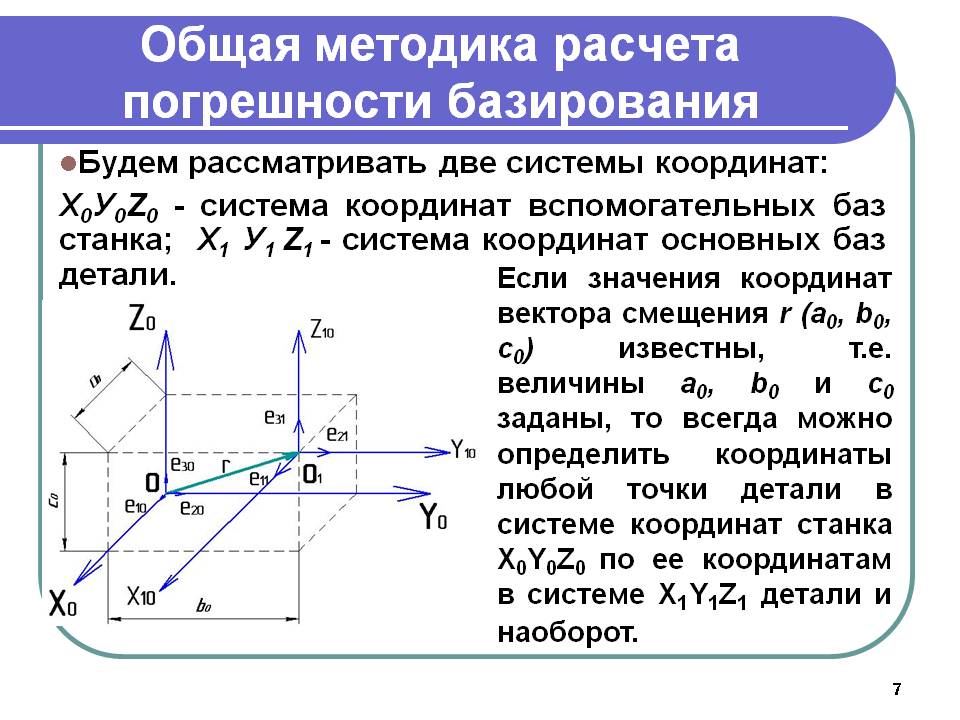
Содержание
Призма для базирования и установки
Содержание
- Базирование заготовок при обработке
- Схемы базирования
- Базирование призматической заготовки
- Базирование деталей цилиндрической формы
- Базирование деталей типа дисков
- Расчет погрешности базирования заготовки в приспособлении
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы. Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах. После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек.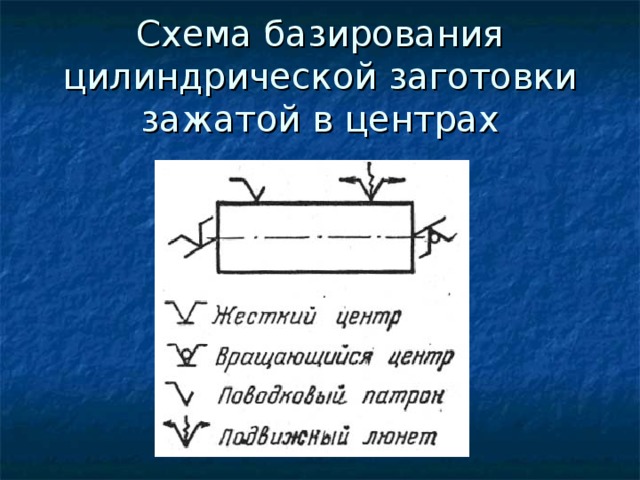 Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки.
 Он широко применяется при обработке моторов-редукторов и скоростных коробок.
Он широко применяется при обработке моторов-редукторов и скоростных коробок. - Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
 Он широко применяется при обработке моторов-редукторов и скоростных коробок.
