Содержание
Самодельный листогиб
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Необычные инструменты в этом китайском магазине.
Чертежи для данного листогиба были найдены в интернете.
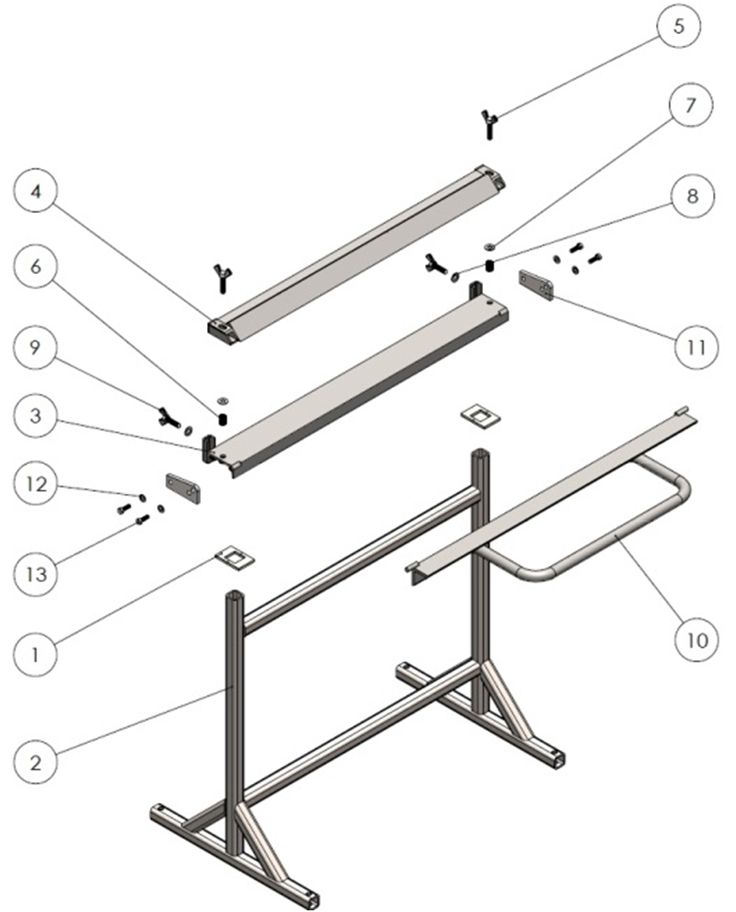
Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима.
Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима.
В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Товары для изобретателей Ссылка на магазин.
Как происходит работа на данном листогибе.
После того, как лист зажат, поднимается рычаг и легким движением происходит загиб. Изменением угла наклона рукояти можно регулировать глубину загиба. Если нужно загнуть полный угол, то, соответственно, рычаг поднимается больше. Получается совершенно ровной и прямой изгиб. Если изгиба осуществляется с запасом, то получается еще более ровно. Работа не занимает много времени.
Сзади располагается столик, которого железо подается, на нём удобно отрезать лишнее.
Станок разбирается например можно снять столик. Весь листогиб разбирается на части, поэтому его легко переносить. В разобранном виде он легко помещается в багажнике автомобиля Волга.
Пояснения по конструкции листогиба
Электроника для самоделок вкитайском магазине.
Отдельные узлы листогиба с комментариями. Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.
Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.
Рабочий стол или основание листогиба состоит из одной детали. Это швеллер. Чем длиннее заготовки, тем мощнее должен быть этот швеллер. В данном случае его длина составляет 1,5 метра. Если вы планируете гнуть заготовки в 1,5 раза больше, то швеллер должен быть установлен в два раза мощнее.
Вся основная работа происходит при помощи гибочной планки. К ней приварен массивный гибочный рычаг. Гибочная планка установлена на шарниры, которые особым образом врезаны. Она производит непосредственный гиб железа на нужный угол.
