Содержание
Как правильно настроить ЧПУ станок
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.
Инструментальная тележка на
колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.
Установка показателей коррекции на
длину инструмента при помощи
прибора для размерной настройки
инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
Некоторые станки оборудованы прибором для размерной настройки инструментов. Это специальный датчик, который используется станком для автоматического измерения длины инструментов. В других случаях длина инструментов измеряется в режиме «оффлайн» (т. е., не на станке) — вводится оператором станка в таблицу параметров инструментов. Ввод таких данных может быть выполнен одним из следующих способов:
- ручной ввод на клавиатуре, расположенной на передней панели станка
- загрузка с помощью специального g-кода, называемого G10
- другие возможные методы
Очень важно следовать всем процедурам так, чтобы в таблицу параметров инструментов были занесены правильные значения показателей коррекции на длину инструмента.
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.
Типовые двойные тиски, представляющие
собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.
Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.
Загрузка программы с G-кодом с
флеш-накопителя в блок
управления
Вам необходимо загрузить в память станка управляющую программу с g-кодом (см. статью «Описание G кодов»). — данная операция является частью процедуры настройки станка. В зависимости от модели станка, ее можно выполнить несколькими способами:
- Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
- Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
- Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
- Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.


Тут есть ряд важных моментов, которые необходимо проверить:
- Убедитесь в том, что у вас в распоряжении имеется правильная версия управляющей программы. Очень легко запутаться в большом количестве различных версий, поэтому убедитесь, что у вас есть именно та версия, которая вам нужна в данный момент.
- Загрузите все необходимые подпрограммы и их библиотеки, которые могут потребоваться основной части программы. Например, в случае если управляющая программа использует данные, получаемые с датчиков, для ее работы может потребоваться наличие библиотеки подпрограммы для снятия показаний с датчиков.
- Вы должны четко знать, каких действий ожидает управляющая программа от оператора станка в процессе работы. Предполагает ли она возможность остановки? Нужно ли вам запускать программу с блока управления? И так далее. Чтобы настроить станок с ЧПУ, такие сведения должны быть занесены в карту наладки.
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.
Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
Важно обращать внимание на следующие моменты:
- Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
- Достаточно ли СОЖ в резервуаре или ее необходимо долить?
- Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
- Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
- Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.

Вас также может заинтересовать:
«Советы новичкам ЧПУ»
DARXTON
Настройка ЧПУ станка | Как настроить фрезерный станок с ЧПУ
Настройка станка с ЧПУ означает, что оборудование необходимо привести в состояние, когда оно готово к обработке детали. При этом необходимо проследить, чтобы в элементе автоматической замены инструмента были все требуемые приспособления, которые понадобятся для обработки заготовки. Также нужно убедиться, что загружена нужная программа с g-кодом.
Настройка ЧПУ станка
Станки с ЧПУ имеют огромную сферу применения. Их можно перенастраивать на производство различных деталей, при этом наладка занимает немного времени. Главным документом для настройки выступает карта наладки оборудования. В соответствии с ней и производятся все необходимые манипуляции.
Наладку выполняет специалист, который имеет соответствующую квалификацию. Настройки станка обычно защищены ключом, без которого их не получится изменить. У наладчика есть к ним доступ.
После настройки специалист передает оборудование оператору, который будет следить за производством деталей и выполнять все промежуточный контроль.
Настройка необходима во время первого запуска устройства и во время изменения режима работы.
Режимы работы фрезерного станка с ЧПУ
Главными показателями режима обработки являются рабочая подача и обороты шпинделя. Выбор фрезы и ее параметров определяют исходя из нескольких факторов, например, качества детализации и размера обрабатываемой заготовки. Для увеличения детализации нужно уменьшать размеры фрезы.
Для увеличения детализации нужно уменьшать размеры фрезы.
Режимы работы меняют исходя из обрабатываемого материала. Существуют такие режимы:
- Ввод информации. Производится перенос в память станка программы управления. После этого она анализируется на предмет наличия ошибок. Если они имеются, выполняется их устранение.
- Автоматическая обработка. Выполняется обработка заготовки с регулировкой действий и сохранением параметров.
- Вмешательство наладчика. Специалист корректирует настройки и дополняет программу.
- Ручные действия. Управляющая программа записывается с ручной обработки заготовки.
- Редактирование. Происходит удаление лишних действий.
- Вывод информации. Записанная программа выводится на внешний накопитель.
- Вычислительная часть. Проводятся расчеты.
- Использование дисплея. На экран выводится обработка детали во время выполнения задачи.
- Диагностика. Устройство проверяется на возможные ошибки и проблемы.
Наладку невозможно произвести правильно при использовании только одного режима. Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
Как правильно настроить фрезерный станок с ЧПУ?
Процесс настройки оборудования включает в себя несколько шагов.
Очистка рабочей поверхности
Для правильной настройки необходима предварительная очистка станка. Для этого нужно использовать моечную машинку, щетку или компрессор, подающий сжатый воздух. Следует убедиться, что стружка не попадет на чувствительные участки оборудования.
Загрузка инструментов в станок
Инструменты загружаются в соответствии с технологической картой наладки устройства. В ней так же будут указаны номера этих инструментов в программе с g-кодом.
У каждого вида патрона есть свои требования. Их необходимо соблюдать, чтобы добиться эффективной работы устройства и его правильной настройки.
Прогрев станка и шпинделя
Для корректной настройки станка нужно составить программу прогрева шпинделя и самого устройства. Это поможет значительно снизить температурные расширения во время того, как устройство начнет переходить от комнатной температуры до рабочей.
Предварительный прогрев обеспечивает плавный переход. Это важно и для смазки рабочих осей.
Установка показателя коррекции на длину инструмента
Для настройки требуется знать, какая длина у инструмента. Этот показатель называется контрольная точка. Он используется для регулирования шпинделя.
Важно, чтобы показатели коррекции для каждого отдельного инструмента были точными и правильными. Это нужно для качественной обработки детали. Если этот показатель задан неправильно, может повредиться зажимное приспособление, станок или инструмент.
В некоторых моделях есть специальное устройство для настройки размеров инструмента. Это датчик, при помощи которого станок автоматически измеряет длину. Во всех остальных случаях ее необходимо вводить в таблицу параметров инструментов.
Ввод диаметров инструмента
Если предусмотрено применение опции коррекции на инструмент, необходимо дополнительно ввести параметр диаметра инструмента.
Установка зажимного приспособления
На этом этапе необходимо установить механизм зажима заготовок. В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.
В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.
Установка нулевых точек
Процесс настройки предполагает ввод в память устройства нулевой точки заготовки. Главная цель заключается в том, чтобы получить несколько координат нулевых точек. Это удобно при одновременной обработке сразу нескольких деталей.
Загрузка управляющей программы
В память устройства нужно загрузить управляющую программу с g-кодом.
Это необходимо для настройки станка. Процедуру можно выполнить несколькими способами в зависимости от модели оборудования:
- На старых моделях загрузка программы производится при помощи USB-входа.
- Устройство может быть соединено с компьютером по локальной сети. В этом случае достаточно скопировать g-код в память станка.
- Также аппарат может быть подключен к компьютеру или другому устройству по протоколу RS-232. В этом случае загрузка в память производится по данному соединению.

Важно учитывать следующие моменты:
- Нужно убедиться в том, что версия управляющей программы правильная. Дело в том, что в них легко запутаться, так как их очень много.
- Необходимо загружать все подпрограммы с библиотеками, которые нужны основной программе для корректной работы. Например, если используются показатели датчиков, то для работы оборудования нужно дополнительно загрузить подпрограмму снятия показаний с датчиков.
Схема наладки
Последний этап наладки заключается в покадровой проверке работы аппарата в автоматическом режиме. Если обработка непрерывная, то не нужно передвигать заготовку, но необходимо следить за звуками работы.
Если слышны изменения в звуке, то нужно сразу выключить оборудование. В ином случае либо испортится заготовка, либо сломается станок.
Программу автоматической обработки необязательно запускать с самого начала. Но нужно, чтобы это был момент смены инструмента.
В случае выявления неполадок наладчик производит дополнительную настройку или начинает весь процесс сначала.
Настройка ЧПУ станка – не очень сложная процедура, если знать как ее выполнить. Но лучше в этом вопросе обратиться за помощью к специалисту.
- 16 ноября 2020
- 3774
Получите консультацию специалиста
Первый запуск станка с ЧПУ. Пошаговая инструкция.
Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-pervomu-zapusku-stanka-2.html
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
Рисунок 1.
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.
Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.
Рекомендуемый вариант подключения рисунок 3.
Рисунок 4
ШАГ 2. Подготовка шпинделя.
Если на станок установлен шпиндель жидкостного охлаждения — произведите сборку системы охлаждения, согласно соответствующей инструкции. Инструкция высылается по запросу на электронную почту.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT порт невозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно через LPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach4.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach4 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Более подробно о установке и настройке ПО для работы станка необходимо ознакомиться с информацией по следующей ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya. html
html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3. 3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach4.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach4 Loader», остальные ярлыки можно удалить.
4.6 В открывшемся окне рисунок 5 выберите профиль станка и жмем OK.
Рисунок 5.
4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.
Рисунок 6.
Рисунок 7.
4.8 Загружается главное окно программы Mach4, Рисунок 8.
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACh4 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.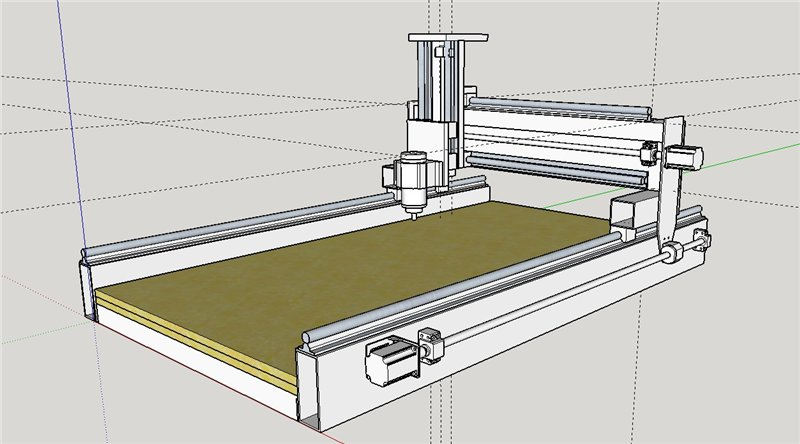
Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.
Рисунок 10
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach4 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACh4.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach4 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.
Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach4, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach4.
5.7 Закрываем Mach4 и отключаем питание станка.
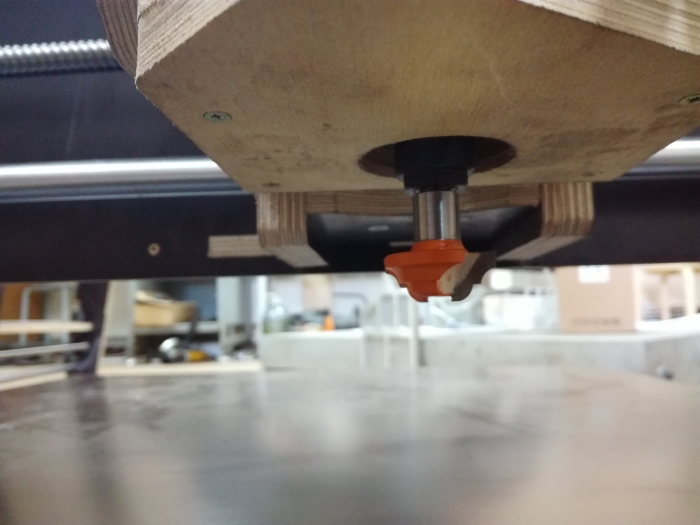
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.
Установленная фреза – рисунок 19.
Рисунок 18.
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.
Рисунок 20.
Рисунок 21.
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.
Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:
Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
Рисунок 27. Установленные прижимы
Рисунок 28. Закрепленная прижимами заготовка
Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach4 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).
Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach4, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.
Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
Рисунок 33.
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :
— запускаем систему жидкостного охлаждения шпинделя (включаем насос).
— включаем частотный преобразователь.
— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.
— нажатием кнопки RUN производим запуск шпинделя.
Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.
Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach4
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
Активация концевых выключателей для станков с установленными индуктивными датчиками
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание.
Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.
Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:
-клавишами ← и ↓ установите каретку станка в левый нижний угол.
— клавишей и PgUp поднимите шпиндель вверх до упора.
— нажмите кнопку “RESET” на главном экране Mach4.
— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)
— на главном экране Mach4 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.
-нажмите кнопку “RESET” и машинные координаты обнулятся.
— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
Как настраивать токарный станок с ЧПУ
- Главная
- /
По металлу
- /
Токарные
- /
с ЧПУ
- /
Часто задаваемые вопросы и ответы о токарных станках с ЧПУ по металлу
 org/ListItem»> /
org/ListItem»> /Станки
Под настройкой станка с ЧПУ подразумевается его подготовка к запуску производственных работ. Для начала, нужно удостовериться, что в устройство автоматической смены установлены все инструменты, требуемые для проведения того или иного вида работ, и произведена загрузка правильной программы.
Для начала, нужно удостовериться, что в устройство автоматической смены установлены все инструменты, требуемые для проведения того или иного вида работ, и произведена загрузка правильной программы.
Настройка автоматических станков (таких, как Siemens 808 advanced, Siemens 808DA, ЧПУ ТС23) осуществляется по специальной карте и тексту программы. В карте имеются предустановки для механизмов зажима, параметры заготовок и шаблоны деталей, список обязательных и дополнительных инструментов, а также координаты начальной позиции.
