Содержание
Различия метрической и дюймовой резьбы |
Автор статьи: pkmetiz.ru
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка. - Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.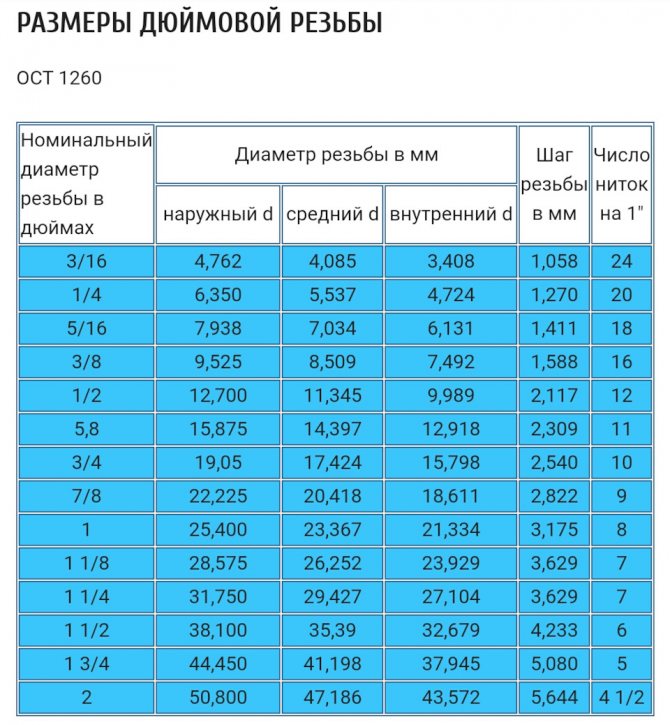
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
- калибрами;
- резьбомерами;
- механическими измерителями — микрометрами, штангенциркулями.
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Различия дюймовой и метрической резьбы оптомеханических компонентов Thorlabs
Размерности на чертежах дюймовой и метрической резьбы
На самом деле, различие между дюймовыми и метрическими креплениями имеет значение, когда деталь имеет механические элементы крепления, для установки которых необходимы резьбовые отверстия. В резьбовые отверстия помещается шуруп с установочным винтом или колпачком. Болт совместим только с одним видом резьбы. Поскольку существуют стандарты резьбы в обеих системах измерений, то и на чертеже детали должны присутствовать размерности резьбового отверстия в двух вариантах.
В качестве примера приведем чертеж трапецеидальной резьбы от Thorlabs. На нем можно наблюдать пару резьбовых соединений. Британские заказчики используют чертежи со следующими стандартами резьбы: 8-32 на одном конце и 1/4 «- 20 на другом. Для заказчиков, пользующихся метрическими единицами, наши стержни TR/M содержат резьбу вида М4 на одном конце и вида M6 на другом. Английские единицы измерения вводят в соответствие метрической, а последняя, в свою очередь, не может быть напрямую использована с английской, поэтому должны существовать два варианта.
Для сравнения обратите внимание на кинематический держатель с зеркалом KM100 от Thorlabs. В установке можно наблюдать раззенкованные отверстия с гладкими краями, которые используют для монтажа, а не для резьбы. Отсутствие резьбы означает, что винты 8-32 или M4 могут быть размещены напрямую в деталь. В итоге была утверждена только одна версия, которую называют «универсальной».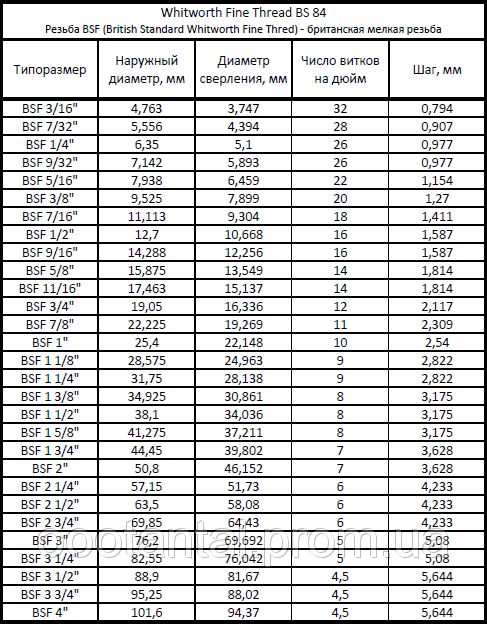
Если предполагается использование как метрических, так и английских систем мер, метрические части выписаны с использованием идентификационного кода, которого нет в британском эквиваленте. Например, на рисунке 1. метрические штыри с резьбой обрабатываются кольцом на конической кромке рядом с отверстием с резьбой вида M4.
