Содержание
ЧПУ расшифровка | что такое ЧПУ: как переводится аббревиатура оборудования
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства. В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Что такое станок ЧПУ и как расшифровывается аббревиатура?
Аббревиатура ЧПУ расшифровывается как числовое программное управление. Такие станки оснащены компьютеризированными системами, обеспечивающими оптимальное функционирование столов, суппортов и шпинделей на протяжении технологического процесса. Операторы контролируют процесс специальными командами — кодами M- и G-типа.
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Из каких компонентов состоит система ЧПУ?
В систему ЧПУ входят следующие компоненты:
- Шкаф с операторским пультом.
- Дисплей.
- Контроллер управления.
- Запоминающие устройства.
Одно из запоминающих устройств является оперативным, второе постоянным.
Назначение станков с ЧПУ и целесообразность применения
Станки с ЧПУ востребованы для металлообработки, шлифовки камней и прочих твердых природных материалов, изготовления мебели, производства ювелирных украшений, выпуска пластиковых деталей, игрушек и сувениров (в том числе с криволинейными формами). Но стоят такие устройства недешево — поэтому там, где можно обойтись без ЧПУ, на них экономят.
Насущная потребность в ЧПУ возникает в следующих случаях:
- В деталь в процессе изготовления могут вноситься незначительные конструктивные изменения, и тогда оператор с пульта подкорректирует программу.
- Присутствует необходимость особо точного исполнения. Благодаря дискретному шагу привода отклонения колеблются в диапазоне до 3 мкм.
- Сложная поверхность заготовок требует проведения ряда технологический операций в процессе механической обработки.
- Готовые детали будут применяться для особо ответственных заданий — например, они станут элементами медицинских аппаратов либо комплектующими для авиатехники.
В большинстве случаев ЧПУ-станки закупают для выпуска регулярных или крупносерийных партий изделий.
Принцип работы современного станка с системой ЧПУ
Микроконтроллер выдает на исполнительные механизмы станка управляющее воздействие, то есть электрические импульсы определенной продолжительности. В роли исполнительных механизмов выступают электродвигатели привода, электромотор шпинделя, вспомогательные системы. Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Классификация оборудования с числовым программным управлением
В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
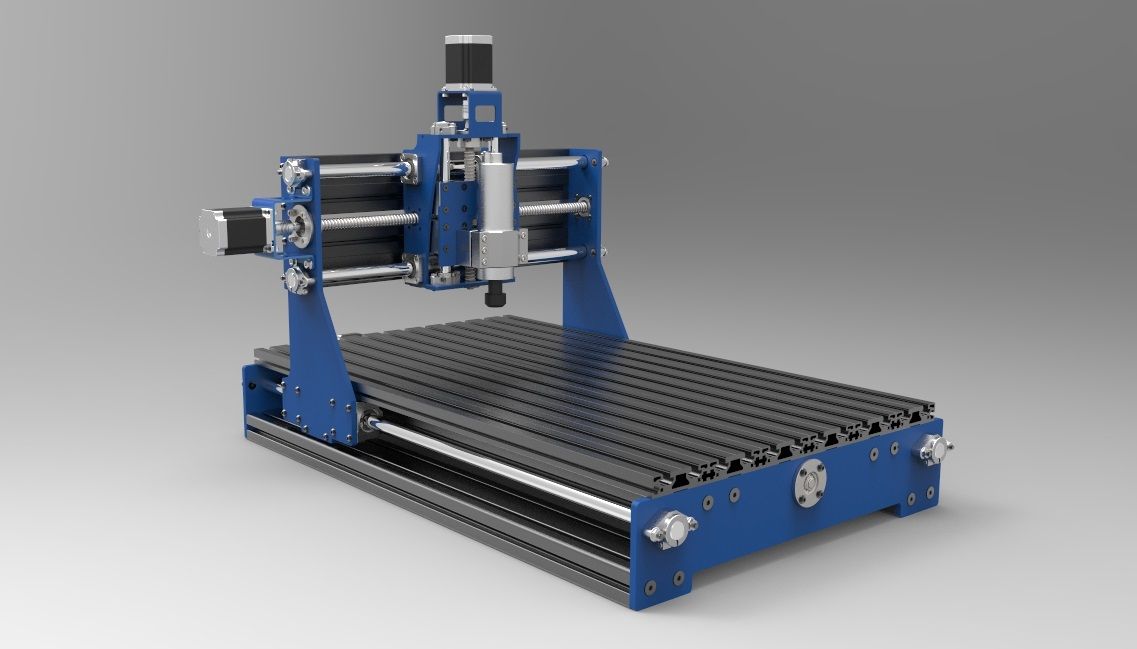
Фрезерный станок с ЧПУ
Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
В группе фрезерных ЧПУ-станков насчитывается несколько сотен моделей: от компактных с мощностью менее 750 Вт до габаритных, с 10-метровыми рабочими столами.