Рекомендуется гибочную планку вместе с рычагом ориентировать так, чтобы она располагалась горизонтально. В таком случае рычаг должен находиться на уровне пояса. На многих заводских листогибах рычаг свешивается вниз вертикально, что создает большие неудобства при работе. Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Подъемное прижимное устройство это набор пружин от головки блока легкового автомобиля, вместе с шайбами, кольцами, чтобы отцентрировать все это устройство на резьбовой шпильки. Она не только прижимает прижимную планку, но и поднимает ее в то положение, когда верхняя гайка барашка отжата на нужный уровень подъема. Если вы оставляете гайку барашка, то планка поднимается и находится на некоторой высоте. Петли — шарниры это обычные гаражные шарниры. Шарнир должен встать в канавку до самой своей оси. Ось должна возвышаться от основания не более чем на 2 миллиметра. Уровень прижима регулируется барашком, который затягивается на шпильке, прижимая планку к листу железа. Под барашком находится гайка, к которой приварена проволока на 6 мм, образующая рычаг.
Указанная форма рычага выверена большим количеством выполненных работ с его помощью. На шпильку одевается большая гайка, которая свободная, не по резьбе.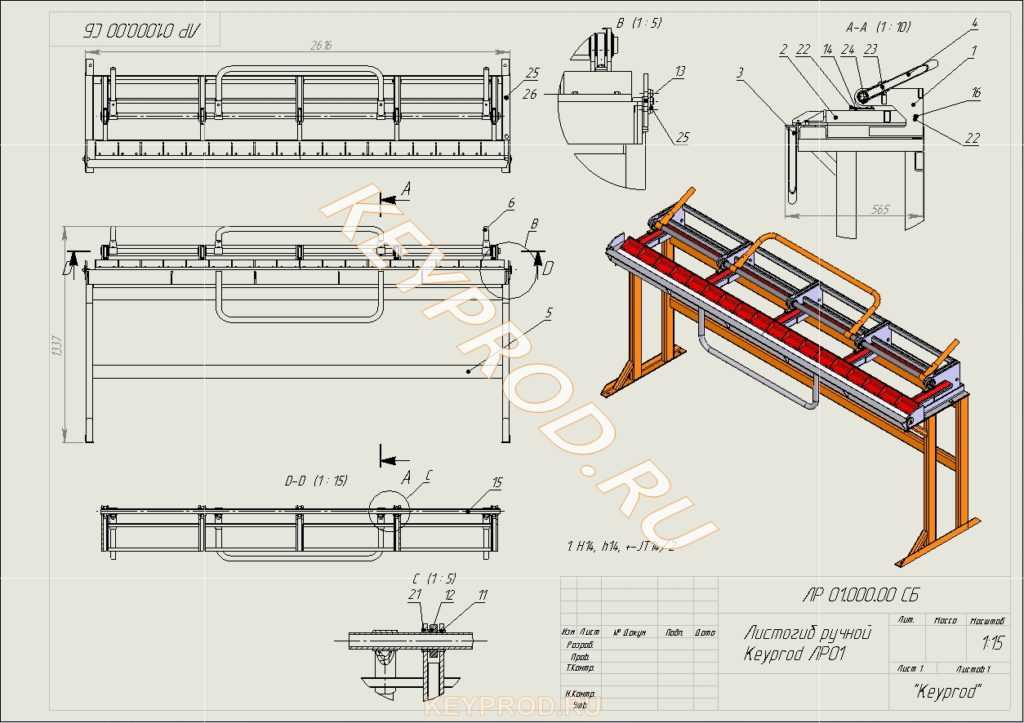 Далее одевается шайба от головки блока. Ни в коем случае не следует ставить мелкой резьбой наверх. Нужно учесть, что если сделать рычаг отходящим от гайки горизонтально, то он будет мешать работать с некоторыми видами заготовок. Поэтому лучше сделать форму, показанную на видео. Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее.
Далее одевается шайба от головки блока. Ни в коем случае не следует ставить мелкой резьбой наверх. Нужно учесть, что если сделать рычаг отходящим от гайки горизонтально, то он будет мешать работать с некоторыми видами заготовок. Поэтому лучше сделать форму, показанную на видео. Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее.