Установка может сочетать в себе как универсальные и английские стандарты, так и универсальные и метрические. Однако сочетание английских и метрических единиц в одном приборе недопустимо – чтобы устранить разницу, необходимо специальное оборудование. Одним из таких приспособлений в Thorlabs служат резьбовые адаптеры.
Универсальные детали крепятся к другим частям с помощью шурупов
В универсальных креплениях нет резьбовых отверстий. Сразу же возникает вопрос: как присоединить универсальное крепление к болту с дюймовой и метрической резьбой, если продукция выпускается только в одном варианте: либо с размерами резьбы вида 8-32, либо M4? Этот установочный шуруп легко устанавливается с помощью 5/64 » или 2-х миллиметрового штыревого ключа (либо шестигранным ключом) для резьбы вида 8-32(M4). Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Поскольку универсальные детали предназначены для сборок с использованием болтов с крышками, мы выпускаем как винты с дюймовой, так и с метрической резьбой с каждой деталью.
Детали с дюймовой и метрической резьбой имеют разные единицы измерения длины
Дюймовая и метрическая резьба имеет разные физические размеры. Вернемся к нашим чертежам: длины у шурупов с дюймовой резьбой дискретны: 1 «(25,4 мм), 1,5» (38,1 мм), 2 «(50,8 мм) и более. Однако длина их метрические версий просто различна: 30 мм (1,18 дюйма), 40 мм (1,57 дюйма), 50 мм (1,97 дюйма), и т.д.
Из-за этих различий гораздо популярнее стали дюймовые детали с размерами в дюймах, и метрические детали с метрическими параметрами, даже если элементы универсальны. Например, базовые держатели BA2 и BA2/M от Thorlabs включают в себя противоточные фильтры, которые можно считать универсальными, поскольку счетчики в них не резьбовые.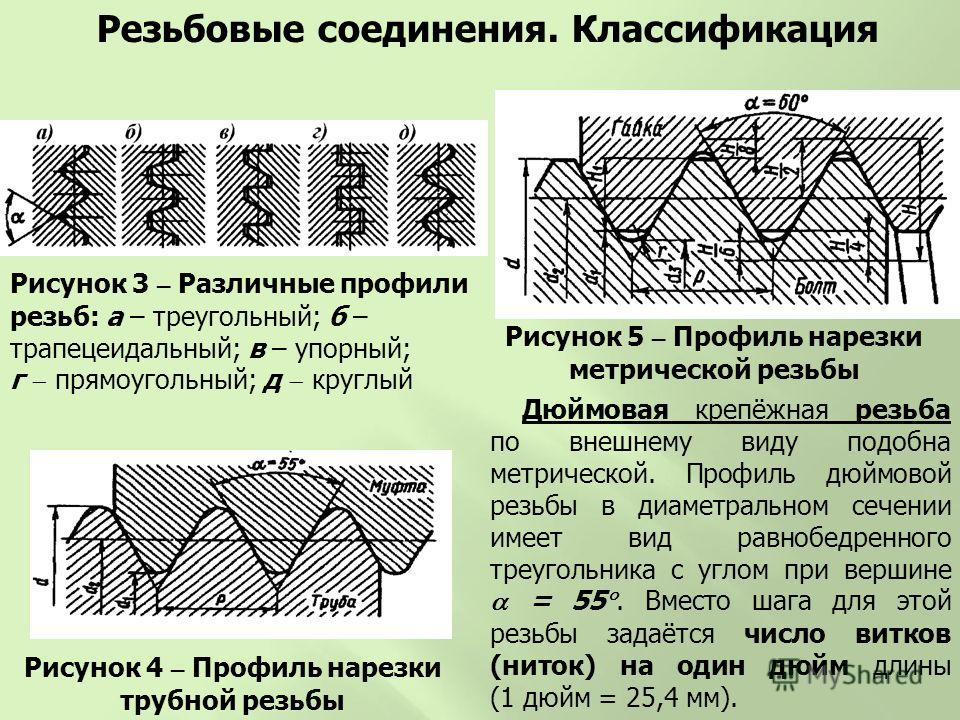 Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Кроме того, внешние габариты BA2 составляют 2 «x 3» x 3/8 «(50,8 x 76,2 мм x 9,5 мм), а внешние размеры BA2/M — 50 мм x 75 мм x 10 мм (1,97 «х 2,95» х 0,39 «). Эти небольшие различия означают, что несколько баз BA2 (или BA2/M) могут быть размещены физически на дюймовые (или метрические) оптические столы, при этом свободных отверстий не останется.
