Настройка расточного ЧПУ станка на обработку детали. Чпу настройка станка
Первый запуск станка с ЧПУ. Пошаговая инструкция.
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
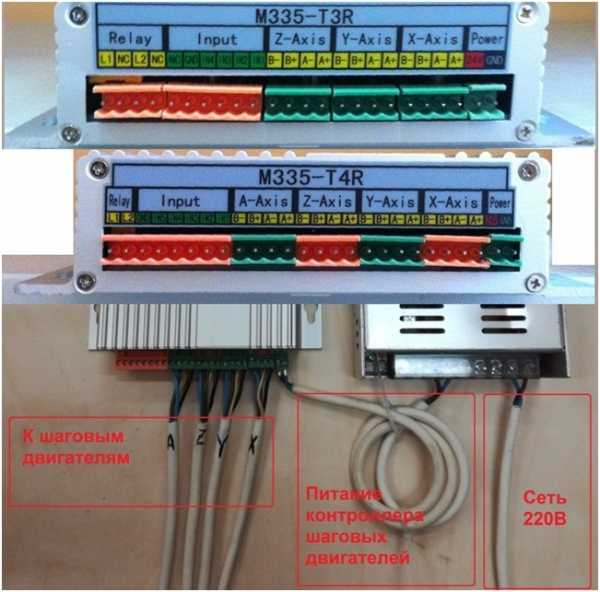 Рисунок 1.подключение контролера шаговых двигателей
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.
 Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.

Рекомендуемый вариант подключения рисунок 3.
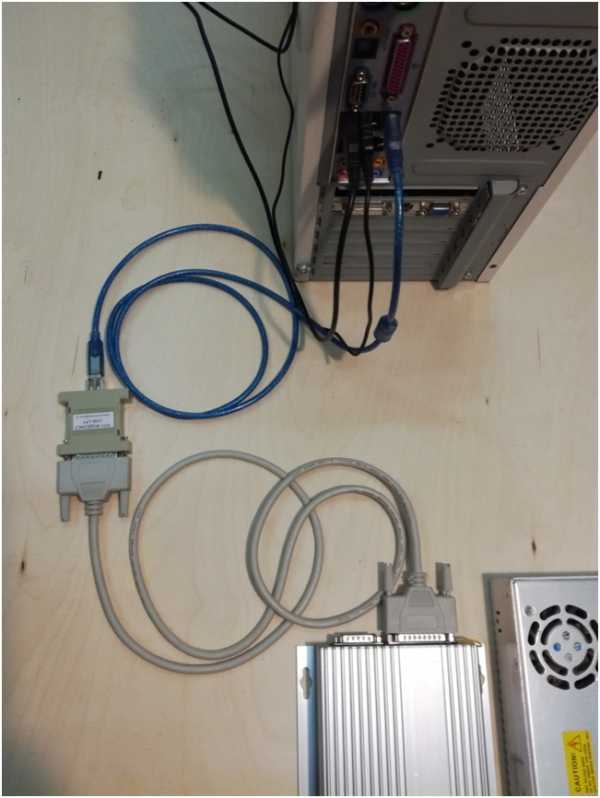
рисунок 4.
ШАГ 2. Подготовка шпинделя.
Если станок со шпинделем жидкостного охлаждения, произведите сборку системы охлаждения, согласно приложения в руководстве по эксплуатации. Скачать руководство по эксплуатации можно со странички товара на нашем сайте.
Если, используется коллекторный шпиндель воздушного охлаждения Kress 1050FME, установите сетевой провод.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT порт нельзя использовать компьютеры с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно через LPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach4.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach4 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3.3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК.
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach4.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье по ссылке (http://cncmodelist.ru/stati/stati-po-rabote-s-chpu-stankom/podklyuchenie-kontrollera-s-ispolzovaniem-karty-pci-lpt-ili-perekhodnika-usb-lpt.html ) или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье http://cncmodelist.ru/stati/stati-po-rabote-s-chpu-stankom/podklyuchenie-kontrollera-s-ispolzovaniem-karty-pci-lpt-ili-perekhodnika-usb-lpt.html.
4.5 Для запуска программы потребуется ярлык «Mach4 Loader», остальные ярлыки можно удалить.
4.6 В открывшемся окне рисунок 7 выберите профиль станка и жмем OK.
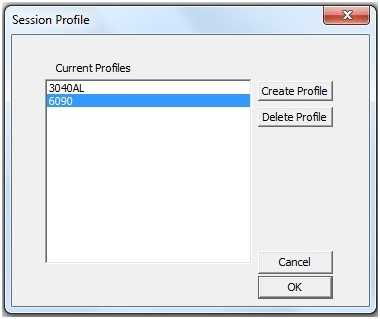 Рисунок 7.
Рисунок 7.
4.7 Выберите источник управления, рисунок 8 при работе с LPT портом или рисунок 9 при работе с переходником USB-LPT.
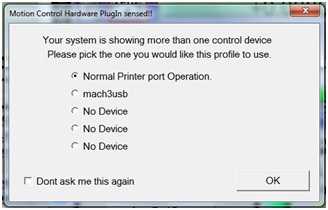
Рисунок 8.
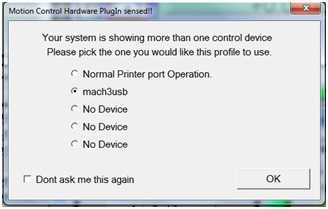
Рисунок 9.
4.8 Загружается главное окно программы Mach4, Рисунок 10.

