Содержание
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
- Устройство станков для сгибания труб
- Принцип работы
- Как сделать самодельное устройство
- Как рассчитать конструкцию
- Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.


Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.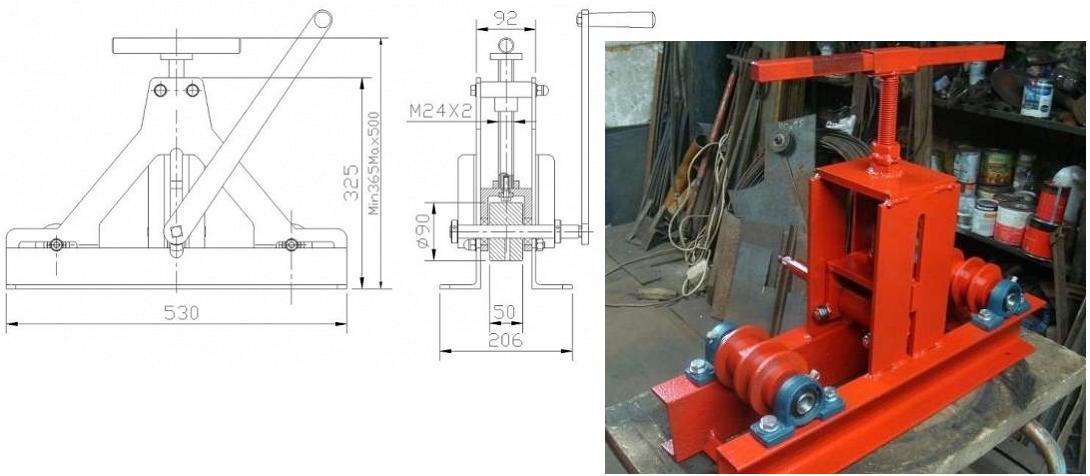
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
