Содержание
Сварка нержавейки аргоном – технология, обучение, видео
- В чем заключаются сложности сварки нержавеющей стали
- Как подготовить детали из нержавейки к сварке
- Аргоновая сварка нержавейки при помощи электрода из вольфрама
- Сварка с помощью полуавтомата
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.

Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.

- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.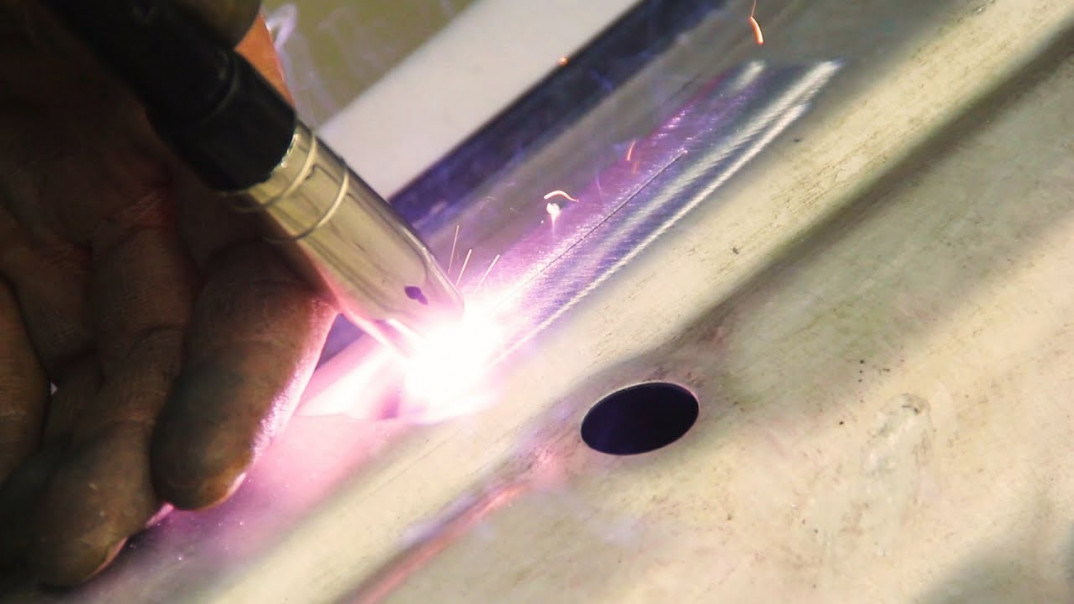
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму:
0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
|
Толщина металла, мм
|
Диаметр электрода, мм
|
|
0,5
|
1 |
|
1 |
1,6 |
|
2 |
2 |
|
3 |
3 |
|
4 |
4 |
|
5 и более |
6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
8 улучшений сварки TIG из нержавеющей стали
Последнее обновление
Однако с помощью нескольких советов вы можете все изменить. От правильных стержней до чистой заготовки, газовых наконечников, скорости и нескольких других важных советов ваша следующая сварка TIG может стать шедевром. Погрузитесь и узнайте восемь советов, которые вы можете использовать, чтобы улучшить свой следующий проект по сварке TIG.
1. Используйте правильный вольфрамовый стержень
На выбор предлагаются различные типы вольфрамовых стержней. То, что они содержат, будь то чистый вольфрам или вольфрамовый стержень с некоторыми добавками, не сильно повлияет на качество сварки. Некоторые из них начнут образовывать дугу легче, чем другие, а некоторые прослужат дольше, чем другие, но для обеспечения качества сварки вам нужно беспокоиться о диаметре вольфрамового стержня.
Если вы свариваете легкий листовой металл при малом токе с вольфрамовым стержнем большего диаметра, ваш сварной шов будет с трудом начинаться, а когда это произойдет, сварной шов не будет гладким и однородным. Чем тяжелее нержавеющая сталь, которую вы свариваете, тем больше должен быть диаметр стержня. Вот диаграмма, показывающая правильный диаметр вольфрамового стержня для вашего пластинчатого калибра, а также соответствующий диапазон силы тока.
| Толщина материала | Диаметр вольфрама | Диапазон тока |
| 1/16 | 1/16 | 80-20 |
| 3/32 | 1/16 | 100-30 |
| 1/8 | 3/32 | 120-150 |
| 3/16 | 3/32 | 150-250 |
| 1/4 | 1/8 | 200-350 |
| 1/2 | 1/8 | 235-375 |
2.