Он широко применяется при обработке моторов-редукторов и скоростных коробок.Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
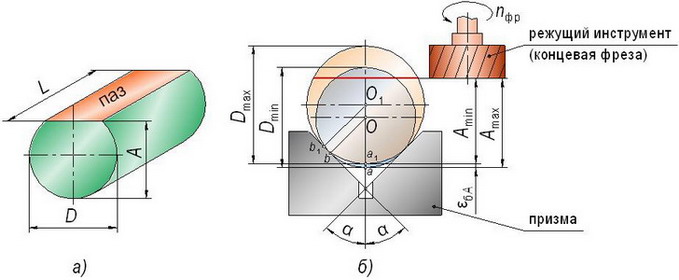
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°.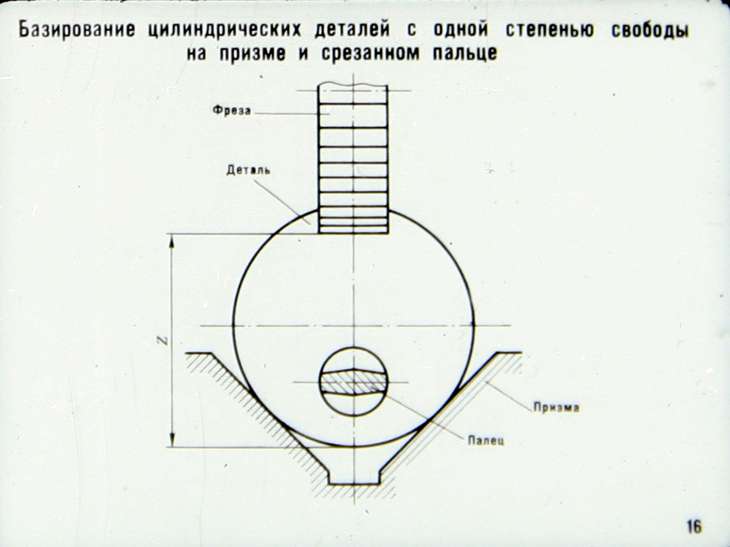 Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения.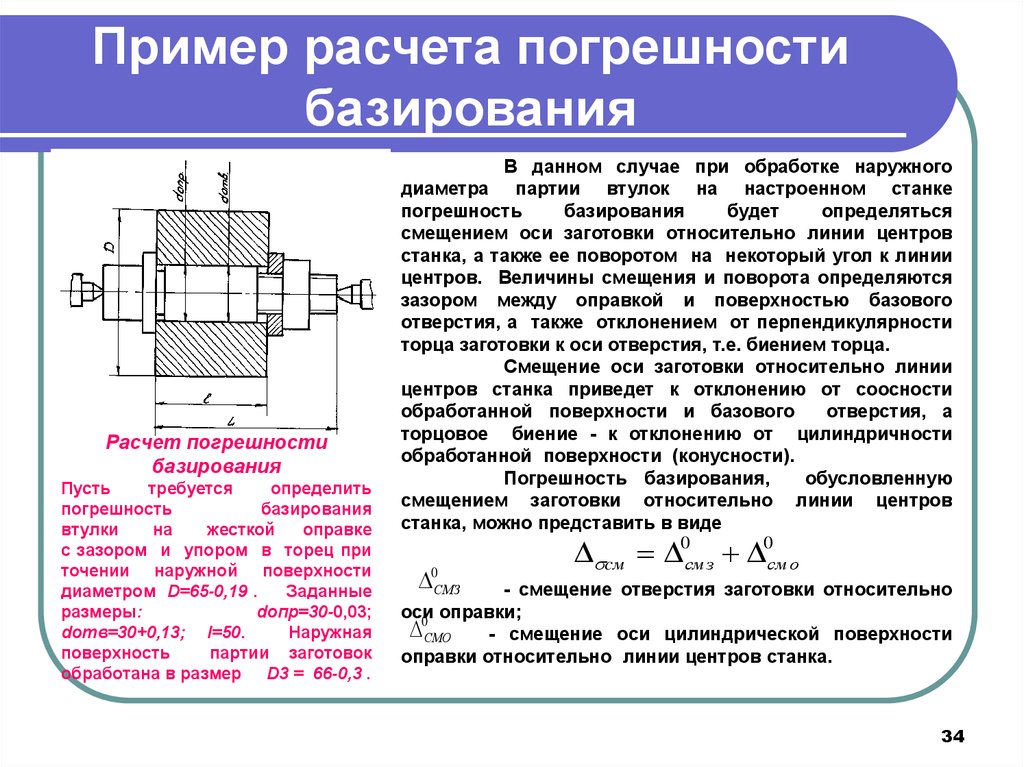 Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
- Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала.
- Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
- Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
 Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: [εб] = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
источник
Шишкин Основы проектирования станочных приспособлений 2010
Рис. 1.12. Патрон для растачивания втулки: 1 – корпус; 2 – крышка; 3 – прихват; 4 – заготовка;
5 – тяга
Рис. 1.13. Токарное переналаживаемое приспособление:
1 – нижний корпус; 2 – линейка; 3 – неподвижная призма; 4 – планшайба; 5 – подвижная призма; 6 – верхний корпус; 7 – винт зажима; 8 – заготовка
21
В этом случае наружная цилиндрическая поверхность является двойной направляющей базой. Опорные точки 1, 2, 3 и 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Опорные точки 1, 2, 3 и 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Плоскость вала является опорной базой (опорная точка 5), которая лишает заготовку перемещения вдоль оси X. Опорная точка 6 выполняет аналогичную функцию, как в предыдущей схеме базирования.
