Как варить алюминий – нюансы работы, методы, технология. Чем можно сварить алюминий
ЧЕМ СВАРИТЬ АЛЮМИНИЙ: Как сварить алюминий в домашних условиях
 Приведены главные особенности сварки алюминия, но их гораздо больше. Статья расскажет о том, как правильно варить алюминий. Ее суть заключается в том, что в начале сварки подается увеличенный ток, что позволяет пробить окисную пленку, а в конце ток снижается, благодаря этому кратер заваривается. Однако проволока подойдет не любая, а только соответствующая свариваемому металлу, то есть в нашем случае – алюминиевая.
Приведены главные особенности сварки алюминия, но их гораздо больше. Статья расскажет о том, как правильно варить алюминий. Ее суть заключается в том, что в начале сварки подается увеличенный ток, что позволяет пробить окисную пленку, а в конце ток снижается, благодаря этому кратер заваривается. Однако проволока подойдет не любая, а только соответствующая свариваемому металлу, то есть в нашем случае – алюминиевая.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин). При содержании кремния в пределах 4-6% обеспечивается необходимая усадка и хорошая текучесть расплава. Получается, что при образовании ванны расплавленного алюминия она тут же заполняется жидкой массой, но потёки от разных фрагментов металла из-за окисла не смешиваются. И, наконец, с чем предстоит столкнуться при сварке алюминия – это появление трещин при кристаллизации в момент застывания, а также высокая степень усадки. Прочный оксидный слой плавится при температуре более 2000о, а сами сплавы имеют температуру плавления около 600о и их разные виды отличаются различной свариваемостью. Поэтому особенности сварки алюминия, диктуют применение специальных электродов, проволоки и среды защитных газов, препятствующих окислению. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских.
Важно выбрать проволоку подходящего диаметра. Алюминий — это довольно мягкий материал.
При выборе газа следует ориентироваться, прежде всего, на тип металла, с которым вы будете работать, в данном случае алюминий. Помимо этого, алюминий не проявляет магнитной активности.
Например, алюминий можно расплавить при низкой температуре, плюс он имеет высокую теплопроводность (в среднем в три раза выше, чем другие металлы). Поэтому сварка алюминия требует внесения тепла в больших количествах, следовательно, нужно использовать дугу высокой мощности. Если нужно варить массивные изделия, специалисты рекомендуют их предварительно подогревать. Нагрев нужен еще и потому, что между кристаллами алюминия содержится некоторое количество влаги, которую обязательно нужно выпарить, чтобы уменьшить количество брызг при сварке. При необходимости после нагрева можно ещё раз слегка обработать поверхность металлической щёткой.
Алюминий можно сваривать с другими металлами. Выбор способа зависит от квалификации лица, производящего сварку, наличия оборудования, размеров и вида алюминиевых изделий, предъявляемых к качеству сварки требований. Присадочным элементом выступает алюминиевый пруток. Защитными газами являются гелий либо аргон с высоким уровнем чистоты.
Как сварить алюминий в домашних условиях — изучаем особенности
Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы. Поперечных колебаний электродом (как при сварке стали) делать не следует. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия.

Однако в бытовых условиях вряд ли найдется подходящее оборудование. Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Еще одной проблемой варки алюминия является то, что в конце сварочного шва образуется кратер. Появляется он по той причине, что материал очень быстро затвердевает, и заваривать такие кратеры нужно уметь. Многие современные аппараты имеют такую функцию. Если соединяете разные по толщине заготовки, начинать надо с более толстой, чтобы прогрев был равномерным. Если начинать в обратном порядке, тонкая деталь остынет раньше, чем нагреется более массивная.
Чем варить алюминий – несколько распространенных способов сварки
Алюминий — это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Эта особенность накладывает необходимость контроля скорости подачи проволоки и мощности дуги. Материал довольно мягкий, и проволоки в процессе работы нужно подавать больше.
Марка сварочной проволоки должна соответствовать материалу. Перед ее покупкой нужно изучить информацию о видах алюминиевых сплавов, для сварки которых она используется. Стоимость аргонового сваривания намного ниже, чем стоимость замены сломанных деталей, например в автомобиле. Аргоновое сваривание позволяет проводить полный спектр сварочных работ с разными видами металлов, а также цветными и черными. Аргоновое сваривание на данный момент широко применяется в ремонте автомобилей и смежных областях деятельности, например для сваривания алюминия. Для работы требуется подобрать присадочный материал, который будет близок по составу к свариваемому металлу, из которого изготовлена деталь. Шов, который получается после дугового сваривания, является единым целым со свариваемой деталью, что обеспечивает герметичность, долговечность и прочность созданного изделия. Главной целью такой электрической дуги является плавка самой детали и присадочной проволоки.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11). Также сварщику понадобится порошкообразный флюс, предотвращающий прилипание электрода и убирающий оксидную пленку. Источником питания дуги может быть сварочный инвертор или трансформатор. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов.
Дуговая сварка требует подачи специального защитного газа в рабочую область. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса. В первом случае процесс отличается от обычной электродуговой сварки только наличием инертной среды. Чаще используются неплавящиеся электроды из вольфрама. В процессе работ участвует присадочная проволока, которая играет роль расходного металла. Для изготовления присадки используется чистый алюминий или силумин с малым содержанием кремния.

Этот способ сварки – наиболее распространенный. Он применяется при изготовлении конструкций из алюминия и его сплавов, к качеству которых предъявляются высокие требования в отношении прочности и эстетичности. Периодически возникает необходимость в сварке алюминия.

Большинство сплавов на основе алюминия считаются трудносвариваемыми. Эти сплавы на воздухе очень быстро окисляются и образуют тугоплавкую, оксидную плёнку на поверхности заготовки. Для такой процедуры используется напильник или щетка с ворсинками из нержавеющей стали, с помощью которых с кромок соединяемых заготовок (на ширине 25–30 мм) удаляется оксидная пленка. В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) – ОЗАНА-2. В качестве защитного газа, подающегося из горелки, может выступать аргон, ацетилен, пропан или другие. Питание дуги осуществляют от источника переменного тока, обеспечивающего качественное разрушение оксидной пленки.
Из истории. Достаточно прочные сварные соединения алюминиевых деталей получали методом термического сваривания. Стоит сразу сказать, что сварка алюминия в домашних условиях таким способом недопустима! Для этого готовится гремучая смесь из алюминиевой пудры, свинцовой стружки, марганцовки и канифоли.