Длина шпильки должно быть выверена. Необходимо сделать так, чтобы резьба полностью умещалась при отвернутом барашке в верхнее максимальное положение. Чтобы в прижимную планку могли войти пальцы и ладони хотя бы до половины. Какой высоты уровень подъема прижимной планки необходим.
Чертежи листогиба
Можно ли с помощью листогиба сделать коробку?
Предположим, имеется обрезок оцинковки, из которого и нужно сделать коробочку.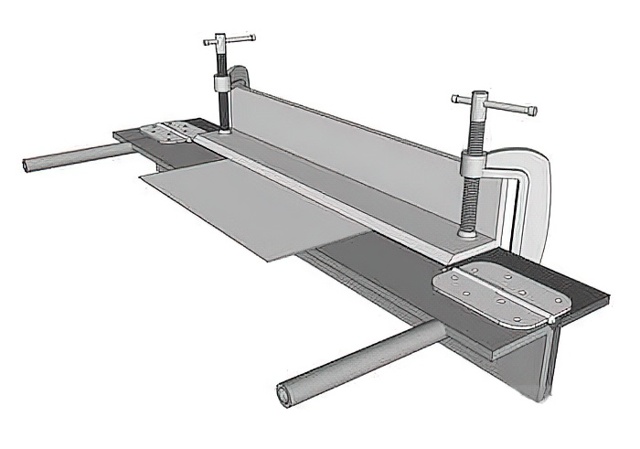 Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
Сначала посмотрите на видео, как будет происходить весь процесс. Далее мастер объясняет теорию этого для больших коробок.
Самое главное, правильно сделать разметку будущего изделия. Будем считать, что условно нам нужна коробочка с бортами в 5 сантиметров.
Для этого мы должны отложить на 5 сантиметров от каждого угла. Когда уже метки готовы, мы соединяем их с ранее отмеченными метками для того, чтобы проще было и точнее сделать необходимые на надрезы и не вырезать всё, а немного оставить для того, чтобы загнуть, заклепать или точечной сваркой заварить.
Когда разметка готова, нам необходимо сделать разрезы. Так как всё будет сделано на электроконтактной сварке, целесообразно оставить выпуски. То есть мастер оставляет предположительные линии реза. Выделенные части останутся на заготовке, то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Выделенные части останутся на заготовке, то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Еще пример разработки
Самодельный листогиб сделан из черного металла. Основание — швеллер на 12, к нему приварен шарнир, труба на 16. В гибочную валку врезан прут. Все это было приварено. Рычаг сделан усиленной конструкции. Гибочная балка сделана из 75 уголка. Половина полки обрезана. Прижимная балка выполнена из 75 уголка и усилена с одной стороны 50-м. Сделан дополнительный упор, так как балка посередине выгибалась. По краям проушина из 75 уголка, болт, пружины от клапанов. Сделан примитивный эксцентрик.
Как сделать листогиб. Ручной роликовый листогиб своими руками
✅ Дата публикации: 11.09.2016 | 📒 Инструменты | 🕵 Комментариев нет
Как сделать листогиб
Содержание статьи:
- 1 Как сделать листогиб своими руками?
- 2 Самодельный листогиб и его характеристики
Ручной листогиб — необходимый инструмент в арсенале каждого домашнего мастера.
В особенности, этот инструмент незаменимый для тех людей, которые занимаются такой работой, как холодная ковка металла, где нужно согнуть какой то отдельный элемент металлической заготовки и т. д.
Конечно же, если необходимо сгибать что-то один или несколько раз, то можно взять листогиб на прокат у знакомых или в какой нибудь фирме.
Но если постоянно требуется в работе применять листогибочные операции, то никак не обойтись без покупного варианта станка-листогиба, либо его аналога изготовленного своими руками.
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Самодельный листогиб и его характеристики
Прежде чем приступать к основной части вопроса, как сделать листогиб своими руками, следует определиться вот с чем:
- Какой металл по толщине придётся гнуть листогибом.
