
в – наплавка при короткой дуге;
г – положение электрода
Положение электрода при сварке вертикальных швов снизу вверх.
После образования ванны жидкого металла электрод отводится несколько вверх. При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания металла из кратера необходимо совершать движения электрода с отведением вверх и поочередно в обе стороны. Это дает возможность металлу быстро затвердевать. Движение не должны концентрировать в каком-либо одном месте. Электрод должен быть не более 3-4мм. Электрод должен быть наклонен вверх в сторону перемещения электрода вдоль оси шва, можно также наклонять электрод и вниз. В этом случае удобно наблюдать за каплями расплавленного металла. Поддерживать более короткую длину дуги, при которой капли расплавленного электродного металла легче переходят в шов. Тщательно заваривайте кратер шва.Особенно неприятным явлениям при наплавке валиков на наклонную пластину является образование чехольчиков и козырьков на электродах. При этом надо помнить, что устранить их можно изменением наклона электрода или поворотом его вокруг оси, не прерывая процесса сварки.К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
Основными достоинствами ручной дуговой наплавки является универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах.
Для повышения производительности труда можно производить наплавку опиранием на чехольчик, трехфазной дугой, наклонным или лежачим электродом.
5. Ознакомление студентов с этапами работы - работа по инструкционно - технологической карте
Инструкционно -технологическая карта по сварке
пластин вертикальными швами.
Наименование операции
Содержание операции
Эскизы операций
Инструменты
1
Подготовка пластин ксварке150Х 150XI0
Очистить пластину от грязи, масла, ржавчины
Ветошь, щетка ЩТР
2
Сварка в вертикальном положении пластин под углом 150, 300, 450, 600, 900градусов.
Упражнения по сварке пластин. Научиться технике выполнения сварки - на подъем и спуск
Электрод МР-3
dэ=3-4мм.Щиток со светофильтром, щетка ЩТР, молоток-шлакоотделитель.
3
Зачистка сварных валиков
Выполнить зачистку сварных швов от шлаков и брызг расплавленного металла.
Щетка ЩТР, молоток-шлакоотделитель
Контрольная.
Выполнить ВИК, сравнивая с эталоном
Эталон образца.
1
.
Выбор режима сварки
Iсв. = К*Dэл.
К=25-30; Dэл.=4мм;
Сила тока уменьшаем на
10-15%;
Iсв. =25*4=100А для Н. П.Ш.
Iсв.=90А для В. П.Ш.
6. Первичное закрепление материала – по вопросам
1. Диаметр электрода выбирают в зависимости от толщины _______
2. Силу сварочного тока выбирают в зависимости от ________.
3. При сварке вертикальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на __________ с тем чтобы жидкий металл не _________ из сварочной ванны.
7. Инструктаж по технике безопасности:
- ТБ до начало сварочных работ;
- ТБ во время выполнения сварочных работ;
- ТБ после окончания сварочных работ;
8. Визуальный и измерительный контроль.
Визуальный осмотр и измерение сварных швов – наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Визуальным осмотром сварных швов выявляют наружные дефекты: прожог, неравномерная форма шва, кратеры, наплыв, несплавления, подрезы. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с 10- кратным увеличением.
Проверка швов. Производим визуальный измерительный контроль. Герметичность швов способом заливом водой или керосиновой пробой.
Дефекты сварного шва:
-кратеры;
-несплавления;
-неравномерная форма шва;
-подтеки
-шлаковключения
9. Задание на текущий инструктаж
Выполнять сварку пластин в вертикальном положении шва, соблюдая технологическую последовательность и технические условия наплавки.
III. Текущий инструктаж.
Самостоятельная работа студентов – изучение технологического процесса сварки в вертикальном положении шва.
Обходы мастера производственного обучения с целью:
- проверка организации рабочего места;
- проверка соблюдения правил ТБ;
- проверка правильности выполнения работы;
- соблюдения санитарных требований;
- соблюдения правил внутреннего распорядка;
- контроль за выполнением качества сварных швов;
- проверка конечного результата работы.
