Содержание
Ручной листогиб своими руками: видео и чертеж
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
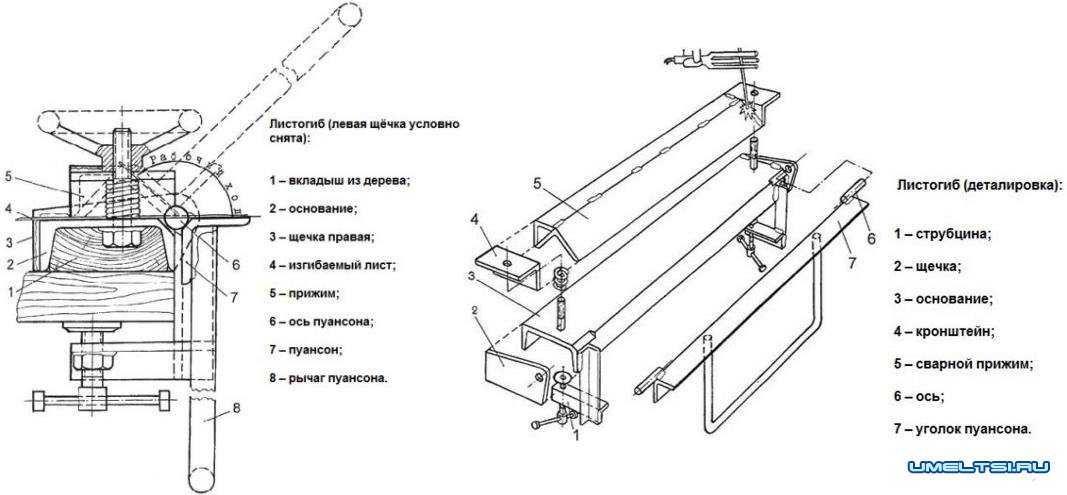
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.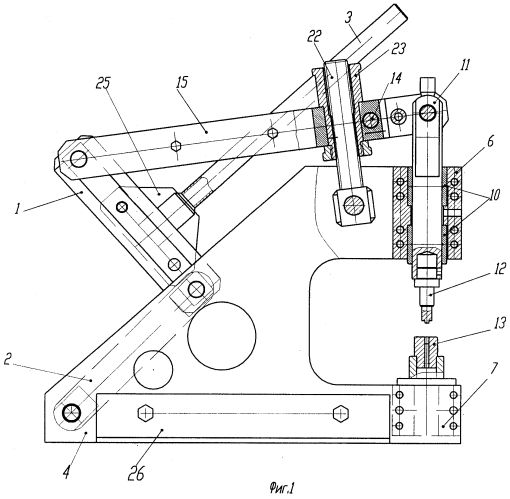
За основу возьмите представленные чертежи:
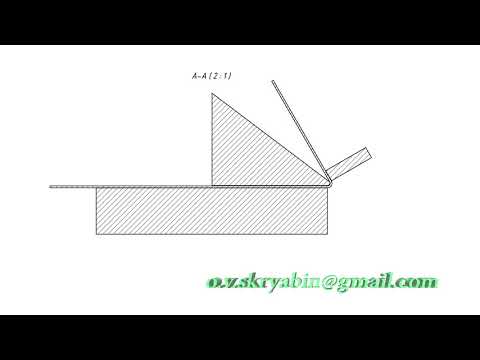
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов.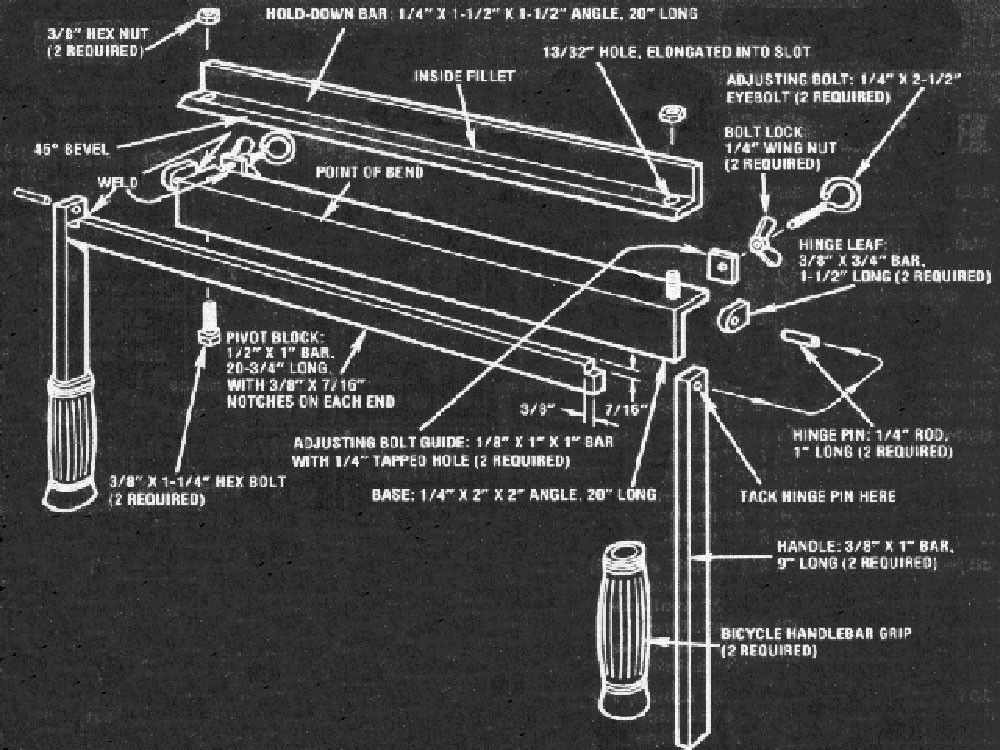 Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
 Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;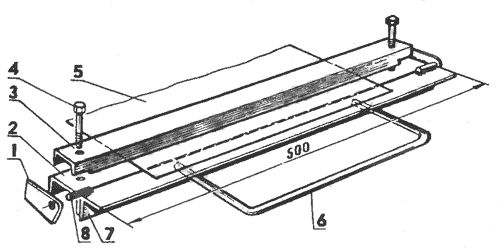 На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Источник
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб.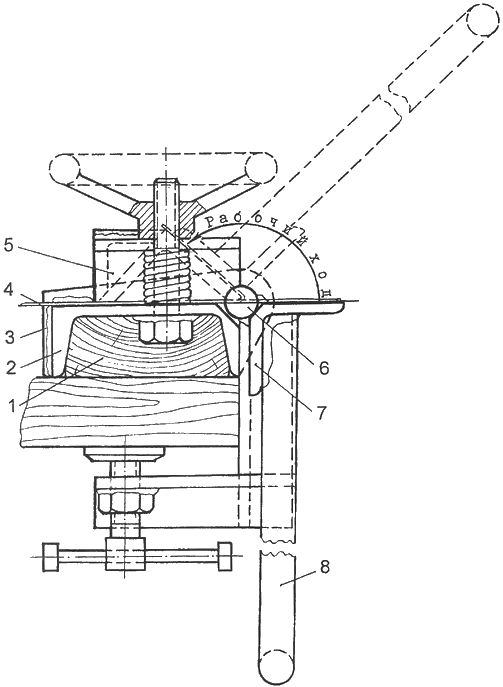 В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Швеллер шириной 25 см
2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
2 3/4-дюймовые гайки
2 3/4-дюймовые резьбовые пробки
2 3/4-дюймовые муфты
2 3/4-дюймовые металлические шайбы
2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.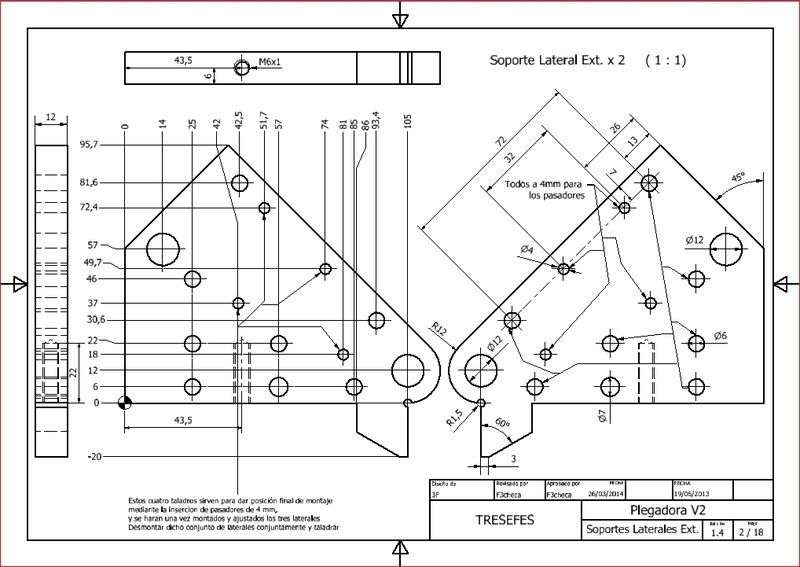
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
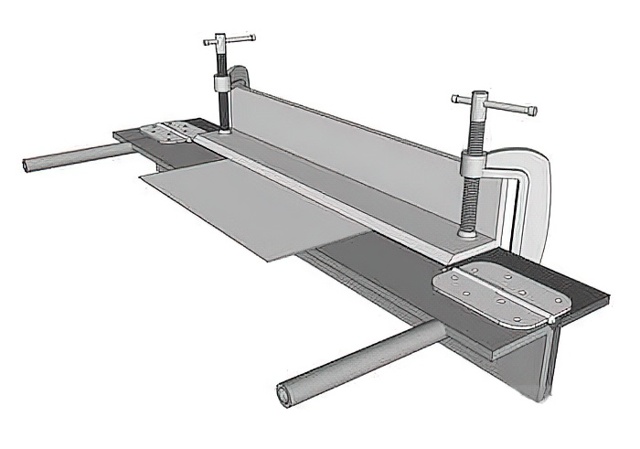
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
Руководство по проектированию листового металла
| Обновление 2021 г.
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ИЗ ЛИСТОВОГО МЕТАЛЛА
Основы листового металла
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
Листовый металл Введение
Основные принципы
Основы формирования
Основы
Критические размеры
K-Factor
Радиус
Learnings
Height
Bend
.0005
Forming Near Holes
Minimum Hole Diameter
Laser Cutting
General
Tolerances
Kerf
Tolerances
General Tolerances
Curls
Countersink Holes
Countersink Tolerances
Countersink Dimensions
Кромки
Отверстия и прорези
Выемки и выступы
Элементы
Угловые скругления
Снятие напряжения
Введение в листовой металл
Эти основные рекомендации по изготовлению листового металла включают в себя важные
соображения, помогающие улучшить технологичность деталей, улучшить внешний вид,
и сократить общее время производства.
Основные принципы
Изготовление листового металла — это процесс формирования деталей из металлического листа путем штамповки, резки, штамповки и гибки.
Файлы 3D CAD преобразуются в машинный код, который управляет станком для точной резки и формовки листов в конечную деталь.
Детали из листового металла известны своей долговечностью, что делает их идеальными для конечного использования (например, шасси). Детали, используемые для прототипов небольшого объема и крупносерийного производства, являются наиболее рентабельными из-за больших затрат на первоначальную установку и материалы.