Рисунок 10.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACh4 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 10. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 11.
Рисунок 11
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach4 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
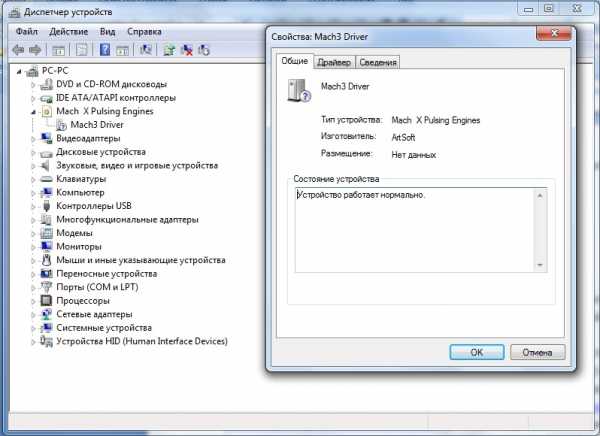
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
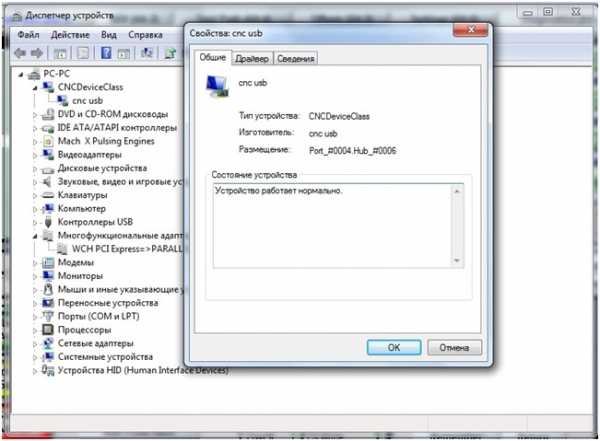
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 12.
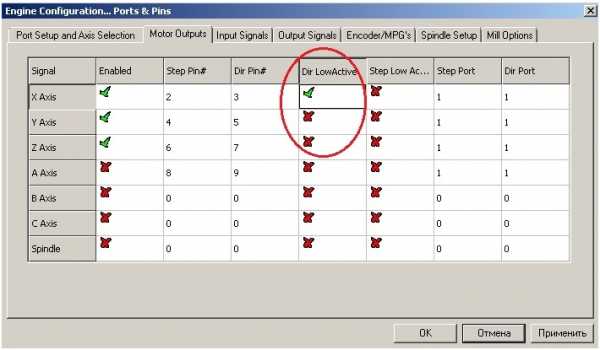 Рисунок 12.
Рисунок 12.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACh4.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach4 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.
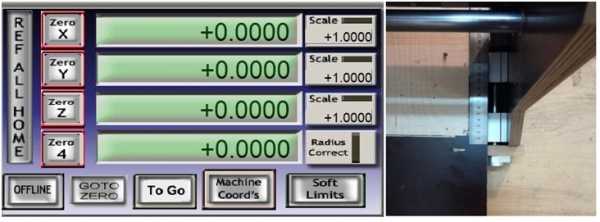
Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
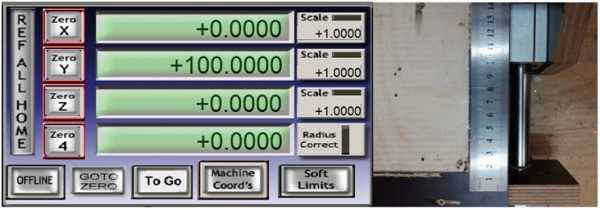
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach4, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach4.
5.7 Закрываем Mach4 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.

Рисунок 18.
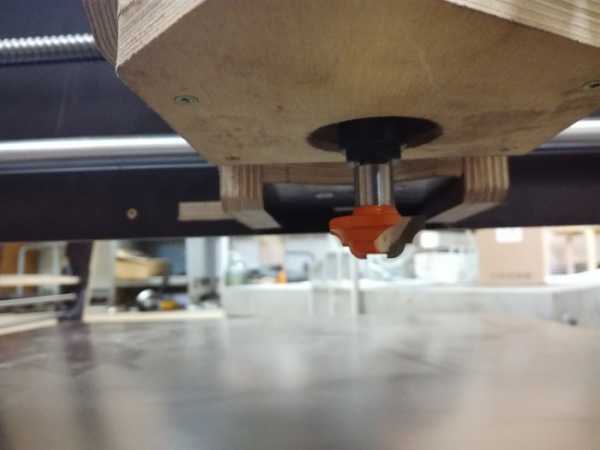
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.