Уборка рабочего места.
VI. Заключительный инструктаж:
1.Выставить оценки по предварительному определению уровня знаний.
2. Анализ работ обучающихся.
3. Разбор типичных ошибок.
4. Выявление лучших работ.
5. Объявление и комментирование оценок за урок.
infourok.ru
С чего начать учиться сварке: зажигание дуги, наплавка валика, заварка кратера
Главная страница » Статьи о сварке » Как научиться сваривать металл » С чего начать учиться сварке: зажигание дуги, наплавка валика, заварка кратера
Сварка представляет собой сложную, но достаточно востребованную технологию работы с различными металлами и сплавами. Надежность данного метода соединения материалов делает сварку такой распространенной. Знание навыков сварочного дела позволяют исполнителю реализовывать собственными руками разные проекты.
Важно! Обучение следует начинать не с соединения двух заготовок, а с наплавки валика. Сварка валика является основополагающим процессом в познании азов. Если начинающий исполнитель не научится выполнять наплавку валика, то ему будет очень сложно (невозможно) проводить сваривание разнообразных изделий и деталей. Практические работы по наплавке рекомендуется выполнять на остатках металла.
Что такое валик в сварке
Сварочный валик — это металл шва, наплавленного в результате однократного перемещения источника тепла, т.е. в результате одного прохода. Представленная далее картинка поможет понять, что называется валиком в сварке (при вертикальном и потолочном пространственном положениях).
Для получения узкого валика следует избегать совершения заметных колебательных движений электродом. Данный тип чаще всего применяется при заварке корня шва, при работе с тонкостенными изделиями, при подварке подрезов.
Уширенный валик (ширина не превышает 14 мм.) получается при сварке, выполняемой поперечными колебаниями; используется при сваривании толстостенных деталей, а также угловых и горизонтальных швов.
Широкий валик (больше 14 мм.) используется при сварке заполняющих слоев. Итак, мы помогли начинающему сварщику узнать, что такое сварочный валик. Теперь поговорим о необходимой теории сварочного процесса.
Основы сварки
После ознакомления с основным понятием электросварки необходимо изучить теоретические основы рабочего процесса.
Прочное соединение заготовок выполняется посредством воздействия температур. Электрическая дуга нагревает металл до температуры плавления. Появляется дуга благодаря току: постоянному или переменному.
Первая разновидность напряжения характерна для сварочных аппаратов инверторного типа. Данное оснащение питается от сети в 220В. Дуга постоянного тока легче перемещается и контролируется. Новичкам в области сварки рекомендуется использовать такие агрегаты. Они характеризуются простотой и удобством в работе.
Сварочные аппараты трансформаторного типа выдают переменный ток. Применение такого оборудования затрудняет процесс. Из-за переменного напряжения электродуга менее стабильна.
Образование дуги становится возможным благодаря наличию металла и электрода.
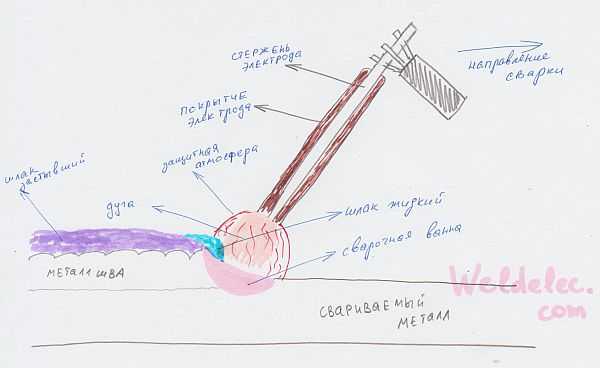
Чтобы четко понимать как осуществляется сварочный процесс, нужно вникнуть в суть следующих процедур:
- дуга появляется посредством контакта основного изделия и электрода;
- в месте появления дуги металл плавится;
- вместе с металлом плавится и электрод, частицы которого попадают в сварочную ванну;
- покрытие электрода также горит, в результате чего образуется газовое облако, защищающее ванну от вредного взаимодействия с кислородом. Это обеспечивает поддержание необходимой для плавления температуры;
- сохранению нужной температуры также способствует образуемый шлак;
- сварочный валик образуется при движении электрода; несколько движений стержня гарантирует получение шва;
- после окончания работ, шлаковая корка отбивается молотком.