Поскольку детали изготавливаются из цельного листа металла, конструкции должны иметь одинаковую толщину. Обязательно соблюдайте конструктивные требования и допуски, чтобы детали соответствовали проектным замыслам и резке листов металла
ОСНОВЫ ФОРМИРОВАНИЯ
Гибка
Гибка – это процесс, при котором к листовому металлу прикладывается усилие, заставляющее его изгибаться под углом и придавать ему желаемую форму.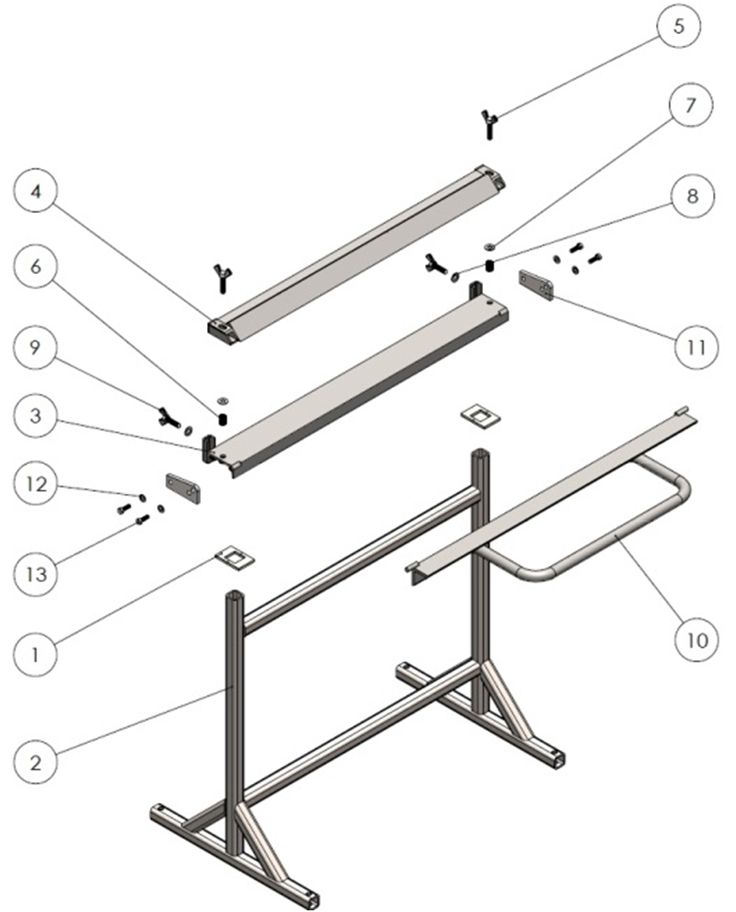 Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
Гибка выполняется листогибочным прессом, который может загружаться автоматически или вручную. Гибочные прессы доступны в различных размерах и длинах (20-200 тонн) в зависимости от требований процесса.
Листогибочный пресс содержит верхний инструмент, называемый пуансоном, и нижний инструмент, называемый штампом, между которыми помещается листовой металл.
Лист помещается между ними и удерживается на месте упором. Угол изгиба определяется глубиной, на которую пуансон вдавливает лист в матрицу. Эта глубина точно контролируется для достижения необходимого изгиба.
Стандартная оснастка обычно используется для пуансона и штампа. Инструментальный материал включает, в порядке возрастания прочности, твердую древесину, низкоуглеродистую сталь, инструментальную сталь и карбидную сталь.
Детали, подлежащие гибке, поставляются в виде плоских шаблонов с информацией о гибке. Иногда места изгиба выгравированы с помощью меток изгиба, или эти метки можно вырезать, чтобы показать гибщикам, где нужно сгибаться.
После того, как лазер вырезал плоские детали, их можно отправить на гибку. Листогибочный пресс превращает развертку в изогнутую деталь.
Критические размеры
Ниже приведены некоторые термины, используемые в листовом металле. Проектировщики должны придерживаться руководящих принципов машинного оборудования при проектировании для гибки. Этими параметрами можно охарактеризовать изгибы. Некоторые критические размеры, которые необходимо учитывать при настройке листового металла в программном обеспечении САПР, включают толщину листового металла, коэффициент k и радиус изгиба. Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Линия сгиба – Прямая линия на поверхности листа по обе стороны от сгиба, определяющая конец ровной полки и начало сгиба.
Радиус сгиба – Расстояние от оси сгиба до внутренней поверхности материала, между линиями сгиба.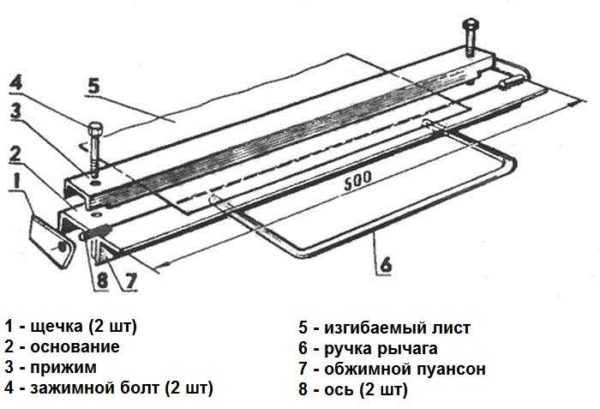
Угол изгиба — угол изгиба, измеренный между изогнутой полкой и ее исходным положением, или как внутренний угол между перпендикулярными линиями, проведенными из линий изгиба. Иногда указывается как внутренний радиус изгиба. Внешний радиус изгиба равен внутреннему радиусу изгиба плюс толщина листа.
Нейтральная ось — место на листе, которое не растягивается и не сжимается и поэтому остается постоянной длины.
К-фактор – Расположение нейтральной оси в материале, рассчитываемое как отношение расстояния нейтральной оси T к толщине материала t. К-фактор зависит от нескольких факторов (материал, операция гибки, угол изгиба и т. д.) и превышает 0,25, но не может превышать 0,50. К-фактор = Т/т
Припуск на сгиб – Длина нейтральной оси между линиями сгиба или длина дуги сгиба. Допуск на изгиб, добавленный к длинам полки, равен общей длине плоской части.
Коэффициент К
Коэффициент К представляет собой отношение нейтральной оси к толщине материала.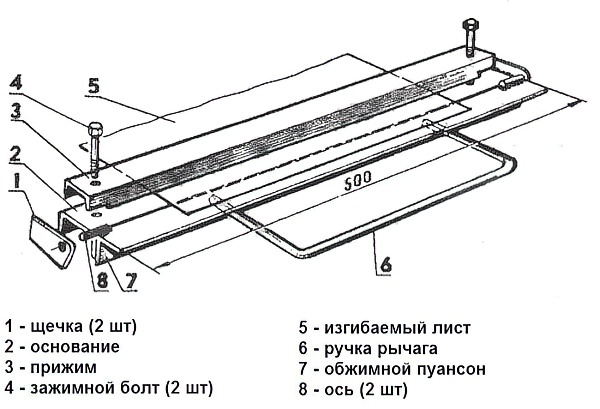
Важность К-фактора при проектировании листового металла
К-фактор используется для расчета развертки, поскольку он связан с тем, насколько материал растягивается во время гибки. Поэтому важно иметь правильное значение в программном обеспечении САПР. Значение К-фактора должно быть в пределах 0 – 0,5. Чтобы быть более точным, К-фактор можно рассчитать, взяв среднее значение 3 образцов из изогнутых деталей и подставив измерения допуска на изгиб, угла изгиба, толщины материала и внутреннего радиуса в следующую формулу:
Здесь показаны некоторые основные значения К-фактора. Используйте их в качестве ориентира.