- В каком диапазоне углов гибки металла, необходимо работать чаще всего.
- С габаритами самодельного листогиба — его высотой, длиной и шириной.
- Насколько точным должен быть листогиб, изготовленный своими руками.
Как только ответы на все вышеперечисленные вопрос будут найдены, можно приступать к изготовлению листогиба своими руками. Как сделать листогиб и что потребуется для его изготовления?
Чтобы сделать листогиб потребуется станина и подвижная часть механизма, которая будет гнуть металл под требуемым углом. К станине, заготовка для сгибания, должна надежно фиксироваться посредством рычагов, на концах которых имеется резьба.
Часто распространённым вариантом является листогиб из тисков, которые используются для фиксации заготовки во время её сгибания.
Не менее популярным вариантом листогиба, является и листогиб своими руками с использованием деревянных составляющих. Такой самодельный листогиб, чаще всего используется, для того, чтобы сделать оконные отливы, в общем, различные элементы, гнущиеся из тонкой оцинкованной жести.
Листогиб может быть различных конструкций и вариаций, поэтому на вопрос как сделать листогиб своими руками, можно найти множество всевозможных ответов. Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Оценить статью и поделиться ссылкой:
Изготовление гибов по прямой линии — Разметка и формовка авиационного листового металла
При формировании прямых гибов необходимо учитывать толщину материала, состав его сплава и состояние его состояния. Вообще говоря, чем тоньше материал, тем круче его можно согнуть (чем меньше радиус изгиба), и чем мягче материал, тем круче изгиб. Другими факторами, которые необходимо учитывать при выполнении прямых изгибов, являются допуск на изгиб, отступ и тормозная линия или линия обзора.
Другими факторами, которые необходимо учитывать при выполнении прямых изгибов, являются допуск на изгиб, отступ и тормозная линия или линия обзора.
Радиус изгиба листа материала — это радиус изгиба, измеренный на внутренней стороне изогнутого материала. Минимальный радиус изгиба листа материала – это наиболее крутая кривая, или изгиб, до которого можно согнуть лист без критического ослабления металла на изгибе. Если радиус изгиба слишком мал, напряжения и деформации ослабляют металл и могут привести к растрескиванию.
Минимальный радиус изгиба указывается для каждого типа авиационного листового металла. Минимальный радиус изгиба зависит от вида материала, толщины материала и состояния материала. Отожженный лист можно согнуть по радиусу, примерно равному его толщине. Нержавеющая сталь и алюминиевый сплав 2024-T3 требуют довольно большого радиуса изгиба.
Изгиб U-образного профиля
Чтобы понять процесс создания макета листового металла, будут рассмотрены шаги по определению макета образца U-образного профиля. [Рисунок 1]
[Рисунок 1]
| Рисунок 1. Пример изгиба U-образного профиля |
, или пакеты программного обеспечения для автоматизированного проектирования (CAD) и автоматизированного производства (CAM). Этот канал изготовлен из 0,040-дюймового алюминиевого сплава 2024-T3.
Шаг 1. Определите правильный радиус изгиба
Таблицы минимального радиуса изгиба можно найти в руководствах по техническому обслуживанию производителей. Слишком острый радиус приводит к растрескиванию материала в процессе гибки. Как правило, на чертеже указывается используемый радиус, но рекомендуется перепроверить. В этом примере компоновки используйте таблицу минимального радиуса на рис. 2, чтобы выбрать правильный радиус изгиба для сплава, состояния и толщины металла. Для 0,040, 2024-T3 минимально допустимый радиус составляет 0,16 дюйма или 5/32 дюйма.