 Данная информация позволяет понять теорию сварочного процесса. Также нужно рассмотреть практическую сторону соединения заготовок:
Данная информация позволяет понять теорию сварочного процесса. Также нужно рассмотреть практическую сторону соединения заготовок:
- электрод следует поместить в специальный держатель;
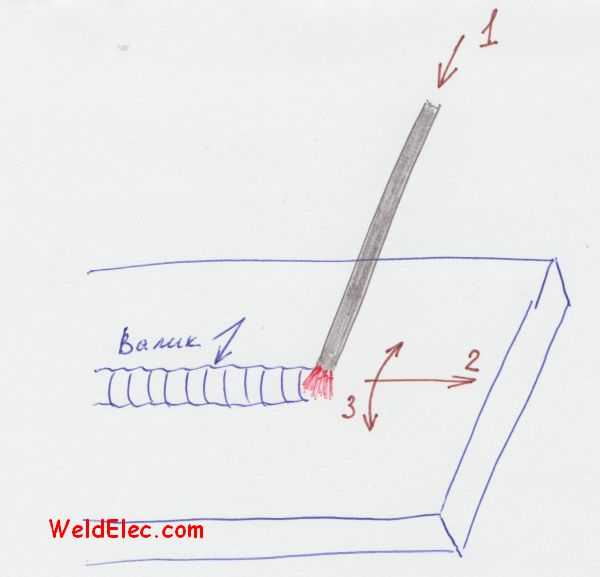
- электрод необходимо держать под углом в 70 градусов к поверхности;
- выставив оптимальный угол наклона, можно прочертить по металлу быструю линию(проверить наличие контакта). Если все сделано правильно, то появятся искры и треск;
- затем оставив нужный угол, следует зажечь дугу (можно электродом коснуться металла и тут же поднять электрод таким образом, чтобы образовалась искра в 3-5 мм, подробнее о зажигании дуги будет ниже) . Если все проделано верно, то дуга начнет гореть, а металл плавиться;
- если электрод залипает, то необходимо его раскачать и оторвать, а после опять зажечь дугу. Залипание электрода может говорить о том, что следует увеличить силу тока;
- как только исполнитель добился стабильного горения дуги, можно приступать к наплавлению валиков.
Зажатую дугу нужно плавно перемещать по сварному шву. При этом совершаются равномерные движения амплитудой 2-3 мм., которыми сварщик как бы загребает наплавленный металл. Чем размереннее движения, тем красивее получится соединение.
Способы зажигания сварочной дуги
Процесс зажигания сварочной дуги включает несколько этапов:
- возбуждение дуги осуществляется посредством кратковременного контакта конца электрода и свариваемой детали;
- наличие тока обеспечивает короткое замыкание, торец стержня начинается нагреваться до высоких температур, при которых после отрыва электрода происходит ионизация газового промежутка;
- в результате возникает дуга.
Данные сведения помогут исполнителям понять, как происходит зажигание, выполнение данных процессов поможет определить, выражаясь языком сварщиков, как «поймать дугу».
Выделяют следующие способы зажигания дуги покрытыми электродами:
1) Прямой отрыв или зажигание впритык или способ касания.2) Отрыв по кривой или способ чирканьем напоминает движение при зажигании спички.
Как правильно выполнить зажигание изображено на картинке.