| Z | |
1,2,3,4 |
|
|
|
| |
|
| X |
|
| |
| 6 | |
Y | 5 | |
Рис. 1.14. Теоретическая схема базирования заготовки типа вала по плоскости и наружной цилиндрической поверхности
Установочными элементами приспособления для данной схемы базирования являются длинная призма и цилиндрическая опора.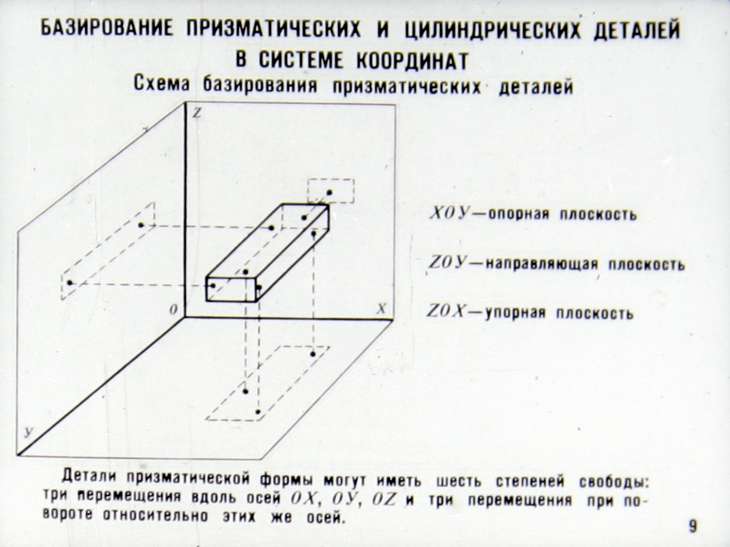
По характеру проявления базы в этом случае будут двойная направляющая база, опорная база, лишающая заготовку смещения относительно оси X, – явные базы. Опорная база, лишающая заготовку поворота относительно оси X, аналогична базе диска.
Тогда комплект баз для данной схемы базирования представляет собой сочетание технологической двойной направляющей явной, технологической опорной явной и технологической опорной скрытой или явной баз.
Реализация рассмотренной теоретической схемы в конструкции приспособления представлена на рис. 1.15 [8].
Рекомендации по применению типовой схемы базирования заготовки по плоскости и наружной цилиндрической поверхности.
1.В качестве баз целесообразно использовать поверхности, изготовленные с более высокой точностью.
2.При необходимости длинные призмы выполняются на разные диаметры цилиндрических поверхностей заготовки.
22
Рис. 1.15. Приспособление для фрезерования шпоночного паза ступенчатого вала:
1 – основание; 2, 3 – винт и шпонка; 4, 5, 6 – штифт, винт и угловой установ; 7 – опорная призма; 8 – штифт; 9 – прихват; 10 – заготовка; 11 – гайка; 12 – винт; 13, 14, 15 – гайка, шайба, болт станочный; 16, 17, 18 – шайбы и пружина; 19 – шпилька; 20, 21 – стойка с контргайкой; 22 – постоянная опора
3. С целью повышения точности базирования заготовки длинная призма должна иметь наибольшее, допустимое для конкретных условий, расстояние между рабочими поверхностями.
С целью повышения точности базирования заготовки длинная призма должна иметь наибольшее, допустимое для конкретных условий, расстояние между рабочими поверхностями.
4.Расположение опорной базы по линейному размеру для ступенчатых валов зависит от места расположения измерительной базы выполняемого на данной операции линейного размера.
5.В случае если заготовка по геометрической форме представляет собой сочетание диска и вала, например, ступица, недопустимо ее базирование одновременно на установочной и двойной направляющей базам, так как заготовка лишается восьми степеней свободы, что невозможно. Выбор того или иного варианта зависит от требований, предъявляемых к конкретным поверхностям, выполняемых на технологической операции.
1.2.3.Базирование заготовки по плоской и двум наружным цилиндрическим поверхностям
Такое сочетание поверхностей, которые используются в качестве баз, присуще заготовкам типа рычагов, шатунов и т.п.
Плоская поверхность такого типа заготовок принимается за установочную базу. На рис. 1.16 представлена теоретическая схема базирования заготовки рычага. Опорные точки 1, 2, 3 установочной базы лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. Одну из наружных цилиндрических поверхностей (в данном случае левую) принимают в качестве двойной опорной базы (опорные точки 4 и 5), которые лишают заготовку перемещения вдоль осей X и Y. Оставшуюся степень свободы – вращение вокруг оси Z – лишает опорная точка 6, являющаяся опорной базой.
На рис. 1.16 представлена теоретическая схема базирования заготовки рычага. Опорные точки 1, 2, 3 установочной базы лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. Одну из наружных цилиндрических поверхностей (в данном случае левую) принимают в качестве двойной опорной базы (опорные точки 4 и 5), которые лишают заготовку перемещения вдоль осей X и Y. Оставшуюся степень свободы – вращение вокруг оси Z – лишает опорная точка 6, являющаяся опорной базой.
В качестве установочных элементов в конструкции приспособлений для установочной базы используются цилиндрические постоянные опоры, опорные шайбы или опорные пластины.
Базирование заготовки по наружным цилиндрическим поверхностям в приспособлении производится с помощью двух коротких призм (опорные точки 4, 5, 6). Левая призма, лишающая заготовку двух степеней свободы, является неподвижной. Правая же призма выполняет двойную функцию. С одной стороны, она является установочным элементом, а с другой стороны, – элементом зажимного устройства, и поэтому призма выполнена подвижной.