Рисунок 20.
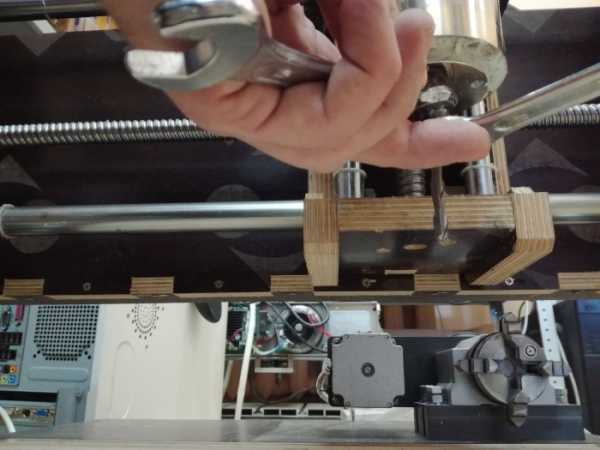
Рисунок 21.
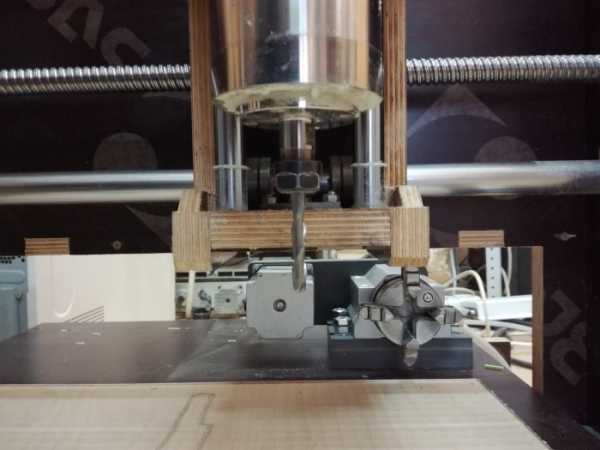
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.

Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
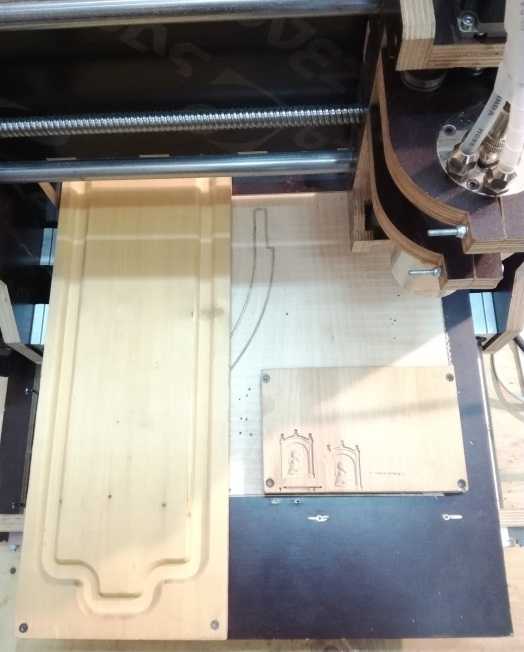
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:

Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
Рисунок 27. Установленные прижимы

Рисунок 28. Закрепленная прижимами заготовка

Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
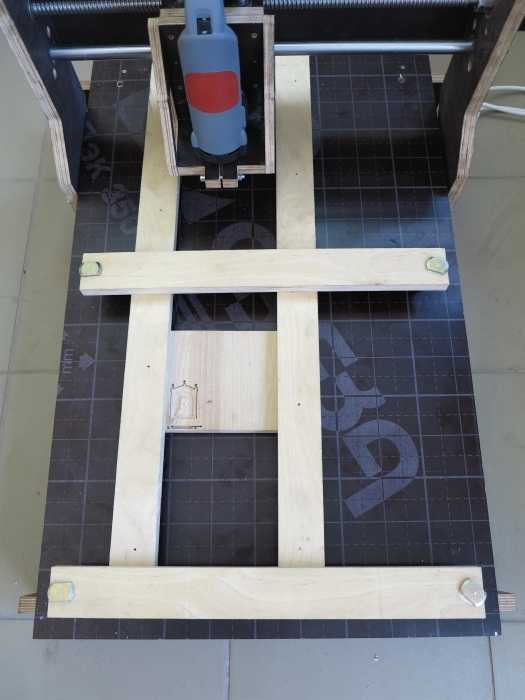
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach4 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
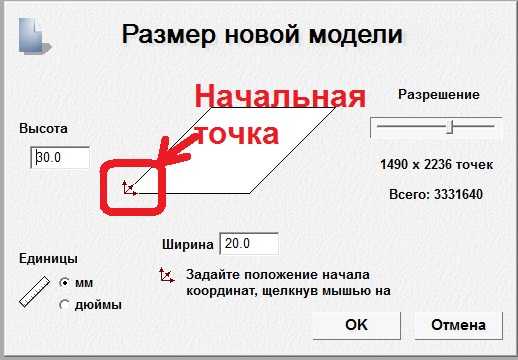
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach4, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
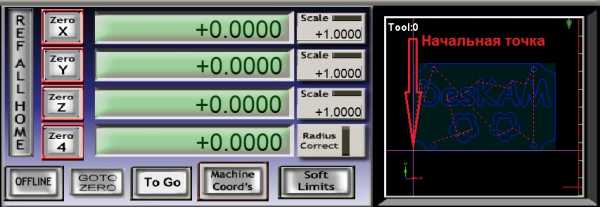
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
Рисунок 33.

Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.1 При использовании шпинделя воздушного охлаждения Kress выставляем регулятор оборотов на нужную позицию- рисунок 35.