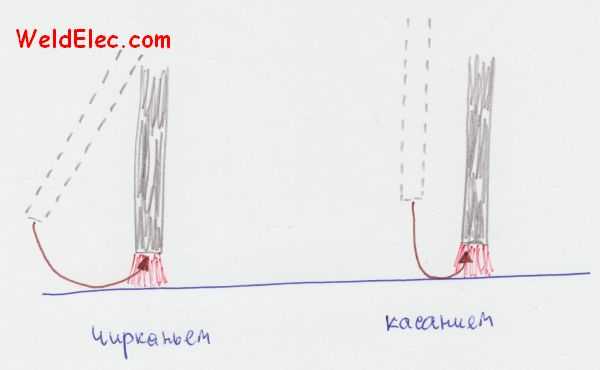
Сварщики активно применяют оба метода при ручной дуговой сварке. Первый — зажигание дуги отрывом — используется при работе в узких, труднодоступных и неудобных местах.
Длина дуги при сварке электродами оказывает значительно влияние на формирование соединения, его форму, ширину и чешуйчатость.
При электросварке выделяют очень короткую, короткую, среднюю и длинную дугу. Чем короче дуга, тем выше качество металла шва.
Длину дуги следует вычислять по формуле:
lд = 0,5 (d+2),
где d — диаметр электрода.
Либо есть еще правило: длина дуга равна диаметру электрода. На практике же никто не меряет ее, а выдерживают интуитивно, по опыту.
 Сварка очень короткой дуги производится впритык.
Сварка очень короткой дуги производится впритык.
Короткая дуга подразумевает расстояние между электродом и основным металлом равное примерно 50% диаметра стержня; применяется при выполнении вертикальных, горизонтальных и потолочных швов, а также при работе со стыковыми и корневыми швами в нижнем положении.
Расстояние при использовании средней дуги — 1-1,2 диаметра электрода. Среднюю дугу следует применять при сваривании и наплавке в нижнем положении, в отдельных случаях и в горизонтальном.
Использование длинной дуги нежелательно, не рекомендуется её применять.
Начинающим и домашним сварщикам также важно знать, как зажечь дугу на инверторе.
 Инвертор — металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный.
Инвертор — металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный.
Инвертор имеет две клеммы: в первую исполнитель должен поместить электрод, а вторая соединяется с изделием (что в какую, см. про прямую или обратную полярность). После подачи тока образуется электрическая цепь. Небольшой разрыв цепи — в несколько миллиметров — приводит к ионизации воздуха в месте разрыва, возникает сварочная дуга.
Важно знать, как зажигать дугу электродом, чтобы не прилипал. Залипание прутка может быть вызвано несколькими причинами:
- Хранение электродов не в оптимальных условиях приводит к их отсыреванию. Сырые расходники нужно прокалить, иначе они будут залипать.
- Прилипание возможно из-за неверного подбора электрода к свариваемым деталям. Для определенных материалов (таких как чугун, нержавейка, алюминий и другие) нужно применять специальные расходники. Для выбора используйте меню в правой колонке сайта.
- Использование некачественных или дешевых прутков, а также электродов неизвестного происхождения может привести к проблемам.
- Параметры на сварочном аппарате установлены неправильно, низкая сила тока приводит к залипанию.
- Неочищенная поверхность также может привести к залипанию.
- Отсутствие опыта у исполнителя иногда приводит к неправильному возбуждению дуги.
Чтобы избежать проблем во время сварочных работ необходимо использовать качественные электроды, выставить оптимальный режим сваривания, тщательно подготовить рабочую поверхность и попрактиковаться в правильном поджигании дуги.
Выполнение всех рекомендаций позволит произвести зажигание дуги и поддержание её горения на протяжении всего рабочего процесса.
Важно! В случае обрыва нужно знать, в каком месте производится последующее зажигание дуги. Потребность в повторном зажигании также может возникнуть в том случае, если у исполнителя закончился электрод. Возбуждение дуги следует осуществлять на металле шва, на расстоянии в 12-15 мм. от кратера (места обрыва).
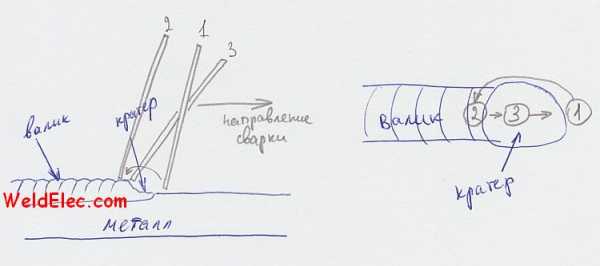
Повторное зажигание дуги: 1. возбуждение; 2. перенос дуги на начало кратера; 3. продолжение валика через кратер.
