Содержание
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Особенности, сфера применения, достоинства и недостатки аргонодуговой сварки
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.
Такие процессы приводят к предотвращению образования пор.
Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ. В 1 м3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см3. При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.
Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
- Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
- Уменьшение деформации металла за счет небольшой зоны нагрева.

- Получение аккуратных швов.
- Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
- Возможность работы с любыми цветными металлами, включая алюминий.
- Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.

Недостатки:
- Для выполнения требуется приобретение дорогостоящего оборудования.
- Этот способ соединения металлов не относится к высокопроизводительным.
- Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение. С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Поделитесь с друзьями:
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, аргон является одним из наиболее широко используемых вариантов профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Газ является одним из наиболее важных газов, который часто требуется сварщикам, и может улучшить работу, выполняемую людьми этой профессиональной категории. Газ бесцветный и без запаха. Газ также негорюч и совершенно нетоксичен, поэтому его можно использовать в таких широких масштабах.
Один из самых популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для своих конкретных целей, но немногие знакомы с причинами его действия и почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
Подробнее о том, почему сварщики используют аргон
Как я уже говорил выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Роль аргона в этом процессе заключается в защите расплавляемых металлов. Когда металлы соприкасаются с высокими температурами, они могут вступать в реакцию с некоторыми газами в окружающем воздухе. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. На металлы наносится аргон, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных агентов в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется применительно к аргону и может быть чрезвычайно полезен для всех, кто выполняет любые сварочные работы. Защитные газы — это классификация инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Защитный газ важен потому, что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые разрушения металла и позволяет сварщику работать без каких-либо беспокойств.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать при попытке выполнить это. Гелий также часто используют сварщики, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Чем опасен аргон?
При использовании любого газа обратите внимание на то, какие меры предосторожности необходимо принять и что необходимо сделать для обеспечения максимально безопасного использования. В основном аргон относительно безопасен. Газ негорюч, а также не выделяет ничего токсичного, поэтому сварщики могут его регулярно использовать. Это также означает, что газообразный аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, примите необходимые меры безопасности при использовании этого газа. Газ аргон обычно дается сварщикам в баллоне со сжатым воздухом, для которого предусмотрен свой список мер предосторожности. При использовании этого продукта необходимо соблюдать правила техники безопасности при использовании обычных компрессионных баков.
Одной из самых больших опасностей, возникающих при использовании аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в хорошо проветриваемом помещении. Существуют ограничения на количество аргона, которое можно поместить в баллон со сжатым воздухом. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приведет к избыточному количеству в окружающей атмосфере.
Какие виды аргона используют сварщики?
Хотя аргон необходим в любом процессе сварки, разные сварщики используют аргон разной плотности и чистоты при работе. Как правило, сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных тем, что они предлагают аргон.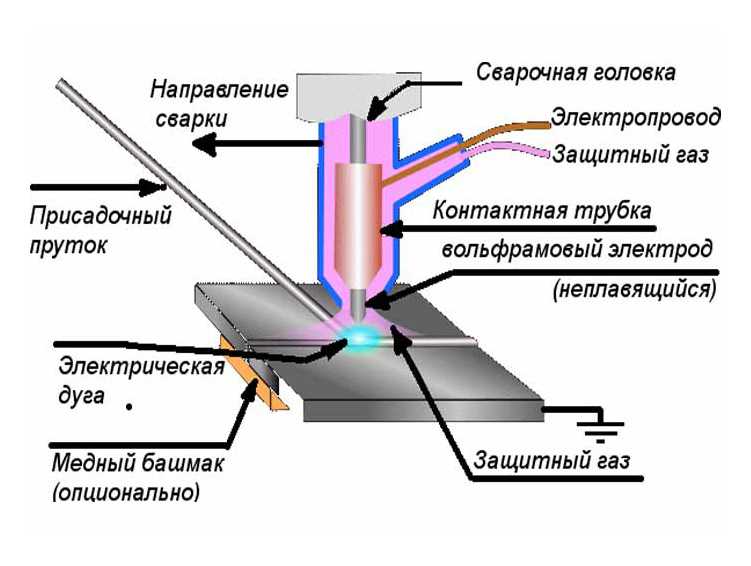 Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым аргоном, но является хорошим и недорогим вариантом, который могут использовать сварщики. Еще один существующий тип аргона — это медицинский аргон.
Это считается самой чистой формой Агона и не содержит следов какого-либо другого соединения или элемента. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому он редко используется сварщиками.
Как долго служат аргоновые баллоны?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется из резервуара, может определить, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баке также могут повлиять на то, как долго он прослужит. Настройки предварительного и последующего потока в резервуаре могут играть роль в определении того, сколько и как долго продлится.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из самых распространенных размеров, которые используют сварщики при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать на достаточное количество аргона примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют нечто, известное как регулятор аргона. Это важно для тех, кто регулярно использует аргон в своих сварочных процессах. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Одна из основных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более стабильную подачу аргона, а не все сразу.
Найдите хорошо работающий регулятор, совместимый с используемым баком. Обратите внимание на резервуар, который вы используете, и на регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, доступных в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, который люди задают сварщикам, касается давления, при котором они используют свой аргон. Большинство резервуаров с аргоном хорошо работают, если установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно эксплуатировать свои машины. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки является огромным преимуществом. Это также позволяет им адаптировать расход аргона в соответствии с тем, что им больше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод находится дальше, усилие, необходимое сварщику, будет больше. Чем большее давление аргона использует сварщик, тем больший охват он может получить, работая таким образом.
Похожие вопросы
Что такое газ C25?
Газ C25, также известный как Autoweld, представляет собой негорючую, адаптивную, эксклюзивную комбинацию газов, используемую для сварки углеродистых, нержавеющих и стальных металлов с покрытием.
Какой газ лучше всего подходит для сварки МИГ мягкой стали?
Одним из наиболее часто используемых инертных газов для сварки МИГ мягкой стали является аргон. Аргон, без сомнения, является основным защитным газом, используемым при сварке TIG большинства металлов, а также сварке легких сплавов MIG или пайке MIG-пайкой. Наиболее нормальными активными газами являются стопроцентный СО2 и смесь аргона и углекислого газа.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено в четверг, 8 марта 2018 г.
Сварка начинается с подачи электрической дуги между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы работы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
- Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ).
- особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
- Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
- Отсутствие образования шлака исключает операции по доочистке.
- Минимальное разбрызгивание при сварке.
- Медленнее, чем процессы MMA или MIG.
- Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
- Поддается механизации.
- Блок питания до 300 А переменного тока или постоянный ток
Процесс