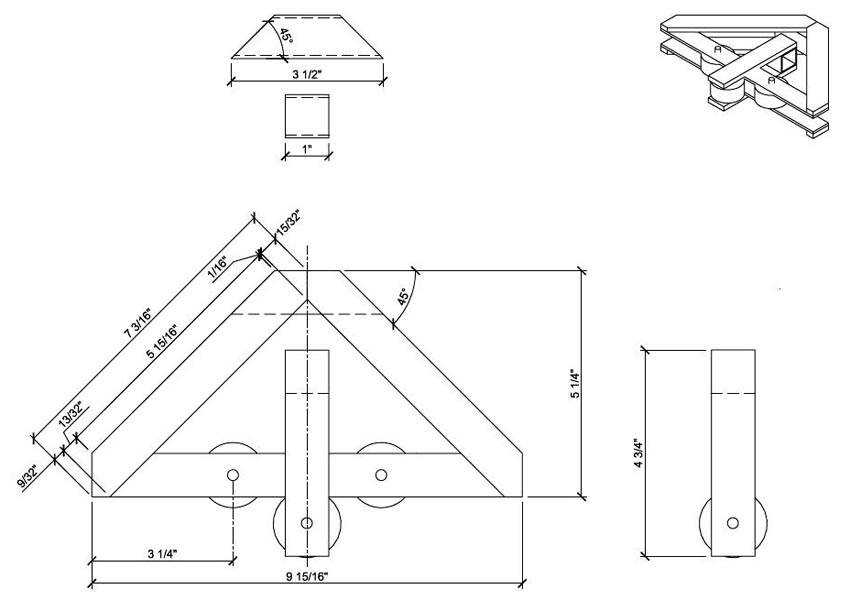
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
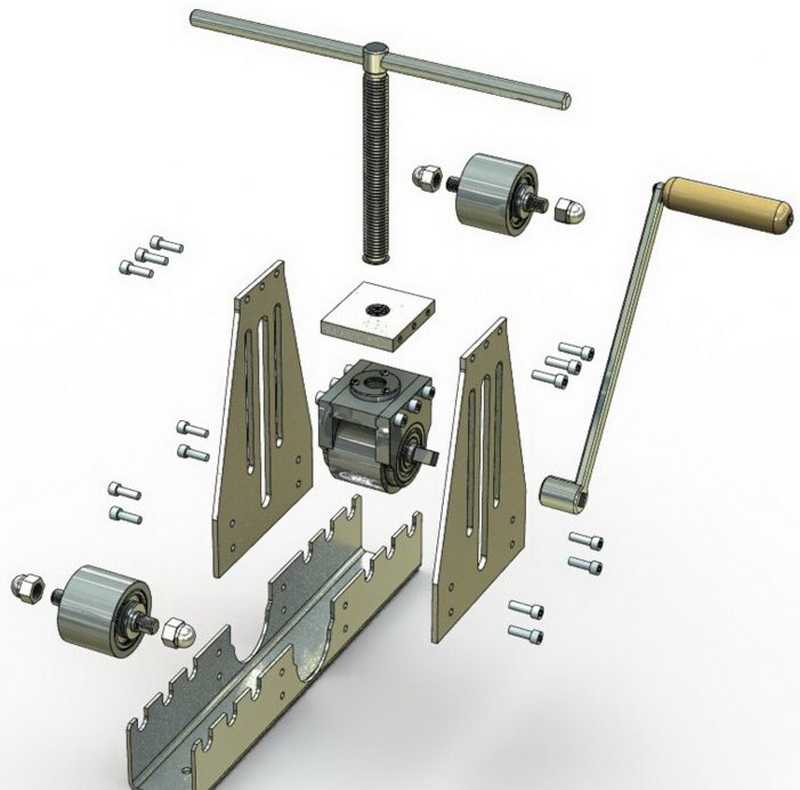
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
 youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Трубогиб
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.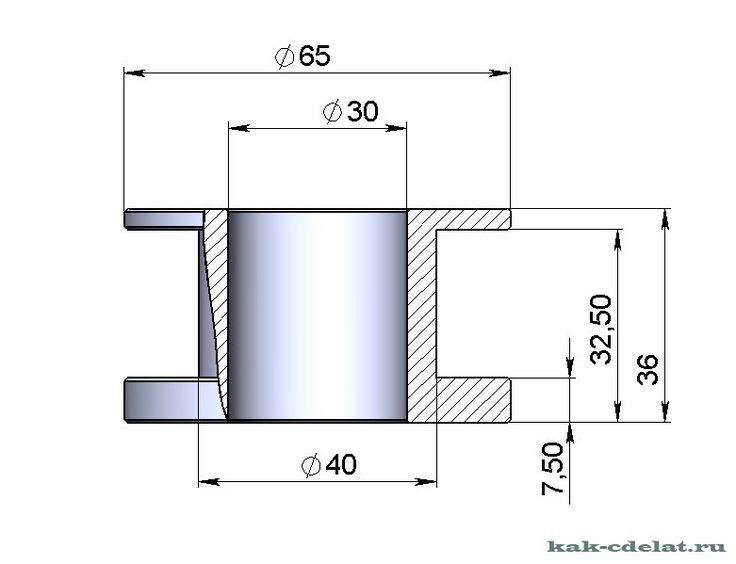
Таблица минимальных радиусов для гибки стального профиля