24
6 Z | 1,2,3 |
X
4,5
Y
Рис. 1.16. Теоретическая схема базирования заготовки по плоскости и двум наружным цилиндрическим поверхностям
Необходимо помнить, что только неподвижный установочный элемент лишает заготовку полного количества степеней свободы, определенных его конструкцией, например, короткая призма лишает заготовку двух степеней свободы.
Если установочный элемент имеет одну или несколько степеней свободы (перемещение призмы, перемещение плунжеров в самоустанавливающейся опоре), то количество степеней свободы, которых лишается заготовка, будет меньше на количество степеней свободы установочного элемента. Согласно именно этому положению теоретической механики, короткая подвижная призма лишает заготовку одной степени свободы, что и отображено на теоретической схеме базирования.
Характер проявления баз для представленной типовой схемы базирования является явным для установочной и двойной опорной базы. Скрытый характер проявления опорной базы объясняется тем, что подвижная призма определяет положение по повороту продольной оси симметрии заготовки, т.е. воображаемой линии. Опорная база может быть явной, если правая цилиндрическая поверхность базируется в упорк цилиндрическойопоре, что показано на рис. 1.17.
Скрытый характер проявления опорной базы объясняется тем, что подвижная призма определяет положение по повороту продольной оси симметрии заготовки, т.е. воображаемой линии. Опорная база может быть явной, если правая цилиндрическая поверхность базируется в упорк цилиндрическойопоре, что показано на рис. 1.17.
Тогда комплект баз для рассматриваемой типовой схемы базирования состоит из технологических установочной явной, двойной опорной явной и опорной явной или скрытой баз.
Пример конструкции приспособления, реализующего данную типовую схему, представлен на рис. 1.18 [9].
25
Рис. 1.17. Технологическая опорная явная база при установке заготовки шатуна
Рис. 1.18. Наладка к универсальным наладочным тискам для закрепления деталей типа рычага:
1 – корпус; 2 – неподвижная призма; 3 – подставка; 4 – заготовка; 5 – подвижная губка; 6 – подвижная призма
Рис. 1.19. Примеры конструктивных особенностей базируемых заготовок
26
Следует иметь в виду, что конструктивные различия заготовок не оказывают влияния в целом на типовую схему базирования.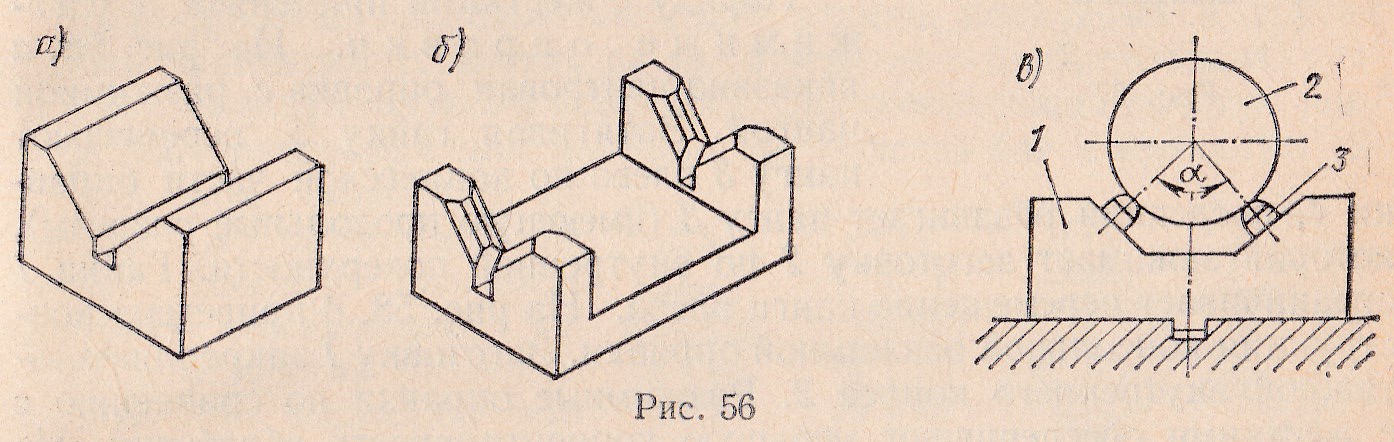 На рис. 1.19 показаны примеры конструкций деталей, для которых применима рассматриваемая схема базирования.
На рис. 1.19 показаны примеры конструкций деталей, для которых применима рассматриваемая схема базирования.
На рис. 1.19, а представлен пример с базами в виде участков цилиндрических поверхностей с разными радиусами R1 и R2 . На рис. 1.19, б показан вариант конструкции заготовки, у которой установочная база является ступенчатой (т.е. представляет собой, из определения базы, «… сочетание поверхностей, выполняющих ту же функцию»), а диаметры цилиндрических поверхностей различные.