Для токарных агрегатов с ЧПУ общепринятым является тот факт, что начало координат в абсолютной системе пролегает на пересечении оси, по которой вращается шпиндель с зеркалом зажимного патрона.
Ход работы
Настройка станка выполняется следующим образом:
- Рабочее место очищается от всего, что может оказать негативное воздействие на эффективность и точность выполнения работы.
- Исходя из инструкций, указанных в наладочной карте, осуществляется подбор инструментов, после чего проверяется его состояние.
- Производится настройка резака на размеры координат, указанные в наладочной карте.
- Подготовленное оборудование устанавливается в рабочую позицию барабанной головки.
- Устанавливается зажимный патрон, указанный в карте, проверяется надежность крепления обрабатываемой заготовки.
- Координация параметров производства переводится в ручной режим. После этого контролировать процесс работы можно при помощи пульта управления.
- Проводится проверка на отсутствие внешних повреждений станка и пульта управления. Далее необходимо протестировать рабочие механизмы устройства, путем запуска холостого хода, и удостовериться в исправности сигнализации.
- После проверки механизма, отвечающего за движение ленты, вводится перфолента и осуществляется проверка выполнения установленного задания станком и пультом, а также работоспособность индикации.
- Суппорт перемещается в нулевое положение, предусмотренное картой, при этом используются декадные переключатели.
- Производится проверка корректорных контроллеров на наличие каких-либо данных, после чего набирается значение, обозначающее детали и их параметры.
- Проверяется система, ответственная за подачу смазочно-охладительной жидкости.
- Обрабатываемая заготовка закрепляется в патроне.
- Контроллер режима работ переключается с ручного управления на автоматическое.
- Производится обработка первой заготовки.
- Осуществляется замер заготовки и рассчитываются правки, после чего набираются на корректорных переключателях.
- После внесения правок заготовка снова обрабатывается.
- Измеряются параметры готовой детали.


После выполнения всех вышеперечисленных действий, настройка станка для обработки заготовок считается завершенной. Далее, при помощи корректоров, поддерживаются размеры деталей в допускаемом поле.
Дополнительные сведения
В случае сбоев и возникновения неполадок во время проведения тестовых работ на холостом ходу, оператор прекращает настройку и обращается за помощью к специалисту по наладке, слесарю, кроме того, незамедлительно следует уведомить мастера, ответственного за данный участок производства.
Настройка станка с ЧПУ и его обслуживание должны выполняться лицами, обладающими профильным образованием, разбирающимися в особенностях его конструкции, технологии, а также изучившими эксплуатационные правила и получившими разрешение на данный вид работ.
Другие статьи по теме:
…
смотреть
все ->
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 38230
Токарный станок с наклонной станиной KTL 44/500 D
Ø обработки над станиной 300
РМЦ500
Ø отверстия шпинделя 62
Макс. обороты 4500
обороты 4500
Мощность 15.00 кВт
Напряжение380В
Масса5000 кг
Код товара: 40406
Токарный станок Hunter STh22 с ЧПУ Siemens 808D (Опция: Fanuc, GSK)
Ø обработки над станиной 520
Ø обработки над супортом 280
РМЦ750
Ø отверстия шпинделя 105
Макс. обороты 1000
Мощность 11.00 кВт
Напряжение380В
Масса3300 кг
Код товара: 50456
Нет в наличии
Токарный станок с ЧПУ Metal Master XNC 6140
Ø обработки над станиной 500
Ø обработки над супортом 195
РМЦ650
Ø отверстия шпинделя 52
Макс. обороты 2200
Мощность 5.50 кВт
Напряжение380В
Масса1500 кг
Код товара: 40018
Токарный станок мод. ТС16А16Ф3 с ЧПУ Siemens 808D
Ø обработки над станиной 360
Ø обработки над супортом 160
РМЦ350
Ø отверстия шпинделя 48
Макс. обороты 3000
Мощность 9.50 кВт
Напряжение380В
Масса1200 кг
Код товара: 40523
Токарный станок CK6130 с ЧПУ Siemens 808D (Опция: Fanuc, GSK)
Ø обработки над станиной 300
Ø обработки над супортом 150
РМЦ400
Ø отверстия шпинделя 48
Макс. обороты 3000
обороты 3000
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 57546
Нет в наличии
Горизонтальный токарный станок BL-CAK6140/1000 с ЧПУ
Ø обработки над станиной 400
Ø обработки над супортом 210
РМЦ1000
Ø отверстия шпинделя 52
Макс. обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса2300 кг
Код товара: 35202
Станок токарный с оперативной системой управления 16ГС32СУ1 (РМЦ 1000)
Ø обработки над станиной 430
Ø обработки над супортом 325
РМЦ1000
Ø отверстия шпинделя 55
Макс. обороты 2500
Мощность 18.30 кВт
Напряжение380В
Масса3200 кг
Код товара: 57689
Токарный станок с ЧПУ CORMAK CKT 500X850 SM6
Ø обработки над станиной 500
Ø обработки над супортом 280
РМЦ850
Ø отверстия шпинделя 63
Макс. обороты 2200
Мощность 7.50 кВт
Напряжение380В
Масса2880 кг
Код товара: 1628
Токарно-винторезный станок DMTG CKE6163z/1500 с ЧПУ Fanuc (16М30Ф3)
Ø обработки над станиной 630
Ø обработки над супортом 320
РМЦ1500
Ø отверстия шпинделя 100
Макс. обороты 1000
обороты 1000
Мощность 11.00 кВт
Напряжение380В
Масса5000 кг
Код товара: 40328
Токарный станок с ЧПУ Star STL10
Ø обработки над станиной 500
Ø обработки над супортом 270
РМЦ750
Ø отверстия шпинделя 81
Макс. обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса5000 кг
Код товара: 2178
Токарный станок с ЧПУ JINN FA JCL-42TGM с приводным инструментом и дополнительным сверлильным суппортом
Ø обработки над станиной 440
Ø обработки над супортом 140
РМЦ155
Ø отверстия шпинделя 42
Макс. обороты 4000
Мощность 7.50 кВт
Напряжение380В
Масса2480 кг
Код товара: 57694
Токарный станок с ЧПУ CORMAK CKT500X1000 SAH8
Ø обработки над станиной 500
Ø обработки над супортом 250
РМЦ1000
Ø отверстия шпинделя 66
Макс. обороты 1800
Мощность 7.50 кВт
Напряжение380В
Масса2850 кг
Вверх
Наладка фрезерного станка.
 Как настроить фрезерный станок
Как настроить фрезерный станок
Настройка фрезерного станка с ЧПУ – комплекс действий, необходимых для приведения оборудования в работоспособное состояние. Этот этап является довольно важной частью общего цикла эксплуатации подобного оборудования. Именно поэтому зачастую эту работу выполняет не сам покупатель, а профессиональный специалист с соответствующей квалификацией и опытом.
Чтобы наладка фрезерного станка с числовым программным обеспечением прошла успешно, исполнителю этой работы требуется:
- Знание конструкции настраиваемого прибора;
- Умение управления техникой в различных режимах ее эксплуатации;
- Умение пользоваться оснасткой и другим арсеналом инструментов.
Режимы работы ЧПУ фрезера на этапе настройки станка
Можно выделить несколько режимов, которые наладчик фрезера использует на этапе корректировки работы оборудования. В числе таковых:
В числе таковых:
- ввод информации – в этом режиме производится внедрение программы управления обработкой, ее анализ, поиск и устранение ошибок;
- автоматическая работа – производится фрезеровка заготовки, регулируются действия станка и параметры сохраняются;
- вмешательство наладчика – в этом режиме специалист корректирует настройки станка без автоматического управления;
- ручная корректировка – специалист создают управляющую программу для ручной обработки заготовки с сохранением параметров;
- редактирование – в этом режиме удаляются кадры, что негативно влияют на качество обработки заготовки;
- вывод информации – на этой стадии выполняется перенос программы обработки на блок управления станком посредством USB-носителя или через сетевое подключение;
- вычисление – на основе использования формул выполняется получение необходимых параметров работы станка;
- вывод информации на дисплей – в этом режиме производится предварительное выведение информации об обработке заготовки до запуска самой обработки;
- диагностика – фрезерный аппарат проверяется на наличие проблем или ошибок в работе, о чем должны выводиться соответствующие предупреждения для оператора.

Поэтапная реализация этих режимов наладчиком позволяет оценить готовность фрезерного оборудования для решения конкретных производственных задач.
Этапы наладки фрезерного станка с ЧПУ
Выделяют шесть последовательно выполняемых этапов в которые выполняется настройка фрезерного станка:
- Установка оборудования в фиксированное положение;
- Установка рабочих механизмов и приспособлений;
- Выполнение размерной настройки;
- Ввод программы обработки заготовки;
- Выполнение пробной обработки заготовки;
- Оценка правильности управляющей программы и ее корректировка (при необходимости последней).
Последовательность этих этапов является строгой. Также стоит отметить, что без корректировки работы металлообрабатывающих комплексов, к числу которых относятся и фрезерно-гравировальные станки с ЧПУ, не обходится ни один запуск нового станка. Этот процесс называется подналадкой. Его проведение позволяет оптимизировать качество обработки самых различных заготовок независимо от материала их изготовления.
Установка инструментов, выполняемая после очистки оборудования от пыли и производственного мусора, является первым этапом наладки фрезерного станка. Инструменты загружаются в строгом соответствии с наладочной технологической картой. В гнезда, которые не планируется использовать, устанавливаются заглушки.
Составление программы прогрева станка и шпинделя – еще один важное составляющее процесса настройки оборудования. Она поможет сгладить температурные расширения элементов фрезера при переходе температуры от окружающей к рабочей. Это важный шаг также для качественной смазки рабочих осей.
Привязка инструмента – второй этап настройки фрезерного станка. Ошибки, допущенные на этой стадии, ощутимо повлияют на точность размерной обработки и изготовления конечных изделий. Процесс привязки заключается в определении перемещения осей X и Z, по которым фиксировались вылеты инструмента. С этой целью используются программы, штангенциркуль и специальные датчики.
Определение нуля заготовки – следующий этап настройки оборудования. В результате этой процедуры определяются координаты физической поверхности заготовки, с которой предстоит взаимодействовать инструменту фрезера. Перемещение фрезы в необходимое положение происходит в ручном режиме оператором станка. Этот этап особенно важен при серийном изготовлении продукции.
В результате этой процедуры определяются координаты физической поверхности заготовки, с которой предстоит взаимодействовать инструменту фрезера. Перемещение фрезы в необходимое положение происходит в ручном режиме оператором станка. Этот этап особенно важен при серийном изготовлении продукции.
Следующий шаг — ввод и вывод программ управления. Самый простой этап, заключающийся в подключении фрезерно-гравировального станка к тому или иному источнику данных. После загрузки данных необходимо проверить выполнение программы обработки при выключенном механическом блоке оборудования.
Визуальный контроль за программой управления – часть настройки, выполняемая при ручном вводе управляющей программы или ее существенной корректировке на месте. Она позволяет выявить возможные ошибки и ликвидировать их.
После нее можно осуществлять наладку в автоматическом режиме. В случае непрерывной обработки заготовки покадрово отслеживать перемещение инструмента не нужно. Достаточно слушать звуковое сопровождение на каждом из этапов. Услышав звук ошибки, стоит отключить станок. В противном случае, это чревато списанием обрабатываемой заготовки в брак либо повреждением самого оборудования.
Услышав звук ошибки, стоит отключить станок. В противном случае, это чревато списанием обрабатываемой заготовки в брак либо повреждением самого оборудования.
Выполняя наши рекомендации о том, как настроить фрезерный станок самостоятельно или силами оператора, Вы добьетесь идеального результата работы ЧПУ-техники в рамках поставленных задач.
Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка.
Продолжаем разбираться с ЧПУ станком. Настройку прошивки GRBL рассмотрели тут: Прошивка grbl 1.1, настройка — инструкция на русском. Но где же взять параметры для настройки ЧПУ станка? Сегодня в статье рассмотрим, как можно рассчитать винтовую и ременную передачу ЧПУ станка. Но расчет не всегда дает 100% результат. Для проверки и корректировки неточности используется калибровка ЧПУ станка. Как это сделать на практике я уже рассказывал в проекте:ЧПУ плоттер на Arduino своими руками.
При расчете нужно учитывать один немало важный параметр, который мы еще не рассматривали подробно – это Микрошаг.
Основной параметр шаговых двигателей (ШД) это количество шагов на 1 оборот. Самое распространённое значение для ШД – 200 шагов на оборот (или 1,8 градуса на шаг). Мы будем использовать это разрешение во всех сегодняшних примерах. Более точную информацию можно узнать в описании к вашему шаговому двигателю. Зачастую 200 шагов на оборот, могут быть недостаточными для достижения необходимой точности. С целью повышения точности можно изменить передаточное число механически (использовать редуктор), а можно включить микрошаг – режим деления шага шагового двигателя, это увеличит число шагов на оборот, с коэффициентом 2n (n — целое число). Драйвер A4988 поддерживает деление шага: 1, 1/2, 1/4, 1/8, 1/16. Подробнее о драйвере A4988 читайте тут: Драйвер шагового двигателя A4988. Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
Давайте рассмотрим пример. Если мы выставим микрошаг 16, что является в 16 раз больше полного шага и в нашем примере даст 3200 (200х16) шагов на оборот. На первый взгляд это отличный результат и почему бы не использовать максимальное деление шага во всех станках. Но тут есть и минус – это падение крутящего момента при увеличении деления шага. Подробнее Микрошаг рассмотрим в следующей статье.
Расчёт винтовой передачи ЧПУ станка.