Радиус | Мягкий / Алюминий | Средний / Сталь | Твердая/нержавеющая сталь |
Воздушная гибка | |||
т. | |||
3*т. — >3*т. | |||
Изгиб днища | |||
0 — т. | |||
т. — 3*т. | |||
3*т. — >3*т. | |||
 — 3*т
— 3*тТолщина стенки
Детали должны иметь одинаковую толщину стенки по всему периметру. Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
При рассмотрении толщины листового металла рекомендуется использовать один лист с пуансонами (отверстиями). Некоторые элементы, такие как зенкеры, выполнимы, но зенковки и другие элементы механической обработки трудно изготовить, поскольку они требуют последующей обработки.
ИЗГИБ
Радиус изгиба
Гибочные прессы для листового металла используются для гибки материала в детали желаемой геометрии. Изгибы, находящиеся в одной плоскости, необходимо проектировать в одном направлении, чтобы избежать переориентации деталей и сэкономить деньги и время.
Сохранение постоянного радиуса изгиба также сделает детали более экономичными. Толстые детали имеют тенденцию становиться неточными, поэтому их следует по возможности избегать. Маленькие изгибы в большие.
Постоянная ориентация
Непостоянная ориентация
Пружинящая пружина
При гибке листового металла остаточные напряжения в материале вызывают небольшое пружинение листа после операции гибки. Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Размеры:
Во избежание поломки или деформации деталей убедитесь, что внутренний радиус изгиба не меньше толщины материала углы изгиба обычно приемлемы в промышленности. Длина фланца должна быть не менее чем в 4 раза больше толщины материала.
Эмпирическое правило
Рекомендуется использовать одинаковые радиусы для всех изгибов, а длина фланца должна как минимум в 4 раза превышать толщину материала.
Минимальный изгиб, r
Требования к минимальному радиусу изгиба могут различаться в зависимости от применения и материала. Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Минимальная длина фланца, b
Это минимальная длина изгиба. Изгиб должен поддерживаться на всем пути, пока изгиб не будет завершен, фланец должен быть достаточно длинным, чтобы достигать верхней части штампа после его полного формирования. Операторы тормозного пресса должны знать минимальную длину фланца для своего инструмента, прежде чем пытаться выполнить изгиб, который может не сработать, и, хотя можно рассчитать минимальную длину фланца, имея под рукой диаграмму усилия на изгиб в воздухе, что, безусловно, делает его более удобным.
Толщина материала, т
Толщина материала не пропорциональна тоннажу, как V-образное отверстие. Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Длина заготовки, л
Как и в случае v-образного отверстия, требуемый тоннаж напрямую зависит от длины заготовки. Удвоение рабочей длины означает удвоение необходимого тоннажа. Следует отметить, что при гибке коротких деталей длиной менее 3 дюймов требуемый тоннаж может быть меньше, чем тот, который пропорционален его длине. Зная это, можно предотвратить повреждение штампа.
Таблица гибки ВВС
Таблица гибки ВВС представляет собой таблицу, показывающую тоннаж, используемый для гибки листового металла различной толщины. Это полезно для проектировщиков листового металла, так как определяет радиус изгиба и инструменты, которые будут использоваться для различных толщин. Он показан здесь для мягкой стали. Конструкторы могут использовать это в качестве ориентира при расчете минимально возможной длины фланца с помощью инструментов для различных V-образных блоков, а также радиуса изгиба.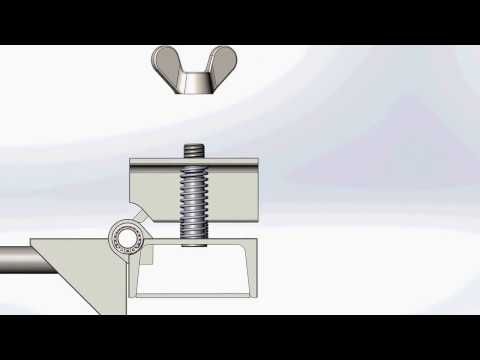 Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Разгрузка изгиба
Если изгиб сделан близко к краю, материал может порваться, если не будет обеспечена разгрузка изгиба.
Изгиб 1 показывает рельеф надрыва.
Изгиб 2 показывает прямоугольный вырез в детали, глубина выреза должна быть больше радиуса изгиба. Ширина рельефа должна быть равна толщине материала или больше.
Снятие напряжения сгиба используется там, где сгиб выходит на ребро. Рельефная выемка добавлена для предотвращения разрыва. Глубина сгибов не должна превышать толщину материала плюс радиус изгиба.
Высота изгиба
Высота изгиба Высота изгиба листового металла должна быть как минимум вдвое больше толщины листового металла плюс радиус изгиба
H=2t + r
Если высота изгиба слишком мала, это приведет к деформации и низкое качество гибки.