Сварка MIG
- Процесс может быть полуавтоматическим или автоматическим.
- Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм.
- обычно покрыты медью для улучшения проводимости.
- Смеси аргона и гелия можно использовать для защиты.
- Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
- Источник питания 60–500 А, 16–40 В пост.
Провода
Металлоактивный газ (MAG) и CO
2 сварка
- Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
- CO 2 используется в основном для сварки стали.
- Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.

Материалы:
Сварка ВИГ
- сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
- а.е. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
- Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. Текущий.
- Тонкостенные (1,6 мм и меньше) трубы из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубу. Это называется орбитальной сваркой труб.
 Это называется орбитальной сваркой труб.
Это называется орбитальной сваркой труб.Сварка МИГ
- Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
- Различия заключаются в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка
- CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
- CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители.
- сваривается в среде аргона с 1% кислорода.
Нержавеющая сталь
Дизайн:
Сварка ВИГ
- Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм).
- Алюминиевые сплавы с толщиной листа от 2 до 6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
- Тонкие трубы из нержавеющей стали могут быть сварены методом TIG методом орбитальной сварки труб.
Сварка MIG
- Листы толщиной 6–25 мм можно сваривать встык с алюминиевыми поверхностями 1,6–4,8 мм.
- Производительность выше, чем при сварке TIG.
- Используется в общестроительном строительстве.
MAG и CO
2 сварка
- Автоматическая сварка MAG или CO 2 процессы обеспечивают неизменно высокое качество сварных швов из низкоуглеродистой и низколегированной стали.
- Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.