Винтовая передача ЧПУ, либо ее более продвинутый вариант шарико-винтовая передача (ШВП), являются наиболее часто используемым вариантом перевода вращательного движения вала шагового двигателя в линейное перемещение исполнительного механизма.
Для расчёта разрешения нам необходимо знать ШАГ винта, либо шаг винта ШВП. В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.
В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.
Формула расчета винтовой передачи ЧПУ получается следующей, в числителе – количество шагов на оборот, в знаменателе – перемещение за оборот.
Тп = Sшд*Fшд/Pр
где:
- Тп — точность перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг винта (например, 8 мм)
Рассчитаем пример со следующими параметрами, двигатель 200 шагов на оборот, с 4-кратным микрошагом, с трапецеидальным винтом Tr8x8 даст нам 100 шагов на мм.
200*4/8=100 шагов/мм.
Другими словами, для того чтобы ЧПУ станок переместился на 1 мм, нам нужно сделать 100 шагов двигателя. Что является неплохой точностью.
Расчетные значения нужно указать в прошивке GRBL:
$100=10.000 кол-во шагов на мм для оси Х $101=10.000 кол-во шагов на мм для оси Y $102=100.000 кол-во шагов на мм для оси Z $100=10.000 кол-во шагов на мм для оси Х $101=10.000 кол-во шагов на мм для оси Y $102=100.000 кол-во шагов на мм для оси Z
Расчет ременной передачи ЧПУ станка.
Во многих ЧПУ станках используются ремни и шкивы. Ремни и шкивы бывают разных форм и размеров, но одним из распространённых стандартов является GT2.
Следующие уравнение применимо для цепных и ременных передач, если вы введете правильный шаг. Обратите внимание, что эти уравнения не учитывают люфт.
Вот простое уравнение, которое вы можете использовать для расчета шагов на мм для линейного движения с ремнями и шкивами.
Тлп = Sшд*Fшд/Pр*Nшк
где:
- Тлп — точность линейного перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг ремня (например, 2 мм)
- Nшк — количество зубьев на шкиве, на валу двигателя.
Попробуем посчитать для примера с такими параметрами, двигатель 200 шагов на оборот, с 2-кратным микрошагом, 2-миллиметровыми ремнями GT2 и шкивом с 20 зубцами даст нам 10 шагов на мм.
200*2/2*20=10 шагов/мм.
Данный пример подойдет для расчета перемещения 3d-принтера. ЧПУ станков на ремнях: лазерный гравировальный, плоттер и пр.
Расчетные значения нужно указать в прошивке GRBL:
$100=10.
 000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
Калибровка ЧПУ станка.
После настройки станка необходимо проверить точность перемещения станка по осям. Для этого нужно отправить команду на перемещение по оси, на относительно большое расстояние. Я чаще всего использую 100 мм. После чего произвести замер перемещения. Если значения не отличаются – это означает, что все работает верно. Но если расстояние перемещения больше или меньше, то нужно внести корректировку – провести калибровку ЧПУ станка. Для этого будем использовать формулу:
Тк = Тп * Kп / Kф
где:
- Тк – калибровочное значение, шаг/мм.
- Тп — точность перемещения, шаг/мм (из примера 100 шаг/мм)
- Kп — заданное значение для перемещения (в моем случае 100 мм. )
- Kф — фактически, на какое расстояние переместилась ось (допустим на 99 мм.)
 )
)
Для примера проведем расчёт винтовой придачи, которую рассчитывали выше и выяснили, что нужно совершить 100 шагов для перемещения на 1 мм. Также допустим, что мы отправили команду на перемещение станка на 100 мм, а по факту он переместился на 99 мм. Произведём расчет:
100*100/99=101,01 шагов/мм.
Указываем данное значение в прошивке GRBL и проводим калибровку еще раз. Если ЧПУ станок перемещается на заданное значение, можно пользоваться станком. Иначе проводим повторную калибровку.
Понравился статья Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка! Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье
Руководство для начинающих по настройке станка с ЧПУ [Настройка ЧПУ, 2019]
Результат: установка станка с ЧПУ для запуска детали
Настройка — это когда мы получаем станки с ЧПУ, готовые к запуску детали. Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе.
Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе.
Техника Pro Shop: Листы настройки ЧПУ
Если вы работаете оператором станков с ЧПУ в профессиональной мастерской, занимающейся настройкой станков с ЧПУ, у вас, вероятно, есть Лист настройки ЧПУ, в котором указаны все необходимые детали для конкретной работы. . Для получения дополнительной информации о листах наладки см. «Искусство листа наладки ЧПУ».
1 Чистка стола станка и других поверхностей |
Результат: Очистка станка от стружки и другого мусора, который может повлиять на его работу и точность. Очистите стол станка и приспособления от охлаждающей жидкости, стружки или другого мусора. Для очистки от мусора можно использовать сжатый воздух, щетку или промывочную жидкость. Просто убедитесь, что вы не направляете стружку и мусор в какие-либо чувствительные области машины.
|
2 Инструменты для загрузки |
Результат: Устройство смены инструмента на станке имеет все инструменты, необходимые программе gcode для детали. Тележка для прокатных инструментов с ЧПУ… Примечание. Если на вашем станке с ЧПУ есть устройство смены инструмента, вам все равно нужно иметь все инструменты наготове, чтобы их можно было быстро вставлять в шпиндель по мере необходимости. Наша цель состоит в том, чтобы поместить инструменты в державки (или просто сделать их доступными, если шпиндель вашего станка не использует сменные державки) и загрузить эти державки в устройство смены инструмента или сделать их удобными рядом со станком для выполнения работы и замены инструменты своими руками. Если у вас есть лист настройки ЧПУ для задания, в нем будут перечислены необходимые инструменты, а также их номера инструментов в программе g-кода. Как правило, мы размещаем инструменты для конкретной работы на тележке для инструментов или на лотке для инструментов в рамках настройки ЧПУ. Возможно, инструменты находятся в ящике для инструментов вашего магазина. Вы загружаете нужные инструменты на тележку, подкатываете ее к станку с ЧПУ и загружаете соответствующие инструменты в устройство смены инструмента станка. Каждый тип державки имеет свои собственные требования для обеспечения максимальной производительности. Патроны ER Collect имеют требования к крутящему моменту, которые следует соблюдать, например, при затяжке гаек. Ресурсы: – Полное руководство по выбору державок для фрезерования
|
3 Станок для прогрева и шпиндель |
Результат: Станок с ЧПУ прогрет и готов к работе. Вы хотите рассмотреть возможность запуска какой-либо программы прогрева шпинделя и станка, как только вы окажетесь в магазине на весь день. Ресурсы: – Как прогреть машину для максимальной производительности и надежности
|
4 Установка смещения длины инструмента |
Результат: Таблица инструментов на станке с ЧПУ имеет правильные смещения длины для всех инструментов, которые будут использоваться. Автоматическая установка длины инструмента с помощью Tool Touch Setter… Станок должен знать длину кончика инструмента по некоторому эталону, называемому «точкой измерения». Он использует эту информацию для регулировки положения шпинделя относительно заданных положений для каждого отдельного инструмента. Очень важно, чтобы смещения длины инструмента были правильными для каждого инструмента и точными, чтобы инструмент работал правильно. В экстремальных случаях, когда коррекция длины инструмента совершенно неверна, это может привести к столкновению, которое повредит инструмент и, вероятно, станок или заготовку. Некоторые станки будут оснащены устройством для настройки длины инструмента. Это датчик специального назначения, который машина использует для автоматического измерения длины инструмента. В других случаях длины инструментов измеряются в автономном режиме (то есть не на станке) и вводятся оператором в таблицу инструментов. Этот ввод данных может быть сделан через: – Пробивка вручную на передней панели — Загрузка через специальный g-код под названием G10 – Другие методы Это область, где важно следовать процедурам, чтобы таблица инструментов на станке получила все правильные смещения. Ресурсы – Коррекция длины инструмента для ЧПУ : Часть 1 нашей серии из двух частей по управлению данными инструмента. – Управление инструментом для ЧПУ : во второй части серии из двух частей обсуждаются средства предварительной настройки инструмента и автономное управление данными инструмента.
|
5 Установите диаметры инструмента, чтобы можно было использовать компенсацию радиуса фрезы |
Результат: Таблица инструментов на станке с ЧПУ содержит информацию о диаметрах всех инструментов, которые будут использоваться. Если в нашей программе обработки деталей будет использоваться компенсация инструмента, станку с ЧПУ необходимо знать диаметр каждой фрезы, а также длину.
|
6 Установить крепление |
Результат: Желаемая заготовка для детали правильно установлена на станке с ЧПУ. Типичные двойные тиски похожи на 2 тиска в одном… На этом этапе мы устанавливаем любую заготовку, которая будет использоваться для удержания наших деталей во время их обработки. Доступно большое разнообразие решений для крепления. Точное указание того, что необходимо для конкретной работы, является еще одной важной ролью листа настройки ЧПУ. Ресурсы: – Зажим фрезерного станка с ЧПУ – Фрезерный станок с ЧПУ – Токарный станок с ЧПУ Зажим
|
7 Установка нуля детали и смещения нулевой точки |
Результат: Координата 0, 0, 0 станка с ЧПУ правильно выровнена с требуемым нулем детали. Любые рабочие смещения, используемые программой, должным образом настроены на машине. Ваш станок с ЧПУ должен быть физически сообщен, где находится нулевая часть. В идеале на листе настройки ЧПУ должна быть диаграмма или изображение, показывающее, где можно визуально измерить нулевую точку детали. Ресурсы: – 8 способов найти нулевую часть на станке с ЧПУ
|
8 Загрузка программы обработки деталей в станок |
Результат: На станок загружается правильная программа обработки деталей с g-кодом. Загрузка G-кода с USB-ключа на элемент управления Centroid… Вам потребуется загрузить программу обработки деталей G-кода на станок в рамках его настройки для запуска детали. — Старые машины могут потребовать загрузки g-кода с дискеты или даже с бумажной ленты (это ДЕЙСТВИТЕЛЬНО старо!). — Новые машины загружаются через флэш-накопитель USB. — Ваш компьютер может быть подключен к локальной сети, что позволяет вам загружать файлы, просто поместив g-код в определенную папку или отправив код на компьютер по FTP. — Ваша машина может быть подключена через соединение RS-232, и g-код может быть загружен через это соединение или , введенный в машину по несколько строк за раз. Вот некоторые важные моменты, которые следует проверить во время настройки ЧПУ: — Убедитесь, что у вас правильная версия программы. Легко столкнуться с множеством разных версий, поэтому убедитесь, что вы выбрали правильную. — Загрузить любые подпрограммы или библиотечные процедуры, которые могут потребоваться вашей основной программе обработки деталей. – Знайте, что программа обработки деталей ожидает от оператора. Есть ли дополнительные остановки? Вам нужно включить их на элементе управления? И т. д. Эта информация должна быть задокументирована в установочном листе.
|
9 Проверка охлаждающей жидкости |
Результат: проверена правильная работа охлаждающей жидкости, и теперь вы готовы запустить программу g-кода. Убедитесь, что ваша охлаждающая жидкость находится в хорошем состоянии и работает в рамках профилактического обслуживания, прежде чем пытаться запустить деталь. Опять же, этот шаг находится в конце, но у вас, вероятно, есть привычка достаточно часто проверять охлаждающую жидкость, чтобы убедиться, что она в хорошем состоянии. Что искать: — Если охлаждающая жидкость плохо пахнет или прогоркла, у вас проблемы. — Хладагента в баке достаточно или нужно долить? – Правильно ли подобрана смесь охлаждающей жидкости и воды? Вы можете использовать такой инструмент, как рефрактометр, для измерения концентрации охлаждающей жидкости. – Вы фильтруете охлаждающую жидкость, чтобы удалить мелкую стружку и мусор, которые могут засорить трубопровод? – Быстро проверьте на станке, свободно ли течет охлаждающая жидкость и правильно ли вы настроили форсунки охлаждающей жидкости. Правильное направление СОЖ имеет решающее значение для хорошего удаления стружки и может даже позволить вам увеличить подачу и скорость, если вы можете сделать это надежно. Ресурсы: – Роль охлаждающей жидкости в станках с ЧПУ : Понимание различных ролей охлаждающей жидкости, чтобы понять, как максимизировать ее эффективность. – 4 Системы СОЖ премиум-класса и расчет их подачи и скорости : Узнайте, как системы СОЖ премиум-класса и правильное направление подачи СОЖ влияют на подачу и скорость. — Типовая программа технического колледжа по настройке ЧПУ:
|
 Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
 Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски!
Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски! Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.
Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.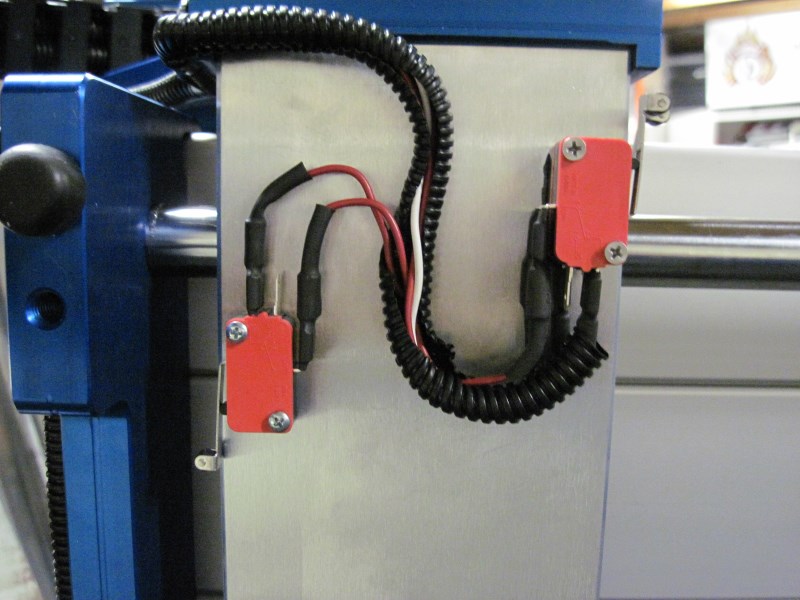

 Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении.
Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении. В зависимости от вашей машины это можно сделать разными способами:
В зависимости от вашей машины это можно сделать разными способами: Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.
Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.

Вернуться к Как сделать детали с ЧПУ
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
Как начать бизнес по обработке с ЧПУ
Начните бизнес по обработке с ЧПУ, выполнив следующие 10 шагов:
- Планируйте свой бизнес по обработке с ЧПУ
- Превратите свой бизнес по обработке с ЧПУ в юридическое лицо
- Зарегистрируйте свой бизнес по обработке с ЧПУ для уплаты налогов
- Открытие корпоративного банковского счета и кредитной карты
- Настройка учета для вашего предприятия по обработке с ЧПУ
- Получите необходимые разрешения и лицензии для своего бизнеса по обработке с ЧПУ
- Получите страховку для бизнеса с ЧПУ
- Определите свой бизнес-бренд станков с ЧПУ
- Создайте свой бизнес-сайт для станков с ЧПУ
- Настройка телефонной системы для бизнеса
Открытие бизнеса — это больше, чем просто его государственная регистрация. Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Изучаете варианты? Ознакомьтесь с другими идеями для малого бизнеса.
ШАГ 1: Планируйте свой бизнес
Четкий план необходим для успеха предпринимателя. Это поможет вам наметить специфику вашего бизнеса и обнаружить некоторые неизвестные. Вот несколько важных тем для рассмотрения:
- Каковы начальные и текущие расходы?
- Кто является вашим целевым рынком?
- Сколько вы можете брать с клиентов?
- Как вы назовете свой бизнес?
К счастью, мы провели для вас много исследований.
Какие затраты связаны с открытием предприятия по обработке с ЧПУ? Станки с ЧПУ
недешевы. Одни только токарные станки могут стоить от нескольких тысяч долларов до десятков тысяч, и во многих магазинах есть несколько единиц оборудования. Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Во-первых, многие владельцы бизнеса начинают работать в своем гараже или мастерской, которая у них уже есть. Это избавляет от необходимости арендовать рабочее место до тех пор, пока не появится постоянная работа.
Во-вторых, владельцам бизнеса не нужно много оборудования или самое модное доступное оборудование для начала работы. Например, Тодд Адлон открыл свой магазин только с мельницей и токарным станком, добавив оборудование позже. Несколько других владельцев бизнеса начали с простого токарного станка.
Наличие только базового оборудования ограничит объем и тип работы, которую может выполнять предприятие по обработке с ЧПУ, но базовой работы достаточно для поддержки небольшого цеха, в котором есть только один или два станка. В частности, есть много клиентов, которым нужны прототипы, а крупные магазины часто не делают одноразовые прототипы.
Каковы текущие расходы предприятия по обработке с ЧПУ?
Текущие расходы на производство станков с ЧПУ могут быть значительными. К ним относятся затраты на сырье, коммунальные услуги, расходы на содержание оборудования, арендные платежи и заработная плата сотрудников.
Кто является целевым рынком?
Большинство предприятий по обработке с ЧПУ обслуживают другие предприятия, хотя некоторые из них производят продукты, которые продаются непосредственно частным лицам.
Механические мастерские B2B можно разделить на две категории: ремонтные мастерские и товарные мастерские. Магазины по трудоустройству принимают заказы от клиентов, а затем изготавливают изделия, созданные в соответствии со спецификациями их клиентов. Продуктовые магазины разрабатывают и создают свои собственные продукты, а затем продают их предприятиям.
Как бизнес по обработке с ЧПУ зарабатывает деньги?
Предприятие по обработке с ЧПУ зарабатывает на продаже обработанных деталей. Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Сколько вы можете брать с клиентов?
Стоимость обработки станков с ЧПУ сильно варьируется в зависимости от типа заказанного продукта, его количества и наличия особых требований к настройке. Kennewell CNC Machining использует следующую рубрику для определения цен на токарные работы:
- Плата за установку от 120 до 160 долларов США
- Сырье имеет наценку от 20 до 35 процентов
- Специальные приспособления добавляются к общей стоимости
- Механическая обработка оплачивается по ставке от 60 до 150 долларов в час
- Наценка на работы по постобработке, выполняемые субподрядчиком, составляет от 20 до 35 процентов
Какую прибыль может принести бизнес по обработке с ЧПУ?
Наиболее успешные предприятия по обработке с ЧПУ работают с чистой прибылью от 10 до 15 процентов. Для магазина, в котором годовой объем работы составляет всего 500 000 долларов, это приносит прибыль от 50 000 до 75 000 долларов сверх зарплаты владельца бизнеса.
Как сделать свой бизнес более прибыльным?
Обрабатывающие предприятия с ЧПУ могут повысить свою прибыльность и диверсифицировать свои доходы за счет постепенного расширения предлагаемых ими услуг по механической обработке. Магазины могут делать это, не принимая на себя слишком большого риска, если они расширяются только тогда, когда становится доступным контракт на другой тип работы. Если по контракту будет оплачена новая часть оборудования, то принятие этого создает простой способ позволить себе новое оборудование, которое позволяет бизнесу расширить свои предложения.
Как вы назовете свой бизнес?
Выбор правильного имени важен и сложен. Если у вас еще нет названия, посетите наше руководство «Как назвать бизнес» или получите помощь в мозговом штурме с помощью нашего генератора названий для предприятий с ЧПУ
. имя, отличное от вашего имени. Посетите наше руководство администратора баз данных, чтобы узнать больше.
При регистрации названия компании мы рекомендуем изучить название вашей компании, отметив:
- Деловые записи вашего штата
- Федеральные и государственные записи о товарных знаках
- Платформы социальных сетей
- Доступность веб-домена.

Очень важно защитить свое доменное имя до того, как это сделает кто-то другой.
ШАГ 2: Создание юридического лица
Наиболее распространенными типами бизнес-структуры являются индивидуальное предприятие, товарищество, общество с ограниченной ответственностью (ООО) и корпорация.
Учреждение юридического лица, такого как LLC или корпорация защищает вас от привлечения к личной ответственности в случае судебного преследования вашего предприятия по обработке с ЧПУ.
Создание ООО
Прочтите наше руководство по созданию ООО
Select Your StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict Of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Получите профессиональную услугу Создайте для себя ООО
Два таких надежных сервиса:
- ZenBusiness (49 долларов США + государственная пошлина)
- LegalZoom (79 долларов США + государственная пошлина)
Вы можете создать ООО самостоятельно и оплатить только минимальные государственные расходы на ООО или нанять одну из лучших услуг ООО за небольшую дополнительную плату.
Рекомендуется: Вам нужно будет выбрать зарегистрированного агента для вашего LLC. Пакеты для регистрации LLC обычно включают бесплатный год услуг зарегистрированного агента. Вы можете нанять зарегистрированного агента или действовать самостоятельно.
ШАГ 3: Зарегистрируйтесь для уплаты налогов
Прежде чем вы сможете открыть бизнес, вам необходимо зарегистрироваться для уплаты различных государственных и федеральных налогов.
Чтобы зарегистрироваться для уплаты налогов, вам необходимо подать заявление на получение EIN. Это очень просто и бесплатно!
Вы можете бесплатно получить свой EIN через веб-сайт IRS, по факсу или по почте. Если вы хотите узнать больше об EIN и о том, какую пользу они могут принести вашему ООО, прочитайте нашу статью «Что такое EIN?».
Узнайте, как получить EIN, в нашем руководстве «Что такое EIN» или найдите свой существующий EIN с помощью нашего руководства по поиску EIN.
Налоги для малого бизнеса
В зависимости от выбранной вами структуры бизнеса у вас могут быть разные варианты налогообложения вашего бизнеса. Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Вы можете узнать больше о налогах на малый бизнес в этих справочниках:
- Налоги ООО
- Индивидуальное предприятие против ООО
- ООО против корпорации
- LLC против S Corp
- Как создать S Corp
- S Corp против C Corp
Существуют определенные государственные налоги, которые могут применяться к вашему бизнесу. Узнайте больше о налоге с продаж штата и налоге на франшизу в наших руководствах по налогу с продаж штата.
ШАГ 4: Откройте банковский счет и кредитную карту
Использование специальных банковских и кредитных счетов необходимо для защиты личных активов.
Когда ваши личные и деловые счета смешаны, ваши личные активы (ваш дом, автомобиль и другие ценности) подвергаются риску в случае судебного преследования вашей компании. В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
Кроме того, изучение того, как создать бизнес-кредит, может помочь вам получить кредитные карты и другое финансирование на имя вашего бизнеса (а не на ваше), лучшие процентные ставки, более высокие кредитные линии и многое другое.
Открыть счет в банке для бизнеса
Открытие счета в банке для бизнеса является обязательным требованием при подаче заявления на получение кредита:
- Отделяет ваши личные активы от активов вашей компании, что необходимо для защиты личных активов.
- Упрощает ведение бухгалтерского и налогового учета.
Рекомендуем: Прочтите наш обзор «Лучшие банки для малого бизнеса», чтобы найти лучший национальный банк или кредитный союз.
Открыть нетто-счета 30
Нетто-счета 30 используются для создания и увеличения кредитоспособности бизнеса, а также для увеличения потока денежных средств от бизнеса. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
Поставщики кредитов NetMany net 30 отчитываются перед основными кредитными бюро (Dun & Bradstreet, Experian Business и Equifax Business Credit). Именно так предприятия строят бизнес-кредит, чтобы они могли претендовать на кредитные карты и другие кредитные линии.
Рекомендуемый : Прочтите нашу 30 лучших поставщиков сети, руководство и начните строить бизнес-кредит.
Получите бизнес-кредитную карту
Получение бизнес-кредитной карты поможет вам:
- Разделите личные и деловые расходы, объединив все расходы вашего бизнеса.
- Создайте кредитную историю своей компании, которая может пригодиться для сбора денег позже.
Рекомендуется: Подайте заявку на легко одобренную бизнес-кредитную карту от Divvy и быстро создайте свой бизнес-кредит.
ШАГ 5.
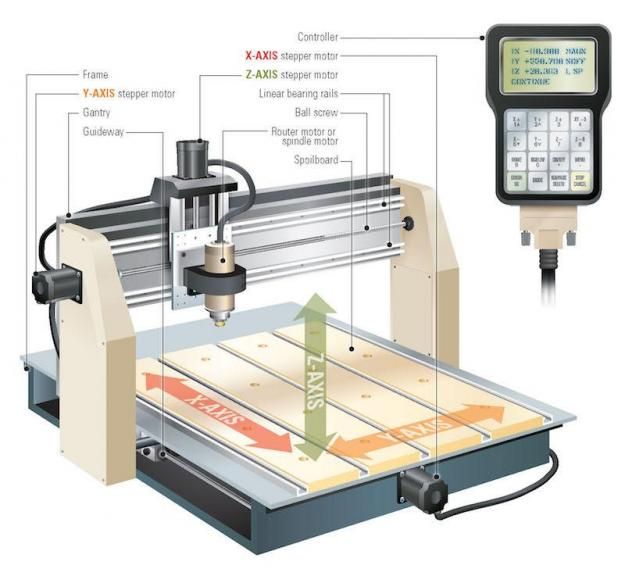 Настройка бухгалтерского учета
Настройка бухгалтерского учета
Регистрация различных расходов и источников дохода имеет решающее значение для понимания финансовых показателей вашего бизнеса. Ведение точной и подробной отчетности также значительно упрощает подачу годовой налоговой декларации.
Упростите бухгалтерский учет ООО с нашей памяткой по расходам ООО.
ШАГ 6: Получение необходимых разрешений и лицензий
Неполучение необходимых разрешений и лицензий может привести к большим штрафам или даже к закрытию вашего бизнеса.
Требования к лицензированию государственных и местных предприятий
Для ведения бизнеса по проектированию 3D-печати могут потребоваться определенные государственные разрешения и лицензии. Узнайте больше о лицензионных требованиях в вашем штате, посетив справку SBA о государственных лицензиях и разрешениях.
Большинство предприятий обязаны взимать налог с продаж на товары или услуги, которые они предоставляют. Чтобы узнать больше о том, как налог с продаж повлияет на ваш бизнес, прочитайте нашу статью «Налог с продаж для малого бизнеса».
Для получения информации о местных лицензиях и разрешениях:
- Обратитесь в офис клерка вашего города, города или округа
- Получите помощь от одной из местных ассоциаций, перечисленных в каталоге местных бизнес-ресурсов Ассоциаций малого бизнеса США.
Защита товарных знаков и авторских прав
Если вы разрабатываете уникальный продукт, концепцию, бренд или дизайн, целесообразно защитить свои права, зарегистрировав соответствующие товарные знаки и авторские права.
Узнайте больше о защите товарных знаков и авторских прав
ШАГ 7: Получите страховку для бизнеса
Как и в случае с лицензиями и разрешениями, вашему бизнесу нужна страховка для безопасной и законной деятельности. Страхование бизнеса защищает финансовое благополучие вашей компании в случае покрытия убытков.
Существует несколько типов страховых полисов, созданных для разных видов бизнеса с разными рисками. Если вы не уверены в типах рисков, с которыми может столкнуться ваш бизнес, начинаются со страховки общей ответственности . Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Узнайте больше о страховании гражданской ответственности.