 Очистите металл
Очистите металл
Перед сваркой все сварные швы должны быть очищены, особенно при сварке TIG нержавеющей стали. Существует менталитет «без ярлыков», который должен принять каждый сварщик нержавеющей стали, и здесь он особенно применим. Это будет пузырить ваш сварной шов, что добавляет ему слабости, препятствуя плавному движению, которое ваш проход должен сделать для чистого валика.
Степень загрязнения материала определяет, как его следует чистить. Иногда подойдет чистая тряпка, но ацетон или другие растворители полезны для очистки нержавеющей стали, так как они эффективно удаляют все загрязнения и так же быстро испаряются.
Изображение предоставлено: Architect of the Capitol, Public Domain Files
3. Используйте чистый острый наконечник
Хотя вольфрамовый наконечник без грязи определенно поможет, обычно это не так. Чаще всего перед сваркой наконечники чистые. Что часто происходит во время процесса TIG, так это то, что ваш наполнительный стержень касается горячего наконечника и расплавляет каплю на нем, создавая так называемое грязное сопло.
Когда наконечник становится таким грязным, ваша дуга искажается, и вы теряете контроль над прицеливанием. Форма и точность дуги определяются тем, как заточен ваш наконечник. Чем тоньше острие и ровнее поверхность, тем чище и точнее будет ваша дуга. Это грязное пятно металла на нем превращает маленькую и стабильную дугу в шаткую внеосевую форму.
4. Увеличьте охват газа
Любой воздух, попадающий в сварные швы, приводит к образованию загрязнений в валике и может изменить цвет вашей нержавеющей стали. Чем больше газа вы используете с экономической точки зрения, тем аккуратнее будет ваш сварной шов. Это не просто больший расход газа. Более широкая чаша для более широкого охвата газа будет иметь существенное значение для ваших сварных швов.
Минимум номер 12 лучше всего использовать, когда пространство, которое вы свариваете, позволяет это сделать. Иногда область слишком узкая, и поэтому вы просто обходитесь тем, что у вас есть в данных обстоятельствах.
5.
 Увеличивайте скорость, чтобы свести к минимуму выделение тепла
Увеличивайте скорость, чтобы свести к минимуму выделение тепла
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже будет выглядеть сварной шов и тем больше будет деформироваться изделие. Однако это не означает, что вы должны уменьшить силу тока. Это потребует гораздо более медленного движения и, следовательно, приведет к большему подводу тепла в общем масштабе.
Ключевым моментом является сварка с достаточной силой тока, чтобы ваши сварные швы не прорывались и не вызывали подрезов при перемещении с максимально возможной скоростью без потери точности сварки. Это будет отличаться от человека к человеку из-за индивидуальных возможностей. Общее руководство заключается в том, чтобы ваш сварочный аппарат работал на 10% меньше, чем один ампер на 0,001 дюйма нержавеющей стали, и перемещался достаточно быстро, чтобы соответствовать нагреву.
6. Выберите правильную присадочную проволоку
Существуют различные типы присадочной проволоки, размер и материал которых существенно влияют на качество сварного шва. Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.
Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.
Также стоит сварить стержни нужного размера. Использование присадочной проволоки большого калибра на легком участке с малой силой тока приведет к образованию уродливых пятен, а не к стабильному жидкостному сварному шву. Использование тонкой калиброванной присадочной проволоки с высокой силой тока позволит эффективно расплавить проволоку, но будет трудно поддерживать нужное количество присадочной проволоки. Это либо создаст скудный шов, которому не хватает объема шва, либо неточный шов из-за чрезмерной скорости, с которой вы пытаетесь подать проволоку.
Найдите правильный размер методом проб и ошибок на практическом участке перед началом сварки, чтобы убедиться, что диаметр присадочного стержня подходит именно вам.
7. Обратная продувка вашей работы
Обратная продувка сварного шва — это процесс защиты обратной стороны сварного шва от воздуха. Вы можете добиться этого с помощью комплекта для продувки или накрыв заднюю часть сустава алюминиевой пленкой и вставив в нее линию защитного газа.