*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.

Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
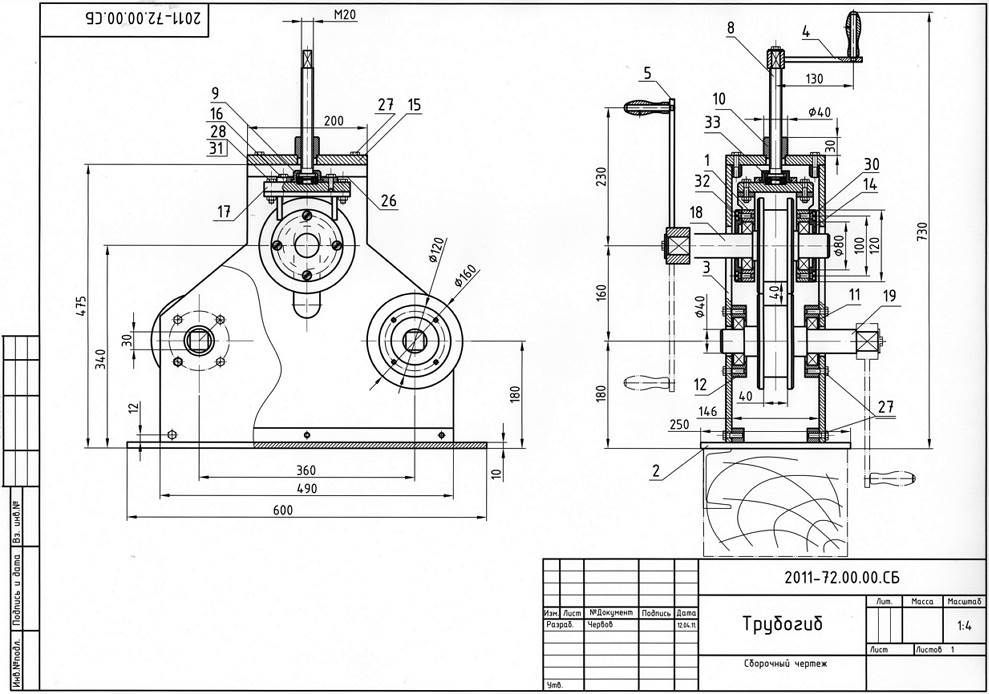
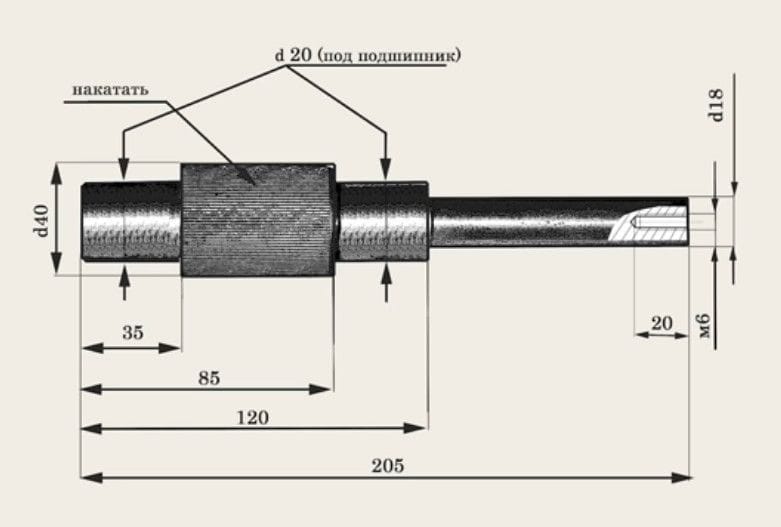
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
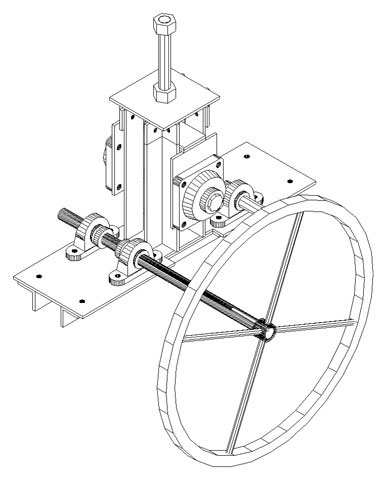
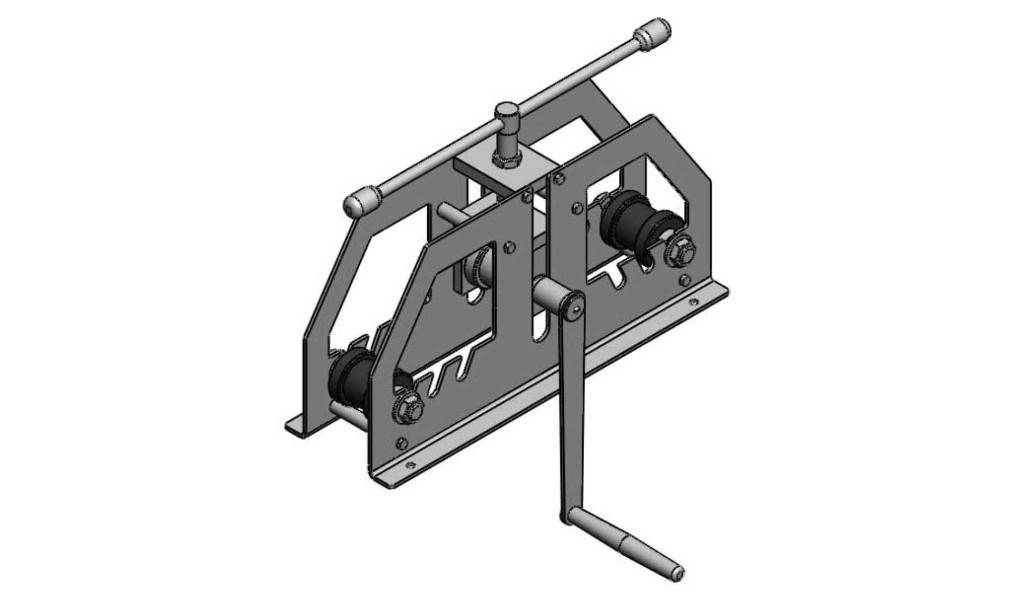
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
 Надеть цепь, напрессовать втулку для ручки.