Еще один примечательный страховой полис, в котором нуждаются многие предприятия, — это компенсационное страхование работников. Если в вашем бизнесе будут сотрудники, вполне вероятно, что ваш штат потребует от вас наличия страхового покрытия компенсации работникам.
ШАГ 8: Определите свой бренд
Ваш бренд — это то, что символизирует ваша компания, а также то, как ваш бизнес воспринимается общественностью. Сильный бренд поможет вашему бизнесу выделиться среди конкурентов.
Если вы не уверены в разработке логотипа для своего малого бизнеса, ознакомьтесь с нашими Руководствами по дизайну для начинающих. Мы дадим вам полезные советы и рекомендации по созданию лучшего уникального логотипа для вашего бизнеса.
Рекомендуется : Получите логотип с помощью бесплатного генератора логотипов Truic. Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Если у вас уже есть логотип, вы также можете добавить его в QR-код с помощью нашего бесплатного генератора QR-кода. Выберите один из 13 типов QR-кода, чтобы создать код для своих визитных карточек и публикаций или помочь распространить информацию о своем новом веб-сайте.
Как продвигать и продавать бизнес по обработке с ЧПУ
Предприятия по обработке с ЧПУ могут привлечь потенциальных клиентов через отраслевые организации, сетевые мероприятия и старомодные холодные звонки. Некоторые предприятия также успешно работают с такими платформами, как Xometry, которая объединяет дизайнеров продуктов и других клиентов с предприятиями по обработке с ЧПУ.
Как сделать так, чтобы клиенты возвращались
Обрабатывающие предприятия с ЧПУ могут выделиться среди многих конкурентов, получив сертификаты, которые важны для их клиентов. Соблюдение стандартов ISO 9000 и получение сертификата ISO 9001 — это два знака, на которые обращают внимание клиенты.
Все еще не уверены, какой бизнес вы хотите начать? Ознакомьтесь с последними тенденциями малого бизнеса, которые помогут вам вдохновиться.
ШАГ 9: Создайте веб-сайт для своего бизнеса
После определения вашего бренда и создания логотипа следующим шагом будет создание веб-сайта для вашего бизнеса.
Хотя создание веб-сайта является важным шагом, некоторые могут опасаться, что это им не под силу, поскольку у них нет опыта создания веб-сайтов. Хотя в 2015 году это могло быть разумным опасением, за последние несколько лет веб-технологии достигли огромных успехов, которые значительно упростили жизнь владельцев малого бизнеса.
Вот основные причины, по которым вам не следует откладывать создание веб-сайта:
- Веб-сайты есть у всех законных предприятий. — точка. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
- Аккаунты в социальных сетях, такие как страницы Facebook или бизнес-профили LinkedIn, не являются заменой бизнес-сайта , которым вы владеете.
- Инструменты для создания веб-сайтов, такие как GoDaddy Website Builder, значительно упростили создание базового веб-сайта. Вам не нужно нанимать веб-разработчика или дизайнера, чтобы создать сайт, которым можно гордиться.
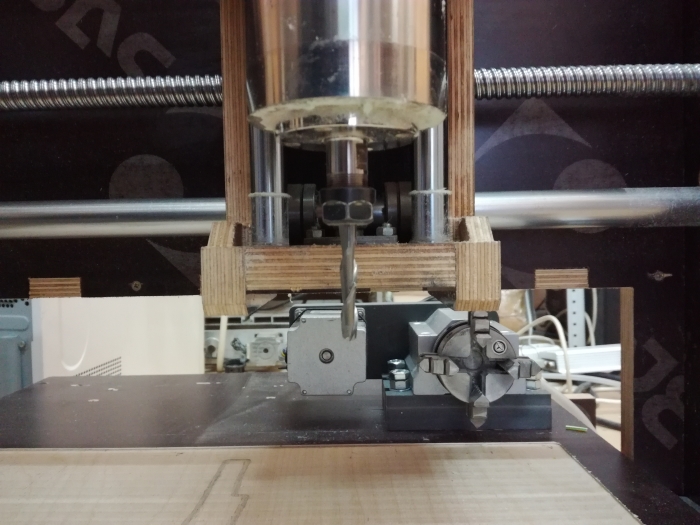
Используя наши руководства по созданию веб-сайтов, процесс будет простым и безболезненным и не займет у вас больше 2-3 часов.
Рекомендуемый : Начните сегодня с нашего рекомендуемого конструктора веб-сайтов или ознакомьтесь с нашим обзором лучших конструкторов веб-сайтов.
Другие популярные конструкторы сайтов: WordPress, WIX, Weebly, Squarespace и Shopify.
ШАГ 10. Настройка телефонной системы для работы
Настройка телефона для работы — один из лучших способов разделить личную и деловую жизнь и сделать их конфиденциальными. Это не единственное преимущество; это также помогает вам сделать ваш бизнес более автоматизированным, придает вашему бизнесу легитимность и облегчает потенциальным клиентам поиск и связь с вами.
Есть много услуг, доступных для предпринимателей, которые хотят настроить систему бизнес-телефонии. Мы рассмотрели лучшие компании и оценили их по цене, функциям и простоте использования. Ознакомьтесь с нашим обзором лучших телефонных систем для бизнеса 2022 года, чтобы найти лучший телефонный сервис для вашего малого бизнеса.
Рекомендуемая служба телефонной связи для бизнеса: Phone.com
Phone.com — наш лучший выбор для телефонных номеров для малого бизнеса из-за всех функций, которые он предлагает для малого бизнеса, и справедливой цены.
Начните бизнес по обработке с ЧПУ в вашем штате
- Алабама
- Аляска
- Аризона
- Арканзас
- Калифорния
- Колорадо
- Коннектикут
- Делавэр
- округ Колумбия
- Флорида
- Грузия
- Гавайи
- Айдахо
- Иллинойс
- Индиана
- Айова
- Канзас
- Кентукки
- Луизиана
- Мэн
- Мэриленд
- Массачусетс
- Мичиган
- Миннесота
- Миссисипи
- Миссури
- Монтана
- Небраска
- Невада
- Нью-Гэмпшир
- Нью-Джерси
- Нью-Мексико
- Нью-Йорк
- Северная Каролина
- Северная Дакота
- Огайо
- Оклахома
- Орегон
- Пенсильвания
- Род-Айленд
- Южная Каролина
- Южная Дакота
- Теннесси
- Техас
- Юта
- Вермонт
- Вирджиния
- Вашингтон
- Западная Вирджиния
- Висконсин
- Вайоминг
плюсы и минусы конструкции станка
Независимо от конкретного изготовителя станков, существует несколько распространенных конфигураций 5-осевых станков с ЧПУ, каждая из которых имеет свой собственный набор сильных сторон, которые выделяют ее среди вариантов. Наиболее распространенными типами являются конфигурации «Таблица-стол», «Голова-таблица» и «Голова-голова».
Наиболее распространенными типами являются конфигурации «Таблица-стол», «Голова-таблица» и «Голова-голова».
Но обо всем по порядку… Говоря о конфигурациях 5-осевых обрабатывающих центров, я всегда начинаю с уточнения правильного определения каждой из осей вращения. Часто, обсуждая конкретный тип станка, люди неправильно называют оси вращения… так что мне нравится использовать это как возможность для обучения! Если вы думаете о линейных осях станка в алфавитном порядке (XYZ), вы также можете думать об осях вращения таким же образом (ABC). Ось A всегда вращается вокруг оси X, ось B всегда вращается вокруг оси Y, а ось C всегда вращается вокруг оси Z. Это верно, независимо от конфигурации станка или производителя станка.
Одна из наиболее распространенных конфигураций — или, по крайней мере, та, с которой большинство людей больше всего ассоциируют себя, когда слышат термин «5-осевой станок с ЧПУ», — это станок с поворотным столом. Конфигурация с цапфой также может называться конфигурацией «стол-стол», потому что обе оси вращения содержатся в самом столе с цапфой, а головка всегда неподвижна.
Большинство операторов и программистов могут легко идентифицировать себя с этой настройкой, потому что это простое продолжение процесса стандартной 3-осевой обработки с ЧПУ. Поскольку две оси вращения часто используются для простого позиционирования заготовки в нужной ориентации, легко представить, как станок будет позиционироваться и вести себя во время обработки.
Часто станок с ЧПУ с цапфой предлагает лучшие возможности подрезки, чем станки других конфигураций, потому что стол может наклоняться дальше (по крайней мере, в одном направлении), чем конструкции с поворотной головкой… 110 градусов в приведенном выше примере станка… обеспечивая больший доступ к нижняя часть детали. Конфигурация цапф также может дать оператору больший общий полезный рабочий объем, поскольку стол просто наклоняется и фиксируется в нужном положении, обеспечивая полный диапазон перемещения осей XYZ. В конструкции машины с поворотной головкой часть общей рабочей зоны должна использоваться для размещения инструмента по длине, когда головка наклоняется вперед и назад.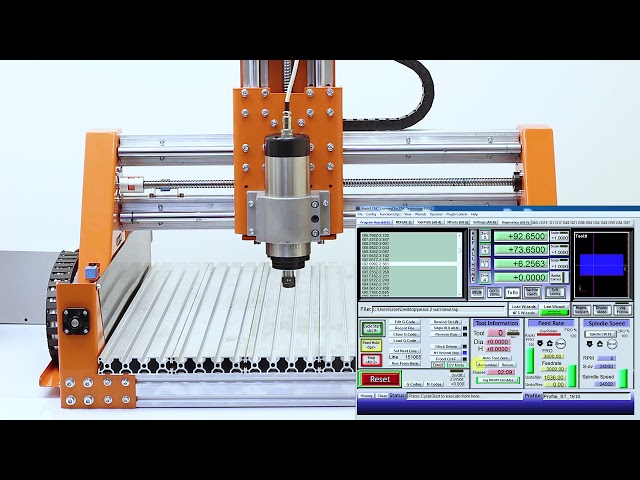 Этот сценарий может быть усилен при обработке более длинными инструментами, что может сильно повлиять на общую рабочую зону.
Этот сценарий может быть усилен при обработке более длинными инструментами, что может сильно повлиять на общую рабочую зону.
Станок с ЧПУ с цапфой также может быть лучшим выбором для удаления тяжелых металлов. Из-за того, что головка не шарнирная, что позволяет использовать шпиндели с редуктором или ременным приводом, этот тип станка обычно обеспечивает больший крутящий момент при более низких оборотах. Такая конструкция стационарной головки также устраняет возможность смещения головки во время обработки… что иногда случается на станках с поворотной головкой во время тяжелой обработки.
Следующая конфигурация машины, которую мы должны обсудить, это машина с поворотной или шарнирной головкой. Этот тип машины может быть либо конфигурацией головка-головка, где все вращения выполняются головкой, а стол неподвижен; или конфигурация «голова-стол», состоящая из наклоняемой головки и вращающегося стола. Ниже показана машина Hurco VMX42SRTi с головным столом.
Такая конструкция головка-головка или головка-стол часто позволяет обрабатывать гораздо более тяжелые детали, чем конструкция с цапфой. Поскольку стол не наклоняется, весь вес детали переносится непосредственно вниз через основание станка с ЧПУ на пол… что делает эту установку очень жесткой для больших деталей. Кроме того, конструкция самого стола — в отличие от станка с цапфой — позволяет использовать более крупные детали в целом, независимо от веса. Цапфа ограничена размером детали, которую можно разместить между стояками стола.
Поскольку стол не наклоняется, весь вес детали переносится непосредственно вниз через основание станка с ЧПУ на пол… что делает эту установку очень жесткой для больших деталей. Кроме того, конструкция самого стола — в отличие от станка с цапфой — позволяет использовать более крупные детали в целом, независимо от веса. Цапфа ограничена размером детали, которую можно разместить между стояками стола.
Кроме того, вращающаяся головка позволяет использовать при обработке инструменты более короткой или более стандартной длины, поскольку все вращения инструмента происходят над деталью. На станке с цапфой шпиндель должен доходить до наклонного стола… и чем ближе стол наклонен к 90 градусам, тем больше должен дотягиваться шпиндель. Это часто приводит к тому, что оператор использует инструменты дольше, чем хотелось бы, чтобы приспособиться к этому сценарию. Это также означает, что при покупке станка с цапфой вам действительно нужно подумать о размере работы, которую вы будете выполнять на станке, и соответственно определить размер… чем меньше работа, тем меньше станок.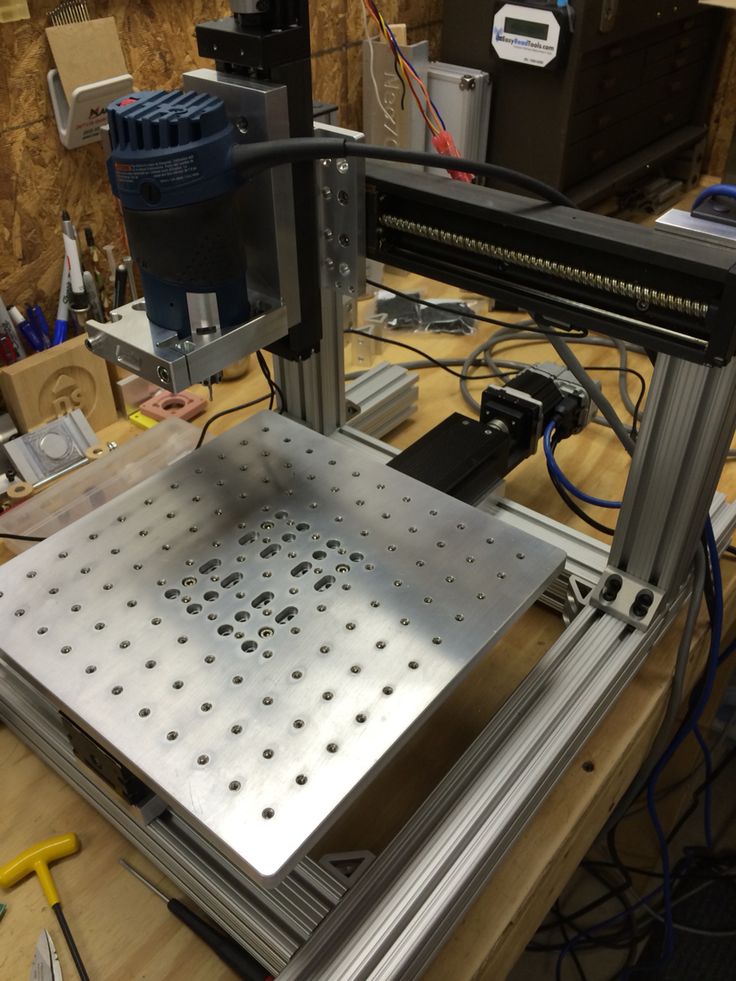
Как вы можете видеть на изображении выше, конструкция «голова-стол» может быть более универсальной, чем конфигурация типа «цапфа» или «голова-голова». В дополнение к 5-осевой обработке весь стол можно использовать для установки нескольких тисков, для обработки пластин или для обработки стороны детали 6 th (при подготовке к 5-осевой установке) при обработке в 3-х осевом режиме. осевой режим. Надгробие можно даже использовать на столе с осью C для имитации горизонтальной установки станка, для лучшего контроля над стружкодроблением или для обработки большего количества деталей за одну установку.