Наименования деталей
Иногда возникают ситуации, когда ключевыми различиями между частями в одном и том же семействе являются их механические размеры. Тогда название детали тоже может меняться в дюймовой и метрической версии для удобства и удобочитаемости. Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Теперь рассмотрим метрические обозначения: 30-миллиметровый называется TR30/M, 40-миллиметровый — TR40/M, 50-миллиметровый называется TR50/M. Здесь дополнительная цифра в названии позволяет обозначать их единицами их натуральной длины, то есть TR30/M имеет на один знак больше, чем TR1. Однако это не означает, что винт TR30/M в тридцать раз больше!
Главная цель при подготовке технической документации изделий это лаконичность и практичность. Поэтому в позиционном номере иногда опускается одна цифра, это касается метрических деталей. Вместо этого используется добавка /M, чтобы знать является ли эта часть метрической. Например, рассмотрите наши алюминиевые плиты.
MB1012 – это макет с дюймовой резьбой шириной 10 «x 12 дюймов (с отверстиями 1/4» -20 с отверстиями на расстоянии 1 дюйм), а MB1560/M – метрическая, габариты — 15 см x 60 см (с отверстиями M6 с резьбой на расстоянии 25 мм).
Обе эти части имеют четыре цифры в своих номерах, но один дан в дюймах, а другой – в миллиметрах.
Дюймовые и миллиметровые детали с одинаковыми оптическими размерами
Зачастую считается, что метрическая версия крепления предназначена для оптики с метрическими конструктивными элементами. Например, имеются два варианта элемента LMR1 для оптики Ø1” : LMR1, имеющее крепежное отверстие с резьбой 8-32 и LMR1/M, имеющее крепежное резьбовое отверстие M4. Может показаться, что LMR1 предназначен для оптики Ø1 «(Ø25,4 мм) и что LMR1/M предназначен для оптики Ø25,0 мм. Но фактически оба элемента предназначены для оптики Ø25,4 мм (вдобавок в креплении использовано одно и то же удерживающее кольцо SM1RR).
Остановимся на этом моменте и рассмотрим примеры ближе. Во-первых, LMR1/M по своим габаритам вполне подходит для оптики Ø1 «, поэтому размещение крепления в оптике диаметра до 1 мм не вызовет трудностей. Однако центрировка LMR1/M в оптике Ø25.0 мм потребует значительных допусков. Точность прибора снизится, а потому такой вариант неудобен при решении задач, где необходим объектив.
На некоторых рисунках на веб-сайте Thorlabs могут быть опущены замечания, что дюймовые и метрические части имеют одинаковый размер отверстия. Такое происходит вследствие округления.
Отверстия с SM-резьбой не отличаются в метрических и дюймовых частях установки
Корпорация Thorlabs разработала семейство локальных стандартов резьбы для общих оптических диаметров, обозначенных префиксом SM. Эти резьбы обеспечивают удобный способ центрирования, закрепления и позиционирования оптики в их креплениях. Thorlabs активно использует стандарты SM во всей оптико-механической линейке продуктов, а потому вы можете быть уверены, что части, которые вы покупаете, полностью совместимы механически. Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
В оптических креплениях суффикс /M относится только к резьбовым установочным отверстиям. Иными словами, когда Thorlabs обозначает продукт с SM-резьбой как дюймовый или метрический, отверстие с SM-резьбой в обеих версиях не отличается.
На инженерных чертежах вначале содержатся сведения о проектировании
Thorlabs предоставляет конструкторские чертежи практически всех частей продукта в форматах PDF и DXF, большинство элементов даже представлены в 3D, открыть которые можно в программах SolidWorks, eDrawing и Step. На чертеже PDF и DXF нанесены все размерности, отражены важные физические характеристики каждого элемента (например, соединительные отверстия, метрические идентификационные метки и некоторые особенности конструкции – например, стопорные винты и стопорные кольца), являются основой для эскизов, иллюстрации которых есть в инструкции.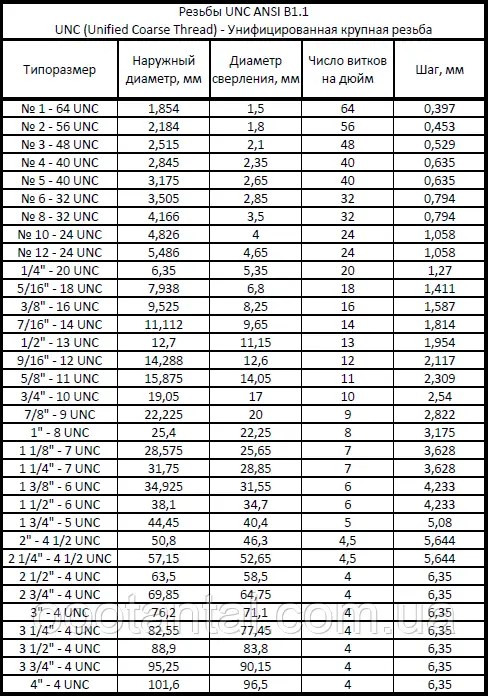 Вся эта информация есть и на веб-сайте компании Thorlabs.