Однако и в том случае, когда шов выполнен по всем правилам, электродуговая сварка инвертором с помощью электрода даёт довольно ноздреватое соединение алюминиевых заготовок. То есть герметичность швов будет невысокой.
В настоящее время разработано очень много сварочных процессов, которые позволяют варить разнообразные металлы. Процессы постоянно совершенствуются и дорабатываются, регулярно появляются новые, и уследить за всем довольно сложно.
Сложности при варке алюминия
При варке алюминия расходуется большое количество энергии. Этот материал характеризуется гораздо более высокой по сравнению с другими металлами теплопроводностью.

К примеру, использовать проволоку диаметром 0,8 мм трудно, т.к. ее сложно протягивать и подавать через сварочную горелку. Поэтому при варке алюминия не рекомендуется использовать слишком длинные горелки. При желании можно купить горелку, в корпус которой будет встроен механизм подачи. С использованием такого принципа работают аппараты «Лига» – их ещё называют плазменными горелками.
ledofernol.ru
Сварка алюминия в домашних условиях |

За время развития промышленного производства в мире человечество изобрело огромный спектр различных способов соединения металлических деталей. При этом все они подразделяются на две группы – разъемные, которые можно разобрать, сохранив целостность соединительного элемента, и неразъемные, при разъединении которых соединительный элемент разрушается. К последней группе относят и один из наиболее прочных видов – соединение сварным швом. Лучше всего сварке поддаются стальные детали. Но иногда может возникнуть необходимость проварить и изделия, изготовленные из алюминия.

Процесс сварки алюминия достаточно сложен, но вполне может быть осуществим человеком, имеющим некоторый опыт в освоении данного способа соединения деталей.
Не смотря на широкое применение в технике стальных сплавов различного состава, алюминий и сплавы на его основе по-прежнему остаются очень востребованными там, где имеется потребность в легком высокопрочном сплаве. В настоящее время из них изготавливают блоки ДВС, различные рамные детали и конструкции станков и механизмов.

Очень часто необходимость ремонта алюминийсодержащих сплавов возникает при исправлении дефектов литых дисков легковых автомобилей. Современные российские дороги, изобилующие большим количеством рытвин и ухабов, способствуют повреждению колесных дисков. При использовании стальных колес сильный удар на скорости может привести к его деформации, редко сопровождающейся разрушением. Алюминиевые диски менее пластичны, что зачастую приводит к возникновению трещин, скалыванию отдельных сегментов. В этом случае и пригодится сварка алюминия. Конечно, для исправления тех ил иных проблем можно обратиться за помощью к профессионалам. Но их услуги имеют достаточно высокую стоимость, и, порой, не отличаются высоким качеством.
Способы соединения алюминиевых деталей в домашних условиях
Если вы не имеете представления о данном способе соединения деталей, следует отметить, что в настоящее время сварка металлов осуществляется двумя совершенно различными способами. Первый предполагает нагрев области соединения с помощью газовой горелки, использующей энергию горения какого либо газа в кислороде.

Второй способ требует наличия электрической сети напряжением 220 или 380 вольт и использует энергию контролируемой электрической искры, которая имеет величину до нескольких миллиметров и поддерживается благодаря наличию замкнутой электроцепи, в которой участвуют и свариваемые детали.

Следует заметить, что процесс сваривания алюминия, несмотря на то, что температура плавления этого металла и сплавов на его основе имеет одну особенность. Дело в том, что при взаимодействии с кислородом воздуха на поверхности деталей образуется очень прочная оксидная пленка, которая может быть удалена лишь химическим путем, так как ее температура плавления соответствует температуре кипения оксидообразующего металла. С этим связано применение специальных веществ, которые призваны не допустить образования защитной пленки и дать доступ непосредственно к алюминию. Общее название этих реактивов – флюсы.
Кроме этих веществ обязательным при выполнении сварки алюминия как в домашних условиях, так и в специализированных мастерских является применение специального инструмента для очистки поверхности деталей от грязи. Речь идет о ручных или металлических стальных щетках.
Стальной ворс щетки счищает не только загрязнение с металла в зоне выполнения сварного шва, но и частично удаляет оксидную пленку, всегда присутствующую на деталях. При необходимости обработки большой поверхности лучше воспользоваться электродрелью или шуруповертом с установленной в патроне круглой щеткой. При работе она вращается и плотно прижимается к месту обработки.
Кроме флюса и щетки газовая сварка предполагает использование дополнительного алюминиевого прутка небольшого диаметра, который помогает получить качественный сварной шов и высокое качество соединения.

Эти стержни выпускаются производителем в нескольких модификациях, используемых в зависимости от содержания алюминиевого сплава и толщины соединяемых деталей. Различают прутки для сварки сплавов с содержанием марганца до 3% и выше 3%, диаметром 2; 2,4; 3; и 4 миллиметра. Реализуются эти стержни на вес. Можно приобрести пластиковый картридж, в который входит 5 килограмм или небольшие партии от 1 килограмма.
Ниже указан основной перечень инструментов и приспособлений для выполнения газовой сварки алюминия.

Процесс выполнения сварного шва с помощью газовой горелки состоит в качественной очистке поверхности деталей в месте соединения, обработке мест контакта и близлежащих областей флюсом, прогреве этого места до достаточно высокой температуры и расплавлении вспомогательного круглого прутка непосредственно в зоне соединения. В результате этого пруток расплавляется, его материал смешивается с материалом деталей и соединяет их.
Электрическая сварка требует от сварщика большего умения и мастерства. Необходимо правильно подобрать не только вид и диаметр электрода, замыкающего электрическую цепь в месте сваривания и разогревающий соединяемые кромки деталей до температуры, близкой или равной температуре плавления, но и режимы работы сварочного аппарата.