Формирование ближних отверстий
Когда изгиб делается слишком близко к отверстию, отверстие может деформироваться.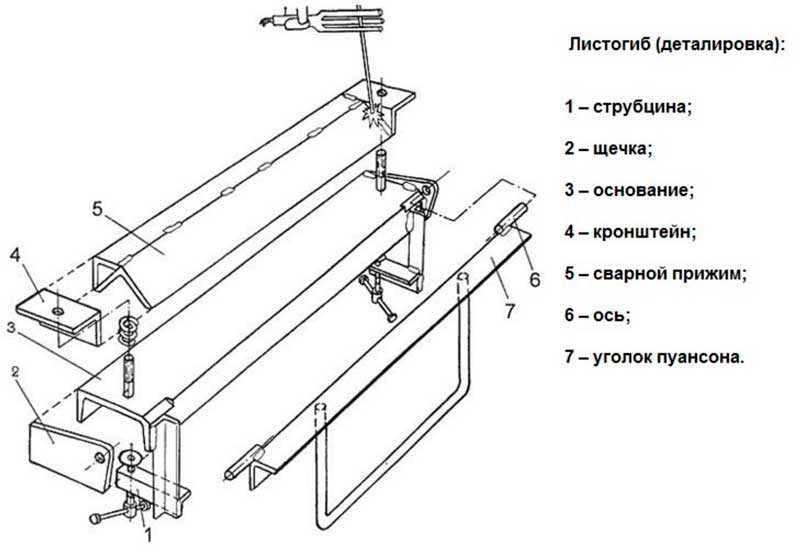 Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Чтобы сократить расходы на пробивку отверстий или сверление во время дополнительной операции, можно использовать следующие формулы для расчета минимального требуемого расстояния:
Для паза или отверстия диаметром < 25 мм минимальное расстояние до центра отверстия 2:
D = 2t + r
Согласно эмпирическому правилу расстояние от края материала до низа выреза должно быть равно минимальной длине полки, как предписано таблицей силы изгиба на воздухе
D = 2,5t + р
При использовании штамповочного пресса или лазерной резки отверстия никогда не должны быть меньше толщины материала.
Минимальное расстояние от выдавленного отверстия до кромки детали
Выдавливание металла является одним из самых экстремальных применений при прессовании и создает большое трение и тепло. Если выдавленное отверстие находится слишком близко к краю детали, это может привести к деформации или разрыву металла. Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Минимальное расстояние между выдавленными отверстиями
Между двумя выдавленными отверстиями в конструкциях из листового металла должно соблюдаться определенное расстояние. Если выдавленные отверстия расположены слишком близко, это может привести к деформации металла. Рекомендуется, чтобы минимальное расстояние между двумя экструдированными отверстиями в шесть раз превышало толщину листового металла.
Минимальный диаметр отверстия
Диаметр отверстия в листовой детали не должен быть очень маленьким, маленькие отверстия создаются прошивкой и для изготовления маленьких отверстий требуются пуансоны небольших размеров. Небольшой размер отверстия в листовом металле требует пробивного инструмента меньшего размера, что может привести к поломке во время операции. Рекомендуется, чтобы диаметр отверстия был равен или больше толщины листового металла.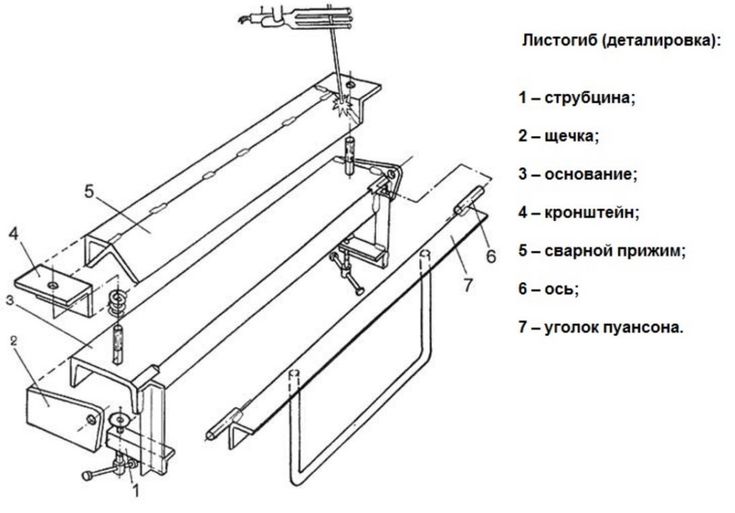
Лазерная резка
Лазерная резка – вид производства, в котором используется лазер для резки различных металлов. Лазер имеет луч высокой энергии, который легко прожигает материал. Лазерная резка может использоваться для таких материалов, как металл, алюминий, пластик, дерево, резина и т. д. Лазеры используют компьютерное программирование с числовым программным управлением (ЧПУ) для определения формы и положения вырезов. Лазерная резка возможна при толщине материала до 20 мм. Есть преимущества и недостатки в использовании лазерной резки. СО2-лазеры более традиционны и могут резать более толстые материалы, но не обеспечивают такого точного реза, как волоконные лазеры. Волоконные лазеры обычно могут резать более тонкие материалы и имеют гораздо более высокую скорость резки, чем CO2.
Преимущества и недостатки
Преимущества лазерной резки по сравнению с механической резкой включают в себя лучшую фиксацию заготовки, меньшее загрязнение заготовки, лучшую точность и меньшую вероятность коробления, поскольку зона термического воздействия мала. Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Допуски
Общие допуски
Если заказчик не предоставил чертеж или спецификацию, мы изготовим продукт по образцу в соответствии со спецификациями, указанными здесь. По умолчанию острые края будут сломаны и зачищены. Критические края, которые необходимо оставить острыми, следует отметить и указать на отпечатке.
Формовка и гибка: | +/- 0,4 мм |
Изгиб к отверстию или элементу: | +/- 0,2 мм |
Линейные размеры, исключая места для изгибов | +/- 0,1 мм |
Диаметры со вставками | +/- 0,06 мм |
Угловатость | +/- 2 градуса |
Шероховатость поверхности | +/- 3,2 мкм |
Ограничения по материалам
Материалы, которые не подходят для лазерной резки, включают зеркальные или отражающие материалы, плиты Masonite, композиты, содержащие ПВХ.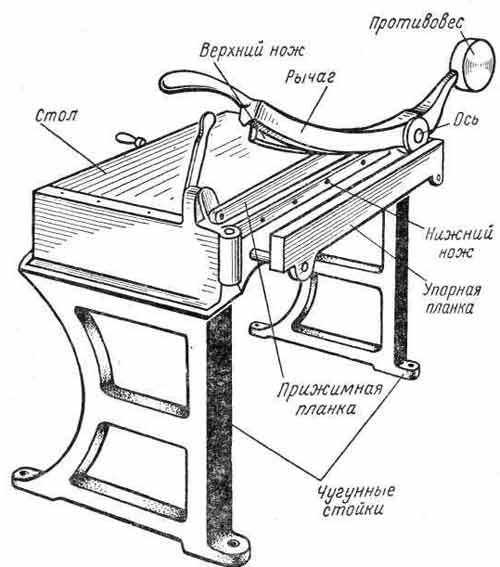
Приемлемые материалы
Обычно для лазерной резки подходят следующие материалы: металл, нержавеющая сталь, алюминий определенной толщины, дерево и некоторые пластмассы.