Вся эта информация есть и на веб-сайте компании Thorlabs.
Измерения на каждом чертеже приведены в обеих единицах измерения: используется или дюймовая с метрическим эквивалентом в скобках; или метрическая с дюймовым эквивалентом. Элементы, перечисленные первыми, являются конструктивными единицами. Согласно стандартам, приводятся дюймовые измерения с точностью до сотых, а метрические – с точностью до десятых. Это возникло из-за того, что стандартные допуски оборудования составляют ± 0,005 дюйма (примерно ± 0,1 мм).
Несмотря на то, что измерения в конструктивных единицах детали всегда точны для данных условий, преобразованные измерения могут быть округлены. Например, если точность преобразованного измерения не указана (два знака после запятой для дюймов и один для метрических размеров), то оно округлено. При этом наличие подходящего числа цифр после запятой совсем не гарантирует, что округление не произошло. Thorlabs отказались от практики округления несколько лет назад, но на необновленных версиях она по-прежнему существует. Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Что характеризует резьбовые соединения?
Резьба и нарезка резьбы определяется главным образом основным диаметром ствола и шагом резьбы. В британской номенклатуре винт 1/4 «-20 имеет диаметр 1/4», а шаг — 20 на дюйм (TPI). В метрической номенклатуре винт крышки M4 x 0,7 имеет внутренний диаметр 4 мм, а шаг — 1 на 0,7 мм. Размер вида M4 x 0.7 часто сокращается до M4. Нарезка также определяется допуском резьбы (допустимое отклонение длины), форма резьбы (есть ли скругленные края, либо нарезка острая), угол резьбы, внешний и внутренний диаметр.
© Thorlabs Inc.
Компания INSCIENCE помогает своим заказчикам решать любые вопросы и потребности по продукции Thorlabs на территории РФ
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в DIN 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взглянув на мелкую метрическую резьбу , это станет особенно ясно. Чем отличается мелкая резьба (MF) и более грубая стандартная резьба (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
- M10 x 0,5
- М10 х 0,75
- M10 x 1
- M10 x 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом M10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества мелкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.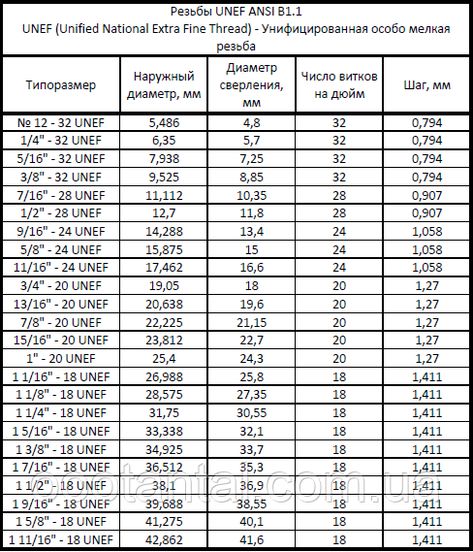
Недостатки мелкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы найдете краткий обзор всех основных различий между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
- Обозначение резьбы показано с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
- Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
- Более узкий профиль резьбы
- Больший диаметр сердечника
- Меньшая глубина резьбы
Преимущества мелкой резьбы:
- Более точная подача (например, с помощью измерительных инструментов)
- Более высокое контактное давление при том же крутящем моменте
- Требуется меньше места (например, тонкостенные трубки, глушители, оптические устройства)
- Менее чувствителен к вибрациям, повышенный эффект самоблокировки
Недостатки мелкой резьбы:
- Легкое загрязнение
- Легкий захват
- Чувствителен к повреждениям
- Легче вытащить
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO.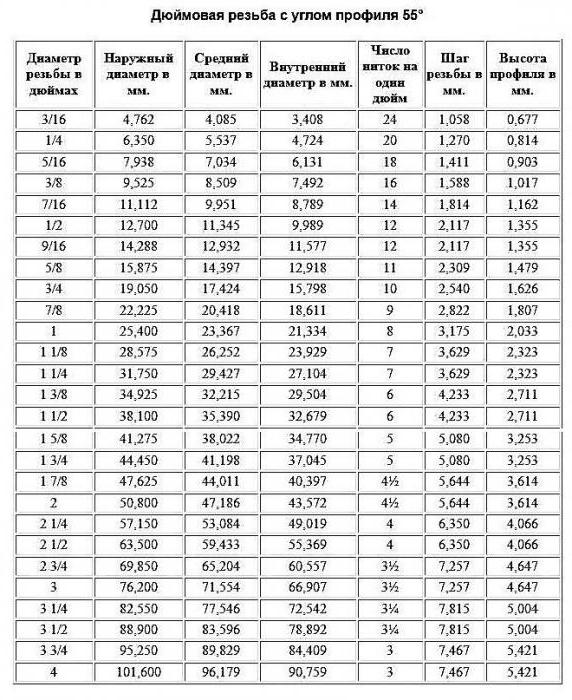 Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Кстати, в нашем магазине www.gewindewerkzeuge.com вы найдете большой выбор метчиков
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Шаг метрической резьбы
Метрическая резьба
Метрическая резьба измеряется диаметром резьбовой части и расстоянием между резьбами.