Рисунок 35
Обороты вала шпинделя соответствующие цифрам движка регулятора указаны в руководстве по эксплуатации на шпиндель или на шильде наклеенном на корпус шпинделя, рисунки 36 и 37.
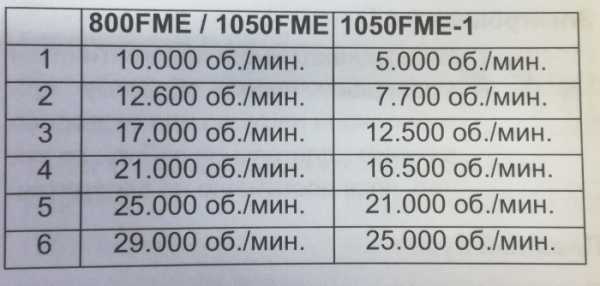
Рисунок 36

Рисунок 37 –шильд наклеенный на корпус Kress 1050FME1.
10.2 Нажатием кнопки осуществляем запуск шпинделя, рисунок 38.

Рисунок 38.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :— запускаем систему жидкостного охлаждения шпинделя (включаем насос).— включаем частотный преобразователь.— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.— нажатием кнопки RUN производим запуск шпинделя.

Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.

Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach4
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
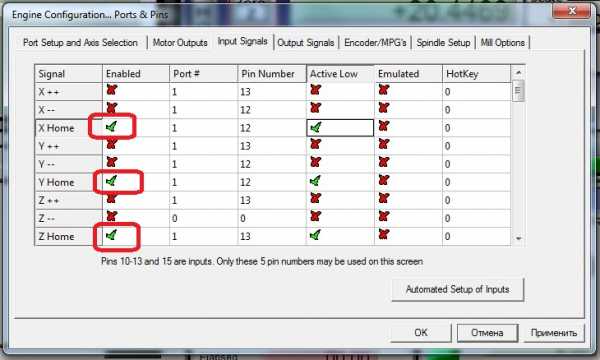
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
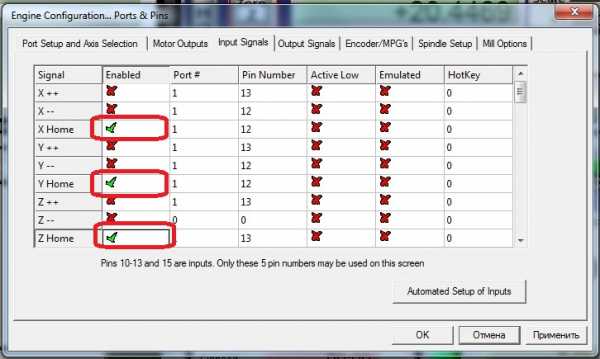
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание.Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
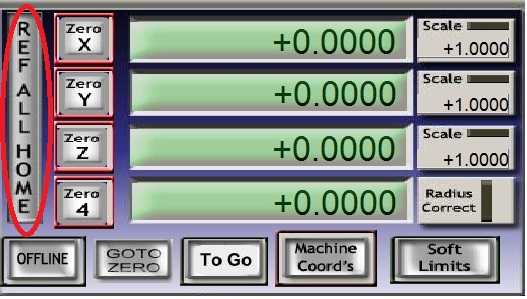
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
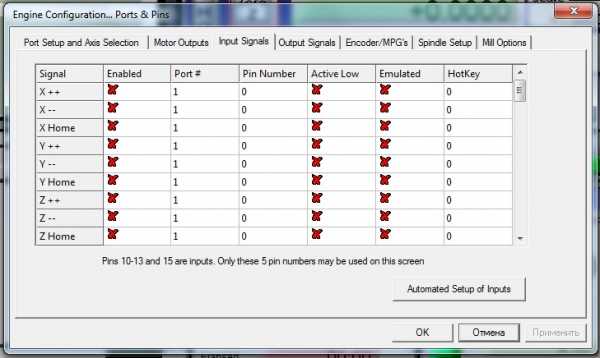
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:-клавишами ← и ↓ установите каретку станка в левый нижний угол.— клавишей и PgUp поднимите шпиндель вверх до упора.— нажмите кнопку “RESET” на главном экране Mach4.— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)— на главном экране Mach4 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.

Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.-нажмите кнопку “RESET” и машинные координаты обнулятся.— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
hobby-cnc.ru
Настройка станка ЧПУ
Трехосевой фрезерный станок CNC router 1325 с ЧПУ... 0:49 - подключение циркуляционного насоса для охлаждения шпинде...
Не получилось попрактиковаться со станком и вырезать какую-нибудь картиночку, поэтому выкладываю еще одну...
Решил всё же сделать этот ролик потому что вопрос становится на столько частым что отвечать каждому нет...
Продажа станков с ЧПУ Выбор, доставка, настройка, запуск, обучение ****************** На нашем канале вы увидите...
Преподаватель курса "Практика" рассказывает об устройстве токарного станка ЧПУ и демонстрирует его работу...
С фрезерами и креплениями разобрались, пора и включить станок. Разумеется, как это часто бывает первое вклю...
Смотрите обучающий видеоурок по работе на фрезерном станке с ЧПУ. В этом видео уроке вы увидите, как выполня...
Моя страничка в ВК https://vk.com/id372370994 Со ссылками на товары можно ознакомиться развернув описание. Вторая част...
Первый запуск фрезерного станка ЧПУ и первая фрезировка моего логотипа.
В этом видео я показываю как привязывать режуший инструмент путём касания на токарном станке с чпу СК40.
В этом видео я покажу как я калибровал оси самодельного чпу станка. In this video I will show how I have calibrated the axis homemade...
Подробная инструкция как установить инструмент в нулевую точку станка с ЧПУ soundtrack: Relax – "Meditation" all rights reserved.
В данном видео расскажу как надстроить прошивку Grbl 0.9j И проведу калибровку самодельного фрезерного станка...
Продолжаем испытывать станок с ЧПУ.Ошибок все еще много, но уже кое-что. Будем думать и доделывать.
Что делать для настройки максимальной скорости движения осей ЧПУ станка. ЧПУ плазма или фрезер - как добить...
Демонстрация электроники на драйверах ТВ6600 в "чемоданчике", настройка, запуск. Еще раз, отдельно внимание...
Как настроить двигатели ЧПУ (CNC) станка под управлением MACh4 с помощью подручных средств ленки. Настраиваем...
Работа системы тонкой подстройки юстировки портала на перпендикулярность станка CNC http://www.rusrob.com/
Ролик снят специально для CNC-CLUB.RU.
www.cncsimulator.co.il Определение и установка инструмента. Установка заготовки. Определение рабочих нулей. Таблица...
В сервисный центр Purelogic R&D приходит множество вопросов о подключении и запуске станков с ЧПУ. Наша компания...
Всем привет дорогие друзья. Ну вот, как и обещал видео о настройке драйверов. Я думал, что не буду посвящать...
Магазин комплектующих для станков с ЧПУ - http://vectorcnc.ru В этом видео показан процесс калибровки системы линейн...
Подписывайтесь на канал и не пропустите самые интересные новинки, которое можно сотворить из го..на и палок!...
Описание работы и настройки нашего станка с ЧПУ при помощи программы Mach4. Всех приветствуем на нашем сайте...
Здравствуйте! Наш подписчик и клиент, Андрей Алексаков, закупился у нас комплектующими и начал собирать...
Моя страничка в ВК https://vk.com/id372370994 Со ссылками на товары можно ознакомиться развернув описание. Первая част...
В данном видео покажем как происходит Настройка Фрезерного станка с ЧПУ Advercut 6100 , а именно выравнивание...
С третьей попытки выставил оптимальное ускорения для двигателя портала. Народ ! скинул цену -220 т.р.
Как произвести калибровку перемещений станка в программе Mach4.
http://www.rusrob.com/
Для желающих провести модернизацию и ремонт ЧПУ станка. звоните 0674986462 , 0734053446 Александр пишите на почту:...
Побегав вокруг станка пришел к выводу, что работа пойдет гораздо удобнее и быстрее если завести отдельный...
Закрутил ШД для ЧПУ, но вот максимальная скорость мала, всего 300 мм/мин ((( Первая надпись) Конструирование,...
Мой рассказ о подключении китайского инвертора Huanyang через конвертор RS-485 - RS-232. Ссылка на плагин : https://www.machsupp...
Подробнее о настольном лазерном станке MCLaser 3020 на нашем сайте https://vk.cc/8htnuW Мощность лазера 40 Вт, рабочее...
dark souls ds4 spinning pokemon sun cia file cyberlink powerdirector intro templates raindrop roblox exploit ??? ???? unturned cops and robbers servers forestry mod spotlight archivo de licencia avast premier generador de cuentas premium minecraft 2015 z11 zombie eliminator walmart
debojj.net
Координатные станки с ЧПУ: характеристика, настройка, оси
Современные координатные станки с числовым программным управлением отличаются в зависимости от количества поддерживаемых координат. От этого зависит их эффективность при создании различных деталей.
Конструкция
Конструкция большинства современных координатных станков с ЧПУ предусматривает обслуживание металлических заготовок по 3-м направлениям.
Специализированный координатный станок передвигает фрезу в продольном (X) и поперечном (Y) направлении по горизонтали. Также предусматривается перемещение по вертикали (Z). Если в конструкции предусматривается наличие специального поворотного устройства (обрабатывающего заготовки цилиндрической формы), горизонтальное передвижение можно заменить путем поворота стального сырья по продольной оси. Но в любом случае, направление перемещения фрезы может определяться только по трем независимым координатам.
Технические способности станка являются оптимальными, чтобы перемещать фрезы агрегата по достаточно сложным маршрутам, параллельно достигая одновременной обработки различных поверхностей, не меняя положение заготовки.
В более продвинутом оборудовании удалось модернизировать систему координат станка с ЧПУ, расширяя их количество до пяти. При своеобразной «пятикоординатной обработке» обработка осуществляется вокруг 2-х дополнительных осей (меняется наклон инструмента). Настроить оборудование в таком случае достаточно просто – для этого достаточно загрузить во внутреннюю память чертежи, после чего ЧПУ станка самостоятельно определит направление, в котором осуществляется передвижение. В процессе работы токарного станка с ЧПУ угол инструментов меняется за счет движения платформы, либо наклона шпинделей.
Что являет собой система координат?
Богатство программных настроек в станках с ЧПУ тесно взаимосвязано с координатной системой. Оси координат выступают в качестве расположенных в параллельной позиции направляющих фрезерного станка, давая возможность указать длительность перемещений и руководить направлением перемещения рабочего органа.
В виде полноценной системы выступает правая координатная система. Здесь оси X, Y и Z определяют, в каком направлении должен перемещаться инструмент в зависимости от положения жестких (зафиксированных) элементов. В положительных направлениях предусматривается удаление инструментов и заготовок между собой.
Как отсчитываются перемещения?
В современном оборудовании применяются два варианта определения положения перемещений – абсолютные и относительные. Выбор в пользу абсолютной или относительной системы на ЧПУ определяется исходя из ряда факторов. Например, каким именно образом составляются размерные цепи на чертежах. Тем или иным системам управления станком свойственно выбирать между двумя вариантами – в приращениях (относительный способ), либо от конкретной размерной базы (абсолютная методика).
Вне зависимости от количества точек, в проекте должна присутствовать базовая размерная точка. В системах с ЧПУ базовой точкой удобно пользоваться в качестве нулевой. Но в системах координат станков ЧПУ всегда надо пользоваться абсолютными координатами. Рассмотрим каждую систему поподробнее.
В системе, использующей абсолютный способ отсчета, станок с ЧПУ проводит фрезерные операции начиная с точки P0, перемещаясь по прямой, вплоть до точки P1. Пользуясь относительной системой, токарные станки, по сравнению с рассматриваемым ранее вариантом, перемещается по иному принципу.
Пятикоординатная обработка
Токарная установка для фрезерования сталкивается с наибольшими проблемами в процессе обработки фасонных и криволинейных поверхностей. При этом токарный станок достаточно часто проводит фрезерование таким способом, потому что готовые детали имеют широкое применение. Поэтому для производства технически сложных деталей используется оборудование, способное обрабатывать заготовку в пяти координатах. Такого рода станки относятся к категории продукции премиум-класса. Предлагая дополнительные настройки, на станке можно быстро получить технически сложные детали.