Токарный станок с ЧПУ
Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ
На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ
Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Степень автоматизации
В управляющих системах ЧПУ-станков выделяют следующие ключевые параметры:
- Разновидность привода. Двигатель может быть шаговый, ступенчатый либо регулируемый.
- Метод контроля: непрерывный, позиционный, прямоугольный, смешанный.
- Как загружается программное обеспечение: через flash-носитель, на диске, с помощью магнитной или перфорированной ленты.

- Сколькими координатами можно управлять одновременно и каков диапазон допустимой погрешности при их введении.

Та цифра, что идет в артикуле станка после буквы Ф, характеризует степень автоматизированности устройства:
- 1 — данные набираются на клавиатуре, предусмотрена цифровая индикация.
- 2 — у фрезерного или токарного станка это означает прямоугольный метод контроля, у сверлильно-расточного — позиционный.
- 3 — управление контурное или непрерывное. Таким способом удобно обрабатывать сложные детали.
- 4 — многооперационное оперирование. Оно сочетает в себе вышеперечисленные функции.
Если вместо цифры стоит буква «Ц», это означает «циклический тип». Алгоритм у таких станков дешевый и простой, но этого достаточно для производства серий заготовок одинакового типа.
Преимущества систем с ЧПУ
Системы ЧПУ являются техникой полного цикла. Она исключительно надежная, обладает обширным функционалом, поддается гибкой настройке, рассчитана на длительную интенсивную эксплуатацию. Производственные затраты и процент брака минимизируются.
Производственные затраты и процент брака минимизируются.
С помощью таких устройств удается выполнять чрезвычайно точную и сложную обработку, которая ранее была не под силу ни предыдущим поколениям станков, ни мастерам ручного труда. Производительность ЧПУ-станка в 5 раз выше, чем аналога без ЧПУ. Наладить и запустить нужную схему сможет даже оператор без профильного образования токаря или фрезеровщика.
- 24 августа 2020
- 5820
Получите консультацию специалиста
Что означают эти 3 буквы ЧПУ Что означают эти 3 буквы ЧПУ
Home » Pyroprinter блог | Статьи о станке выжигателе ЧПУ » Что означают эти 3 буквы ЧПУ
Статья для тех, кто только где-то краем уха слышал эту аббревиатура ЧПУ, но не знает что это такое. И посмотрим какие бывают ЧПУ станки.
Расшифровка ЧПУ
ЧПУ расшифровывается как Числовое Программное Управление. Обычно от этой расшифровки не сильно понятнее становится о чем все таки идет речь.
Это обозначает, что имеется какой-то код, загружаемый в программу, которая сообщает устройству куда, как нужно двигаться и что, когда включить.
Самый простой пример ЧПУ устройства, который есть почти у всех — это обыкновенный принтер. Программа для принтера обрабатывает заданное изображение и подаёт на Ваш принтер сигналы для того, что бы тот начал подачу бумаги, далее управляет движением печатающей головки и момент в который капля краски должна выпуститься из картриджа, что бы получилась картинка или текст. Конечно это объяснено сильно упрощено, но в общих чертах достаточно понятно.
По такому же принципу работают абсолютно все ЧПУ станки. В программу дают какой-то код и она управляет станком. Так работают фрезерные ЧПУ, лазерные ЧПУ, 3Д принтеры, лазерные маркеры, Пиропринтер, токарные ЧПУ и т.д.
В отличии от принтера, о котором говорили ранее, где есть цифровая картинка (а картинка это код) и движения головки стандартные в зависимости от габаритов листа (влево и вправо), профессиональные станки с ЧПУ управляются при помощи написанного для них кода. Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.
Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.
Есть и более современные станки, которые код могут генерировать автоматически. Но для них все равно нужен оператор ЧПУ, человек который будет менять материал, следить за тем когда запустить, с какого места запустить и когда остановить.
Устройство станков ЧПУ
Станки бывают с разным количеством осей. Самое распространенное это 3 оси: ось X (влево вправо), ось Y (вперёд назад) и ось Z (вверх вниз).
Так же станки делятся на модели портального типа и с подвижным столом. Т.е. зависит от того что двигается материал или инструмент по материалу. Если смотреть на принтер, то в данном случае двигается материал, т.е. бумага. Но если материал тяжелый, проще что бы двигался сам инструмент по материалу.
Также станки отличаются по точности и по материалам с которыми могут работать.