Местное упрочнение
Локальное упрочнение происходит на кромках, где разрезал лазер. Эта закалка обеспечивает прочный и гладкий край без необходимости отделки после использования лазерного резака
Деформация
При лазерной резке образуется зона термического влияния (ЗТВ). В углеродистой стали чем выше прокаливаемость, тем выше ЗТВ. Деформация от лазерной обработки является результатом резкого повышения температуры материала вблизи зоны резки. Искажение также создается быстрым затвердеванием зоны резания. Кроме того, искажение также может быть связано с быстрым затвердеванием материала, оставшегося по бокам разреза.
При лазерной резке часть материала выжигается, когда лазер прорезает, оставляя небольшой зазор. Этот «зазор» известен как лазерный пропил и составляет от 0,08 до 0,45 мм в зависимости от типа материала, толщины и других условных факторов. Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Также рекомендуется держать детали на расстоянии 2-5 мм от края материала из-за того, что некоторые листы деформированы или немного отличаются по размеру. Всегда следует вырезать детали по границе размера листа и не использовать края листа в качестве границы.
ДОПУСКИ
Толщина стенки
Поскольку детали из листового металла изготавливаются из одного листа металла, толщина стенки детали должна быть одинаковой. Возможно изготовление деталей из листового металла толщиной от 0,9 мм до 20 мм.
Диаметр отверстия
При проектировании деталей для лазерной резки не следует делать отверстия меньше толщины материала.
Отводы
Изгибы листового металла производятся с помощью тормозов для листового металла. Допуск +/- 1 градус для всех углов изгиба. Доступны другие стандартные радиусы изгиба, некоторые из которых добавят дополнительную стоимость вашей детали, включают:
0,9 мм – 1,2 мм
1,8 мм – 2,4 мм
3,8 мм – 5,0 мм
7,5 мм – 10 мм
15 мм – 20 мм
Руководство по элементам скручивания
Скручивание листового металла — это процесс добавления полого круглого валика к краю листа. Загнутая кромка
Загнутая кромка
придает кромке прочность и делает ее безопасной в обращении. Кудри чаще всего используются для удаления резкого
необработанный край и сделать его безопасным для обработки. Рекомендуется следующее: Внешний радиус завитка должен быть не менее чем в 2 раза больше толщины материала.
Размер отверстия должен быть не меньше радиуса завитка плюс толщина материала от закругления. Изгиб должен быть не меньше радиуса изгиба плюс шестикратная толщина материала элемента изгиба
.
Зенковки
После лазерной резки возможны обработанные и сформированные зенковки. Механически обработанные встречные раковины создаются с помощью сверлильного станка, а формованные встречные раковины создаются с помощью инструментов для штамповочного пресса. Глубина зенковки должна быть не более 0,6 мм от толщины материала.
Главный диаметр обработанной зенковки | +/- 0,254 мм |
Механически обработанная зенковка малого диаметра | 2/3 толщины |
Главный диаметр формованной зенковки | +/- 0,381 мм |
Фасонный зенкер малого диаметра | +/- 0,381 мм |
Допуск на зенковку
Допуск на зенковку:
Доступны как обработанные, так и формованные зенкеры — конические отверстия, вырезанные в изготовленном объекте, позволяют вставлять винт, гвоздь или болт заподлицо с поверхностью. Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
+/- 0,254 мм.
Размеры зенковки
Расстояние между центрами зенковки должно быть равно 8-кратной толщине материала
Расстояние между линией сгиба и центром зенковки должно быть не менее 3-кратной толщины материала и толщина материала от края.
Кромки: принцип подгибки
Подгибки — это сгибы на конце детали для создания закругленного края.
Существуют различные методы производства рихтовки листового металла. Процесс фальцевания обычно выполняется в два этапа: остроугольная фальцевание конверта. Для процесса подшивки требуется высокое давление уплотнения. В процессе развивается большая осевая сила. Эта сила воздействует на материал в продольном направлении машины.
Инструкции по подшивке швов
Открытые и закрытые подгибки могут быть сформированы по мере необходимости. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Открытый шов, внутренний радиус, каплевидный шов, внутренний радиус
Подгибка представляет собой не что иное, как складывание металла обратно на себя. В листовом металле кромки используются для создания складок в листовом металле, чтобы сделать края жесткими и сделать края безопасными для прикосновения. Кромки чаще всего используются для удаления острой необработанной кромки и обеспечения безопасности при обращении с ней. Край обычно используется, чтобы скрыть недостатки и обеспечить более безопасный край для обработки. Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Для каплевидных швов внутренний диаметр должен быть равен толщине материала.
Для открытой кромки изгиб потеряет свою округлость, когда внутренний диаметр больше толщины листового металла.
Для изгибов минимальное расстояние между внутренним краем изгиба и внешней стороной подгиба должно быть равно 5-кратной толщине материала плюс радиус изгиба плюс радиус подгиба.
Отверстия и пазы: Размеры
Диаметр отверстий и пазов должен быть не меньше толщины материала. Более прочные материалы требуют большего диаметра.