Надеть цепь, напрессовать втулку для ручки.Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию.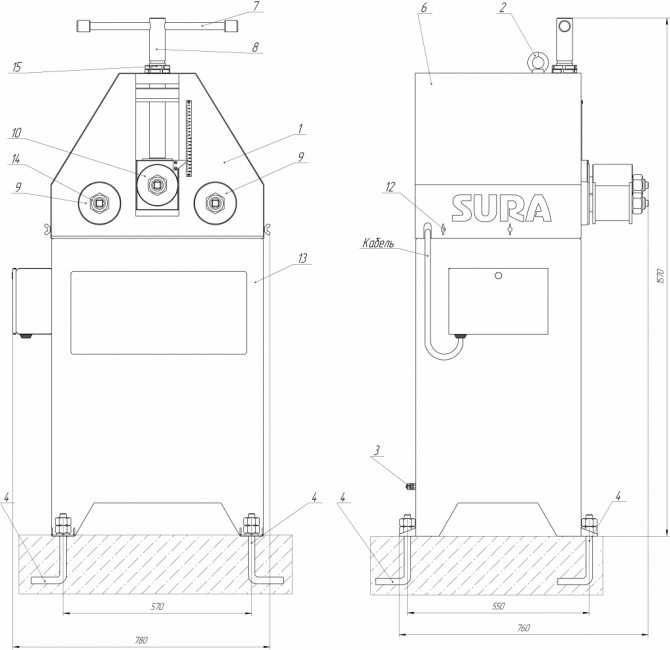 Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.

Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Руководство по проектированию гибки труб
| Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, обязательно прочтите руководство по проектированию Listertube, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях. Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
. Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатываются так, чтобы вносить изменения в трубу на данном этапе сложно или невозможно, и тем не менее с несколькими простыми изменениями это может быть простой производственный элемент. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты. В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, имеет более длительный срок службы, часто более низкую общую стоимость по сравнению с гибким шлангом и визуально более привлекательна. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более рентабельна и обычно обеспечивает снижение веса
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно оценить различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена). Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протянуть мимо нее. Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные машины могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с компьютерным числовым управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.
Роликовая гибка
Если вам нужна очень плавная кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, так как размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы втянуть трубу внутрь и между ними. Часто трубу несколько раз перемещают назад и вперед между валками для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением).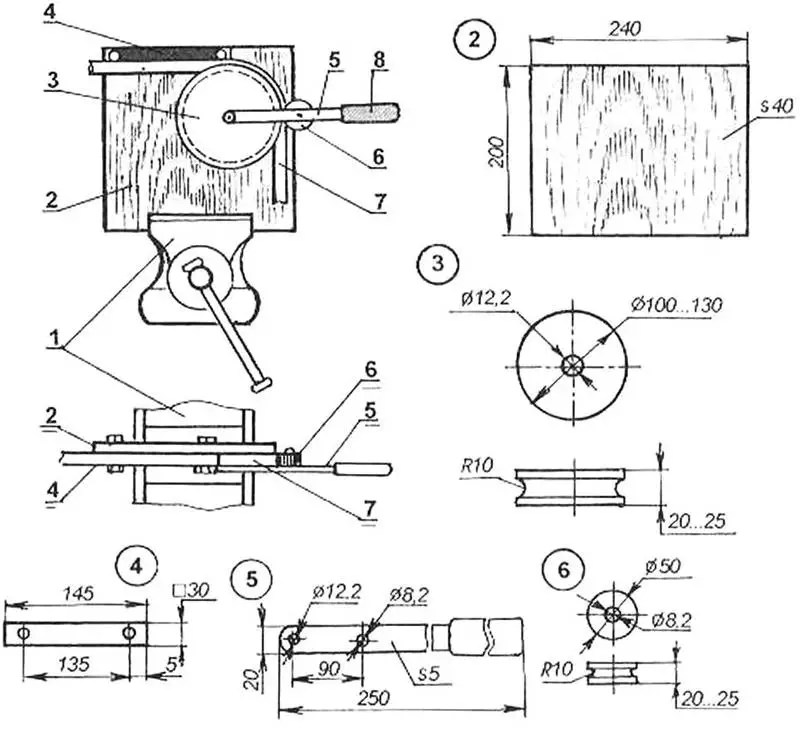 Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле у них обоих есть свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток вальцовочной гибки заключается в том, что для получения нужной кривизны требуется определенная степень проб и ошибок, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль.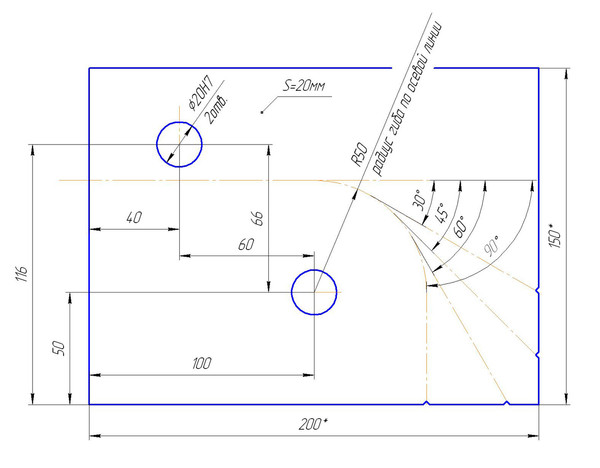 Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуются только небольшие или умеренные количества, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипулированию трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы. . Наиболее популярные размеры труб до 50 мм:
. Наиболее популярные размеры труб до 50 мм:
Метрические размеры | |
| Внешний диаметр (мм) | Стенка (мм) |
| 4 | 1 |
| 6 | 1 |
| 8 | 1 |
| 10 | 1 |
| 12 | 1,5 |
| 15 | 1,5 |
| 16 | 2 |
| 18 | 1,5 |
| 20 | 2 |
| 22 | 2 |
| 25 | 2 |
| 28 | 2 |
| 30 | 3 |
| 35 | 3 |
| 38 | 4 |
| 42 | 3 |
Имперские размеры | ||
| Внешний диаметр (дюймы) | Стена (SWG) | Стенка (мм) |
| 3/16 | 22 | 0,71 |
| 1/4 | 20 | 0,91 |
| 5/16 | 20 | 0,91 |
| 3/8 | 18 | 1,22 |
| 1/2 | 16 | 1,63 |
| 5/8 | 16 | 1,63 |
| 3/4 | 14 | 2,03 |
| 7/8 | 14 | 2,03 |
| 1 | 10 | 3,25 |
| 1 1/4 | 10 | 3,25 |
| 1 1/2 | 10 | 3,25 |
| 2 | 10 | 3,25 |
Радиус изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному от центральной линии трубы.
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба при растяжении определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочный станок. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент.
Если вам нужны изгибы с большим радиусом, тогда решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба валка 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равно бесконечному радиусу изгиба!
Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для выбранного вами диаметра трубы, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиусы изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Множественные радиусы изгиба
Если вам нужно более одного изгиба в трубе, следующий вопрос, который необходимо рассмотреть, — могут ли они все иметь одинаковый радиус.
Базовые протяжные гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут одновременно использовать только один набор инструментов.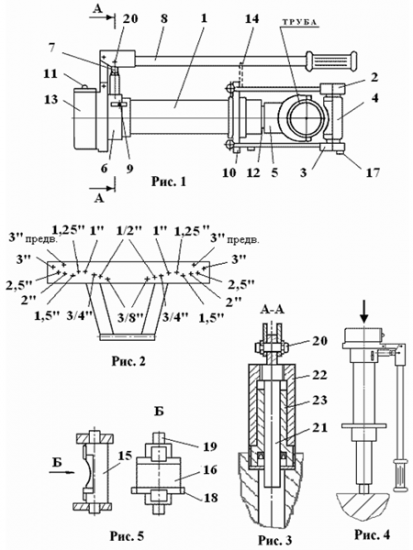 Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно!