Данные сведения помогут исполнителю проанализировать способы зажигания сварочной дуги, в зависимости от поставленных целей и имеющегося оборудования.
Техника наплавки валиков
Дуговая наплавка валиков может осуществляться в различных пространственных положениях: нижнее, горизонтальное, вертикальное и потолочное. В зависимости от этого существуют отличительные правила сварки, которые мы рассмотрим далее.
Однако, нужно выделить и общие рекомендации:
- наилучшее качество работ достигается при ширине валика, равной примерно 2,5 диаметрам электрода;
- амплитуда движение электрода должна быть равна 1,5-2 диаметрам стержня;
- каждый последующий валик должен перекрывать предыдущий на 1/3-1/2 его ширины.
 У новичков после первых практических опытов возникает вопрос: почему сварочный валик высокий? Высота валика сварного шва зависит от силы тока, а также от скорости перемещения электрода. Быстрое движение электрода и малая величина тока обеспечивают получение узких и высоких валиков. Такие валики быстрее застывают, но они обладают одним существенным недостатком — наличие пор. Также сварщик может столкнуться с непроваренными участками.
У новичков после первых практических опытов возникает вопрос: почему сварочный валик высокий? Высота валика сварного шва зависит от силы тока, а также от скорости перемещения электрода. Быстрое движение электрода и малая величина тока обеспечивают получение узких и высоких валиков. Такие валики быстрее застывают, но они обладают одним существенным недостатком — наличие пор. Также сварщик может столкнуться с непроваренными участками.
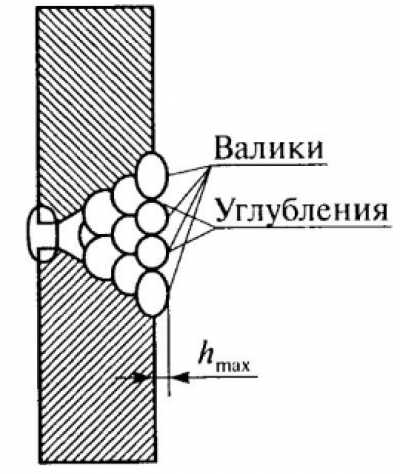
Еще один важный параметр — углубление или западание между валиками сварного шва представляет собой продольную впадину между двумя расположенными рядом валиками. Данный параметр следует измерять в том случае, если высота валиков разнится. Измерение осуществляется относительно валика, имеющего меньшую высоту; выполняется визуально или с помощью штангенциркуля.
Наплавка валиков в нижнем положении
Наплавка валиков в нижнем пространственном положении выполняется с помощью совмещения трех перемещений электрода одновременно:
- равномерная и непрерывная подача электрода к детали, обеспечивает постоянство длины дуги и скорости плавления;
- прямолинейное перемещение проводится вдоль оси шва, гарантирует оптимальную скорость работ и качественное формирование соединения, угол наклона стержня — 15-30 градусов относительно оси, перпендикулярной рабочей поверхности;
- колебательные движения выполняются поперек оси шва с целью прогрева кромок, применяется для получения валика нужной ширины, выделяют поступательное движение и движения полумесяцем.
Наплавка валиков в нижнем положении шва выполняется тем способом, который в большей степени подходит для решения поставленных задач.
Видео
Обратный валик сварного шва
Обратный валик при сварке — валик корневого шва, сформированный с противоположной стороны ведения сваривания. Для его формирования следует выполнять постоянные поступательные движения электрода, с применением короткой дуги, горящей с обратной стороны (на картинке). При этом следует устанавливать минимальные или средние величины тока.