1.2.4. Базирование заготовки по плоской и внутренней цилиндрической поверхностям
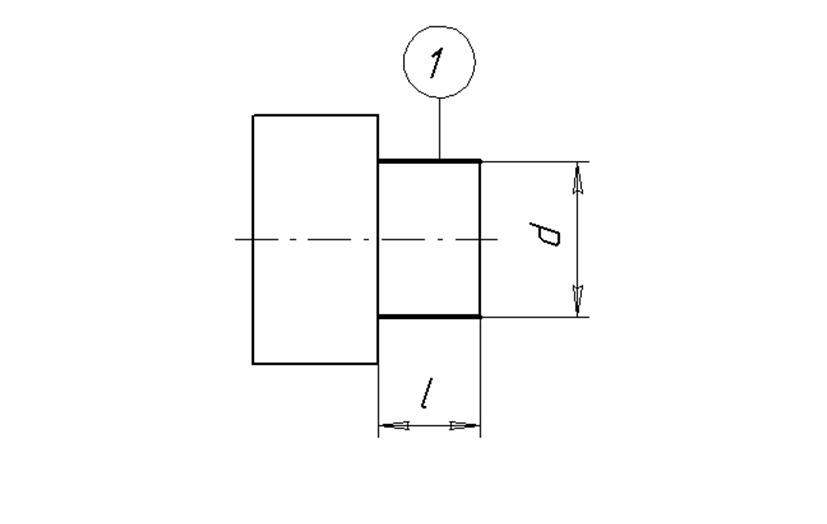
По плоскости и внутренней цилиндрической поверхности базируют заготовки в виде дисков с отверстиями и втулок как тел вращения. Но эта же схема позволяет произвести базирование корпусных или плоских заготовок при наличии в них отверстий.
Для заготовок, у которых площадь плоской поверхности преобладает, например, как у диска, целесообразно плоскую поверхность выбрать в качестве установочной базы (рис. 1.20).
Z 1,2,3
X
| 6 |
Y | 4,5 |
|
Рис.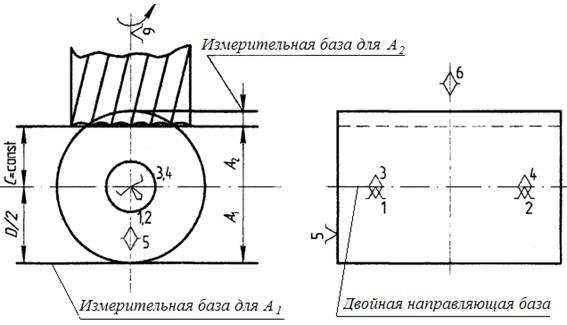 1.20. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (короткое цилиндрическое отверстие)
1.20. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (короткое цилиндрическое отверстие)
Опорные точки 1, 2 и 3 установочной базы лишают заготовку перемещения вдоль оси X и поворотов вокруг осей Y и Z. Внутренняя цилиндрическая поверхность (опорные точки 4 и 5) является двойной опорной базой, так как лишает заготовку перемещений вдоль осей Y и Z.
27
Опорная точка 6 выполняет ту же функцию, что и в предыдущих схемах базирования (см. рис. 1.10, 1.11, 1.14).
В конструкции приспособления установочными элементами являются цилиндрические опоры для опорных точек 1, 2 и 3, а для двойной опорной базы – короткий установочный цилиндрический палец.
Комплект баз для такой схемы базирования состоит из технологических установочной явной, двойной опорной явной и опорной скрытой баз.
При базировании заготовки типа втулки внутренняя цилиндрическая поверхность определяет положение ее в пространстве более точно. Поэтому внутренняя цилиндрическая поверхность принимается как двойная направляющая база (рис. 1.21). Опорные точки 1, 2, 3, 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
1.21). Опорные точки 1, 2, 3, 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Опорная точка 5 приложена к плоской поверхности, которая является опорной базой, и лишает заготовку перемещения вдоль оси X. Оставшуюся шестую степень свободы – поворот вокруг оси X – исключает опорная точка 6. Поворот заготовки относительно оси X исключается действием сил закрепления.