Кроме этого надо научиться «держать дугу», не допуская ее разрыва или залипания электрода, добиваться максимальной прямолинейности движения его рабочего края. Только после достаточного количества выполненных сварных швов как на стали, так и на алюминии можно достичь желаемого результата работы и приобрести необходимый навык.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru
Сварка алюминия: как варить, способы, особенности
Алюминий, а также его многочисленные сплавы используются повсюду. Он имеет низкий вес и превосходные механические параметры сплавов, а также хорошую тепло- и электропроводность. Эти отличные качества имеют одно нивелирующее их свойство – трудность сваривания. Для облегчения этого процесса используются специальные электроды и особые методы работы. Необходимость сварки алюминия возникает не только в бытовой сфере, но и в производстве. Обеспечить дома все необходимые условия для сварочной процедуры довольно затруднительно, однако вполне возможно. Перед тем как варить алюминий следует ознакомиться с его параметрами и основными принципами сварки.

Почему алюминий сложно сварить?
Сложность варки алюминия и его разнообразных сплавов заключается в особенности его характерных свойств. На нем постоянно присутствует окисел, который плавится при гораздо большей температуре, чем сам металл. В сварной зоне расплавленный алюминиевый материал практически сразу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
Это определяет особенности сваривания деталей, где необходимо защищать сварной участок от взаимодействия с воздушной средой. Для этих целей применяется аргон. Расплавленная алюминиевая масса имеет высокую текучесть, которая мешает образованию правильной сварочной ванны. Чтобы нивелировать данное свойство используются разнообразные теплоотводящие подкладки.
Алюминиевый состав содержит водород в растворенном виде, высвобождающийся наружу при выполнении сварочных работ. При этом на швах создаются поры, а также трещины кристаллизационного типа. На качество соединений влияет и находящийся в составе кремний, снижающий шовную прочность при охлаждении деталей. Алюминиевый материал обладает высоким линейным расширением, что влияет на сильную усадку металла во время остывания и возникновению деформаций свариваемых изделий. Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы.
Для сварки этого металла, а также его сплавов используется сварочный электроток высоких значений. Это обусловлено повышенной теплопроводностью материала. При этом значение тока для стали требуется практически в 1,5 раза меньше. Соединение алюминиевых и сплавных деталей осложняется еще и тем, что трудно определить точную марку свариваемых элементов. Это делает затруднительным выбор необходимого сварочного режима и подбор метода соединения.

Что нужно знать при сварке алюминия
Чтобы понять, как заварить алюминий в домашних условиях, следует ознакомиться с некоторыми особенностями работы. Варить этот металл, а также его сплавы можно не только при помощи аргона, но и другими методами с получением сварного шва хорошего качества. Наиболее приемлемым считается стыковое соединение при сваривании изделий. Нахлесточные и тавровые типы соединений сваркой нежелательны, так как увеличивается вероятность попадания в зазоры шлака, который ускорит коррозионные процессы.
Перед сварным процессом необходимо провести правильную подготовку алюминиевого изделия. Для этого удаляется оксидный слой и принимаются меры, препятствующие его повторному образованию. По окончании сваривания деталей обязательно выполняется промывка обычной водой шва для удаления шлака.
Массивные элементы с толщиной более 3 мм подвергаются дополнительной обработке с созданием в месте соединения кромок V-образного типа под углом 60°. Перед свариванием металл прогревается до температуры порядка 150-250 °С. Учтите, что изделия из чистого алюминия соединяются лучше, чем из его сплавов с входящими в их состав марганцем и магнием (силумин и дюралюминий).

Способы и методы, применяемые для сварки
Сваривание алюминиевых элементов выполняется различными способами, которые отличаются использованием разнообразного оборудования и материалов. Кроме того, применяются особые средства предохранения сварной области, к которым относятся флюсы, а также инертные газы.
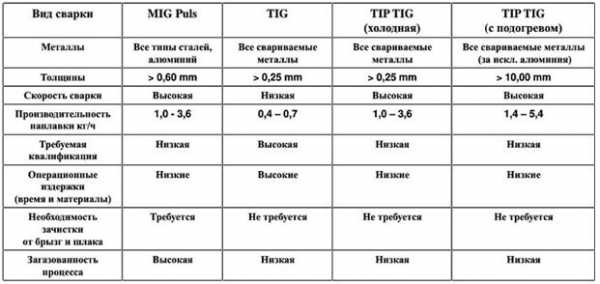
Среди нескольких методов, использующихся при сваривании металлов на производстве и в бытовых условиях наиболее приемлемы три вида:
- режим ММА;
- AC TIG;
- DC MIG.
Режим ММА
В этом режиме применяются специальные электроды с покрытием особым составом. Эти работы используются для получения неответственных соединений конструкций с толщиной металла свыше 4 мм. При этом способе сваривания получается невысокое качество шва, который имеет низкую прочность и высокую пористость. В процессе сваривания происходит повышенная разбрызгиваемость металла, а также плохое отделение остывшего шлака. Электродным способом данного типа сваривают как чистый технический металл, так и его различные сплавы.
AC TIG
Данный метод применяет вольфрамовые электроды, а также дополнительную защиту сварной области облаком инертных газов. Он использует аппараты, выдающие высокочастотный переменный ток для облегчения зажигания электрической дуги. Эти устройства снабжаются некоторыми функциями, влияющими на качество сварных работ. К ним относится регулировка частоты выходного тока переменного значения, а также его баланс.
Перед тем как сварить алюминий инвертором, следует ознакомиться с некоторыми нюансами. Регулирование помогает получить фокусирование ширины дуги для получения возможности сваривания труднодоступных мест. Помимо этого, она облегчает работу с тонким материалом. Баланс предоставляет возможность управлять раскислительным процессом алюминия, который еще называют «очищением».
DC MIG
Для соединения изделий применяется полуавтомат с механизмом подачи сварочной проволоки. Выполнение сварки происходит в защитной газовой среде. Чтобы правильно понять, как варить алюминиевое изделие полуавтоматом, необходимо понять специфику. Данный способ несколько отличается от работы со стальными материалами. Высокая теплопроводность алюминиевых изделий требует усиления контроля над скоростью подачи сварной проволоки, а также мощностью дуги. Использование полуавтоматов позволяет получить качественный алюминиевый сварочный шов при достаточно высокой производительности.
При сваривании алюминиевых материалов необходимо соблюдать условие удаления окислительной пленки на соединяемом участке. Это выполняется при использовании переменного или же постоянного электротока обратной полярности. При этом осуществляется катодное воздействие, которое разрушает слой окисла. Прямая токовая полярность не будет проводить разрушающее воздействие на оксидную пленку.
Технологическая последовательность процесса
Соблюдение всех правил технологии позволяет уяснить, как правильно сварить алюминий и получить качественный, прочный шов вне зависимости от применяемого метода.
Подготовка
Перед началом сварочных работ необходимо выполнить подготовку кромок изделий для соединения. Данный процесс проходит в несколько этапов.
Сначала соединяемые поверхности очищаются от масла, жировых пятен, грязи. В этом превосходно поможет ацетон, а также уайт-спирит, авиабензин или же прочие растворители. После этого выполняется разделка соединяемых граней (при толщине деталей более 4 мм). При электродной сварке данная процедура выполняется для изделий с толщиной, превышающей 20 мм. Торцы металлических листов до 1,5 мм отбортовываются перед выполнением соединения.
Удаление слоя окисла производится щеткой с ворсом из стали нержавеющего типа или напильником. Ширина обрабатываемой зоны составляет порядка 30 мм. Эту процедуру можно выполнить с помощью разнообразных химических средств: бензином или каустической содой. После содовой обработки участок обязательно промывается обычной проточной водой.