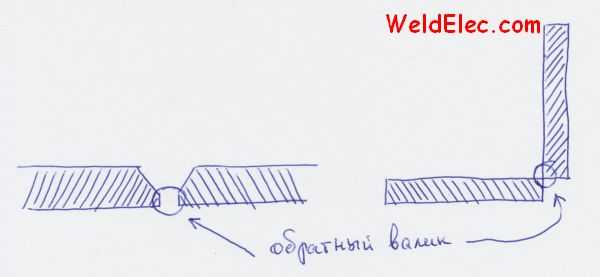
Электродный металл растекается в виде зонтика. Таким образом производится сварка труб с обратным валиком для стыковых и угловых соединений. При этом соединение изделий в основном осуществляется в потолочном положении. В формировании обратного валика «участвуют» сила тяжести расплавленного металла, воздействие дуги, сила поверхностного натяжения расплавленного металла с обеих сторон.
Наплавка валиков на пластины
 Сварной валик может быть наплавлен на пластину следующими способами: электрод перемещается слева направо или справа налево. Первый метод является наиболее удобным для исполнителя. Кроме этого, выделяют два направления движения электрода: на себя и от себя. Работы следует проводить по тщательно зачищенной поверхности.
Сварной валик может быть наплавлен на пластину следующими способами: электрод перемещается слева направо или справа налево. Первый метод является наиболее удобным для исполнителя. Кроме этого, выделяют два направления движения электрода: на себя и от себя. Работы следует проводить по тщательно зачищенной поверхности.
При наплавке валика на пластину следует придерживаться общих правил сварки. Наплавка на пластины чаще всего осуществляется в нижнем положении. Поэтому исполнителю следует принимать во внимание рекомендации, касающиеся работ в данном положении.
Сварка облицовочных валиков
Облицовочный валик — последний шов при многослойной технологии соединения. Перед свариванием следует произвести разделку кромок, которые не должны иметь острых углов. Данный слой варится узкими валиками в два прохода: сначала заваривают разделительный слой, а затем основной (облицовочный). Исполнитель выполняет поперечные колебания электрода.
При этом сила тока должна быть на 10-20А ниже, чем при работе с предыдущими валиками. Также можно применять электрод меньшего диаметра. Верхний валик укладывается на более высокой скорости, чтобы он получился плоским, имел плавные очертания, без подрезов. Валик сварного шва выполняется с целью улучшения внешних характеристик соединения.
Сварка ниточного валика
Ниточный валик формируется путем подачи электрода в направлении его оси и прямолинейном перемещении прутка вдоль шва, без колебательных движений. Таким образом исполнитель получает узкое сварное соединение. Электрод нужно наклонять к поверхности изделия. Изменяя угол наклона сварщик может регулировать глубину проплавления металла.
Сварка валика в подобных случаях обеспечивают его ширину, величина которой колеблется в диапазоне 0,8-1,5 диаметра стержня. Необходимость получения ниточного валика возникает при работе с тонким металлом, а также при заварке корня шва и подварке подрезов.
Заварка кратера
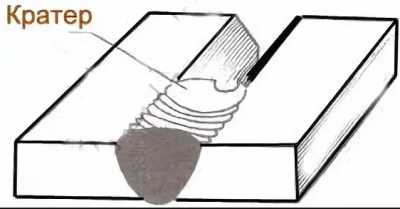 У начинающих исполнителей часто возникает вопрос: почему нужна заварка кратера? Горение электрической дуги вызывает образование углубления — кратера. Резкий обрыв дуги приводит к тому, что кратер оказывается не заполнен металлом. Также в кратерах концентрируются напряжения, которые могут вызвать образование трещин. Поэтому важно знать, как заваривать кратер.
У начинающих исполнителей часто возникает вопрос: почему нужна заварка кратера? Горение электрической дуги вызывает образование углубления — кратера. Резкий обрыв дуги приводит к тому, что кратер оказывается не заполнен металлом. Также в кратерах концентрируются напряжения, которые могут вызвать образование трещин. Поэтому важно знать, как заваривать кратер.