Преимущества, которыми характеризуется фрезерный инструмент с 5-координатной системой перемещения, не ограничиваются фрезеровкой деталей с повышенной технической сложностью. Нередко и простые детали, включая корпусные, имеют точки, состоящие из огромного количества составных частей, нуждающихся в правильном обрабатывании.
К каждой точке такого чертежа необходимо уделять особое внимание – в зависимости от того, насколько хорошо выполнена настройка оборудования, определяется общее качество готовой детали.
Для технологов это достаточно сложная задача, потому что надо правильно определить последовательность относительных операций по обработке. Использование 5-координатных токарных станков с компьютерным управлением дает возможность уменьшить длительность работы над каждой точкой, параллельно гарантируя высокое качество фрезеровки. Имея файл с осями, в таких токарных станках нет необходимости регулярно подводить инструмент самостоятельно. Техника пользуется программным правилом обработки, заданным пользователем.
Как программировать станок?
Правильное определение настроек дает возможность получить высококачественную деталь на выходе. Действия по программированию выполняются по стандартному правилу.
- Сначала создается или редактируется уже готовая модель, предусматривающая обработку в абсолютном или ином координатном направлении.
- Создается оптимальная траектория передвижения, включающая работу над каждой осью.
- Как только все чертежи и координаты будут получены, результат экспортируется в формат, который распознает техника.