Почему выгодно использовать ЧПУ
Все станки ЧПУ созданы для автоматизации процессов и ускорения этапов обработки материала. Так получаются автоматизированные производства, которые работают сильно быстрее чем в ручную.
Еще преимущество таких станков в том, что такой станок часто делает то, что очень сложно сделать вручную. Либо для этого нужно быть супер мастером своего дела.
Программа для управления ЧПУ
Самая распространенная для ЧПУ программа — это MACh4. Это ПО для управления станками можно назвать народным. Внешне программа выглядит сложно, подходит она для управления фрезерными станками.
Для управления ЧПУ Пиропринтер мы сами разрабатывали программу, поэтому она не имеет лишних не нужных для выжигания настроек, дабы не пугать пользователя станком.
Вернуться обратно на страницу с описание станка ->
Знакомство с ЧПУ: как читать G-код
Это руководство взято из книги Make: Начало работы с ЧПУ, в которой дается базовый обзор того, как использовать доступные маршрутизаторы с компьютерным управлением на уровне любителя. Доступно в Maker Shed и в хороших книжных магазинах.
G-код — это общее название языка простого текста, который могут понимать станки с ЧПУ.
Используя современный настольный станок с ЧПУ и программное обеспечение, вам никогда не придется вводить G-код вручную, , если вы не хотите . Программное обеспечение CAD/CAM и контроллер станка позаботятся обо всем этом за вас. Однако некоторым людям (особенно мейкерам!) нравится знать, что у них под капотом и как все работает на самом деле.
Файл G-кода представляет собой обычный текст; это не совсем понятно для человека, но довольно легко просмотреть файл и понять, что происходит. G-коды сообщают контроллеру, какое движение требуется. Вот наиболее распространенные команды и их работа.
G0/G1 (быстрое/управляемое движение)
Команда G0 перемещает машину на максимальной скорости движения в любые координаты, следующие за G0 (рис. A). Машина будет двигаться скоординированно, и обе оси завершат свое перемещение одновременно. G0 — это , а не , используемый для резки. Вместо этого он используется для быстрого перемещения машины, чтобы начать задание или перейти к другой операции в рамках того же задания. Вот пример быстрой (G0) команды:
G0 X7 Y18
Команда G1 (рисунок B) аналогична, но говорит машине двигаться с определенной скоростью, называемой скорость подачи (F):
G1 X7 Y18 F500
G2 (движение по часовой стрелке)
Установка режима на G2 и указание смещения от центра (рис. C и D) создает движение по часовой стрелке между начальной точкой и указанные конечные точки.
G21 G90 G17
G0 X0 Y12
G2 X12 Y0 I0 J-12
Начальная точка G2 — это место, где находился станок до подачи команды G2. Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2.
Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2.
G3 (движение против часовой стрелки)
Как и G2, команда G3 создает дугу между двумя точками. В то время как G2 указывает движение по часовой стрелке, G3 указывает движение против часовой стрелки между точками (рисунок E). Здесь показан действительный набор команд для создания движения G3:
G21 G90 G17
G0 X-5 Y25
G3 X-25 Y5 I0 J-20
G17/G18/G19 (рабочие плоскости)
Эти режимы установите плоскость для обработки. Обычно используется G17 по умолчанию для большинства любительских станков, но на трехосном станке можно использовать две другие плоскости:
• G17 = плоскость x/y
• G18 = плоскость z/x
• G19 = плоскость y/z
G20/21 (дюймы или миллиметры)
Команды G21 и G20 определяют единицы G-кода, либо дюймы или миллиметры:
• G21 = миллиметры
• G20 = дюймы
Вот пример, который установлен в миллиметрах:
G21 G17 G90
G28 (ссылка на исходное положение)
Простая команда G28 отправляет станок в исходное положение1 . Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например:
Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например:
G28 Z0
Для некоторых машин требуется команда G28.1 для определения координат исходного положения:
G28.1 X0 Y0 Z0
G90 (абсолютный режим) . Это наиболее распространенный режим для станков с ЧПУ любительского уровня; это режим «по умолчанию».
Абсолютные координаты будут интерпретироваться именно так — абсолютные. G0 X10 отправит машину на x = 10. Она не отправит ось X на «еще 10» единиц от того места, где она находится в данный момент.
G91 (инкрементальный режим)
Режим, противоположный G90. Установка инкрементного режима означает, что каждая выданная команда будет перемещать вашу машину на указанное количество единиц от ее текущей точки.
Например, в пошаговом режиме G1 X1 продвинет машину на 1 единицу в направлении x независимо от ее текущего положения.