После завершения шва необходима тщательная и качественная заварка сварочного кратера. Заварка кратера производится следующим образом: электрод поднимается вверх возвратно-поступательными движениями, затем выполняется обрыв. Также существует второй способ: в конце сварного шва нужно произвести обрыв, после паузы произвести дополнительное зажигание и осуществить обрыв дуги. При необходимости повторить данные действия несколько раз. Следует отметить, что заварка кратера сварочного шва таким образом может привести к загрязнению металла окислами. Данные способы применяются при сварке одиночных и прерывистых швов, а также при осуществлении наплавки.
Заварка кратера шва при выполнении соединения по замкнутому кругу осуществляется следующим образом: нужно выполнить плавный заход на первый валик и добиться выполнения так зазываемого «замка».
Кратеры могут образовываться не только в конце сварочного соединения, но и при замене электрода, когда тот закончился. В подобных ситуациях следует соблюдать требования к заварке кратера перед гашением дуги: дефект заполняется путем постепенного отвода электрода и вывода дуги на только что наложенное соединение. Последующее возбуждение дуги проводится на основном металле в 12-15 мм. от кратера (см выше про повторное зажигание дуги).
Данные сведения помогут начинающим исполнителям понять, как заварить кратер и применить знания на практике.
Видео
Следующий ролик вкратце показывает суть основных моментов из данной статьи устами самоучки. В нем объединены использованные выше короткие ролики про зажигание дуги, наплавку валика и заварку кратера.
Данная статья дает ответы на актуальные для новичков вопросы; разъясняет значение основных понятий: сварка, валик; это сможет упростить усвоение теоретических и практических азов.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
ТЕСТ Наплавка на плоскую поверхность детали из низкоуглеродистой стали
Бюджетное профессиональное
образовательное учреждение Омской области
«Седельниковское училище № 65».
ТЕСТ
Наплавка на плоскую поверхность детали из низкоуглеродистой стали
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10о-15о;
б) 15о-20о;
в) 20о -25о.
Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
Слишком короткая дуга приводит:
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
а) 10о;
б) 55о;
в) 70о.
Эталон ответа:
| вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ответ | в | б | а | б | а, б, в | б, в | а, в | а | б | в |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
multiurok.ru
Техника выполнения сварных швов | Пензенский завод сварочных электродов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
ВОЗБУЖДЕНИЕ ЭЛЕКТРИЧЕСКОЙ ДУГИ
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
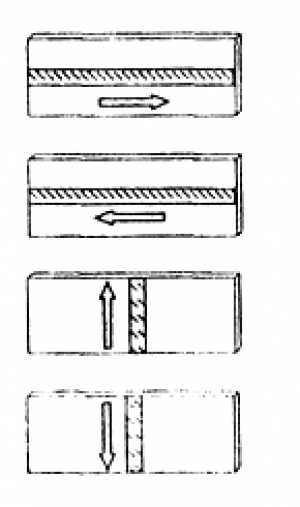
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
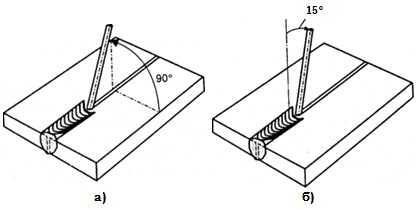
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
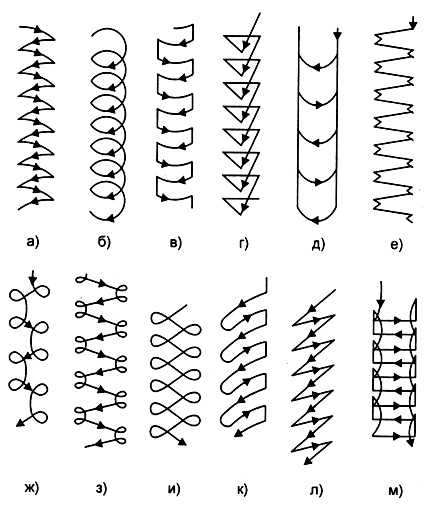
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности. На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остано
penzaelektrod.ru