Обратите внимание! Перед началом проектирования необходимо убедиться в том, что ПО позволяет экспортировать программные настройки в правильный формат. Его выбор осуществляется в зависимости от рекомендаций производителя.
Исходя из сказанного выше, различные виды фрезерных станков могут отличаться между собой по количеству активных координат, а также принципам обработки заготовок, что нужно учитывать в процессе создания новой детали.
vseochpu.ru
Настройка станка с ЧПУ
Трехосевой фрезерный станок CNC router 1325 с ЧПУ... 0:49 - подключение циркуляционного насоса для охлаждения шпинде...
Не получилось попрактиковаться со станком и вырезать какую-нибудь картиночку, поэтому выкладываю еще одну...
Решил всё же сделать этот ролик потому что вопрос становится на столько частым что отвечать каждому нет...
Продажа станков с ЧПУ Выбор, доставка, настройка, запуск, обучение ****************** На нашем канале вы увидите...
Преподаватель курса "Практика" рассказывает об устройстве токарного станка ЧПУ и демонстрирует его работу...
Моя страничка в ВК https://vk.com/id372370994 Со ссылками на товары можно ознакомиться развернув описание. Вторая част...
Смотрите обучающий видеоурок по работе на фрезерном станке с ЧПУ. В этом видео уроке вы увидите, как выполня...
С фрезерами и креплениями разобрались, пора и включить станок. Разумеется, как это часто бывает первое вклю...
В этом видео я показываю как привязывать режуший инструмент путём касания на токарном станке с чпу СК40.
Ролик снят специально для CNC-CLUB.RU.
Как произвести калибровку перемещений станка в программе Mach4.
В данном видео расскажу как надстроить прошивку Grbl 0.9j И проведу калибровку самодельного фрезерного станка...
Описание работы и настройки нашего станка с ЧПУ при помощи программы Mach4. Всех приветствуем на нашем сайте...
Демонстрация электроники на драйверах ТВ6600 в "чемоданчике", настройка, запуск. Еще раз, отдельно внимание...
Что делать для настройки максимальной скорости движения осей ЧПУ станка. ЧПУ плазма или фрезер - как добить...
Продолжаем испытывать станок с ЧПУ.Ошибок все еще много, но уже кое-что. Будем думать и доделывать.
В этом видео я покажу как я калибровал оси самодельного чпу станка. In this video I will show how I have calibrated the axis homemade...
Моя страничка в ВК https://vk.com/id372370994 Со ссылками на товары можно ознакомиться развернув описание. Первая част...
В сервисный центр Purelogic R&D приходит множество вопросов о подключении и запуске станков с ЧПУ. Наша компания...
Как настроить двигатели ЧПУ (CNC) станка под управлением MACh4 с помощью подручных средств ленки. Настраиваем...
Подробная инструкция как установить инструмент в нулевую точку станка с ЧПУ soundtrack: Relax – "Meditation" all rights reserved.
Первый запуск фрезерного станка ЧПУ и первая фрезировка моего логотипа.
В данном видео покажем как происходит Настройка Фрезерного станка с ЧПУ Advercut 6100 , а именно выравнивание...
Для желающих провести модернизацию и ремонт ЧПУ станка. звоните 0674986462 , 0734053446 Александр пишите на почту:...
Ссылки на электронику: Шаговый двигатель: https://goo.gl/ABXKsa Драйвер для шагового двигателя: https://goo.gl/6WFXuU Контролл...
Магазин комплектующих для станков с ЧПУ - http://vectorcnc.ru В этом видео показан процесс калибровки системы линейн...
Подписывайтесь на канал и не пропустите самые интересные новинки, которое можно сотворить из го..на и палок!...
настройка давильнораскатного станка с ЧПУ.
В этом видео я рассказываю на собственном примере, как подключал концевые индуктивные датчики и датчики...
Мой рассказ о подключении китайского инвертора Huanyang через конвертор RS-485 - RS-232. Ссылка на плагин : https://www.machsupp...
Здравствуйте! Наш подписчик и клиент, Андрей Алексаков, закупился у нас комплектующими и начал собирать...
Mach4 настройка управления шпинделя на станке с ЧПУ В данном видео рассказывается как настроить управления...
http://www.rusrob.com/
Подробнее о настольном лазерном станке MCLaser 3020 на нашем сайте https://vk.cc/8htnuW Мощность лазера 40 Вт, рабочее...
ПОЛНЫЙ обзор платы CNC shild Настройка тока шаговых двигателей DRV8825 A4988 TMC2100 Программы подходящие для этой платы...
mekanism download como baixar pelo mega ilimitado mad max game ign ???? ???? mystcraft portal most profitable crop stardew valley witcher 3 ursine build nwreprap origin directx setup error this server is using a modified assembly
debojj.net
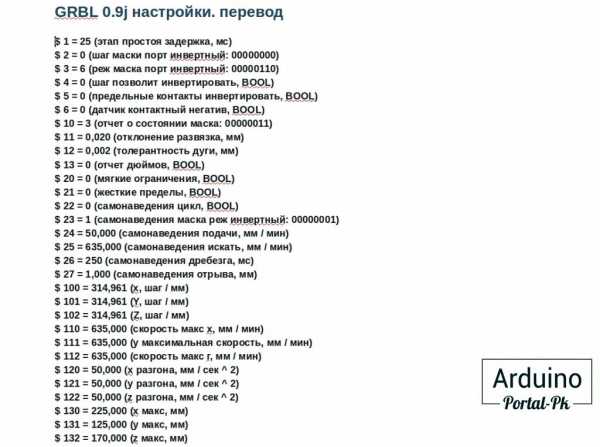
Настройка прошивки Grbl ЧПУ станка. Калибровка ЧПУ