Если у вас должны быть изгибы с несколькими радиусами, вам понадобится машина с двумя, тремя или даже несколькими стопками (которая может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальную стойку, и может индексировать между каждым из них). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.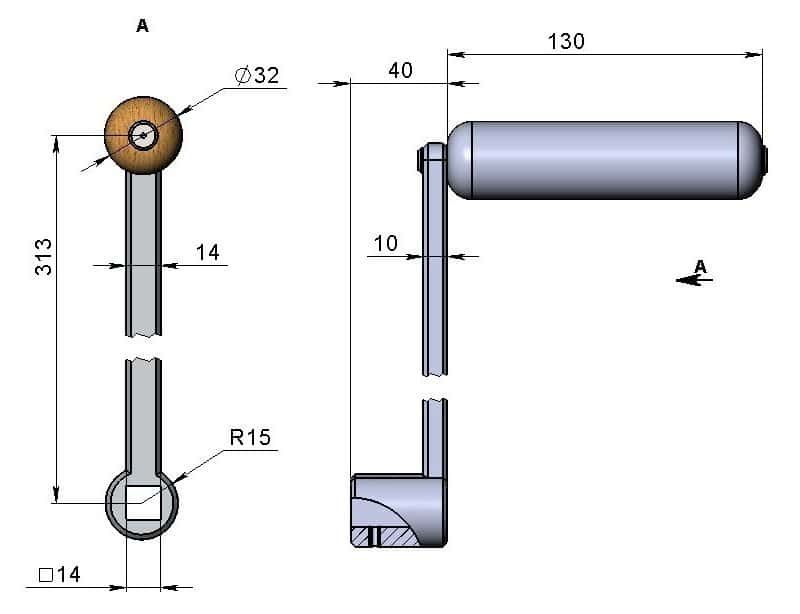
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструмент будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько изгибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно).
Иногда вам понадобится крутая кривая, плавно переходящая в плавную кривую. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша гибочная компания имеет многоярусный станок для вытяжки и вальцовки!
Изгиб слишком далеко
Даже если вы выбрали стандартные размеры трубы, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все еще существуют конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгиб около 180 градусов и выше, а также плотные витки на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина гибки в определенных конфигурациях
Большинство протяжных гибочных станков являются «правосторонними», что означает, что если смотреть вниз на станок в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых очень редких случаях вам может удаться спроектировать трубу, требующую гибочного станка, который сочетает в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн.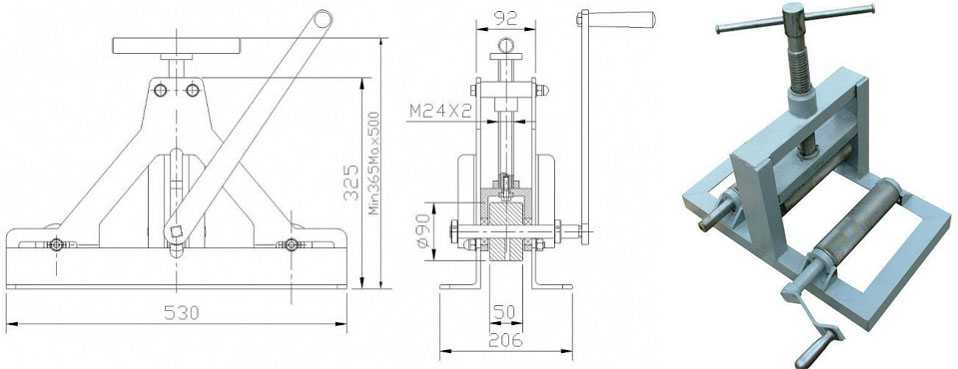 В тюбике возможно почти все, если вам это действительно нужно!
В тюбике возможно почти все, если вам это действительно нужно!
Резюме по изгибу труб
Основные практические правила:
- Выберите стандартный размер трубки
- Для малых радиусов изгиба старайтесь по возможности придерживаться одного радиуса изгиба и используйте радиус 2 x D
- Для больших радиусов изгиба можно использовать несколько радиусов, но не более 7 x D
- Поговорите со своим трубным манипулятором в начале процесса проектирования всего продукта, чтобы узнать его мнение о простоте изготовления, прежде чем вы его завершите
Как найти подходящий трубогиб?