Окисление, которое происходит с нижней стороны вашего соединения при контакте с воздухом, не только приводит к некрасивому виду за сварным швом, но и влияет на то, как будет проходить сварной шов. Обратная продувка сварного шва обеспечит более гладкое формирование валика и предотвратит изменение цвета и деформации с обеих сторон соединения.
Изображение предоставлено: Alfred T. Palmer, Wikimedia
8. Дайте вашему проекту остыть
Нержавеющая сталь растет и чрезмерно деформируется от тепла. Он также образует красную, синюю и черную окраску, с которой вы знакомы на сварных швах. Окраска вся от лишнего тепла. Сварке всегда потребуется тепло, иначе металлы не будут свариваться вместе, но тепло на нержавеющей стали возникает из-за того, что работа нагревается больше, чем нужно.
Знаете ли вы, что можно красиво сварить стык с хорошим проваром без окрашивания? Таким должен быть каждый сварной шов. Может появиться немного цвета, но если ваши сварные швы чрезмерно красные и синие или, что еще хуже, черные, то это связано с тем, что ваша работа требует слишком много тепла. Как мы упоминали ранее, чрезмерный нагрев заготовки происходит из-за того, что дуга слишком долго находится на одном месте, а не из-за силы тока.
Чтобы решить проблему накопления тепла, рекомендуется сделать перерыв в непрерывном сварном шве. Начните сварку секции, и когда вы заметите, что она нагревается или начинает окрашиваться, остановитесь, чтобы дать ей немного остыть, прежде чем продолжить. Это не только предотвратит обесцвечивание, но и поможет предотвратить любую тепловую деформацию, которая испортит ваш проект.
Изображение предоставлено Крисом Ярзабом, Flickr
Сварка TIG нержавеющей стали действительно хороша, если соблюдать все необходимые меры. Основная причина, по которой у людей так много проблем с этим, заключается в том, что они выбирают короткие пути. Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.
Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.
Следуйте правильным шагам, и качество вашей следующей сварки TIG значительно улучшится.
Вот некоторые из наших других руководств:
- Как стать сертифицированным сварщиком
- Разогрев перед сваркой: причины и способы предварительного нагрева
- Как начать прибыльный сварочный бизнес и добиться успеха
- Можно ли сваривать нержавеющую сталь с флюсовым сердечником? Все факты!
- 1. Используйте правильный вольфрамовый стержень
- 2. Очистите металл
- 3. Используйте чистый острый наконечник
- 4. Увеличьте охват газа
- 5. Увеличьте скорость, чтобы минимизировать тепловыделение
- 6. Выберите правильную присадочную проволоку
- Работа
- 8. Дайте вашему проекту остыть
- Заключительные мысли: Усовершенствования вашего сварочного аппарата TIG для нержавеющей стали
Дополнительные видео — WelderSkills
Дополнительные видео — WelderSkills
Перейти к основному содержанию
Все остальное!
6G 2 дюйма, график 80 ua-41
6G 2 дюйма, график 80 ua-41 Испытание сварки труб с наполнителем 309 для корня с продувкой аргоном.
Зазор 1/8 дюйма и заполняющий стержень 3/32 дюйма для корневой системы с использованием техники погружения в замочную скважину.
используются техники ходьбы как от руки, так и с чашки.6g 2 дюйма UA-41 309 корень
6G 2 дюйма план 80 ER309L Корневой проход с продувкой аргоном
Это испытание сварки, также известное как ua41, и это видео демонстрируют корневой проход с продувкой аргоном и наполнителем 309 с использованием техники погружения в замочную скважину.
был использован зазор 1/8 с наполнителем 3/32Упражнение по сварке алюминия методом TIG «Сверло по алюминию»
В этом видео показано множество валиков во время упражнения, которое я называю «сверло по алюминию».
В спорте есть упражнения, предназначенные для совершенствования определенных навыков.
Поскольку алюминий требует гораздо большей подачи проволоки, чем сталь, эта дрель поможет руке, подающей присадочную проволоку, набрать скорость.Техника обратного шага для сварки TIG тонкого металла
В этом видеоролике показана технология обратного шага на листовом металле из углеродистой стали.