| Z |
1,2,3,4 |
|
| |
| X |
| 6 |
Y | 5 |
Рис. 1.21. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (по длинному цилиндрическому отверстию)
Основными установочными элементами для данной схемы базирования являются длинные установочные цилиндрические пальцы или цилиндрические оправки.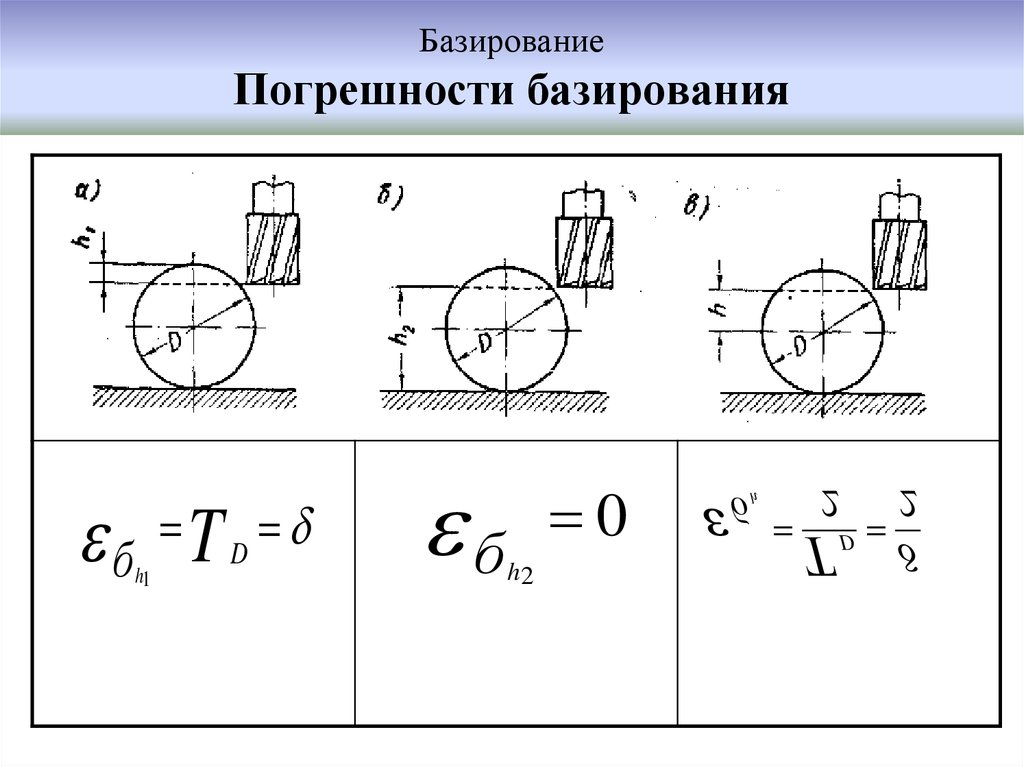
Комплект баз для втулки или полого вала представляет совокупность технологических двойной направляющей явной, опорной явной, лишающейзаготовкуосевогоперемещения, иопорнойскрытойбаз.
28
Примеры приспособлений для реализации типовой схемы базирования по плоскости и внутренней цилиндрической поверхности приведены на рис. 1.22, 1.23, 1.24.
Рис. 1.22. Приспособление для нарезания конического зубатого колеса: 1 – заготовка; 2 – шайба специальная; 3 – корпус; 4 – гайка круглая; 5 – тяга
Рис. 1.23. Специальное приспособление для сверления отверстия во втулке: 1 – корпус; 2 – штурвал; 3 – плита кондукторная; 4 – втулка постоянная;
5 – кондукторная втулка сменная; 6 – заготовка; 7 – тяга; 8 – шайба специальная; 9 – оправка
29
Рис. 1.24. Оправка для шлифовального станка:
1 – оправка; 2 – поводок; 3 – заготовка; 4 – шайба специальная; 5 – гайка
Особенностью базирования заготовок по плоскости и внутренней цилиндрической поверхности является обязательное наличие зазора между поверхностями отверстия и установочного элемента (пальца или оправки).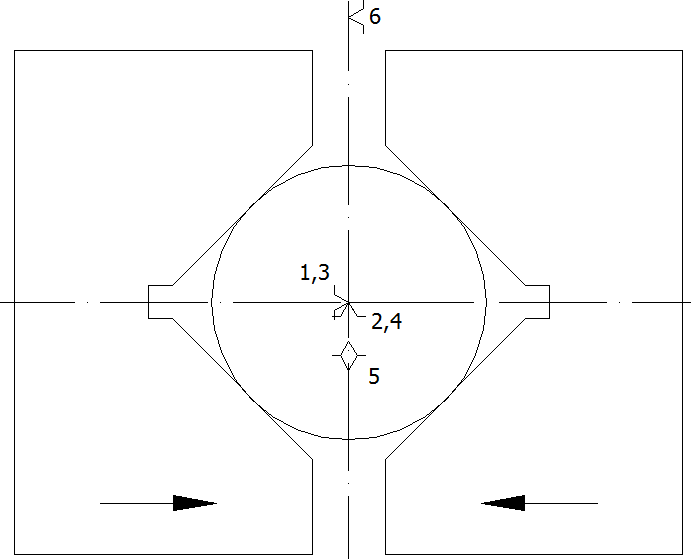 Наличие зазора позволяет производить быструю установку заготовки в приспособление, но приводит к увеличению погрешности базирования.
Наличие зазора позволяет производить быструю установку заготовки в приспособление, но приводит к увеличению погрешности базирования.
Конструктивными особенностями применения данной схемы базирования является оформление зажимного устройства для его быстродействия. Специальная шайба (рис. 1.22, б) выполняется с пазом, причем диаметр гайки или головки тяги должен быть меньше, чем внутренний диаметр отверстия заготовки, по которому производится базирование. При смене заготовок коротким ходом тяги или ослаблением гайки, достаточных для снятия шайбы, заготовка освобождается от закрепления и снимается с приспособления. После установки следующей заготовки шайба устанавливается на предназначенное место и производится закрепление заготовки.
Необходимо четко представлять, что недопустимо совмещать оба варианта базирования (аналогично базированию по плоскости и наружной цилиндрической поверхности) для заготовки, у которой присутствует и элемент диска, и элемент втулки (рис. 1.25).