В дополнение к выделенным конфигурациям 5-осевых станков с ЧПУ, описанным выше, существует также большое количество «дополнительных» 5-осевых столов, которые можно добавить к существующим 3-осевым станкам с ЧПУ для повышения производительности. Несмотря на то, что объем выполняемой работы несколько ограничен, эти надстройки могут стать отличным способом повышения эффективности.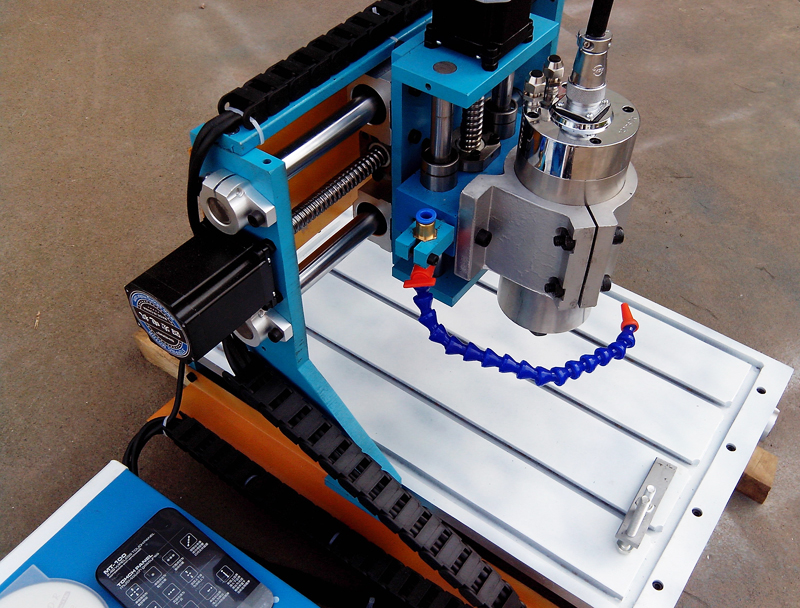 Большинство элементов управления, таких как элемент управления Hurco WinMax, могут быть очень легко адаптированы для использования этих надстроек, но при добавлении к существующей машине вы обязательно должны учитывать возраст технологии управления на машине и ее ценность. существенные инвестиции, которые обычно сопровождают эти таблицы.
Большинство элементов управления, таких как элемент управления Hurco WinMax, могут быть очень легко адаптированы для использования этих надстроек, но при добавлении к существующей машине вы обязательно должны учитывать возраст технологии управления на машине и ее ценность. существенные инвестиции, которые обычно сопровождают эти таблицы.
Чтобы узнать больше о системе управления Hurco и наших возможностях 5-осевого ЧПУ, посетите сайт www.hurco.com
[Контрольный список] Станки с ЧПУ — Полный список правил и запретов
by admin | 8 июня 2021 г. | Блог, ресурсы
Запросить контрольный список в формате PDF сейчас
Станки с ЧПУ являются важными рабочими инструментами в современной производственной среде. Постоянные требования к более высокой скорости производства, постоянно меняющиеся детали повышенной сложности и стремление к постоянному качеству продукции требуют, чтобы ваши станки с ЧПУ оставались в первоклассном состоянии, чтобы соответствовать или превосходить эти требования.
Вот несколько советов, которые помогут вам получить максимальную отдачу от ваших станков с ЧПУ в течение длительного периода времени.
#1 Настройка
Выполните подготовьте и разместите приспособления, инструменты и материалы рядом со станками с ЧПУ, чтобы сократить время настройки и максимально упростить переналадку. Если пространство не позволяет вам сделать это рядом с вашими машинами или рядом с ними, вам следует выделить специальное место для подготовительных работ на вашем предприятии. Это обеспечит целенаправленную подготовку и все необходимое для работы.
По возможности не создавайте сложные процессы настройки, так как они могут привести к ненужным простоям и ошибкам.
💡 Многие производители работают со специализированными светильниками, которые стоят дорого и требуют времени на проектирование и изготовление. Они полезны для одной конкретной операции и возможны только для одной конкретной детали. Если потребность в таких специфических деталях и требуемая операция возрастают, ответственные менеджеры должны рассмотреть и рекомендовать вместо этого покупку 5-осевого обрабатывающего центра — это сэкономит вам дорогие приспособления и время, энергию и, в долгосрочной перспективе, — деньги.
Если потребность в таких специфических деталях и требуемая операция возрастают, ответственные менеджеры должны рассмотреть и рекомендовать вместо этого покупку 5-осевого обрабатывающего центра — это сэкономит вам дорогие приспособления и время, энергию и, в долгосрочной перспективе, — деньги.
#2 Точность
Изучите компоненты, используемые в ваших станках с ЧПУ. Машина с линейной системой привода, безусловно, современна и привлекательна, но такие системы также более чувствительны и дороги. Хотя они могут помочь вашим станкам добиться немного большей точности, их предпочтительно использовать в лучших условиях обработки.
💡 Почему бы не рассмотреть современные машины с хорошей общей механикой, качественными шарико-винтовыми парами и линейными роликовыми направляющими или сплошными коробчатыми направляющими? Закаленные, отшлифованные и отшлифованные вручную до совершенства, они прекрасно способны и доказали свою долговременную точность и стабильность.
Помимо наличия хорошей механической конструкции и высококачественных компонентов в ваших станках с ЧПУ, обратите внимание на окружающую среду, в которой работают станки. Это широко игнорируется и игнорируется, но очень важно.
Не размещайте свои станки с ЧПУ рядом с источником тепла или охлаждения (например, кондиционер, дующий прямо на ваши станки). Ворота, оставленные открытыми рядом с вашими станками с ЧПУ, также могут мешать механикам точно так же, как более холодная или более высокая температура воздуха, поступающего в вашу мастерскую, может негативно повлиять на производительность станка. Короче говоря, всегда обеспечивайте хорошую циркуляцию воздуха.
Точно так же не рекомендуется размещать станки с ЧПУ над дренажным или кабельным каналом, так как это может вызвать вибрацию во время обработки.
💡 Поддерживайте рекомендуемую температуру около 25 градусов Цельсия и поддерживайте постоянную и стабильную температуру в своей мастерской.
#3 Допуск
Соблюдайте . Обеспечьте стабильную температуру в мастерской, так как колебания и изменения температуры могут повлиять на допуски. Подавайте чистый воздух на станки с ЧПУ. Ваш воздушный компрессор не должен располагаться слишком далеко и должен подавать чистый и сухой отфильтрованный воздух.
Обеспечьте стабильную температуру в мастерской, так как колебания и изменения температуры могут повлиять на допуски. Подавайте чистый воздух на станки с ЧПУ. Ваш воздушный компрессор не должен располагаться слишком далеко и должен подавать чистый и сухой отфильтрованный воздух.
💡 Воздух используется обрабатывающими центрами с ЧПУ для очистки шпинделя и конуса инструмента во время смены инструмента, подачи воздуха для системы воздушно-масляной смазки на шпинделе (если имеется), очистки системы измерения инструмента и работы внутри линейных стеклянных весов ( при наличии) для защиты дорогих стеклянных весов от внешних загрязнителей. (Постоянное положительное давление воздуха изнутри наружу), аналогичная система используется на носу шпинделя вашего станка, положительное давление воздуха изнутри наружу предотвращает попадание охлаждающей жидкости или грязи в ваш шпиндель во время обработки.
Не размещайте станки с ЧПУ рядом с литейными, штамповочными, сварочными или шлифовальными станками.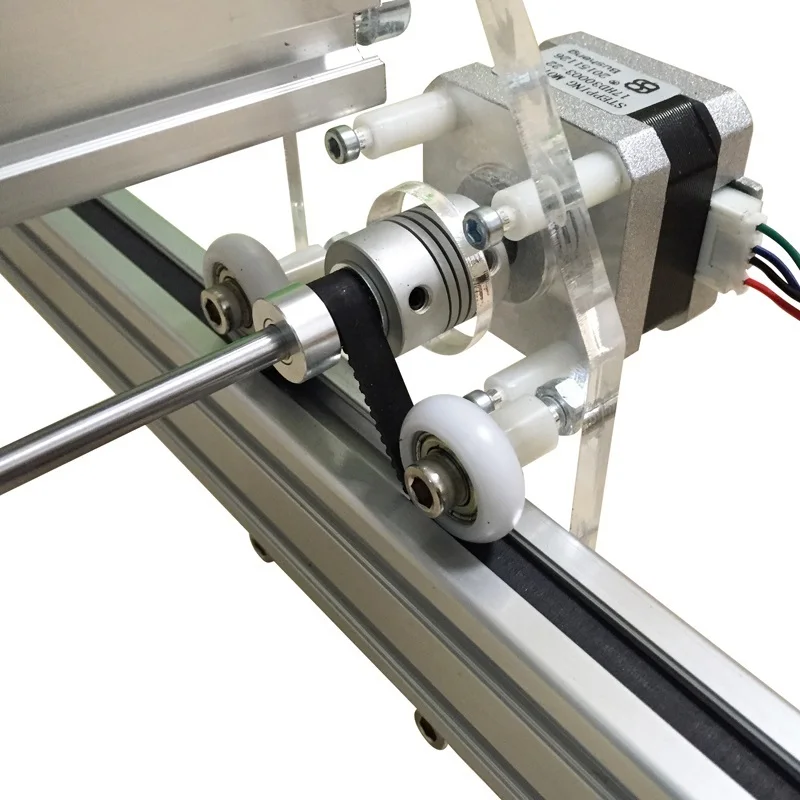 Также следует строго избегать пыли в любой форме или ударных волн, создаваемых прессами, штамповкой или электрическими изменениями и колебаниями.
Также следует строго избегать пыли в любой форме или ударных волн, создаваемых прессами, штамповкой или электрическими изменениями и колебаниями.
#4 Чистота поверхности
Используйте правильную подачу и скорость во время обработки детали. Обратите внимание, что на качество поверхности вашей детали или пресс-формы могут повлиять следующие факторы: Вибрация, вызванная самим станком с ЧПУ; инструменты, которые не являются острыми или несбалансированными; неподходящие или несбалансированные держатели инструментов; а также влияние внешних источников на вашу машину (упомянутое в предыдущем пункте – пыль или ударные волны, создаваемые прессами, штамповкой или электрическими колебаниями и колебаниями). Эти факторы не только сократят срок службы вашего инструмента, но и потенциально могут сократить срок службы самого шпинделя станка с ЧПУ.
Не используйте изношенные инструменты или инструменты, уже работающие на пределе, или слишком низкую настройку подачи/скорости, так как это может привести к появлению следов пригорания на заготовках. Точно так же избегайте использования одного и того же инструмента для черновой и чистовой обработки, если качество поверхности должно быть хорошим.
Точно так же избегайте использования одного и того же инструмента для черновой и чистовой обработки, если качество поверхности должно быть хорошим.
💡 Убедитесь, что ваша деталь закреплена жестко и стабильно. Если вы используете приспособления, убедитесь, что приспособление правильно поддерживает деталь.
#5 Режущие инструменты
Выберите правильные режущие инструменты и начните с рекомендуемых параметров резки для достижения высокого качества поверхности и отделки. Если ваш оператор опытный, он будет знать, что требуется для достижения наилучшего результата.
Не используйте тупые инструменты, инструменты неправильного размера или инструменты, не подходящие для используемых материалов, поскольку они могут привести к появлению шероховатых краев, следов от резания, выпуклостей или следов ожогов на отделке. Или просто привести к плохой работе.
#6 Охлаждающая жидкость
Регулярно проверяйте охлаждающую жидкость , чтобы убедиться, что правильное количество и используемая смесь подходят для непрерывной работы вашей машины.
Не используйте охлаждающую жидкость с высокой концентрацией, так как это может привести к повреждению машины и ржавчине или коррозии компонентов. Кроме того, это может повлиять на здоровье вашего оператора.
Пожалуйста, проконсультируйтесь с вашим поставщиком станка и охлаждающей жидкости, чтобы порекомендовать подходящую смесь на водной основе для ваших нужд обработки и производства.