Обычная метрическая резьба 10 мм x 1,0 указывает на внешний диаметр 10 мм. на резьбовой части и шагом резьбы 1,0 мм, что соответствует одной резьбе на каждый миллиметр. Поскольку есть
25,4 мм в 1
дюйм, что составляет 25,4 витка на дюйм. Шаг поля 10 мм x 1,25. С резьбой на расстоянии 1,25 мм получается 20,3 нити на дюйм. Шаг 1,5 мм
это поле для гольфа, которое
работает до 16,9резьбы на дюйм.
Общая поперечная резьба! M1-3 Гайка с метрической резьбой в соединении с американской резьбой UA1-3
Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой США 3/8″ x 24, но он немедленно начнет сдирать резьбу. заставляет тебя думать
что он войдет, но разрушит нити.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 1)
Теперь самое сложное. Если вы работаете над отечественным автомобилем последней модели с АБС, вам нужно пиво. У нас есть семь различных гаек с наружной метрической резьбой, которые подходят для тормоза 3/16″.
линии. Если ты когда-нибудь посмотришь
если коснуться нити, то вы обнаружите, что большинство из них — ублюдочные (если вы еще не догадались, мне на самом деле наплевать на ублюдков).
Начну с самой распространенной метрической гайки тормозной магистрали. Гайка M1-3 заменяет трубку 3/16 дюйма.
резьба 10 мм х 1,0. Немецкий/DIN по происхождению, сейчас широко используется на американских автомобилях.
Если у вас есть насос Bosch ABS, у вас есть эти гайки. Теперь он также появляется на азиатских автомобилях. Обратите внимание на раструбы на обоих концах лески, так как используется порожек этого типа.
с обоими SAE/двойными
раструбы и раструбы DIN/пузырьковые. Обратите внимание на характерную свинцовую часть без резьбы на конце раструба. Не заменяйте гайку с полной резьбой гайкой с
«привести». Нити будут
дно до того, как трубка затянется, давая вам ложное чувство выполненного долга.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 2)
Стандартный азиатский стиль — M5-3,
как и M1-3, также имеет резьбу 10 мм x 1,0 для 3/16 «.
трубка. Он всегда используется с раструбом SAE и имеет полную резьбу. Очень похоже на стандартный А1-3
Американский орех. Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой 3/8″ x 24 для США, но он сразу же начнет сдирать резьбу.
Как измерить диаметр гаек тормозных магистралей?
Штангенциркуль используется для измерения диаметра. Пожалуйста, имейте в виду, что дешевый штангенциркуль может легко
быть 0,010 дюйма от отметки. При измерении диаметра гайки или болта он будет немного меньше указанного размера. 3/8 дюйма составляет 0,375 дюйма в десятичной дроби.
измерение. Настоящий
размер гайки тормозной магистрали будет 0,365 дюйма. 10 мм — это 0,3937 дюйма в десятичном измерении. Гайка тормозной магистрали диаметром 10 мм будет иметь размер 9,8 мм или 0,382 дюйма.
Как измерить резьбу гаек тормозных магистралей?
Измеритель шага резьбы необходим для точного измерения резьбы. Вы просто сравниваете зубы на
калибра к резьбе на гайке.