Выбор варианта базирования определяется техническими требованиями к обрабатываемым поверхностям. Например, при обработке лыски целесообразно выбрать комплект баз, состоящий из установочной, двойной опорной и опорной баз, так как необходимо обеспечить перпендикулярность обрабатываемой поверхности к плоскости основания заготовки (база В). Для обработки цилиндрической поверхности диаметром D, которая должна располагаться соосно с внутренней цилиндрической поверхностью (база Б), необ-
Например, при обработке лыски целесообразно выбрать комплект баз, состоящий из установочной, двойной опорной и опорной баз, так как необходимо обеспечить перпендикулярность обрабатываемой поверхности к плоскости основания заготовки (база В). Для обработки цилиндрической поверхности диаметром D, которая должна располагаться соосно с внутренней цилиндрической поверхностью (база Б), необ-
30
Что такое призма? Значение, определение, форма, типы, площадь, примеры
Что такое призма?
Призма представляет собой твердое тело, ограниченное со всех сторон плоскими гранями. В призме есть два типа граней. Верхняя и нижняя грани одинаковы и называются основаниями. Призма названа в честь формы этих оснований. Например, если призма имеет треугольное основание, она называется треугольной призмой.
Грани призмы, отличные от верхней и нижней, называются ее боковыми гранями. Все боковые грани также идентичны между собой и относятся к классу параллелограммов. Это означает, что боковые грани могут быть параллелограммами, прямоугольниками или даже квадратами, поскольку все они имеют противоположные стороны, параллельные друг другу. Одним из наиболее распространенных примеров призмы является прямоугольный параллелепипед. Она имеет прямоугольное основание и называется прямоугольной призмой.
Одним из наиболее распространенных примеров призмы является прямоугольный параллелепипед. Она имеет прямоугольное основание и называется прямоугольной призмой.
Элементы призмы
На призме можно пометить ее особенности, что поможет их охарактеризовать.
Ребро: Прямая линия, соединяющая любые две соседние вершины призмы, называется ее ребром.
Вершина: Углы призмы, где встречаются любые два ребра, называются вершинами.
Грань: это закрытая плоская поверхность, окруженная вершинами и ребрами.
Сечения призмы
Поперечное сечение призмы — это форма, полученная при пересечении плоскостью призмы вдоль ее оси. По форме основания призмы можно разделить на следующие категории:
- Треугольная призма : Основание призмы треугольной формы.
- Шестиугольная призма : Это призма с основанием в форме шестиугольника.
- Квадратная призма : Призма с основанием в форме квадрата. Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом.
 Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом.
Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом.- Пятиугольная призма : Основание призмы имеет форму пятиугольника.
- Прямоугольная призма : Призма с основаниями в форме прямоугольника. Прямоугольная призма также известна как кубоид.
Знаете ли вы, что обычная треугольная призма может разделить белый свет на несколько составляющих цветов, составляющих спектр?
Правильные и неправильные призмы
Форма основания призмы используется для разделения их на правильные и неправильные многоугольники. Правильная призма — это основание с правильным многоугольником, тогда как призма, основанием которой является неправильный многоугольник, называется неправильной призмой.
Правая призма и косая призма
У прямой призмы два плоских конца, и они идеально выровнены по каждой боковой грани. С другой стороны, наклонная призма будет казаться несколько наклоненной с двумя не выровненными основаниями. Боковые грани такой призмы представляют собой параллелограммы.
Боковые грани такой призмы представляют собой параллелограммы.
Площадь поверхности призмы
Площадь поверхности любой призмы можно рассчитать по следующей формуле:
Площадь поверхности = (2 ✕ Площадь основания) + (Периметр основания ✕ Высота)
Площадь поверхности призмы — это общая площадь всех ее оснований и граней.
Объем призмы
Доступное пространство внутри призмы показывает объем призмы. Чтобы получить объем призмы, нам нужно будет оценить площадь поперечных сечений, а затем умножить их на глубину призмы. Объем призмы можно выразить в кубических единицах.
Формула для расчета объема призмы выглядит следующим образом:
Объем = Площадь основания ✕ Высота
Решенные примеры
Пример 1. Вычислите объем призмы высотой 7 см и площадью основания 60 см².
Решение : Мы знаем, что Объем призмы = Площадь основания ✕ Высота
Для данной призмы
Высота = 7 см и Площадь основания = 60 см²
Следовательно, объем данной призмы:
Объем = 60 ✕ 7 = 420 см³
Пример 2. Вычислите площадь поверхности призмы с площадью основания 25 см², периметром основания 24 см и высотой 10 см.
Решение: Мы знаем, что для призмы
Площадь поверхности = (2 ✕ Площадь основания) + (Периметр основания ✕ Высота)
Для данной призмы
Высота = 10 см и площадь основания = 25 см² и Периметр основания = 24 см,
Следовательно, площадь поверхности данной призмы:
Площадь поверхности = (2 ✕ 25) + (24 ✕ 10) = 50 + 240 = 290 см²
Пример 3. Найти объем призмы с площадью основания 25 см² и длиной 12 см.