Зазоры
Отверстия и пазы могут деформироваться, если они расположены рядом с изгибом. Минимальное расстояние, которое они должны располагать от изгиба, зависит от толщины материала, радиуса изгиба и их диаметра.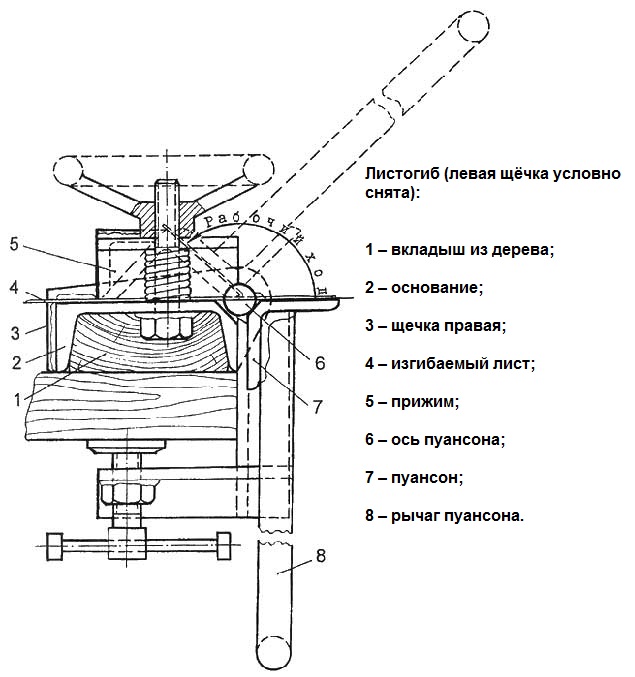 Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Выемки и выступы Элемент Выемки
Выемки должны быть не меньше толщины материала, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть как минимум в два раза больше толщины материала или 3,2 мм, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
Изгибные надрезы
Надрезы — это операция по резке, которая удаляет участок с внешнего края металлической полосы или детали. В случае, если расстояние между надрезами для изгиба очень маленькое, может произойти деформация листового металла.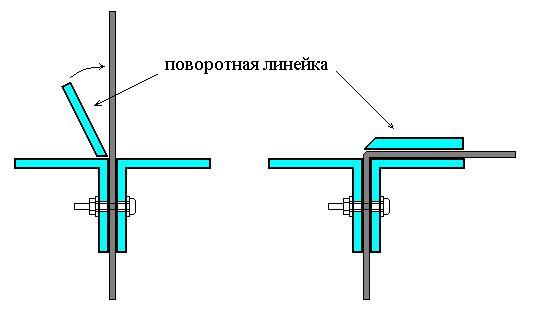 Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Зазоры
Выемки должны находиться на расстоянии не менее 3,175 мм друг от друга. Для изгибов вырезы должны быть как минимум в 3 раза больше толщины материала плюс радиус изгиба. Расстояние между выступами должно быть не менее 1 мм или толщины материала, в зависимости от того, что больше.
Рекомендации по выемке Характеристика:
Ширина выемки не должна быть уже 1,5*т.
Длина насечек может быть до 5*т. Рекомендуемый угловой радиус для насечек должен быть 0,5*t.
Выемки должны быть не менее толщины материала или 0,04 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть не менее чем в 2 раза толще материала или 0,126 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
ОСОБЕННОСТИ
Угловые скругления
Скругление или скругление углов листового металла выполняется для обеспечения гладкой поверхности. Скругления удаляют острые углы
, облегчая обращение с ними и предотвращая порезы и царапины.
Скругление обычно составляет ½ толщины материала, а скругление делает детали более экономичными.
Затылочные вырезы
Затылочные вырезы помогают деталям падать ближе к проектному замыслу, чтобы избежать «выступов» и разрывов на изгибах. Выступы становятся более заметными для более толстых деталей с меньшим радиусом изгиба и могут даже достигать ½ толщины материала. Разрыв может произойти, когда изгибы сделаны близко к краю.
Размеры
Затылочные вырезы для изгибов должны быть не менее одной толщины материала по ширине и должны быть длиннее радиуса изгиба.
НАЧНИТЕ СЕГОДНЯ
Загрузите детали, чтобы начать работу
ГОВОРИТЕ С КОМАНДОЙ
Наименование Гибочный центр | Краткое описание Промышленная обработка листового металла с помощью фальцевального центра Шредера обеспечивает крупносерийное, а также гибкое серийное производство с высочайшей повторяемостью. | Толщина листа до до 4,0 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Название EVO Heavy Duty | Краткое описание Наш уникальный двигатель: наш новый EVO Heavy Duty. Самый мощный в мире поворотно-гибочный станок изготавливает листовую сталь толщиной до 16 мм на полезной длине 3240 мм, используя процесс поворотно-гибочного станка. Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки. Переведено с www.DeepL.com/Translator (бесплатная версия)[:ru]На FABTECH мы представим уникальную мощную машину: наш новый EVO Heavy Duty. Самый мощный в мире поворотно-гибочный станок изготавливает листовую сталь толщиной до 16 мм на полезной длине 3240 мм, используя процесс поворотно-гибочного станка. | Толщина листа до до 16,0 мм | Рабочая длина мин. до 3200 мм | Звено | ||
Название MAK 4 Evolution UD | Краткое описание Промышленное складывание листового металла с использованием современной технологии Up-and-Down – MAK 4 Evolution UD отличается интересными деталями и дополнительными опциями, например, жесткие рамы и основные модули, увеличенная высота проема (прижимная балка 850 мм, мощные приводы, оптимизатор скорости, планетарные приводные двигатели с нулевой подачей, опции для заднего и переднего упоров или ПЛК безопасности со световыми барьерами для повышения безопасности рабочих зон. На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра. | Толщина листа до до 8,0 мм | Рабочая длина мин. до 5000 мм | Звено | ||
Наименование EVO Center | Краткое описание Высокоавтоматизированный фальцовщик EVO Center является последней инновацией промышленной высокопроизводительной серии Evolution. Этот станок убеждает не только совершенно новой конструкцией, но и благодаря вращающейся присоске, полностью автоматическому устройству смены инструмента с инструментами длиной до 400 мм и возможности идеального расширения до полностью автоматизированного центра гибки производственной линии. | Толщина листа до до 4,0 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Название SPB Evolution UD | Краткое описание Промышленное складывание листового металла с использованием современной технологии Up-and-Down – MAK 4 Evolution UD отличается интересными деталями и дополнительными опциями, такими как особо жесткая рамы и основные модули, увеличенная высота проема (прижимная балка 850 мм, мощные приводы, оптимизатор скорости, планетарные приводные двигатели с нулевой подачей, опции для заднего и переднего упоров или ПЛК безопасности со световыми барьерами для повышения безопасности рабочих зон. | Толщина листа до до 5 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование PowerBend Industrial UD | Краткое описание PowerBend Industrial UD — это наше новое профессиональное решение для надежной и эффективной работы в цехах тяжелой промышленности. Эта мощная фальцевальная машина с электроприводом расширяет портфолио серии PowerBend. | Толщина листа до до 6 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование PowerBend Professional (UD) | Краткое описание Фальцовочный станок PowerBend Professional — это профессиональное решение для обработки тонколистового металла. | Толщина листа до до 4 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование PowerBend Universal | Краткое описание Универсальное решение для формовки тонкого листового металла в слесарных, ремонтных и сантехнических мастерских. | Толщина листа до до 4 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование MAK 4 | Краткое описание Моторизованную поворотную фальцевальную машину MAK 4 можно назвать самой мощной и точной поворотной фальцевальной машиной среди всех машин Schröder Power Folders. | Толщина листа до до 6 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование MPB | Краткое описание Фальцевальный станок типа MPB является универсальным устройством для обработки тонколистового металла. Благодаря эксцентриковому приводу зажимной балки машина работает очень быстро. Сервотехнология POS 2000 также способствует чрезвычайно высокой точности. | Толщина листа до до 2,5 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование MAKU | Краткое описание Новый универсальный моторизованный фальцевальный станок серии MAK идеально подходит для обработки листового металла в небольших и средних мастерских. | Толщина листа до до 1,5 мм | Рабочая длина мин. до 3000 мм | Ссылка | ||
Наименование 204 | Краткое описание Любимец рукоделия: Этот станок незаменим для мастерских, моделистов и ремонтных мастерских. | Толщина листа до до 2 мм | Рабочая длина мин. до 1000 мм | Звено | ||
Наименование 225 | Краткое описание Машина типа 225 представляет собой фальцевальную машину для клиентов с высокими требованиями к технике. Убедительная максимальная точность, гибкость и высокая скорость для надежной работы. | Толщина листа до до 6 мм | Рабочая длина мин. до 4000 мм | Звено | ||
Наименование AK | Краткое описание Универсальная фальцевальная машина с ручным управлением AK — это типичный фальцовщик для вашей мастерской. Технически совершенная и проверенная конструкция станка обеспечивает гибкость и экономичность, а благодаря обслуживанию, неизнашиваемым направляющим и элементам станка АК практически не поддается разрушению при ежедневном использовании. | Толщина листа до до 1,5 мм | Рабочая длина мин. до 3000 мм | Звено | ||
Наименование ASK 3 | Краткое описание Сегментная фальцевальная машина ASK 3 – это новая ручная фальцевальная машина 3-го поколения. Это универсальное решение для обработки листового металла в мастерских и на стройплощадке. Наряду со стандартным оборудованием, таким как запатентованное быстрозажимное устройство с эксцентриком, эта новая версия ASK дополнительно имеет многоступенчатый привод зажимной балки для четырех различных высот инструмента. | Толщина листа до до 1,5 мм | Рабочая длина мин. до 1500 мм | Звено | ||
Наименование ASK II | Краткое описание Сегментная фальцевальная машина ASK II имеет те же функции, что и ASK. Благодаря более прочной раме машины, он имеет более высокую способность к изгибу. Кроме того, он имеет 2-ступенчатый привод, регулируемый стопорным кулачком в стандартной комплектации. | Толщина листа до до 2 мм | Рабочая длина мин. до 2000 мм | Звено | ||
Название MODULAR | Краткое описание Ручная фальцевальная машина MODULAR представляет собой комбинируемую модульную фальцевальную машину от Schröder: за несколько простых шагов две или более фальцевальные машины могут быть подключены к одной длинной фальцевальной машине. |
 Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки.
Никто другой не может сделать это за такое короткое время. Мы устанавливаем стандарты промышленной поворотной гибки и сочетаем максимальную точность с максимально возможной производительностью гибки. 0176
0176 На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра.0176
На выставке EuroBlech 2018 мы впервые представили нашу уникальную, полностью автоматическую систему Advanced Handling System (AHS) — дальнейшее развитие нашего известного аспирационного манометра.0176 Этот прочный, но точный фальцевщик идеально подходит для непрерывной работы в крупных мастерских, компаниях среднего размера и в промышленности.
Этот прочный, но точный фальцевщик идеально подходит для непрерывной работы в крупных мастерских, компаниях среднего размера и в промышленности.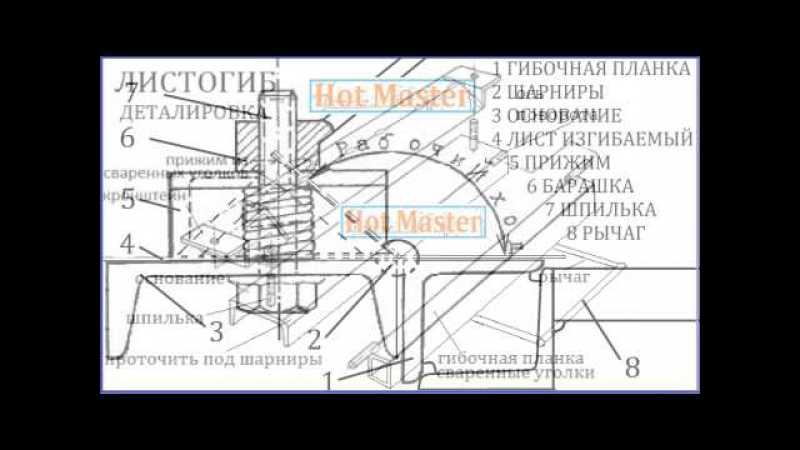 С максимальной рабочей длиной 4000 мм и максимальной способностью изгиба 6 мм «гигант» рассчитан на тяжелый двухсменный рабочий день.
С максимальной рабочей длиной 4000 мм и максимальной способностью изгиба 6 мм «гигант» рассчитан на тяжелый двухсменный рабочий день.
 5″ data-param-2=»3000″>
5″ data-param-2=»3000″> Зазоры для инструментов значительно расширяют ассортимент продукции и повышают гибкость.
Зазоры для инструментов значительно расширяют ассортимент продукции и повышают гибкость.