Рисунок 2. Минимальный радиус изгиба (из Руководства из строительного и ремонта самолетов Rayther можно найти в диаграмме неудач, доступной в руководствах по техническому обслуживанию воздушных судов или в книгах по источнику, техническому обслуживанию и возможности восстановления (SMR) [Рисунок 3]
Использование формулы для расчета отступа SB = отступ Так как все из углов в этом примере составляют углы 90°, отступ рассчитывается следующим образом: SB = K(R+T) = 0,2 дюйма ПРИМЕЧАНИЕ: K = 1 для изгиба 90°. Для изгиба, отличного от 90°, используйте таблицу К-фактора. Использование диаграммы неудач для поиска неудачТаблица отступов — это быстрый способ найти отступ и он полезен для открытых и закрытых изгибов, поскольку нет необходимости вычислять или находить К-фактор. Для расчета отката доступны несколько программных пакетов и онлайн-калькуляторов. Эти программы часто используются с программами CAD/CAM. [Рис. 3]
Пример:
Найдите 0,183 внизу графика. Он находится в средней шкале.
Шаг 3: Найдите размер плоской линииРазмер плоской линии можно найти по формуле: Плоский = MLD – SB Плоскости или плоские части U-образного канала равны размеру линии пресс-формы за вычетом отступа для каждой из сторон и формы длина линии за вычетом двух отступов для центральной плоскости. Плоский размер образца U-образного канала рассчитывается следующим образом: Плоский размер = MLD – SB Шаг 4: Определение припуска на изгибПри выполнении изгиба или сгиба в металлическом элементе необходимо рассчитать припуск на изгиб или длину материала, необходимого для изгиба. Допуск на изгиб зависит от четырех факторов: степени изгиба, радиуса изгиба, толщины металла и типа используемого металла. Радиус изгиба обычно пропорционален толщине материала. Кроме того, чем больше радиус изгиба, тем меньше материала требуется для изгиба. Тип материала также важен. Если материал мягкий, его можно очень сильно согнуть; но если он твердый, радиус изгиба больше и допуск на изгиб больше. Сгибание куска металла сжимает материал внутри кривой и растягивает материал снаружи кривой. Однако на некотором расстоянии между этими двумя крайностями лежит пространство, на которое не действует ни одна из сил. Это известно как нейтральная линия или нейтральная ось и находится на расстоянии примерно 0,445 толщины металла (0,445 × T) от внутренней части радиуса изгиба. [Рисунок 4]
Длина этой нейтральной оси должна быть определена таким образом, чтобы для изгиба было достаточно материала. Это называется допуском на изгиб. Это количество должно быть добавлено к общей длине шаблона компоновки, чтобы обеспечить достаточное количество материала для изгиба. Для экономии времени при расчете припуска на изгиб разработаны формулы и таблицы для различных углов, радиусов изгибов, толщины материала и других факторов. Формула 1: допуск на изгиб для 90° Изгиб
|

 Два отступа необходимо вычесть из центральной плоскости, потому что эта плоскость имеет изгиб с обеих сторон.
Два отступа необходимо вычесть из центральной плоскости, потому что эта плоскость имеет изгиб с обеих сторон. Степень изгиба влияет на общую длину металла, тогда как толщина влияет на радиус изгиба.
Степень изгиба влияет на общую длину металла, тогда как толщина влияет на радиус изгиба. Экспериментируя с реальными изгибами металлов, авиаконструкторы обнаружили, что точные результаты изгиба можно получить, используя следующую формулу для любого угла изгиба от 1° до 180°.
Экспериментируя с реальными изгибами металлов, авиаконструкторы обнаружили, что точные результаты изгиба можно получить, используя следующую формулу для любого угла изгиба от 1° до 180°. Теперь найдите в этом столбце блок напротив толщины материала (калибр) 0,040 в столбце слева. Верхнее число в ячейке (0,273), правильный припуск на изгиб в дюймах для 9изгибы 0°.