Собрать ЧПУ станок на Arduino + CNC shield v 3 и сделать первый пробный запуск это пол дела. Нужно еще правильно настроить прошивку Grbl 0.9j . Скачать полную прошивку можете тут grbl.zip. На официальном сайтеGrbl 0.9j доступна только в .hex формате. Что не очень удобно. Но можно скачать код для Arduino IDE версии Grbl v1.1. Данная версия не сильно отличается от Grbl 0.9j .
Для тех кто только планирует сделать самодельный фрезерный станок с ЧПУ рекомендую почитать вот эти статьи:
1. Какподобрать шаговый двигатель для станкаЧПУ. ШД из принтера.
2. Платарасширения для Arduino UNO, CNC shield v3 и драйверовA4988
3. Настройкадрайвера A4988. Первый запуск шаговыхдвигателей
4. Самодельныйфрезерный ЧПУ станок из мебельныхнаправляющих. Механика
5. СамодельныйЧПУ CNC фрезерный станок. Часть 2. Электроника
Для управления ЧПУ станком я использую программу UniversalG-Code Sender.
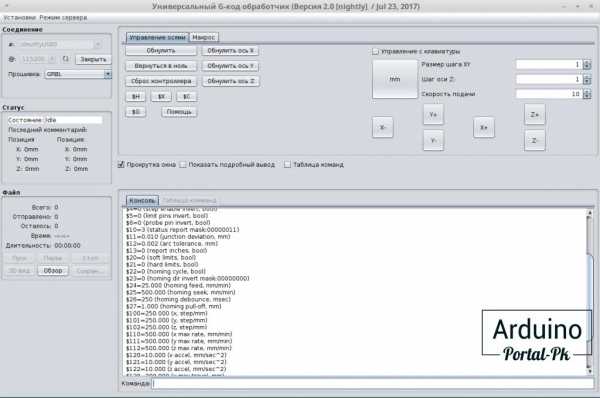
Данная программа работает на всех распространенных операционных системах. Еще одни плюс для меня, это то что Universal G-Code Sender отлично работает как с лазерным гравировальным станком с ЧПУ так и с фрезерным ЧПУ станком.
Передначалом настройки нужно почитать инструкцию. Но все инструкции по Grbl на английском языке. Я сделал перевод. Немного корявый но понять можно. Скачиваем инструкцию по Grbl 0.9j тут: GRBL0.9j.doc
Процесс настройки описывать не буду. Весь процесс рассказываю достаточно подробно в видео
После настройки станка нужно провести калибровку. Вы скажите: «Мы все рассчитали и погрешностей не должно быть». Но ни тут то было. Погрешность может быть из за ряда причин. Поэтому необходимо произвести калибровку фрезерного ЧПУ станка.
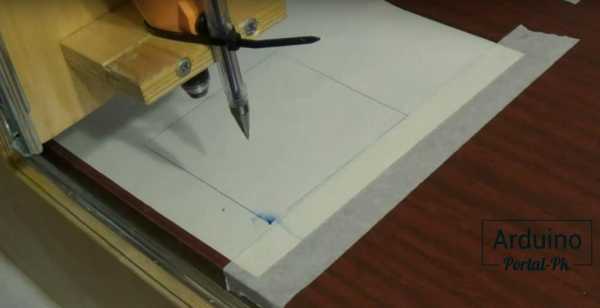
Калибровка достаточно простая. Рисуем прямоугольники 100 на 100 мм. И производим расчеты.
Как рассчитать рассказываю в видео.
Подписывайтесь на мой канал на Youtube и вступайте в группы в Вконтакте и Facebook.
Спасибо за внимание!
Вернуться в раздел: Проекты на Arduino Дата публикации 4 декабря , 2017portal-pk.ru
Настройка расточного ЧПУ станка на обработку детали
Рассмотрим один из наиболее ответственных этапов настройки- установку рабочих органов в ноль программы.
Установка рабочих органов
В ручном режиме между шпинделем и базирующими поверхностями приспособления необходимо установить требуемые расстояния. Для отсчета размеров вдоль шпиндельной оси по оси W(Z) может быть рекомендована индикаторная оправка (рис. 100). Она устроена так, что при навинчивании гайки 1 до упора в оправку 3 между внутренним торцом гайки и конусом оправки устанавливается определенный размер L, выгравированный на оправке. В таком положении индикатор 2 настраивают на ноль с исходным натягом. Сближают приспособление и шпиндель с оправкой (уже без гайки 1) до касания с тем же натягом измерительным наконечником индикатора базирующих поверхностей приспособления. Используя ручной ввод, отходят от приспособления в- ноль программы на заданную картой наладки величину за вычетом размера L. Производят сброс индикации, фиксируя ноль программы. Кнопкой возврата в ноль станка по оси W(Z) дают команду на отвод стойки в нулевое положение станка. Показания цифровой индикации по заданной координате переносят на декадные переключатели смещения нуля, что позволяет в дальнейшем легко восстанавливать ноль программы.
Настройка нулевого положения
Для настройки нулевого положения по осям Х' и Y можно воспользоваться точно обработанной по диаметру оправкой, установленной в шпинделе, или производить выверку непосредственно по выдвижному шпинделю. Подводят оправку или шпиндель к базирующей поверхности (платику) приспособления таким образом, чтобы между цилиндрической и плоской поверхностями оправки и платика образовался зазор а, контроли руемый промежуточной мерной плиткой. Затем с помощью ручного ввода следует отойти на величину С = А - (d/2 + а), где А - расстояние от базирующей поверхности приспособления до нуля программы; d - диаметр оправки или выдвижного шпинделя; а - размер мерной плитки.
После отхода производят сброс индикации по данной координате, возврат в исходное положение станка и перенос величины расстояния от нуля программы до нуля станка на декадные переключатели устройства смещения нуля.
Устройство «Размер 2М»
Устройство «Размер 2М» имеет команду по адресу R-смещение начала отсчета по оси W (или Z) в отрицательном направлении. Под R программируются без знака расстояния от нуля отсчета по оси W (Z) до обрабатываемой поверхности. Если ноль отсчета по оси W (Z) совпадает с обрабатываемой поверхностью, то R равно нулю. Использование команды удобно тем, что до координаты R инструмент совершает ускоренное перемещение, а дальше до программируемой координаты (по оси) W (Z) - рабочее.
В большинстве случаев при работе на расточных станках удобней считать, что вылет вершин всех инструментов от торца шпинделя условно равен некоторой постоянной величине Я. При настройке инструментов на размер следует измерять разницу между фактическими вылетами и размером Я. Эту разницу следует набирать на корректорах длины со знаком минус при меньших и со знаком плюс при больших значениях вылета по сравнению с размером Я; Я можно принимать равным нулю.
Достаточно быструю настройку по координате W (Z) на станке, оснащенном устройством «Размер 2М», можно выполнить при работе инструментом, который не прошел предварительной настройки. Для этого с помощью ручного ввода вызывается номер соответствующего корректора длины, в шпиндель устанавливается режущий инструмент и на ручном перемещении совмещают вершину инструмента с координатной плоскостью XY, проходящей через начало координат программы. Для облегчения этой операции в зажимное приспособление можно установить обрабатываемую деталь, одна из сторон которой, ближайшая к шпинделю, лежит в плоскости XY. Совмещение произойдет, когда вершина инструмента коснется этой плоскости. В этом положении декадными переключателями вызванного корректора длины необходимо сбросить показания цифровой индикации по оси W (Z) до нуля.
Похожие материалы
www.metalcutting.ru