Сваривание
Электродная сварка алюминиевых изделий (режим ММА) выполняется электродами марок УАНА, а также ОЗАНА. Они предназначены для соединения всех видов сплавов легкого металла. Эти марки используются взамен устаревших ОЗА. Перед тем как варить алюминий электродом, требуется предварительный прогрев металла ориентировочно до 300 °С при небольшой толщине и на 100 °С больше для работы с массивными изделиями. Это позволит получить хорошую проплавку металлического изделия, а также избежать коробления и возможного возникновения трещин.
Сваривание электродами необходимо выполнять непрерывным швом для избегания обрывов дуги и появления шлаковой корки. Чтобы понять, как сваривать алюминий особыми электродами, ознакомьтесь с соответствующим видеоматериалом.
Применение метода AC TIG является наиболее распространенным. В нем используются электродные вольфрамовые стержни диаметром от 1,6 мм и до 5 мм, а также присадочные прутки с диаметром до 4 мм, а также аппарат инверторного типа. Для защиты от внешней среды применяется высокоочищенный гелий или же аргон. Для питания дуги служит источник тока переменного типа, который способствует активному разрушению слоя окиси.
Между электродом и горизонталью выдерживается угол порядка 75 °, между электродным стержнем и присадочным прутком – приблизительно 90 °. Длина сварной дуги составляет приблизительно 2 мм. Горелка должна передвигаться сзади присадочной проволоки, которая подается небольшим возвратно-поступательным ходом.
Лист из соединяемого материала ложится на специальную прокладку из стали или же меди, которые отводят получаемое тепло. Сварная ванна должна иметь небольшие размеры, а скорость выполнения сварки подбирается в соответствии с расходом газа, а также выбранной величиной электротока. За 5 секунд до зажигания дуги начинается подача аргона, а выключается по истечении 6 сек. после ее обрыва.