Решение : Мы знаем, что Объем призмы = Площадь основания ✕ Высота
Для данной призмы
Высота = 12 см и Площадь основания = 25 см²
Следовательно, объем данной призмы:
Том = 25 ✕ 12 = 300 см=
Практические задачи
125 CM³
5 CM³
375 CM³
25 CM³
Правильный ответ: 375 CM³
Мы знаем, что объем Prism = Область базовой высоты
. Для данной призмы
Высота = 12,5 см и площадь основания = 30 см²
Следовательно, объем данной призмы:
Объем = 30 ✕ 12,5 = 375 см³
Куб
Конус
Сфера
Ответ: 10005
Цилиндр 4 1005
Цилиндр 900 Куб – это призма с квадратными основаниями и квадратными гранями.
6 см
4 см
7 см
10 см
Правильный ответ: 4 см
Мы знаем, что объем призмы = площадь основания ✕ высота
Для данной призмы
Объем = 12 см и площадь основания = 25 см²
Следовательно,
40 = 10 ✕ высота
Высота = $\frac{40}{10}$ = 4 см.
Часто задаваемые вопросы
Чем призма отличается от пирамиды?
Хотя и призма, и пирамида трехмерны, призма имеет два одинаковых основания, тогда как пирамида имеет только одно основание.
Можно ли считать цилиндр призмой?
Так как призма представляет собой многогранник со всеми плоскими гранями, то цилиндр призмой не является — у него изогнутая поверхность.
Если боковые грани призмы прямоугольники, то как называется такая призма?
В этом случае мы будем называть призму прямой призмой.
призмы с примерами
Перейти к площади поверхности или объему.
Призма — это твердый объект с:
- одинаковые концы
- плоские поверхности
- и такой же сечением по всей длине!
Поперечное сечение — это форма, полученная путем прямого разрезания объекта.
Поперечное сечение этого объекта представляет собой треугольник …
.. имеет одинаковое поперечное сечение по всей длине …
… так что это треугольная призма .
изображения/prism-grow.js
Попробуйте нарисовать фигуру на листе бумаги Тогда представьте, что он выходит из листа бумаги… |
Никаких кривых!
Призма — это многогранник, а значит все грани плоские!
Без изогнутых сторон.
Например, цилиндр не является призмой , потому что у него изогнутые стороны.
Основания
Концы призмы параллельны
и каждый из них называется основанием.
Стороны
Боковые грани призмы представляют собой параллелограммы
(четырехсторонние фигуры с параллельными противоположными сторонами)
Это все Призмы:
| Квадратная призма: | Сечение: |
| Куб: | Сечение: |
| (да, куб — это призма, потому что это квадрат по всей своей длине) (Также см. Прямоугольные призмы) | |
| Треугольная призма: | Сечение: |
| Пятиугольная призма: | Сечение: |
и больше!
Пример: Этот шестиугольный кристалл льда.
Он выглядит как шестиугольник, но поскольку он имеет некоторую толщину, это на самом деле шестиугольная призма!
Фото НАСА / Алексей Клятов.
Правильные и неправильные призмы
Все предыдущие примеры: Regular Призмы, потому что поперечное сечение правильное (другими словами, это форма с равными длинами ребер и равными углами.)
Вот пример неправильной призмы :
| Неправильная пятиугольная призма: | ||
| Сечение | ||
| Это «неправильно», потому что поперечное сечение не имеет «правильной» формы. | ||
Правая и наклонная призма
Когда два конца идеально выровнены, это правая призма, в противном случае это наклонная призма:
Площадь поверхности призмы
Площадь поверхности = 2 × площадь основания
+ периметр основания × длина
Пример: Какова площадь поверхности призмы, если площадь основания равна 25 м
2 , периметр основания равен 24 м, а длина 12 м:
Площадь поверхности = 2 × Площадь основания + базовый периметр × длина
= 2 × 25 м 2 + 24 м × 12 м
= 50 м 2 + 288 м 2
= + 288 м 2
= + 288 М 2 9000
= . 338 м 2
(Примечание: у нас есть инструмент для расчета площади)
Объем призмы
Объем призмы равен площади одного конца, умноженной на длину призмы.
Объем = Площадь основания × Длина
Пример. Каков объем призмы, площадь основания которой составляет 25 м
2 , а длина 12 м:
Объем = площадь × длина
= 25 м 2 × 12 м
0 = 300 м
3
Поиграй с этим здесь. Формула также работает, когда он «наклоняется» ( косой ), но помните, что высота находится под прямым углом к основанию:
И вот почему:
Стопка может наклоняться, но объем остается прежним
Подробнее о боковых гранях
Боковые грани призмы представляют собой параллелограммы (четырехгранная форма с параллельными противоположными сторонами)
Призма может наклоняться в одну сторону, что делает ее наклонной призмой , но два конца по-прежнему параллельны, а боковые грани по-прежнему параллелограммы!
Но если два конца не параллельны , то это не призма .