Теперь найдите в этом столбце блок напротив толщины материала (калибр) 0,040 в столбце слева. Верхнее число в ячейке (0,273), правильный припуск на изгиб в дюймах для 9изгибы 0°.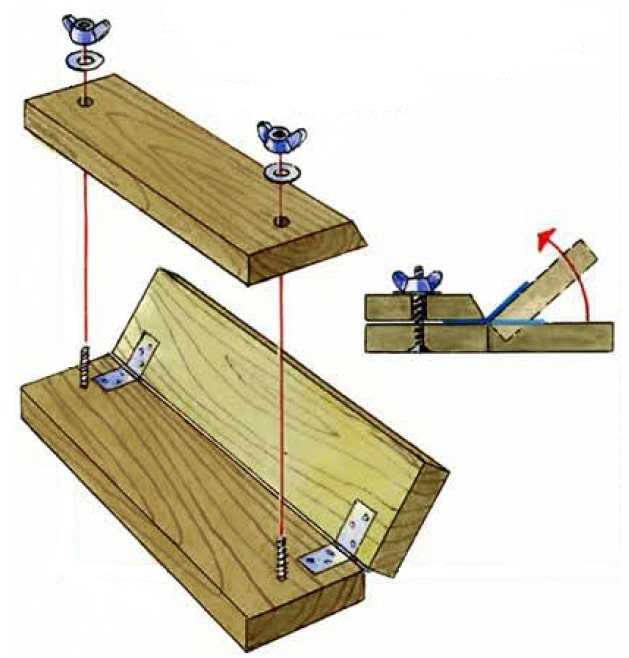 Чтобы найти правильный угол изгиба, используйте следующую формулу:
Чтобы найти правильный угол изгиба, используйте следующую формулу: Это связано с тем, что металл следует радиусу изгиба, а не идет от линии формы к линии формы. Хорошей практикой является проверка того, что рассчитанная TDW меньше, чем общие размеры линии пресс-формы. Если рассчитанная TDW больше, чем размеры линии пресс-формы, математика была неверной.
Это связано с тем, что металл следует радиусу изгиба, а не идет от линии формы к линии формы. Хорошей практикой является проверка того, что рассчитанная TDW меньше, чем общие размеры линии пресс-формы. Если рассчитанная TDW больше, чем размеры линии пресс-формы, математика была неверной. [Рисунок 9] Теперь зажмите тормоз на металле и поднимите лист, чтобы сделать изгиб. Изгиб начинается точно на касательной линии изгиба.
[Рисунок 9] Теперь зажмите тормоз на металле и поднимите лист, чтобы сделать изгиб. Изгиб начинается точно на касательной линии изгиба.
 Найдите угол 45° на правой шкале и следуйте по этой линии горизонтально, пока она не встретится с прямым краем. Следуйте по изогнутой линии влево и найдите 0,035 с левой стороны. X-фактор на чертеже равен 0,035 дюйма.
Найдите угол 45° на правой шкале и следуйте по этой линии горизонтально, пока она не встретится с прямым краем. Следуйте по изогнутой линии влево и найдите 0,035 с левой стороны. X-фактор на чертеже равен 0,035 дюйма. У нас есть множество полезных ресурсов по гибке, но давайте рассмотрим эти ключевые шаги, чтобы вы могли добиться наилучших результатов с помощью SendCutSend.
У нас есть множество полезных ресурсов по гибке, но давайте рассмотрим эти ключевые шаги, чтобы вы могли добиться наилучших результатов с помощью SendCutSend.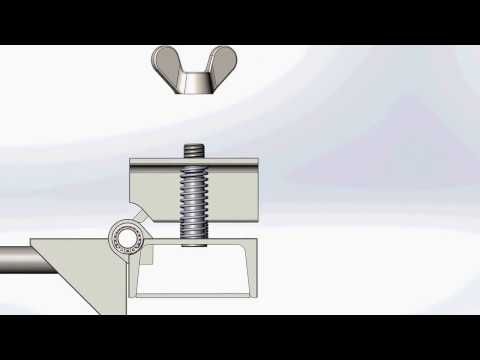
 Выемки на изгибах — это просто узкие выемки или круги, нанесенные в углах вашего дизайна. Эти насечки должны составлять не менее 50% толщины материала по ширине, а глубина должна равняться Радиус изгиба + Толщина материала +.020 ”. Эти выемки обеспечивают меньшую нагрузку на внутренние радиусы фланцев и помогают предотвратить соприкосновение углов изгибов с основным материалом.