При использовании режима DC MIG применяется полуавтомат импульсного типа. Чтобы понять, как заварить алюминиевый материал полуавтоматическим агрегатом, следует понять его принцип работы. Высокое напряжение после разрушения оксидного слоя падает до обычной величины. Капли электродного материала «впечатываются» внутрь сварной ванны, что обеспечивает высокое качество шовного соединения. Стоимость таких агрегатов весьма высока, поэтому некоторые умельцы обходятся обычными полуавтоматическими устройствами с небольшими доработками. Для ознакомления с процессом сварки полуавтоматом просмотрите соответствующее видео.
Сварочная проволока, использующая в данном режиме должна полностью соответствовать алюминиевому материалу. Это указывается в ее технических параметрах.
Преимущества и недостатки самостоятельного сваривания
Выполнение самостоятельной сварки алюминиевых изделий без привлечения профессионалов требует строгого соблюдения технологического процесса. Для начинающих это будет весьма тяжелое испытание, которое может закончиться неудачей. Однако, приобретя некоторый опыт и изучив теорию, можно добиться вполне хороших результатов.
К преимуществам сваривания в домашних условиях относится удешевление процесса при наличии соответствующего оборудования, получение моментального результата собственной работы. Помимо этого, дома гораздо проще применять подручные приспособления, отсутствуют высокие качественные нормы, так как требования к соединению невысоки. Перед тем как начинать сваривать алюминий дома, необходимо ознакомиться и с другой стороной данного процесса.
Кроме достоинств сварки в домашних условиях присутствуют и недостатки. Это пониженное качество соединений, сложности в подборе расходных материалов, отсутствие передовых технологий. Помимо этого, хранение электродов может не вполне соответствовать их рекомендованным условиям, а полученный сварочный шов практически невозможно точно диагностировать. При бытовых работах весьма сложно соблюдать все требования безопасности, что чревато тяжкими последствиями.
Внимательно изучив теорию и получив практику, можно создавать сварные алюминиевые соединения с высокой прочностью и надежностью.
oxmetall.ru
Как правильно варить алюминий: пошаговая инструкция
В настоящее время разработано очень много сварочных процессов, которые позволяют варить разнообразные металлы. Процессы постоянно совершенствуются и дорабатываются, регулярно появляются новые, и уследить за всем довольно сложно. Каждая промышленная отрасль требует применения металлов различных типов в зависимости от особенностей своей деятельности. К примеру, алюминий активно применяется в судостроении.
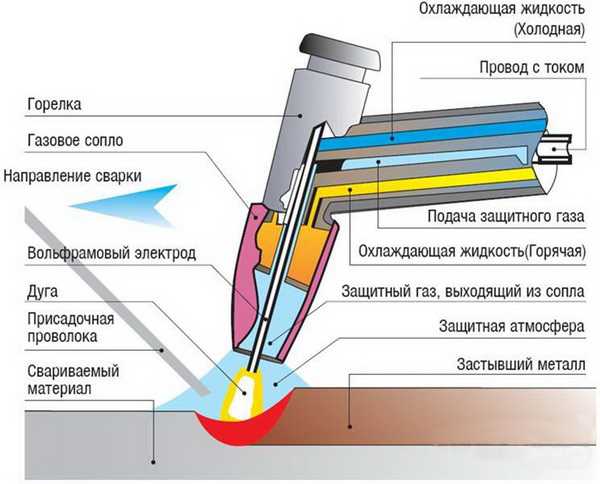
Схема технологии аргонной сварки алюминия.
Это легкий и довольно прочный металл. Корабли получаются с более высокими эксплуатационными характеристиками, чем при использовании стали, они меньше весят и могут развивать высокую скорость. Физические характеристики материала делают возможным его использование и в других промышленных отраслях. К примеру, при изготовлении пищевого оборудования, автомобилей, лестниц и т.д. Периодически возникает необходимость в сварке алюминия. Этот процесс не очень сложен, но требователен. Важно досконально разобраться в технологии и научиться правильно варить алюминий, чтобы работа была максимально эффективной, качественной и производительной.
Сложности при варке алюминия
Профессиональные сварщики часто утверждают, что варить алюминий гораздо сложнее, чем любые другие металлы. Чтобы сварочные работы были максимально эффективными, нужно знать обо всех значимых химических и физических характеристиках металла и быть готовыми к возможным сложностям. К примеру, необходимо знать то, что при нагревании алюминий не меняет цвет. Он характеризуется более широким диапазоном температур плавления, если сравнивать с другими распространенными металлами. Помимо этого, алюминий не проявляет магнитной активности. Поэтому человеку, решившему варить алюминий, необходимо знать, чего можно ожидать от данного материала в процессе работы.
Процесс аргонной сварки.
На поверхности металла образуется окисная пленка, что создает определенные неудобства. Проблема в том, что у пленки более высокая, чем у основного сплава, температура плавления. Она начинает плавиться только при достижении температуры в 2050°. Это делает сварочные работы гораздо более сложными. Материал приходится предварительно очищать, да и варить алюминий можно только при помощи специально разработанного оборудования.
При варке алюминия расходуется большое количество энергии. Этот материал характеризуется гораздо более высокой по сравнению с другими металлами теплопроводностью. К примеру, у обычной стали этот параметр в 5-6 раз меньше. Поэтому сварка алюминия требует внесения тепла в больших количествах, следовательно, нужно использовать дугу высокой мощности. Если нужно варить массивные изделия, специалисты рекомендуют их предварительно подогревать.
Алюминий характеризуется низкой температурой плавления и имеет высокую теплопроводность, это делает сварочные работы очень трудоемкими. Имеет место высокая вероятность прожога деталей в процессе работы.
Еще одной проблемой варки алюминия является то, что в конце сварочного шва образуется кратер. Появляется он по той причине, что материал очень быстро затвердевает, и заваривать такие кратеры нужно уметь. Многие современные аппараты имеют такую функцию. Ее суть заключается в том, что в начале сварки подается увеличенный ток, что позволяет пробить окисную пленку, а в конце ток снижается, благодаря этому кратер заваривается.
Химические свойства алюминия.
Перед началом сварочных работ детали нужно соответствующим образом подготовить, а именно — зачистить. Крайне рекомендуется зачищать поверхности перед работой при помощи металлической щетки. Такая механическая обработка позволяет разбить оксидную пленку, снизить необходимость раскисления и увеличить проплавление. Благодаря зачистке увеличивается скорость сварки и уменьшается коробление.
Для сварки алюминия было разработано множество процессов. Наиболее часто применяются MIG (импульсный полуавтоматический) и TIG (аргонодуговой) режимы.
Особенности аргонодуговой сварки алюминия