Woodward Fab
Трубогибы представляют собой тип оборудования для изготовления труб и труб, которые используются для гибки труб. Это оборудование доступно в различных типах, функциях и спецификациях для удовлетворения требований вашего приложения.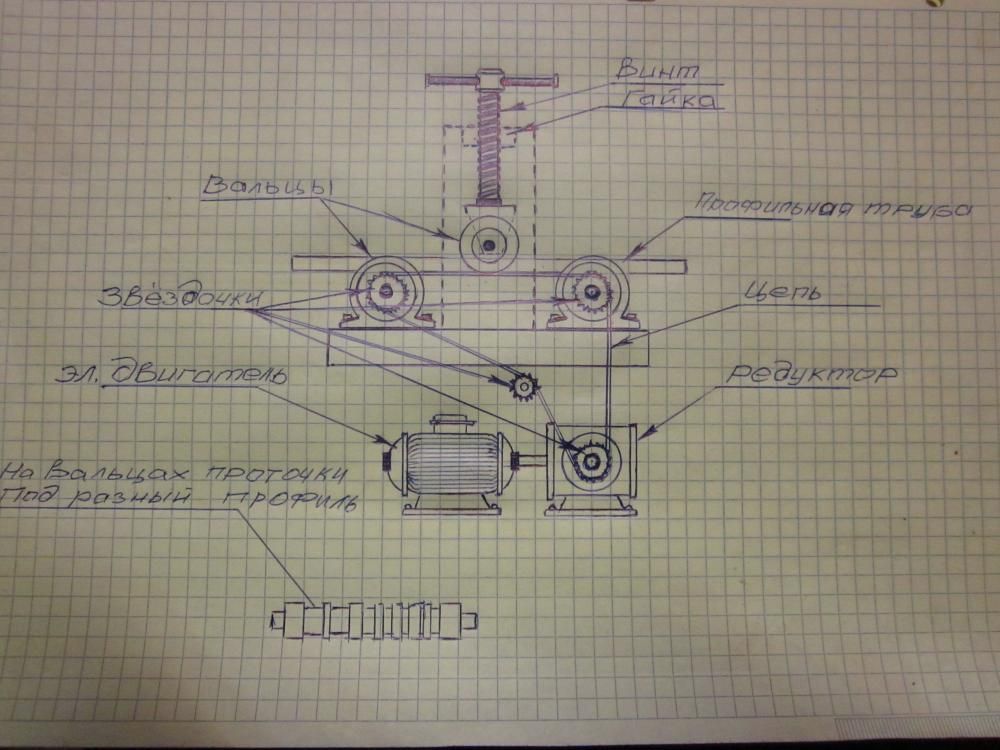 Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Если вы работаете в металлообрабатывающей промышленности, то, возможно, знаете, как важно покупать правильное оборудование. Конечный результат в любом металлообрабатывающем проекте зависит от качества и типа используемого оборудования. Таким образом, если вы хотите купить трубогиб, необходимо учитывать множество факторов. Давайте обсудим факторы, которые помогут вам выбрать правильный трубогиб.
- Типы трубогибочных станков: Как правило, трубогибочные станки классифицируются в зависимости от механизма их работы. Давайте обсудим несколько основных типов гибочных станков.
- Открытые ротационные гибочные станки: Этот тип гибочного станка изгибает трубу, вытягивая ее по кривизне. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
- Станки для гибки оправок: Станок для гибки оправок использует ряд стальных шариков, называемых оправкой. Серия шариков проходит через трубку, опираясь на изогнутый радиус, чтобы согнуть трубку. Эта машина используется для массовых операций по гибке труб.
- Валковые гибочные станки: Эти гибочные станки имеют пирамидальную структуру с тремя роликами, расположенными треугольным образом. Трубка прокатывается на роликах, чтобы согнуться до определенного диаметра.
- Трубогибочные станки типа Ram: В этом типе трубогибочного пресса матрица вставляется внутрь трубы с помощью домкрата, чтобы согнуть трубу в определенную форму. Ползун может приводиться в действие гидравлическим, пневматическим или ручным усилием.
 Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб. Наряду с этими основными типами гибочных станков существует несколько типов гибочных станков, названных в зависимости от их источников питания. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
- Анализ ваших эксплуатационных требований: Когда дело доходит до выбора лучшего трубогиба, отвечающего вашим потребностям, вы должны проанализировать свои требования. Следующие факторы важно учитывать в соответствии с вашими эксплуатационными требованиями.