Возврат может помочь предотвратить искажение.Насадки для сварки TIG наружных угловых соединений
В этом видеоролике показано много разных ракурсов внешнего углового соединения углеродистой стали 11 калибра.
различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом.Методы сварки TIG – стыковое соединение 1G из углеродистой стали
Получение полного и равномерного провара на угле 11 ga может быть сложной задачей.
Иногда требуется скос и 2 проходаСоветы по сварке вольфрамовым электродом в среде защитного газа внахлестку из нержавеющей стали 16ga
В этом видеоролике показаны советы, настройки, чашки и рекомендации по сварке внахлестку нержавеющих сталей прихваточным швом.
также показан опущенный и грязный прижимной инструментTIG-сварка стыкового соединения из нержавеющей стали 16ga
В этом видео … вы увидите советы и методы, используемые для TIG-сварки стыкового соединения из нержавеющей стали 16ga с аргоновой защитой на стороне проплавления. Нержавеющая сталь с полным проплавлением требует защиты аргоном на стороне проплавления для сохранения свойств
Обучение сварке электродами 6013 и 7014 – видео для начинающих
В этом видео.
.. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014Сварка электродом с электродом 7014 — многопроходная T Совместная практика
В этом видео вы увидите советы по сварке электродом многопроходного углового сварного шва с электродом 7014, а также тест на резку и травление для проверки провара
Сварка ВИГ нержавеющей стали — 16ga наружного углового соединения
В этом видео.
.. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороныИспытание на сварку 6G — Купон Monster (Часть 1)
Купон Monster является довольно распространенным испытанием, потому что оно подходит для большего диапазона диаметров и толщин. В этом видео показаны некоторые приемы получения рута.
Сварка MIG тонкостенных труб квадратного сечения
в этом видео.
.. Советы по сварке MIG тонкостенных труб квадратного сечения на месте.
Верхний и горизонтальный спускИспытание на сварку 6G — Купон Monster (Часть 2) 7018 3/32-дюймовая сварка стержнем
Купон Monster является довольно распространенным испытанием, поскольку он подходит для большего диапазона диаметров и толщин. В этом видео показаны некоторые методы сварки палочки для наполнения и крышки, а также подсказки для позиционирования тела 9.0005
Сварка стержнем с 7018 — Тройник 3F из углеродистой стали
Сила тока, угол стержня, длина дуги являются ключевыми факторами для сварки стержнем вертикальных тройников 7018
Ручная сварка тройника 4F из углеродистой стали 7018
В этом видео.
.. потолочная сварка при 130 А электродом 7018 1/8″.
Одна ошибка, которую я допустил в школе сварщиков, заключалась в том, что на воздушной подушке было слишком холодноСварка ВИГ нержавеющих труб — Техника корневого прохода — Советы по продувке
В этом видео… Советы и приемы сварки ВИГ нержавеющих труб свободной рукой Техника корневого прохода вместе с некоторыми советами по продувке
Сварка MIG 5G Pipe
В этом видео.
.. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкойСварка TIG -Walking the Cup- Нержавеющая сталь с углеродистой трубой
В этом видео…Советы по сварке в сварке фланца из нержавеющей стали с углеродистой трубой
Сварка ВИГ углеродистой стали в раструб с наконечниками позиционера
В этом видео вы увидите сварку углеродистой стали ВИГ вместе с наконечниками для уникального распорного инструмента при использовании позиционера сварки.
TIG-сварка алюминиевых соединений внахлест и сравнение защитных газов
В этом видео вы увидите TIG-сварку алюминиевых соединений внахлестку и сравнение Stargon AL, аргона/гелия и чистого аргона.
Приварка фланца из нержавеющей стали к углеродистой трубе методом TIG от руки
В этом видео показан горячий проход, заливка и заглушка углеродистой трубы, приваренной к фланцу из нержавеющей стали…


 различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом.
различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом. также показан опущенный и грязный прижимной инструмент
также показан опущенный и грязный прижимной инструмент .. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014
.. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014 .. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороны
.. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороны .. Советы по сварке MIG тонкостенных труб квадратного сечения на месте.
.. Советы по сварке MIG тонкостенных труб квадратного сечения на месте. .. потолочная сварка при 130 А электродом 7018 1/8″.
.. потолочная сварка при 130 А электродом 7018 1/8″. .. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкой
.. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкой
