Характеристики патрона для токарного станка. Патрон токарный цанговый
Выбор и виды токарных патронов
Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Содержание:
- Выбор токарного патрона
- Классификация токарных патронов
Выбор токарного патрона
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
При необходимости дополнительно может идти комплект кулачков и крепежных болтов токарного патрона. Вы, конечно, можете изготовить токарный патрон своими руками. Однако при нехватке времени вы все-таки отправитесь в ближайший магазин. Очень часто при покупке станка токарный или ЧПУ можно обнаружить, что входящий в комплект токарный патрон является не таким уже и надежным, как хотелось бы.
Таким образом, вы понимаете важность правильной закупки качественного «расходника». Итак, для начала определитесь, какой способ крепления патрона на вашем станке: устанавливаете ли вы патроны на шпиндель с помощью специального переходного фланца или производите монтаж непосредственно на шпиндель. Также имеются в продаже и такие «расходники», которые предстоит монтировать на место при помощи резьбы.

Следующим условием для приобретения патронов выступает характеристика шпинделя. Продавец для этого, как правило, должен уточнить условный размер конца при монтаже с использованием фланца, или же узнать условные размеры соединительного конуса, а также диаметр присоединительного пояска. Без данной информации невозможно правильно выбрать токарный патрон.
Немаловажным является и число кулачков в металлоизделии. Их насчитывают обычно 2, 4 и 6. Стоимость токарных патронов также зависит и от разновидности кулачков, они бывают составными и накладными. Для разных работ и долговечности применения металлоизделия выбирают кулачки по твердости – твердые и мягкие.
При покупке токарных патронов следует уделять внимание и кулачкам, они могут иметь разные методы фиксации заготовок. Помните, что кулачки выпускаются самоцентрирующиеся и с независимым перемещением. Более современные и дорогие модели токарных патронов оборудуются встроенным пневмоприводном, который способен надежно фиксировать заготовки. Подобные «расходники» очень часто устанавливаются на станках для обработки трубных деталей большого диаметра.
Помимо таких специфических характеристик, вам необходимо знать наружный диаметр, высоту токарного патрона, тип хода штока и кулачка, высоту от края до главного кулачка. Не лишним станет, если вы укажете продавцу общую силу зажима в кулачках и максимально возможную частоту вращения. Эти сведения вы можете отыскать в техническом паспорте используемого станка. Иногда там же указывают и маркировку необходимого токарного патрона.
Классификация токарных патронов
Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Давайте внимательнее рассмотрим основных виды патронов для токарных станков.
Цанговые патроны
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.

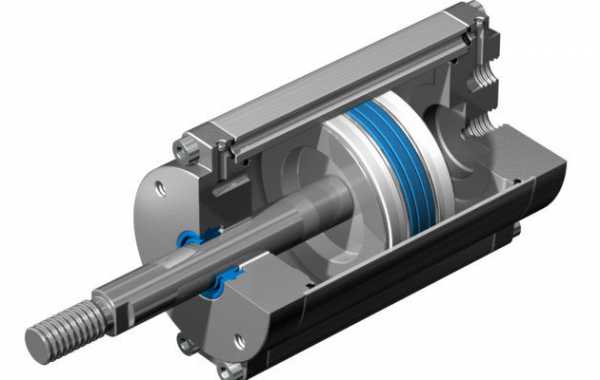
Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Рычажные патроны
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Клиновые патроны
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.

Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Мембранные патроны
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.

Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
Сверлильные патроны
Зажимные устройства сверлильного типа необходимы для удержания на шпинделе сверлильного станка режущих инструментов. Такие приспособления принято использовать для фиксации в ручных дрелях сверл и других рабочих инструментов.

Преимуществом сверлильных патронов с кулачками выступает возможность использования одного устройства для закрепления заготовок с широким диапазоном диаметров. Для сравнения, патроны с цангой вы можете использовать только со сверлами, в которых диаметр цилиндрического хвостовика соответствует в точности внутреннему отверстию цанги. А расширить диапазон некоторых используемых инструментов также помогают переходные втулки, которые поставляются в комплекте с некоторыми устройствами.
Термопатроны
Термопатроны используются для тех же целей, что и цанговые патроны. Отличие кроется в методике зажима инструмента: в термопатронах применяется для этого горячая посадка. Патрон предварительно разогревается в специальном устройстве, после чего увеличивается его отверстие за счет термического расширения. И только потом в него можно вставлять инструмент, а патрон охлаждать – в специальном устройстве или на воздухе. Разжимают термопатрон аналогично.

Достоинства термопатрона заключаются в высоком усилии зажима, его невозможно достичь при использовании цангового и тем более сверлильного патрона. Применение таких патронов позволяет уменьшить вибрацию и намного увеличить стойкость инструмента. Однако помните, что для инструментов различных диаметров требуются разные патроны, а постоянные циклы охлаждения-нагрева провоцируют сильный износ патрона, да и цена термопатронов достаточно высока.
Гидропатроны
Гидропатрон представляет собой альтернативу термопатрону. Зажим инструмента в гидропатроне совершается благодаря давлению жидкости. Для произведения зажима и разжима патрона необходимо повернуть в боковой поверхности винт. Инструмент можно зажимать через переходную цангу карандашного типа или непосредственно в патрон. Усилие зажима при этом будет намного выше, чем в цанговых патронах, а жидкость внутри будет способствовать гашению вибраций.

Гидропатроны стоят существенно дороже цанговых, но не требует использования специального устройства, как термопатроны, и являются более универсальными. Недостатками выступают: невысокое усилие зажима, опасность поломки при совершении зажима вхолостую по ошибке. Кроме того, эти изделия нельзя применять при высокоскоростной обработке без использования охлаждающей жидкости, потому что может закипеть жидкость внутри патрона. Однако некоторые из этих недостатков успешно устранены в современных условиях.
Трехкулачковые патроны
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.
В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
Четырехкулачковые патроны
Четырехкулачкове патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.

Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение.
Теперь вы можете смело отдать свое предпочтение в пользу одной из разновидностей токарных патронов. Руководствоваться рекомендуется преимущественно средой использования изделий, материалом и формой заготовок, которые будут закрепляться с помощью токарного патрона. Ну а если вы предпочитаете все делать самостоятельно, можете попробовать изготовить токарный патрон своими руками. Но об этом в нашей следующей статье.
strport.ru
Патрон цанговый для токарного станка
Виды токарных патронов, область их применения и особенности эксплуатации
Фиксация заготовки в токарном станке для ее дальнейшей обработки происходит с помощью токарного патрона. Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Назначение и особенности эксплуатации

Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Характеристики шероховатости патронов зависят от конкретного компонента. Так, для передней цилиндрической части этот показатель не может быть более 0,8. Рабочие поверхности обладают шероховатостью до 1,6.
Классификация токарных патронов
Цанговые
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Конструктивно токарный патрон этого типа состоит из подающей цанги, в которой находится втулка с разрезами, формирующими лепестки. Для фиксации заготовки устанавливается цельная зажимная цанга с лепестками пружинного типа. Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
К недостаткам этого типа сверлильных патронов можно отнести относительно небольшие максимальные диаметры деталей, а также невозможность обрабатывать заготовки с большой массой.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные

До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.
В процессе работы может наблюдаться незначительный люфт детали во время ее вращения. Поэтому рычажные фиксирующие компоненты станка применяются в основном только для черновой обработки.
Клиновые

Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.
Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
К материалу изготовления клиновых патронов предъявляются особые требования. Зачастую обработка происходит на высоких оборотах, поэтому свойства фиксирующего устройства не должны измениться во время выполнения этого процесса.
Мембранные

Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов. Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.
В видеоматериале показан пример установки и эксплуатации:
stanokgid.ru
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).

Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
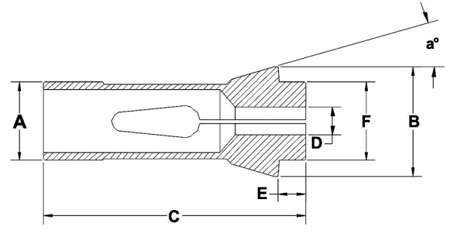
Чертеж № 1 цанги главного шпинделя
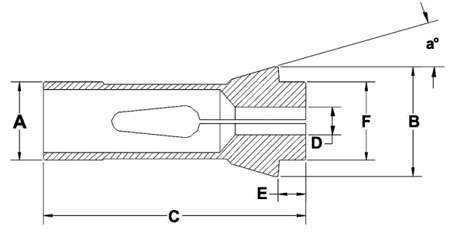
Тип F
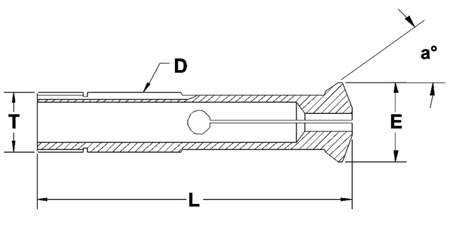
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
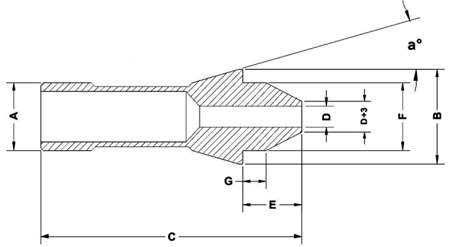
Чертеж № 2 цанги противошпинделя
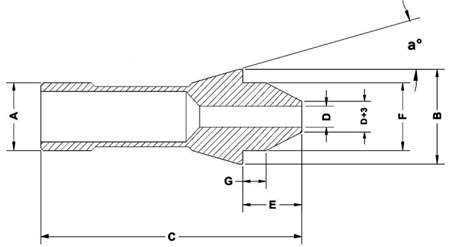
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
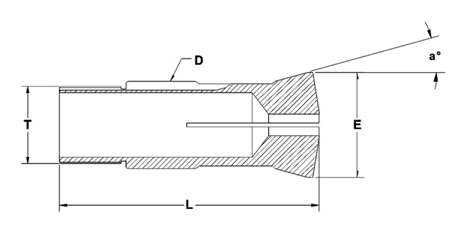
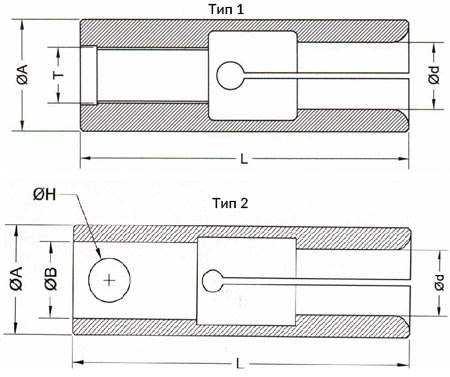
Чертеж № 3 цанги типа R
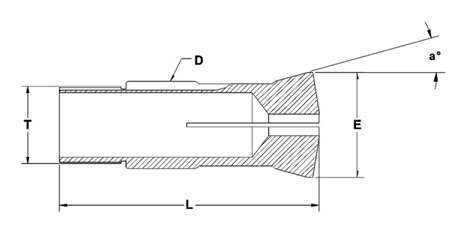
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т
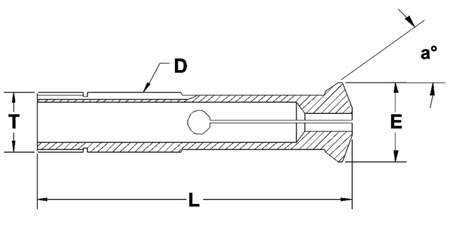
Тип T
Типа Т – зажимные.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.

Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарные цанговые патроны
 Промышленность очень активно развивается и захватывает все новые и новые области. Человеческое участие требуется в гораздо меньшем объеме, ведь технологии и станки становятся все более совершенными.
Промышленность очень активно развивается и захватывает все новые и новые области. Человеческое участие требуется в гораздо меньшем объеме, ведь технологии и станки становятся все более совершенными.
Важное место в тяжелой промышленности занимают токарные станки, как с ЧПУ, так и без. Для того чтоб станок надежно удерживал деталь даже на высокой скорости, используют самые разнообразные токарные патроны. Рассмотрим в этой статье такую разновидность этой детали, как цанговые патроны.
Особенности цанговых патронов
Сегодня, выпускают цанговые патроны самого разного размера и формы. Но, независимо от этого, главным элементом любого цангового патрона является втулка с осевыми прорезями, разделяющими ее на лепестки. В зависимости от размера патрона, прорезей может быть от трех и до восьми. В этой сравнительно простой конструкции лепестки выступают в качестве кулачков, фиксирующих деталь внутрь втулки.
Между собой цанги разделяют на подающие и зажимные. Первые представляют собой стальную втулку, которая прошла процесс закалки, с тремя неполными разрезами. Благодаря этому лепестки имеют поджатые концы, а зажимные цанги выполняются в виде втулки, которая имеет лепестки пружинящего типа.
Цанговые патроны наилучшим образом подходят для зажатия цилиндров, коротких прутков либо же втулок. Кроме того, их можно применять для фиксации фрез, гайковертов, сверл, метчиков и другого инструмента. Используется этот вид патронов и во время вторичного зажима заготовки, которая имеет уже обработанную поверхность. В том случае, если профиль детали не соответствует форме цангового отверстия, то используют специальные вкладыши.
Также цанговые патроны примечательны тем, что способны осуществлять закрепление очень обширного диапазона инструментов благодаря применению сменных компонентов. Стоит отметить, что в комплекте с одним и тем же патроном могут идти цанги, предназначенные для закрепления инструментов с хвостовиками от шести и до тридцати миллиметров.
Цанговые патроны можно использовать не только на токарных станках, но и на станках, которые имеют универсальное предназначение. Благодаря хорошо продуманной конструкции, такой патрон гарантирует передачу гораздо большего зажимного усилия при меньшем крутящем моменте, если сравнивать с патронами спирального типа.
В случае если посмотреть с технической стороны, то использование токарного патрона с цангой очень выгодно еще и потому, что закрепленная деталь практические не имеет сопротивления с радиальными биениями.
www.4ne.ru
Характеристики патрона для токарного станка

Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

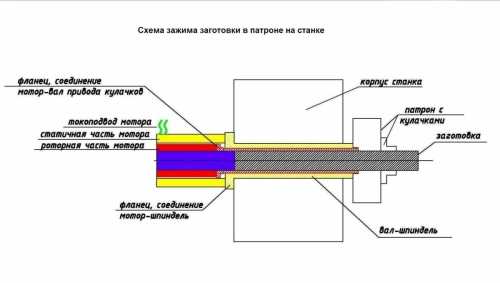
Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
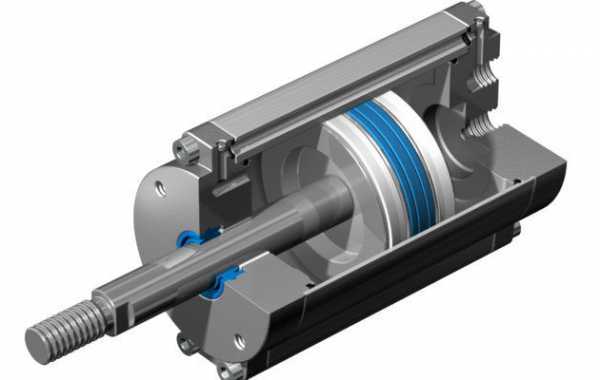
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
i-perf.ru
Патроны для токарного станка
Содержание статьи:
Фиксация заготовки в токарном станке для ее дальнейшей обработки происходит с помощью токарного патрона. Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Назначение и особенности эксплуатации

Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Характеристики шероховатости патронов зависят от конкретного компонента. Так, для передней цилиндрической части этот показатель не может быть более 0,8. Рабочие поверхности обладают шероховатостью до 1,6.
Классификация токарных патронов
Цанговые
Цанговый патрон
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Конструктивно токарный патрон этого типа состоит из подающей цанги, в которой находится втулка с разрезами, формирующими лепестки. Для фиксации заготовки устанавливается цельная зажимная цанга с лепестками пружинного типа. Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
К недостаткам этого типа сверлильных патронов можно отнести относительно небольшие максимальные диаметры деталей, а также невозможность обрабатывать заготовки с большой массой.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные

Рычажный патрон
До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.
В процессе работы может наблюдаться незначительный люфт детали во время ее вращения. Поэтому рычажные фиксирующие компоненты станка применяются в основном только для черновой обработки.
Клиновые

Клиновый патрон
Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.
Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
К материалу изготовления клиновых патронов предъявляются особые требования. Зачастую обработка происходит на высоких оборотах, поэтому свойства фиксирующего устройства не должны измениться во время выполнения этого процесса.
Мембранные

Мембранный патрон
Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов. Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.
В видеоматериале показан пример установки и эксплуатации:
stanokgid.ru
Патрон зажимной для токарного станка по дереву
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
| Наименование | d1, мм | Отверстие | Наличие | Цена с НДС |
| Цанга 185E ∅ 3 мм | 3,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 3,5 мм | 3,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 4 мм | 4,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 4,5 мм | 4,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 5 мм | 5,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 5,5 мм | 5,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 6 мм | 6,0 мм | Круг | 9 шт. | 200,00 EUR |
| Цанга 185E ∅ 6,5 мм | 6,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 7 мм | 7,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 7,5 мм | 7,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 8 мм | 8,0 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 8,5 мм | 8,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 9 мм | 9,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 9,5 мм | 9,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 10 мм | 10,0 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 10,5 мм | 10,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 11 мм | 11,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 11,5 мм | 11,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 12 мм | 12,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 12,5 мм | 12,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 13 мм | 13,0 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 13,5 мм | 13,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 14 мм | 14,0 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 14,5 мм | 14,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 15 мм | 15,0 мм | Круг | 15 шт. | 200,00 EUR |
| Цанга 185E ∅ 15,5 мм | 15,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 16 мм | 16,0 мм | Круг | 16 шт. | 200,00 EUR |
| Цанга 185E ∅ 16,5 мм | 16,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 17 мм | 17,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 17,5 мм | 17,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 18 мм | 18,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 18,5 мм | 18,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 19 мм | 19,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 19,5 мм | 19,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 20 мм | 20,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 20,5 мм | 20,5 мм | Круг | 1 шт. | 200,00 EUR |
| Цанга 185E ∅ 21 мм | 21,0 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 21,5 мм | 21,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 22 мм | 22,0 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 22,5 мм | 22,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 23 мм | 23 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 23,5 мм | 23,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 24 мм | 24 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 24,5 мм | 24,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 25 мм | 25 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 25,5 мм | 25,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 26 мм | 26 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 26,5 мм | 26,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 27 мм | 27 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 27,5 мм | 27,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 28 мм | 28 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 28,5 мм | 28,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 29 мм | 29 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 29,5 мм | 29,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 30 мм | 30 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 30,5 мм | 30,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 31 мм | 31 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 31,5 мм | 31,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 32 мм | 32 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 32,5 мм | 32,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 33 мм | 33 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 33,5 мм | 33,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 34 мм | 34 мм | Круг | 6 шт. | 200,00 EUR |
| Цанга 185E ∅ 34,5 мм | 34,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 35 мм | 35 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 35,5 мм | 35,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 36 мм | 36 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 36,5 мм | 36,5 мм | Круг | 1 шт. | 200,00 EUR |
| Цанга 185E ∅ 37 мм | 37 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 37,5 мм | 37,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 38 мм | 38 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 38,5 мм | 38,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 39 мм | 39 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 39,5 мм | 39,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 40 мм | 40 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 40,5 мм | 40,5 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 41 мм | 41 мм | Круг | 4 шт. | 200,00 EUR |
| Цанга 185E ∅ 41,5 мм | 41,5 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 42 мм | 42 мм | Круг | 10 шт. | 200,00 EUR |
| Цанга 185E ∅ 43 мм | 43 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 44 мм | 44 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 45 мм | 45 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 46 мм | 46 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 47 мм | 47 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 48 мм | 48 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 49 мм | 49 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 50 мм | 50 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 51 мм | 51 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 52 мм | 52 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 53 мм | 53 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 54 мм | 54 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 55 мм | 55 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 56 мм | 56 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 57 мм | 57 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 58 мм | 58 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 59 мм | 59 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E ∅ 60 мм | 60 мм | Круг | 2 шт. | 200,00 EUR |
| Цанга 185E hex 4 мм | 4 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 4,5 мм | 4,5 мм | Шестигранник | нет | 216,00 EUR |
| Цанга 185E hex 5 мм | 5 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 5,5 мм | 5,5 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 6 мм | 6 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 6,5 мм | 6,5 мм | Шестигранник | нет | 216,00 EUR |
| Цанга 185E hex 7 мм | 7 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 7,5 мм | 7,5 мм | Шестигранник | нет | 216,00 EUR |
| Цанга 185E hex 8 мм | 8 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 9 мм | 9 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 10 мм | 10 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 11 мм | 11 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 12 мм | 12 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 13 мм | 13 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 14 мм | 14 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 15 мм | 15 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 16 мм | 16 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 17 мм | 17 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 18 мм | 18 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 19 мм | 19 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 20 мм | 20 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 21 мм | 21 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 22 мм | 22 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 24 мм | 24 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 27 мм | 27 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 30 мм | 30 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 32 мм | 32 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E hex 36 мм | 36 мм | Шестигранник | 2 шт. | 216,00 EUR |
| Цанга 185E квадрат | 4,0-30,0 | Квадрат | 4 шт | Узнать цену |
tsangovyj-patron.ru
Цанговые патроны для станков и микродрелей: чертежи, видео
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).

Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделя
Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Чертеж № 2 цанги противошпинделя
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа R
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т
Тип T
Типа Т – зажимные.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.

Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Зажимной патрон - это... Что такое Зажимной патрон?
Зажимной патрон (токарный патрон, сверлильный патрон, цанговый патрон) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Токарный патрон
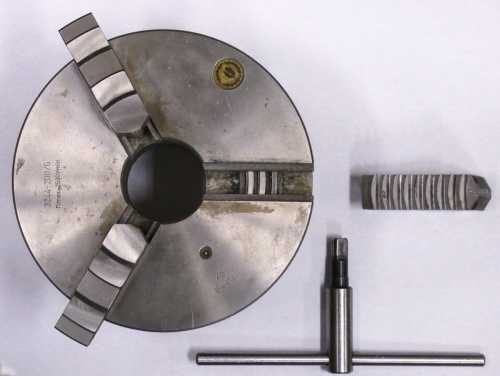
Токарный самоцентрирующийся трехкулачковый патрон с ключомОбычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
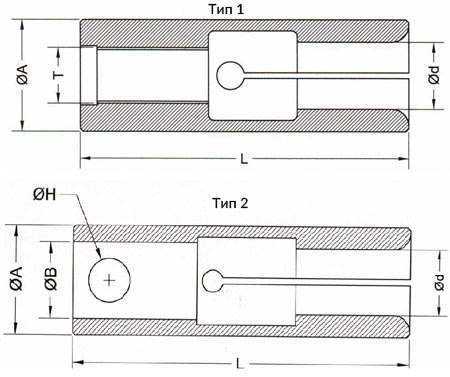
На оси шпинделя патрон может крепиться
тип 1 - с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье "планшайба").
тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус).
тип 3 – с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Цанговый патрон
Цанговые патроны. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга - выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя - диаметром до 80 мм и с шестью - диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка. Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая в свою очередь фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счет своей формы, упруго деформируется обжимая инструмент.
Цанговый патронНедостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать, стандартные для зажима инструмента.
Сверлильный патрон
Сверлильные патроны на конусах с зажимным ключомКак и следует из названия, такой патрон применяется для закрепления сверла на оси шпинделя станка. Эти патроны используются также в ручных дрелях.
Достоинством сверлильного патрона является возможность зажимать инструмент в очень широком диапазоне диаметров. Недостатком является высокая стоимость (в станках используются прецизионные сверлильные патроны, которые намного дороже используемых в ручных дрелях). Другой минус: неспособность воспринимать радиальную нагрузку, что делает невозможным его применение для фрезерования.
Сверлильный патрон, как правило, используется при необходимости зажать сверло небольшого диаметра, чаще всего цельнотвердосплавное или из быстрорежущей стали.
Патрон перфоратора
Ударная дрель имеет специальный патрон под специальное сверло. Современная массовая конструкция разработана Bosch в 1975 году.
Термопатрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента: в термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве и его отверстие увеличивается за счет термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве)[1][2]
 Термопатрон
Термопатрон Разжим происходит аналогично.
Достоинство термопатрона — в высоком усилии зажима, которое невозможно достичь в цанговом и, тем более, сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона, устройства нагрева и охлаждения; также термопатроны дороги (и оттого мало распространены в России).
Гидропатрон
Гидропатрон — технология альтернативная термопатрону. В гидропатроне зажим инструмента осуществляется за счет давления жидкости. Для зажима/разжима патрона достаточно повернуть винт в боковой поверхности. Инструмент может зажиматься как непосредственно в патрон, так и через переходную карандашную цангу (что позволяет использовать один патрон для большой номенклатуры инструмента) При этом усилие зажима намного выше, чем в цанговом патроне, а жидкость внутри одновременно способствует гашению вибраций.
Гидропатрон стоит существенно дороже цангового, но не требует специального устройства, как термопатрон, и более универсален.
Гидропатрон, сбоку виден винт для зажима/разжимаНедостатками (по сравнению с термопатроном) являются: невысокое усилие зажима, невозможность использования с инструментом, имеющим weldon- и whistle notch-хвостовики, опасность поломки при зажиме вхолостую по ошибке.
В новых, усиленных моделях гидропатронов эти недостатки устранены. Однако гидропатроны по прежнему не предусматривают возможности использования с балансировочной машиной. Кроме того, их нельзя использовать при высокоскоростной обработке без охлаждающей жидкости, так как жидкость внутри патрона может закипеть.
Weldon-патроны
Применяется для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надежно фиксируя инструмент.
Достоинства: большая, по сравнению с цанговым патроном, жесткость, простота.
Недостатки: для инструментов с различным диаметром хвостовика нужны разные патроны.
На практике инструмент с хвостовиком Weldon часто зажимаю в другие типы патронов. Это допускается, но ведет к некоторым проблемам:
1. Асимметрия инструмента с Weldon-хвостовиком увеличивает дисбаланс. Теоретически эта проблеме легко решается путем балансировки оправок с инструментом, однако в действительности балансировочные машины редко встречаются на российских предприятиях.
2. Гидропатрон можно сломать, зажав в него инструмент с хвостовиком Weldon.
Наиболее широко Weldon применяется для зажима инструментов с большим диаметром хвостовика(20 мм и более) Как правило это сверла, фрезы и расточки со сменными пластинами. Единственной альтернативой данной технологии в этой области являются модульные системы оснастки.
Фрезы с Weldon-хвостовиком Weldon-патроны: фотографии и схемы.Патроны whistle notch
Сходен с Weldon, имеет все описанные достоинства и недостатки последнего. Единственное отличие: лыска на инструменте и зажимной винт выполняются под углом, таким образом винт не только прижимает инструмент к стенке патрона, но и затягивает его внутрь. Несмотря на некоторые преимущества, в России применяется редко.
См. также
Примечания
dic.academic.ru