- Скорость работы: Если требуется высокоскоростная гибка труб, ручной гибочный станок может не подойти. Как правило, электрические приводы и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные станки будут предпочтительным выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
- Размер производственной партии: Размер производственной партии следует учитывать при выборе правильного трубогиба. Для пакетной гибки предпочтительнее гибка на оправке или гибка с ЧПУ.
- Стоимость и потребность в эксплуатации: Бюджет и потребность являются двумя важными факторами выбора. Нужно инвестировать больше, только если спрос больше. При высоком спросе оператор должен инвестировать в эффективный гибочный станок с ЧПУ или электрические блендеры. Если операции гибки выполняются редко, оператор может выбрать менее дорогой ручной гибочный станок.
- Соответствие машине и материалу: Гибочный станок должен быть совместим с используемым материалом. Необходимо учитывать материал трубы, толщину стенки, диаметр трубы и т. д. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
 В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.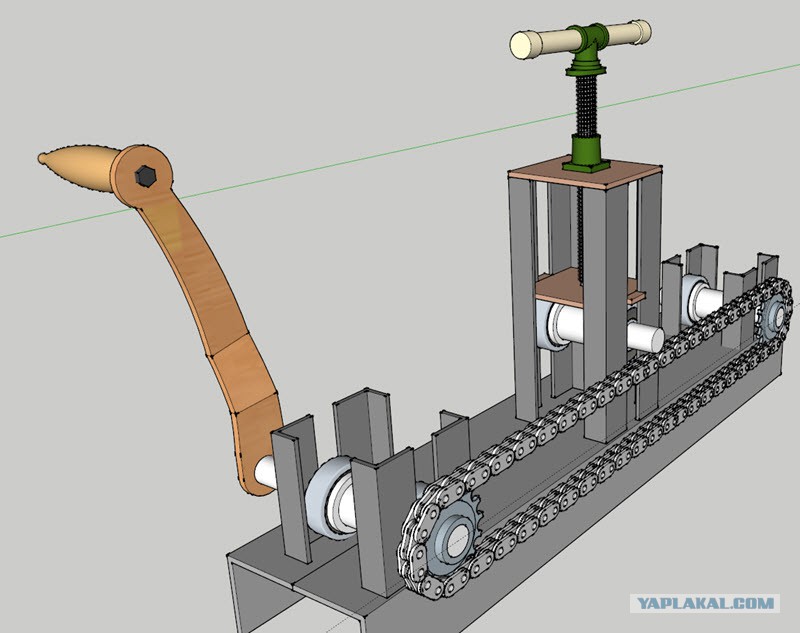 В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.- Подробнее Инструменты и аксессуары: Трубогибы поставляются с набором штампов и инструментов для гибки. При выборе гибочных станков необходимо обращать внимание на аксессуары, такие как набор инструментов для гибки труб, прокатные станки, многоцелевые трубогибы и т. д.
- Требования к заявке: Ответить на этот вопрос может быть немного сложно, поскольку необходимо учитывать несколько требований. Пожалуй, можно сосредоточиться на следующих вопросах:
- Тип сгибаемого материала
- Достигаемый максимальный и минимальный размер трубы
- Достигаемые формы деталей
- Размеры изгибаемой трубы
- Толщина стенки изготавливаемой трубы
- Радиус центральной линии (CLR) желаемого изгиба
- Рассмотрение объема: Это будет зависеть от типа проектов по гибке, которые предпринимаются. Вот некоторые из основных соображений:
 Вот некоторые из основных соображений:
Вот некоторые из основных соображений:- Количество деталей, которые нужно согнуть в час
- Количество часов, в течение которых машина будет работать
- Количество операций в день или месяц
- Количество смен инструмента
- Бюджет: Возможно, это основа любой коммерческой или промышленной инвестиции, и трубогиб не будет исключением. Хотя большинство владельцев металлообрабатывающих предприятий сосредотачиваются только на высокой стоимости при низких инвестициях, этого недостаточно. Иногда один тип трубогибочного станка может заряжаться от разных марок; поэтому вы должны сравнить преимущества и рентабельность инвестиций, которые они предлагают.
- Качество: Оборудование для гибки труб — это единовременная инвестиция, и вы не можете позволить себе принять неправильное решение. Качество гибки будет зависеть от качества используемого станка.
Наряду со всеми вышеперечисленными факторами при выборе правильного трубогиба важно обращаться за советом к специалистам.