#7 Смазка
Регулярно проверяйте и используйте рекомендованную смазку для станков с ЧПУ. Проверьте в руководствах по эксплуатации машины соответствующий тип масла, марку и вязкость. В долгосрочной перспективе использование правильной смазки обеспечит максимальную производительность вашей машины. Правильная смазка, используемая для внутренних компонентов станков с ЧПУ, также может помочь вам максимально улучшить состояние и производительность вашего станка, особенно шпинделя станка.
Не используйте дешевые смазочные материалы, не рекомендованные поставщиком машины.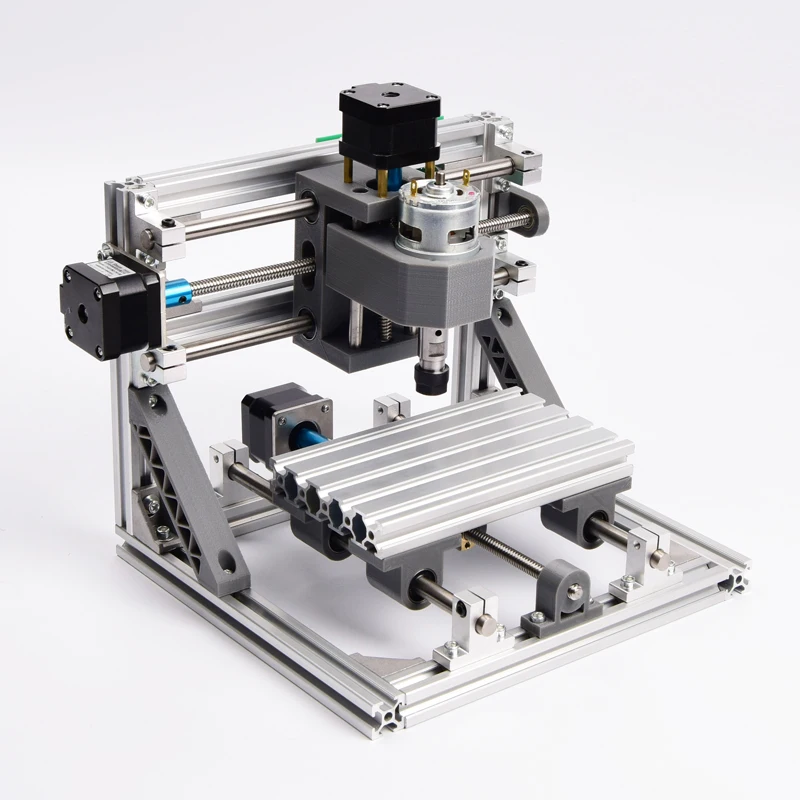 Не забудьте проверить свойства смазки, чтобы убедиться, что она совместима с машиной и ее внутренними компонентами, такими как уплотнения, шланги и другие детали.
Не забудьте проверить свойства смазки, чтобы убедиться, что она совместима с машиной и ее внутренними компонентами, такими как уплотнения, шланги и другие детали.
💡 Уход за станком с ЧПУ аналогичен уходу за автомобилем и его двигателем. Если используются неподходящие смазочные материалы, это не только приведет к аннулированию гарантии, но и приведет к дополнительным затратам на ремонт.
#8 Перегрев
При выполнении не превышайте рекомендованную нагрузку шпинделя, чтобы избежать перегрева шпинделя и двигателя шпинделя. Регулярно меняйте фильтры и проверяйте чистоту и сухость сжатого воздуха, чтобы избежать загрязнения водой и грязью. Перегрев шпинделя может быть вызван просто забитым воздушным фильтром двигателя шпинделя или системой охлаждения шпинделя.
💡 Используйте шпиндель с системой смазки Air-Oil или системой смазки Hwacheon Oil-Jet (предпочтительно), если вы хотите, чтобы ваш станок работал на более высоких оборотах в течение более длительного времени резки. Регулярно заменяйте фильтр и обновляйте масло в системе смазки шпинделя. Примечание: это действительно для шпинделей Air-Oil, а также для маслоструйных шпинделей.
Регулярно заменяйте фильтр и обновляйте масло в системе смазки шпинделя. Примечание: это действительно для шпинделей Air-Oil, а также для маслоструйных шпинделей.
Не используйте шпиндель со смазкой для интенсивной обработки на полных оборотах, рекомендуется не более нескольких (10) минут, так как это может привести к перегреву. Системы консистентной смазки представляют собой закрытые системы, в которые не поступает свежая смазка взамен израсходованной или, что еще хуже, сгоревшей смазки. В случае перегрева смазка в конечном итоге теряет свои смазывающие свойства и сгорает, что приводит к выходу из строя подшипников шпинделя и длительному простою станка, а также к высоким затратам.
💡 Необходимо дать шпинделю остыть после использования на максимальных оборотах и некоторое время поработать на более низких оборотах. Это помогает продлить срок службы шпинделя.
Воздушно-масляные шпиндели могут работать на максимальных оборотах в течение более длительного периода времени (примерно 2 часа) по сравнению с версиями, смазываемыми консистентной смазкой. Если вам нужно более длительное время работы, лучше запустить их на 80% от их максимального диапазона оборотов или позволить время работы на более низких скоростях между ними.
Если вам нужно более длительное время работы, лучше запустить их на 80% от их максимального диапазона оборотов или позволить время работы на более низких скоростях между ними.
Только система масляной струйной смазки (разработанная и используемая компанией Hwacheon) гарантирует работу шпинделя на максимальных оборотах в течение 24 часов или дольше, если это необходимо.
#9 Сбои
Выполните . Обеспечьте правильную настройку инструментов с помощью автоматического измерительного датчика инструмента (механического или лазерного для более высокой точности и инструментов меньшего размера). Затем измеренный инструмент можно поместить в устройство смены инструмента станка в назначенный ему номер гнезда. Ввод данных о номере инструмента, данных о длине и радиусе и скорости подачи вводится в систему управления ЧПУ. Убедитесь, что эталонная точка детали также предоставлена ЧПУ и что выбрана правильная программа ЧПУ.
💡 Многих сбоев машины можно избежать, систематически выполняя эти шаги каждый раз.
Не пытайтесь продолжать обработку или ремонтировать станок самостоятельно, если ваша команда не может найти и устранить неисправность. Независимо от серьезности или направления сбоя станка с ЧПУ, мы настоятельно рекомендуем вам обратиться в местную доступную службу поддержки или, что еще лучше, напрямую к производителю вашего станка.
Чтобы узнать больше, ознакомьтесь с нашей статьей о сбое 5-осевого станка с ЧПУ (и лучшие способы управления)
#10 Патроны и приспособления
Убедитесь, что ваши заготовки надежно закреплены. Убедитесь, что патроны, используемые на токарных станках, не только очищаются (не используйте для этого пневматический пистолет из соображений удобства), но также обслуживаются и регулярно смазываются. Это помогает поддерживать эффективность и рабочие характеристики патронов. Обратитесь либо к производителю станка с ЧПУ, который поставил станок с ЧПУ и патрон, либо непосредственно к производителю патрона для получения рекомендаций по техническому обслуживанию, интервалам смазки и типу используемой смазки.
Не используйте пневматический пистолет для очистки станка или его деталей внутри станков с ЧПУ. Это приведет к тому, что мелкие частицы грязи, стружка и, возможно, охлаждающая жидкость попадут прямо в систему, что в конечном итоге повлияет на функциональность и безопасность оборудования и станков с ЧПУ.
💡 Гидравлические или ручные патроны токарных станков, передняя часть шпинделя станка, крышки и нижние направляющие, линейные стеклянные весы, механизм ATC — все это может быть повреждено из-за широкого использования пневматических пистолетов.
#11 Программисты
Делайте адекватные инвестиции в опытных программистов и различные способы программирования, поскольку операции станков с ЧПУ контролируются системой ЧПУ.
Не пытайтесь управлять сложными станками с ЧПУ, если у вас недостаточно знаний. Например, без соответствующих знаний коды G и M или ввод данных могут быть установлены неправильно — такие ошибки могут вызвать многочисленные и дорогостоящие проблемы прямо в начале ваших процессов резки.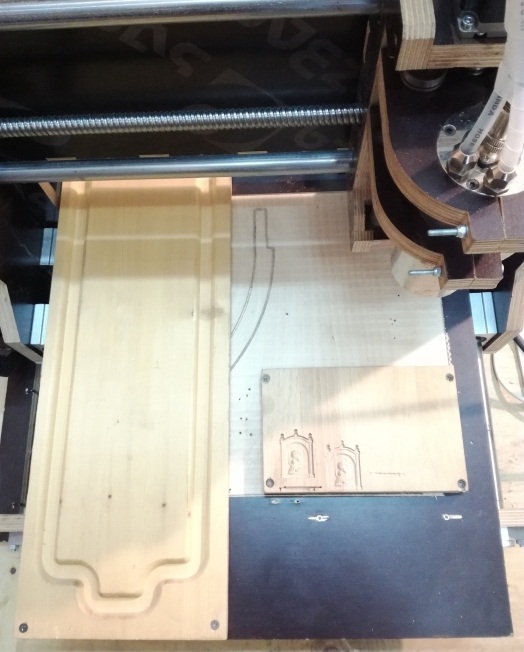
#12 Операторы
Наймите подходящих операторов станков и продолжайте повышать их навыки и знания, чтобы оптимизировать производительность ваших станков. Поскольку эти машины являются дорогостоящими инвестициями, вы должны обеспечить их правильное обращение и эксплуатацию.
Не разрешайте немедленно направлять операторов станков на какой-либо станок с ЧПУ, с которым они не знакомы, даже если у них есть некоторый опыт обработки. По возможности дайте им достаточно времени, чтобы ознакомиться с вашим станком с ЧПУ, прежде чем нажимать кнопку «Пуск».
#13 Автоматизация
Используйте решения по автоматизации, особенно в нынешних сложных условиях. Ознакомьтесь с различными вариантами, которые помогут повысить эффективность производства и разнообразить предлагаемую продукцию. Low Mix — High Volume или High Mix — Low Volume, существуют доступные решения.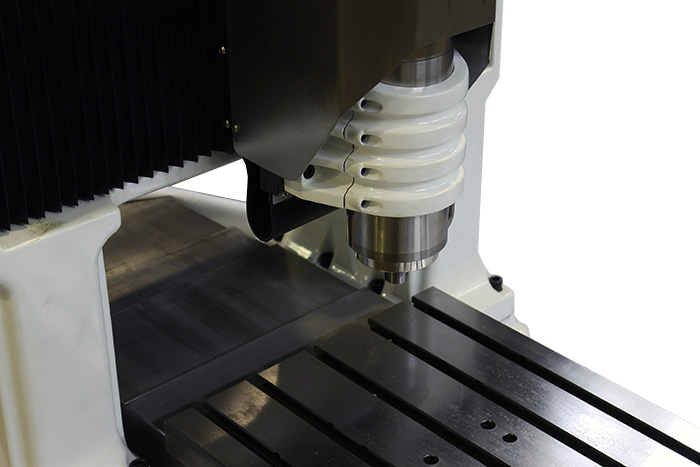 Сократите рабочую силу и полагайтесь на более знающих инженеров.
Сократите рабочую силу и полагайтесь на более знающих инженеров.
Не ставьте под угрозу график производства и поставок, отказываясь от всех вариантов автоматизации. Обсудите с вашим поставщиком станков с ЧПУ, какая система автоматизации лучше всего подходит для ваших производственных нужд.
💡 Помните, самое дешевое решение не обязательно лучший способ заработать больше денег; и наоборот, самый дорогой вариант также может оказаться неправильным решением. Менять поставщика также нет необходимости – при условии, что он профессионален и имеет в наличии для вас комплексную линейку машин и решений.
Решения по автоматизации легко доступны в Hwacheon Machine Tools. Поговорите с экспертами, чтобы найти лучшее решение для ваших конкретных потребностей. Такие компании, как Hwacheon, производят хорошие машины и обеспечивают эффективное обслуживание на протяжении многих лет. Мы знакомы с автоматизацией, так как используем ее на собственном производстве, и лучше всего то, что все они разработаны и изготовлены собственными силами. До сих пор.
До сих пор.
Вы можете узнать больше о линии автоматизации с высокой гибкостью в обработке с ЧПУ здесь
#14 Техническое обслуживание
Соблюдайте подробный график технического обслуживания и проводите регулярные проверки для обеспечения максимального уровня производительности и времени безотказной работы ваших станков с ЧПУ. Регулярное техническое обслуживание ваших станков с ЧПУ является решающим фактором в успешной работе обрабатывающего цеха.
Не позволяйте скапливаться грязи, материалам и мусору, так как это может привести к повреждению и неточностям в обработке ваших деталей, что приведет к простоям и потерям, связанным с дорогостоящим ремонтом.
💡 Убедитесь, что ваши операторы хорошо обращаются с вашими станками с ЧПУ, поскольку они являются вашими инвестициями для получения дохода.
Получите бесплатное электронное руководство [Контрольный список] Основные советы по профилактическому обслуживанию ваших станков с ЧПУ
#15 Безопасность
Следуйте Обеспечьте и поддерживайте безопасную рабочую среду, устраняя опасности и потенциальные аварийные зоны во всей мастерской.
Не игнорируйте простые вещи, такие как ослабленные разъемы или винты, неправильно установленные детали — убедитесь, что все это проверено, прежде чем нажимать кнопку «Пуск».
В производстве простои производства и дорогостоящий ремонт часто приводят к потере дохода. Это нанесет ущерб вашей прибыли, если производство высококачественной продукции и быстрая доставка являются вашей нишей для сохранения конкурентоспособности.
Понимание того, как ваши станки с ЧПУ и их функции могут лучше вооружить вас передовым опытом и знаниями для повышения эффективности работы вашего завода, увеличения доходов и предотвращения возникновения ненужных проблем.