Этот метод предполагает варку алюминия в аргоновой среде с использованием неплавящегося вольфрамового электрода. Для такой сварки подойдет не каждый сварочный аппарат. В нем должны присутствовать высокочастотное зажигание дуги и переменный ток. Желательно, чтобы аппарат был оснащен и функцией регулирования частоты переменного тока.
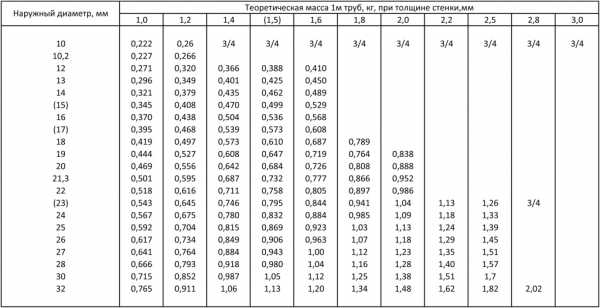
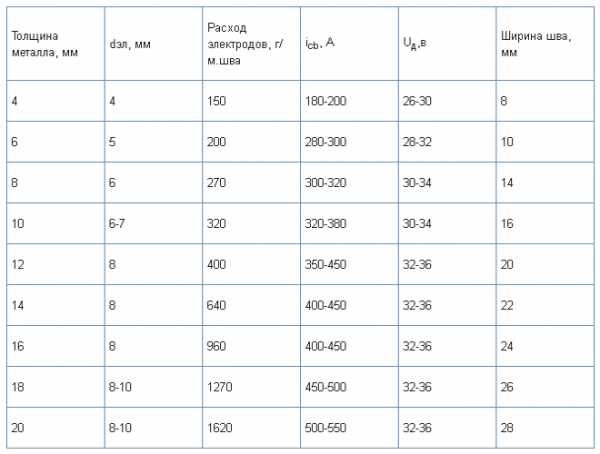
Таблица выбора проволоки для сварки алюминия
Силу тока можно уменьшать или увеличивать в допустимых границах. Благодаря этой функции сварщик сможет лучше контролировать дугу, фокусируя ее по ширине таким образом, чтобы сваривать в наиболее труднодоступных местах. Данная функция будет полезна и при работе с тонкими материалами.
Еще одной полезной функцией является баланс переменного тока. Позволяет управлять раскислением алюминия. Смысл в том, что переменный ток принимает положительную полярность, происходит расплавление оксидной пленки, материал сваривается. Необходимое количество такой чистки меняется в соответствии со скоростью сварочных работ и чистотой обрабатываемого материала. Если баланс будет слишком высоким, это приведет к снижению стабильности дуги. Слишком же низкий баланс не сможет достаточно хорошо разрушить окисную пленку.
Рекомендации и важные параметры полуавтоматической сварки
Этот режим сварки аналогичен полуавтоматической варке стали. Процесс требует подачи сварочной проволоки. Подается защитный газ. Но полуавтоматическая сварка алюминия имеет свои нюансы, которые обязательно должны учитываться сварщиком, если никогда ранее он не работал с этим материалом.
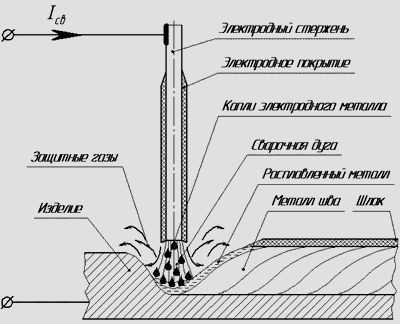
Схема газовой сварки алюминия.
Алюминий характеризуется более высоким показателем теплопроводности. Эта особенность накладывает необходимость контроля скорости подачи проволоки и мощности дуги. Материал довольно мягкий, и проволоки в процессе работы нужно подавать больше.
Ранее для варки алюминия использовали преимущественно аргонодуговую сварку, т.к. полагалось, что лишь она способна обеспечивать высокое качество выполнения работ. Но если правильно подобрать оборудование и во всем следовать технологии, то полуавтоматическая сварка при помощи вольфрамовых электродов позволяет не только получать швы отличного качества, но и существенно увеличивать производительность.
Что нужно знать о варке полуавтоматом
Варка алюминия полуавтоматом в среде аргона требует использования оборудования с режимом импульсной сварки. Импульсы пробьют оксидную пленку. Кроме того, они существенно снижают риск перегрева и прожога алюминия. Двойной импульс позволяет получать прекрасные внешние характеристики соединения.
Алюминий можно варить только с использованием чистого аргона. Смесь аргона и углекислого газа, как в случае работы со сталями, здесь не подойдет.
Важно выбрать проволоку подходящего диаметра. Алюминий — это довольно мягкий материал. Это накладывает определенные ограничения. К примеру, использовать проволоку диаметром 0,8 мм трудно, т.к. ее сложно протягивать и подавать через сварочную горелку. Поэтому при варке алюминия не рекомендуется использовать слишком длинные горелки. При желании можно купить горелку, в корпус которой будет встроен механизм подачи. При работе с проволокой диаметром 1,2-1,6 мм придется подавать высокий сварочный ток.
Для работы с алюминием нужно подобрать подходящие расходники. Это специальные контактные наконечники. Ввиду того что в процессе нагрева материал расширяется гораздо сильнее стали, при работе с алюминием горелку нужно оснастить соответствующим наконечником. Он должен иметь большее отверстие, чем наконечники для стали. Но оно должно быть и не слишком большим. Важен хороший электрический контакт.
В процессе работы вам понадобятся U-образные подающие ролики, они обязательно должны быть именно такой формы. В противном случае алюминиевая проволока будет заминаться.
Алюминиевая проволока требует использования неметаллического кабель-канала. Это позволяет снизить трение проволоки в горелке. Чаще всего применяются каналы из графита или тефлона.
Пошаговая инструкция по варке алюминия
В зависимости от особенностей работы набор инструментов может меняться. Перечисленные далее приспособления помогут вам выполнить практически любые задачи, связанные с варкой алюминия. Подготовьте следующее:
- Сварочный агрегат для дуговой сварки.
- Электроды.
- Газосварку.
- Нагревательный прибор.
- Алюминиевую проволоку.
Алюминий может вариться дугой, газовой горелкой и плавлением. Прежде чем приступать к работе, тщательно очистите кромки деталей. Используйте для этого стальную щетку или пескоструйный аппарат. Кромки можно промыть в бензине. Чтобы предотвратить появление коррозии, после такой обработки кромки нужно тщательно промыть чистой проточной водой. Все это необходимо сделать максимум за 2-3 часа до варки.
Для выполнения предсварочной сборки деталей используйте специальные машины. На этом этапе важно закрепить все как можно жестче, чтобы вероятность деформации и коробления была сведена к минимуму. Прижимайте свариваемые элементы так, чтобы между ними был минимальный зазор.
Стыковые соединения свариваются на подкладках с канавками. Такое приспособление позволяет сохранить сварочную ванну и сформировать шов с обратной стороны. Для подкладок подходят нержавеющие пластины. В них нужно проделать канавки такой ширины, которая примерно в 2-3 раза превышала бы толщину изделия. Если вы будете варить на большом токе, понадобятся прокладки с водяным охлаждением. При работе с деталями толщиной до 3 мм прихватку необходимо делать на всю толщину заготовки. Если же толщина заготовки превышает 3 мм, глубина прихватки зависит, во-первых, от формы разделки, а во-вторых, от особенностей, которым должен соответствовать сварочный шов.
Мало нагруженные конструкции можно варить покрытыми электродами. Для создания нужного уровня проплавления предварительно подогревайте детали примерно до 300°. Варить нужно на обратном токе. Если детали довольно толстые, подогревать нужно до 400°.
Следуйте этим простым, но очень важным рекомендациям, и вы получите сварочные соединения с максимально высокими характеристиками. Удачной работы!
moyasvarka.ru
Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.

Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого «крылатого» металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).

Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.

Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 — для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
svarkagid.ru
Сварка алюминия в домашних условиях
 Практически каждый, кто занимается работами с металлом, сталкивался с необходимостью сварки алюминия. На производстве — понятно, имеются специальные сварочные аппараты аргонной сварки, обеспечивающие как необходимую частоту сварочного тока, так и сам ток и напряжение. А вот сварка алюминия в домашних условиях — процесс невероятно сложный, однако не безуспешный, поскольку некоторые секреты существуют. Конечно, получить качество профессионального сварщика-аргонщика в этом случае невозможно, однако достаточно надежно соединить детали — без проблем. Имея аппарат дуговой сварки, причем неважно трансформаторный или инверторный, можно получить сварной шов достаточно легко. В этом случае неплохо работают два варианта. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов. Однако они существуют. Лучше всего обратиться в специализированные, предоставляющие продукцию именно для аргонщиков. Обязательным условием для сварки алюминия является наличие осциллятора — устройства, значительно повышающего частоту тока сварочной дуги, которая должна быть в пределах 10000 Герц. Для сравнения — обычная бытовая сеть имеет среднюю частоту 50 Герц. Неплохие результаты получаются при использовании газовой горелки. Пламя получается при смешивании ацетилена и кислорода, причем температура пламени гораздо выше, нежели температура плавления, собственно, алюминия. Однако, наиболее проблематичным является наличие окисла на поверхности детали. Если вспомнить курс школьной химии, то в нем говорится о том, что алюминий при соприкосновении с воздухом образует прочную оксидную пленку, температура плавления которой значительно выше самого алюминия. Именно она и не дает получить сварной шов. Причем пленка образуется моментально, при соприкосновении с кислородом воздуха. Именно поэтому, в производственной практике и используется сварка в среде инертного газа — аргона. Однако и здесь прогресс идет в ногу со временем. Существующие прутки, например HTS-2000 позволяют получить вполне качественный и красивый шов. Пруток вводится в зону сварки, плавится и образует вместе с алюминием относительно гомогенную массу, по прочности напоминающую чугун. Кроме простой ацетиленовой горелки можно использовать, причем с гораздо более лучшим эффектом водородно-кислородную горелку. С использованием такого принципа работают аппараты «Лига» - их ещё называют плазменными горелками. Все вышеприведенные способы, конечно, не дадут наиболее качественного сварного шва на алюминиевой детали. Сварка алюминия в домашних условиях — процесс трудоемкий и затратный. Наилучшим выходом будет все-таки покупка осциллятора, выдающего необходимые параметры тока. Как правило, варят алюминий в этом случае вольфрамовым электродом — как плавящимся, так и неплавящимся, в зависимости от того, какой материал приходится сваривать, а также какой шов получить. Из истории. Достаточно прочные сварные соединения алюминиевых деталей получали методом термического сваривания. Стоит сразу сказать, что сварка алюминия в домашних условиях таким способом недопустима! Для этого готовится гремучая смесь из алюминиевой пудры, свинцовой стружки, марганцовки и канифоли. Полученная смесь засыпается в трещину и поджигается. Небольшой взрыв сплавляет шов. Видео сварки аллюминия:
Практически каждый, кто занимается работами с металлом, сталкивался с необходимостью сварки алюминия. На производстве — понятно, имеются специальные сварочные аппараты аргонной сварки, обеспечивающие как необходимую частоту сварочного тока, так и сам ток и напряжение. А вот сварка алюминия в домашних условиях — процесс невероятно сложный, однако не безуспешный, поскольку некоторые секреты существуют. Конечно, получить качество профессионального сварщика-аргонщика в этом случае невозможно, однако достаточно надежно соединить детали — без проблем. Имея аппарат дуговой сварки, причем неважно трансформаторный или инверторный, можно получить сварной шов достаточно легко. В этом случае неплохо работают два варианта. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов. Однако они существуют. Лучше всего обратиться в специализированные, предоставляющие продукцию именно для аргонщиков. Обязательным условием для сварки алюминия является наличие осциллятора — устройства, значительно повышающего частоту тока сварочной дуги, которая должна быть в пределах 10000 Герц. Для сравнения — обычная бытовая сеть имеет среднюю частоту 50 Герц. Неплохие результаты получаются при использовании газовой горелки. Пламя получается при смешивании ацетилена и кислорода, причем температура пламени гораздо выше, нежели температура плавления, собственно, алюминия. Однако, наиболее проблематичным является наличие окисла на поверхности детали. Если вспомнить курс школьной химии, то в нем говорится о том, что алюминий при соприкосновении с воздухом образует прочную оксидную пленку, температура плавления которой значительно выше самого алюминия. Именно она и не дает получить сварной шов. Причем пленка образуется моментально, при соприкосновении с кислородом воздуха. Именно поэтому, в производственной практике и используется сварка в среде инертного газа — аргона. Однако и здесь прогресс идет в ногу со временем. Существующие прутки, например HTS-2000 позволяют получить вполне качественный и красивый шов. Пруток вводится в зону сварки, плавится и образует вместе с алюминием относительно гомогенную массу, по прочности напоминающую чугун. Кроме простой ацетиленовой горелки можно использовать, причем с гораздо более лучшим эффектом водородно-кислородную горелку. С использованием такого принципа работают аппараты «Лига» - их ещё называют плазменными горелками. Все вышеприведенные способы, конечно, не дадут наиболее качественного сварного шва на алюминиевой детали. Сварка алюминия в домашних условиях — процесс трудоемкий и затратный. Наилучшим выходом будет все-таки покупка осциллятора, выдающего необходимые параметры тока. Как правило, варят алюминий в этом случае вольфрамовым электродом — как плавящимся, так и неплавящимся, в зависимости от того, какой материал приходится сваривать, а также какой шов получить. Из истории. Достаточно прочные сварные соединения алюминиевых деталей получали методом термического сваривания. Стоит сразу сказать, что сварка алюминия в домашних условиях таким способом недопустима! Для этого готовится гремучая смесь из алюминиевой пудры, свинцовой стружки, марганцовки и канифоли. Полученная смесь засыпается в трещину и поджигается. Небольшой взрыв сплавляет шов. Видео сварки аллюминия: Сварка алюминия полуавтоматом с импульсным режимом
Сварка алюминия полуавтоматом с импульсным режимом. Алюминий 5 мм, проволока 1 мм, газ - аргон. Частота импульсов - 100 гц, заполнение 20%, амплитуда 400 А, ток сварки - 60 А.
Сварка алюминия аргоном
Сварка алюминия без аргона
Электрод по алюминию, ток постоянный (инвертор).
Кроме статьи "Сварка алюминия в домашних условиях" смотрите также:
nanolife.info
Как сварить алюминий в домашних условиях | В домашних условиях
» В домашних условиях
Как сварить алюминий в домашних условиях
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.

Что нужно знать новичку?
Сваривание алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.

Помимо флюсов, в процессе сварки дома необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия. который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы несколько слов уделить этим прутам.
Во-первых. существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых. такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.

Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов. При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.