Выемки на изгибах — это просто узкие выемки или круги, нанесенные в углах вашего дизайна. Эти насечки должны составлять не менее 50% толщины материала по ширине, а глубина должна равняться Радиус изгиба + Толщина материала +.020 ”. Эти выемки обеспечивают меньшую нагрузку на внутренние радиусы фланцев и помогают предотвратить соприкосновение углов изгибов с основным материалом. Программы САПР, такие как Fusion 360, упрощают это с помощью функции листового металла. Деталь должна быть выложена плоской, потому что нам требуются 2D-файлы для гибки здесь, в SendCutSend, хотя мы рекомендуем вам также прикрепить изображение детали в 3D, когда вы проверяете, чтобы мы могли точно увидеть, как ваша деталь предназначена для функция.
Программы САПР, такие как Fusion 360, упрощают это с помощью функции листового металла. Деталь должна быть выложена плоской, потому что нам требуются 2D-файлы для гибки здесь, в SendCutSend, хотя мы рекомендуем вам также прикрепить изображение детали в 3D, когда вы проверяете, чтобы мы могли точно увидеть, как ваша деталь предназначена для функция.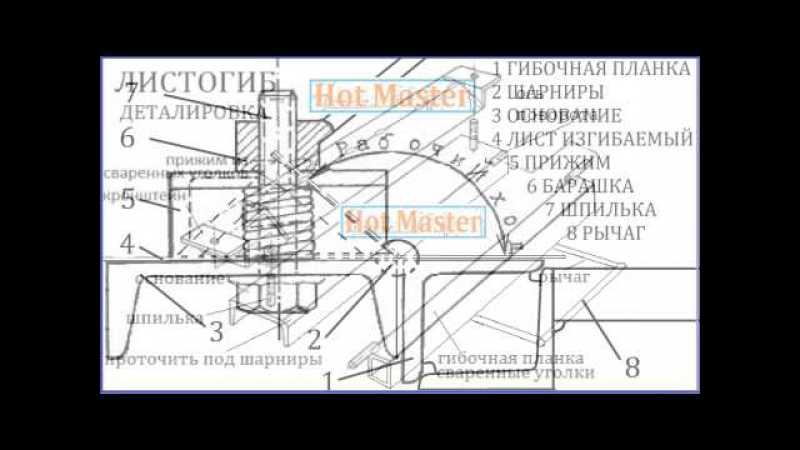 eps
eps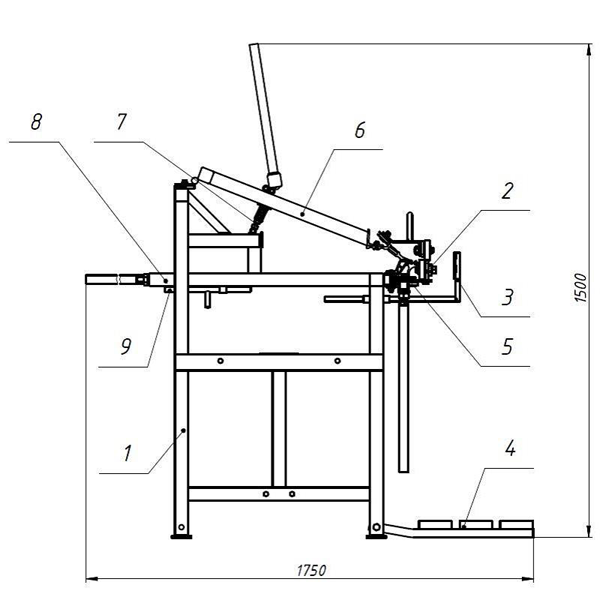 В настоящее время мы не предлагаем несколько изгибов:
В настоящее время мы не предлагаем несколько изгибов: 