Запросить контрольный список в формате PDF
Нажмите здесь
Дополнительные ресурсы:
Как повысить точность станков с ЧПУ
Цены на станки с ЧПУ. Руководство по сравнению затрат & Управление станком с ЧПУ с Arduino
Если вы думаете или находитесь в процессе создания собственного станка с ЧПУ, то, скорее всего, вы встретите термин GRBL. Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Кроме того, мы узнаем, как использовать Universal G-code Sender, популярное программное обеспечение контроллера GRBL с открытым исходным кодом.
Что такое GRBL?
GRBL — это программное обеспечение или прошивка с открытым исходным кодом, которая обеспечивает управление движением для станков с ЧПУ. Мы можем легко установить прошивку GRBL на Arduino и мгновенно получить недорогой высокопроизводительный контроллер ЧПУ. GRBL использует G-код в качестве входных данных и выводит управление движением через Arduino.
Для лучшего понимания рассмотрим следующую схему:
На диаграмме видно место GRBL в «общей картине» принципа работы станка с ЧПУ. Это прошивка, которую нам нужно установить или загрузить в Arduino, чтобы она могла управлять шаговыми двигателями станка с ЧПУ. Другими словами, функция прошивки GRBL заключается в преобразовании G-кода в движение двигателя.
Необходимое оборудование
- Arduino — Как мы уже говорили, для установки GRBL нам понадобится Arduino. В частности, нам нужна плата Arduino на базе Atmega 328, а это означает, что мы можем использовать либо Arduino UNO, либо Nano.
- Шаговые двигатели – Очевидно, что шаговые двигатели обеспечивают движение машины.
- Драйверы — для управления шаговыми двигателями нам нужны драйверы, а для небольших станков с ЧПУ «сделай сам» (использующих шаговые двигатели NEMA 14 или 17) обычно выбирают драйверы A4988 или DRV8825.
- Плата Arduino CNC Shield . Для подключения драйверов шаговых двигателей к Arduino проще всего использовать плату Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д.
Обратите внимание, что это только основные электронные компоненты, необходимые для понимания работы станка с ЧПУ.
На самом деле, в качестве примера того, как все должно быть связано, мы можем взглянуть на мой самодельный станок для резки пенопласта с ЧПУ.
Вы можете проверить и получить основные электронные компоненты, необходимые для сборки этого станка с ЧПУ, здесь:
- Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
- A4988 Шаговый драйвер…………… ……..… Amazon / Banggood/AliExpress
- Arduino CNC Shield ………………………. Amazon / Banggood / AliExpress
- Arduino Uno………………………………..… Amazon / Banggood / AliExpress
Уведомление: Это партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Основным инструментом этого станка с ЧПУ является горячая проволока, которая может легко расплавить или прорезать пенопласт и придать ему любую форму. Для получения более подробной информации о том, как я сделал машину и как все работает, вы можете проверить конкретный учебник.
Тем не менее, мы будем использовать этот станок в качестве примера в этой статье, потому что тот же принцип работы применим и к любому другому станку с ЧПУ, будь то фрезерный или лазерный.
Как установить GRBL
Во-первых, чтобы иметь возможность установить или загрузить GRBL на Arduino, нам понадобится Arduino IDE.
Затем мы можем скачать прошивку GRBL с github.com.
Загрузите его как ZIP-файл и выполните следующие действия:
- Откройте файл grbl-master.zip и извлеките файлы
- Откройте среду разработки Arduino, перейдите к Sketch > Include Library > Add .ZIP Library…
- Перейдите к извлеченной папке «grbl-master», выберите там папку «grbl» и щелкните по открытому файлу. Теперь нам нужно использовать GRBL как библиотеку Arduino.
- Затем перейдите в «Файл» > «Примеры» > grbl > grblUpload. Откроется новый скетч, и нам нужно загрузить его на плату Arduino. Код может выглядеть странно, так как состоит всего из одной строки, но не беспокойтесь, все происходит в фоновом режиме в библиотеке. Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
 Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.Конфигурация GRBL
На этом этапе мы должны настроить или настроить GRBL для нашей машины. Мы можем сделать это через последовательный монитор Arduino IDE. Как только мы откроем Serial Monitor, мы получим сообщение вроде «Grbl 1.1h [‘$’ for help]». Если вы не видите это сообщение, убедитесь, что вы изменили скорость передачи данных на 115200.
Если мы введем «$$», мы получим список команд или текущих настроек, и они выглядят примерно так:
$100=250.000 (x , шаг/мм) 92)
Все эти команды могут быть или должны быть настроены в соответствии с нашим станком с ЧПУ. Например, с помощью первой команды $100=250 000 (x, шаг/мм) мы можем настроить количество шагов на миллиметр станка или указать, сколько шагов должен сделать двигатель, чтобы наша ось X переместилась на 1 мм.
Однако я бы посоветовал оставить эти настройки как есть. Есть более простой способ настроить их в соответствии с нашей машиной с помощью программного обеспечения контроллера, о котором мы расскажем в следующем разделе.
Контроллер GRBL
Итак, после того, как мы установили прошивку GRBL, теперь наша Arduino умеет читать G-код и управлять станком с ЧПУ в соответствии с ним. Однако для того, чтобы отправить G-код на Arduino, нам нужен какой-то интерфейс или программное обеспечение контроллера, которое скажет Arduino, что делать. На самом деле для этой цели существует множество как открытых, так и коммерческих программ. Конечно, мы будем придерживаться открытого исходного кода, поэтому в качестве примера возьмем Univarsal G-code Sender.
Как использовать универсальный отправитель G-кода
В этом примере я буду использовать версию платформы 2.0. Как только мы загрузим его, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов «ugsplatfrom». На самом деле это программа JAVA, поэтому, чтобы иметь возможность запускать эту программу, сначала нам нужно установить JAVA Runtime Environment.
После того, как мы откроем универсальный отправитель G-кода, сначала нам нужно настроить машину или настроить параметры GRBL, показанные ранее. Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Первым шагом здесь является выбор скорости передачи, которая должна быть 115200, и порт, к которому подключена наша Arduino. Как только мы подключим универсальный отправитель G-кода к Arduino, на следующем шаге мы сможем проверить направление движения двигателей.
При необходимости мы можем изменить направление с помощью мастера или вручную переключив соединение двигателя на Arduino CNC Shield.
На следующем шаге мы можем настроить параметр шагов/мм, о котором мы упоминали ранее. Здесь гораздо проще понять, как его настроить, потому что мастер настройки рассчитает и подскажет, до какого значения нам следует обновить параметр.
Значение по умолчанию — 250 шагов/мм. Это означает, что если мы нажмем кнопку перемещения «х+», мотор сделает 250 шагов. Теперь, в зависимости от количества физических шагов двигателя, выбранного шагового разрешения и типа трансмиссии, машина будет перемещаться на некоторое расстояние. Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
В моем случае для самодельного станка с ЧПУ, который я сделал, станок сдвинулся на 3 мм. В соответствии с этим мастер предложил обновить параметр шагов/мм до значения 83.
При обновлении этого значения станок теперь движется правильно, 1 мм в программе означает 1 мм для станка с ЧПУ.
В консоли UGS при выполнении каждого действия мы можем видеть выполняемые команды. Мы можем заметить, что, обновляя параметр steps/mm, программа UGS фактически отправляла в Arduino или прошивку GRBL команду, которую мы упоминали ранее. Это было значение по умолчанию: 100 долларов США = 250 000 (x, шаг/мм), и теперь мы обновили значение до 83 шагов на мм: 100 долларов США = 83.
На следующем шаге мы можем включить концевые выключатели и проверить, правильно ли они работают.
В зависимости от того, являются ли они нормально открытыми или нормально закрытыми, мы также можем инвертировать их здесь.
Здесь стоит отметить, что иногда нам нужно отключить концевой выключатель оси Z. Это было в случае с моим станком для резки пенопласта с ЧПУ, где мне не нужен концевой выключатель оси Z, и мне пришлось отключить его, чтобы иметь возможность правильно установить станок. Итак, для этого нам нужно отредактировать файл config.h, который находится в папке библиотеки Arduino (или Documents\Arduino\libraries).
Здесь нам нужно найти линии цикла возврата в исходное положение и прокомментировать настройку по умолчанию для 3-осевого станка с ЧПУ и раскомментировать настройку для 2-осевого станка. Чтобы изменения вступили в силу, нам нужно сохранить файл и повторно загрузить скетч grblUpload на нашу плату Arduino.
Тем не менее, на следующем шаге мы можем либо включить, либо отключить возврат в исходное положение ЧПУ.
При нажатии кнопки «Попробовать возврат в исходное положение» машина начнет движение к концевым выключателям. В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
Наконец, на последнем шаге мастера настройки мы можем включить мягкие ограничения для нашего станка с ЧПУ.
Мягкие ограничения предотвращают выход машины за пределы установленной рабочей зоны.
Заключение
Итак, благодаря прошивке GRBL и Arduino мы можем легко настроить и запустить наш самодельный станок с ЧПУ. Конечно, в этом уроке мы рассмотрели только основы, но я думаю, что этого было достаточно, чтобы понять, как все работает и как настроить и запустить наш первый станок с ЧПУ.
Конечно, есть много других доступных настроек и функций, так как GRBL действительно поддерживает прошивку контроллера ЧПУ. Документация GRBL подробно объясняет все это, поэтому вы всегда можете проверить их на их вики-странице на github.com.
Кроме того, существует множество других программ контроллера GRBL с открытым исходным кодом, таких как Universal G-code Sender, и вот некоторые из них: GRBLweb (веб-браузер), GrblPanel (графический интерфейс Windows), grblControl (графический интерфейс Windows/Linux), Easel (на основе браузера). ) и т. д. Вы должны изучить их и посмотреть, какой из них подходит вам лучше всего.
) и т. д. Вы должны изучить их и посмотреть, какой из них подходит вам лучше всего.
Множественная установка: обработка нескольких деталей вместе
Описание
Пожалуйста, примите файлы cookie.
Пожалуйста, примите файлы cookie настроек для использования формы/видео.
Активировать файлы cookie
cross_m
Делиться
sm_facebook_m
Tebis позволяет разделить программирование ЧПУ и планирование наладки с несколькими наладками . Программирование ЧПУ и обработка могут выполняться независимо с точки зрения времени и организации. Используете ли вы решетчатые пластины , надгробные плиты или мультичейнджеры, , или вы просто покрываете большой станочный стол несколькими частями? С Tebis все ситуации под контролем, и вы оптимально использовать ваши машины . Все детали и зажимные устройства имеют защиту от столкновений . Ранее рассчитанные траектории инструмента используются для достижения кратчайших возможных путей и наименьшего количества возможных смен инструмента . И изменение геометрии не проблема — даже непосредственно перед производством. Определите несколько настроек, не зная программирования.
Все детали и зажимные устройства имеют защиту от столкновений . Ранее рассчитанные траектории инструмента используются для достижения кратчайших возможных путей и наименьшего количества возможных смен инструмента . И изменение геометрии не проблема — даже непосредственно перед производством. Определите несколько настроек, не зная программирования.
Гибкость
Отдельное программирование отдельных деталей от производства с точки зрения времени и организации • Оператор станка впоследствии оптимизирует всю обработку по мере необходимости
Оптимальный
Полное использование рабочей зоны благодаря оптимальной настройке нескольких деталей • Сокращение времени наладки станка за счет использования систем зажима
Быстрый
Устранено время наладки и обработки для внесения изменений – выпущенные компоненты настраиваются незадолго до обработки
Стандартизированные
Производственные шаблоны сводят к минимуму ошибки программирования и ускоряют планирование работ
Множественная настройка в процессе мелких деталей
Всего несколькими щелчками мыши несколько запрограммированных деталей загружаются, размещаются в зажимной системе и обрабатываются вместе , сортируются по инструментам. Весь процесс полностью проверен на столкновение с реалистичными цифровыми двойниками в симуляторе Tebis.
Весь процесс полностью проверен на столкновение с реалистичными цифровыми двойниками в симуляторе Tebis.
Пожалуйста, примите файлы cookie.
Пожалуйста, примите файлы cookie настроек для использования формы/видео.
Активировать файлы cookie
Множественная настройка помогает улучшить использование компьютера
Независимо от того, какие детали впоследствии обрабатываются одновременно, ваши специалисты используют проверенные методы для программы отдельных отделочных и чеканных сталей, электродов, деталей серийного производства или любых других деталей – при поддержке Tebis NC Automation .
Отдельные детали объединяются в установ только незадолго до обработки. На графическом дисплее быстро определяется правильная ориентация или деталь позиционируется в нулевой точке детали, определенной на станке. Вы можете загрузить надгробные плиты и решетчатые пластины или используйте весь стол на портальном фрезерном станке . Ситуация зажима и зажимные элементы находятся под контролем.
Ситуация зажима и зажимные элементы находятся под контролем.
Размещение деталей на решетчатой пластине для комбинированной обработки
Для очень высоких требований к точности каждой детали в множественной настройке может быть назначена отдельная нулевая точка.
Сортировка траекторий в соответствии с вашими потребностями – для быстрой обработки инструментом или деталью, когда требуется высокая точность в области обработки, и свяжите индивидуально запрограммированные траектории с программой ЧПУ. Обзор необходимой конфигурации инструмента создается автоматически. Вы также можете использовать несколько нулевых точек , если вам нужно работать с очень высокой точностью, или если у вас большие расстояния перемещения на вашем станке или длительное время обработки.
Есть ли изменение в части незадолго до начала производства? Измененная программа обработки детали обновляется одним нажатием кнопки, и ваш процесс выполняется точно в срок.