Видео руководство по газовой сварке алюминия
Электрическая сварка
Такая сварка алюминия в домашних условиях потребует от вас недюжих умений и мастерства. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает метал до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой
Электрическая сварка зачастую с металлом, толщина которого не превышает четыре миллиметра. Кроме того, он имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.
Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С. а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
Как делается сварка алюминия в домашних условиях?
Сварка алюминия в домашних условиях осуществляется двумя методами. Они отличаются между собой процессом работы и необходимыми приспособлениями. Однако если вы не обладаете профессиональными навыками, не рекомендуется заниматься сваркой самостоятельно. Подобная деятельность требует не только определенных знаний в этой сфере, но и точного соблюдения инструкции. Помимо прочего, не стоит недооценивать всю сложность работы, так как потребуется приложить немало усилий, чтобы не ошибиться.

Сварку алюминия следует производить только при наличии определенных знаний и навыков, а в противном случае лучше обратиться к специалисту.
Сварка алюминия своими руками проходит при некоторых условиях, соблюдение которых необходимо. К примеру, проволока для присадки и специальный электрод должны находиться при сварке под углом в 90°. Правильная подача присадки заключается в коротких движениях возвратно-поступательного характера. Затем помните, что нужно соблюдать одну взятую длину дуги. Как правило, она составляет от 1,5 до 2,5 мм. При этом электрод должен быть на вылете от наконечника используемой горелки на расстоянии от 1 до 1,5 мм. Процесс сварки производится строго справа налево.
Основные правила сварки
Техника безопасности при сварочных работах.
Процесс сварки алюминия в домашних условиях производится в соответствии с правилами безопасности. Таким образом, перед началом работы вам следует ознакомиться с техникой безопасности, которую вы должны соблюдать до конца сварочного процесса. Первым делом вам необходимо изолировать все соединительные провода, чтобы избежать непредвиденных ситуаций. Далее, вам нужно приобрести перчатки для безопасности #8211 они уберегут вас от случайных ожогов. Чтобы не бояться воздействия тока, наденьте резиновые сапоги #8211 они защитят от любых неблагоприятных внешних факторов, лицо также стоит обезопасить #8211 обязательно используйте специальную маску при сварочных работах. Таким образом, искры и угольки, которые могут нанести вред вашему здоровью, не попадут на лицо.
Помните, что в помещении, где вы работаете, не должно быть предметов, которые могут воспламеняться. Если у вас в рабочей комнате деревянные полы, то специалисты советуют накрыть их листами железа. Так, вы предотвратите огнеопасность и, следовательно, сократите риск возникновения разного рода проблем при сварке. Не забудьте поставить ведро воды или приобрести огнетушитель, чтобы обезопасить себя дополнительно. Поскольку сварка алюминия способствует образованию соединений газов, наносящих вред здоровью, вам следует своевременно проветривать помещение, так как газы выделяют токсины, которые проникают в легкие.
Нюансы сварки алюминия
Температура плавления алюминия.
Алюминий обладает уникальными свойствами, которые проявляются при его плавлении. Во-первых, этот металл плавится при достаточно низкой температуре, во-вторых, является теплопроводным (теплопроводность алюминия в расплавленном состоянии в 3 раза выше, чем у стали). Это третий в мире по распространенности элемент, который нашел применение почти в каждой сфере производства. Главная проблема его сварки дома #8211 повышенная окисляемость. То есть на поверхности сплава образуется тонкая пленка, которая расплавляется только при температуре 2050°С (это на 2000°С выше, чем температура кипения данного металла). Так как алюминий имеет нейтральные химические свойства, он не поддается воздействию никаких флюсующих материалов. Он отличается прочностью, поэтому при возникновении окиси на поверхности сплава создаст определенные трудности.
Самостоятельно вы можете сварить алюминий. расплавив его при помощи газовой горелки или дуги. Перед началом работы вам необходимо тщательно очистить кромки металла. Могут быть использованы 2 типа средств: механические и химические. К первому типу относятся шабровка, металлические щетки и пескоструйный аппарат, ко второму #8211 промывка кромок каустической содой или бензином. Если вы собрались воспользоваться содой, то обязательно потом промойте металл проточной водой.
При сварке алюминия используется специальный флюс.
Таким образом, вы избежите появления коррозии. Сварка алюминия своими руками предполагает наличие специальных флюсов, предназначенных только для работ с определенным металлом (в данном случае с Al). Они могут растворить окись даже при самой низкой температуре. Считается, что растворители на основе щелочного металла лития являются самыми эффективными, по сравнению с другими растворами. Таким образом, хороший алюминиевый растворитель содержит хлористый или фтористый литий. Такой флюс для сварки пригодится, поэтому непременно приобретите его.
Особую роль играет присадочный материал. Он пригодится для усадки, чтобы металл затвердел и образовал плотные швы. Поверхность при этом станет гладкой. Чтобы правильно выбрать горелку, посоветуйтесь со специалистом. Как правило, для сварки алюминия размер горелки должен быть на 1 показатель ниже, чем для сварки низкоуглеродистой стали одинаковой толщины.
Способы сварки алюминия
Специалисты рекомендуют использовать в домашних условиях аргонно-дуговую сварку. При этом не имеет значения, какого характера будут вольфрамовые электроды (плавящиеся или неплавящиеся). Чем удобен данный метод сварки? Он абсолютно не требует наличия флюсов, что дает значительное техническое преимущество. Можете сваривать алюминий даже металлическим электродом #8211 результат будут положительный. Что касается автоматической сварки аргонно-дуговым способом, то здесь необходимы флюсы специального состава. Обратите внимание на их изготовление #8211 они должны быть химически чистыми.
Схема технологии точечной сварки алюминия.
Еще одним действенным методом сварки данного металла в домашних условиях является точечный способ. Однако существенным недостатком такой сварочной работы является высокая теплопроводность алюминия. Другим минусом считается быстрое плавление химического элемента. Точечная сварка требует высокой скорости, чтобы электрод смог перемещаться на одном уровне с основным металлом.
Третий способ #8211 контактная сварка алюминия. Данный метод предусматривает использование электроприводных машин #8211 металл непрерывно расплавляется под их воздействием.
Однако применение не всех способов принесет хороший результат. Помните, что сварка двумя последними способами в домашних условиях весьма затруднительна по техническим причинам. Исключите также вариант с холодной сваркой.
Источники: http://boldproject.ru/view_lesson.php?id=81, http://3g-svarka.ru/elektrodyi-alyuminiya-svoimi-rukami.php, http://moyasvarka.ru/process/svarka-alyuminiya-v-domashnix-usloviyax.html
Комментариев пока нет!restart24.ru