Правила G-кода
Подобно математическому уравнению, G-код имеет свои собственные правила порядка операций. Вот наиболее распространенные, в порядке старшинства (то есть комментарии будут интерпретироваться первыми, а инструмент изменения — последним):
- Комментарии
- Скорость подачи
- Скорость шпинделя
- Выбрать инструмент
- Сменный инструмент
Когда вы вводите команду G, вы переводите машину в этот режим . Если вы вводите команду G1, такую как G1 X5 Y13, то машина перемещается на X5 Y13.
Если вы вводите другой набор координат, вам не нужно вводить другую команду G1. Почему? Потому что машина находится в режиме G1, пока вы не измените его на что-то другое, например G0, G2 или G3.
Подачи, скорости и инструменты
Простые команды кода G используются для установки скорости, подачи и параметров инструмента.
«F» означает «Подача».
Команда F устанавливает скорость подачи; станок работает с установленной скоростью подачи, когда используется G1, и последующие команды G1 будут выполняться с установленным значением F.
Если скорость подачи (F) не установлена один раз перед первым вызовом G1, либо произойдет ошибка, либо станок будет работать со скоростью подачи «по умолчанию». Пример допустимой F-команды:
G1 F1500 X100 Y100
«S» означает «Скорость шпинделя».
Команда S устанавливает скорость шпинделя, обычно в оборотах в минуту (об/мин). Пример допустимой команды S:
S10000
«T» означает «Инструмент»
Команда T используется в сочетании с M6 (M-коды являются машинными кодами действия ), чтобы указать номер инструмента для использоваться для резки текущего файла:
M6 T1
На промышленных станках команда M6 T обычно производит смену инструмента с помощью устройства автоматической смены инструмента. На любительских станках без устройства смены инструмента выдача новой команды M6 T, как правило, приводит к тому, что станок сам выдает команду остановки подачи, ждет, пока оператор сменит инструмент, а затем продолжает работу после нажатия кнопки «возобновить». нажал.
нажал.
Tagged cnc code Цифровое производство make54 Skill Builders
Объяснение G-кода | Список наиболее важных команд G-кода
Если ваша работа или хобби связаны со станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-код и как он работает, для вас очень важно. Итак, в этом уроке мы изучим основы языка G-кода, какие самые важные или распространенные команды G-кода и объясним, как они работают.
Что такое G-код?
G-код — это язык программирования для станков с числовым программным управлением (ЧПУ). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, как быстро двигаться и по какому пути следовать.
В случае станка, такого как токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, вырезая материал для получения желаемой формы.
Аналогично, в случае аддитивного производства или 3D-принтеров команды G-кода предписывают машине наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять.
Если внимательно посмотреть на код, то можно заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто декартовыми координатами.
Давайте посмотрим на одну строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G## X## Y## Z## F##
- Сначала идет код 904 в данном случае это G01 , что означает «движение по прямой линии в определенное положение».
- Мы объявляем позицию или координаты со значениями X , Y и Z .
- Наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.

В завершение строка G01 X247.951560 Y11.817060 Z-1.000000 F400 сообщает станку с ЧПУ двигаться по прямой от текущего положения к координатам X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого мы используем команду G20.
Наиболее важные/общие команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как каждый из них работает на нескольких примерах, и к концу этого урока мы сможем полностью понять, как работает G-код, как его читать, как модифицировать и даже как написать собственный G-код.
G00 – Быстрое позиционирование
Команда G00 перемещает машину с максимальной скоростью перемещения из текущего положения в указанную точку или координаты, указанные командой. Станок будет перемещать все оси одновременно, поэтому они совершают перемещение одновременно. Это приводит к прямолинейному движению к новой точке положения.
G00 — это движение без резки, и его цель — просто быстро переместить машину в нужное положение, чтобы начать какую-либо работу, например резку или печать.
G01 – Линейная интерполяция
Команда G-кода G01 дает указание станку двигаться по прямой линии с заданной подачей или скоростью. Мы указываем конечное положение со значениями X , Y и Z , а скорость со значением F . Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер станка выполняет тысячи вычислений в секунду, чтобы выполнять эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного станка или фрезерного станка резка материала по прямой линии, а в случае 3D-принтера — экструдирование материала по прямой линии.
G02 – Круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Это та же концепция, что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка на самом деле является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в примере сначала у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом, мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
Итак, здесь у нас по-прежнему та же конечная точка, что и в предыдущем примере (X10, Y7), но центральная точка теперь находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
См. также: Как настроить GRBL и управлять станком с ЧПУ с помощью Arduino
G00, G01, G02 Пример — программирование G-кода вручную
Давайте рассмотрим простой пример фрезерной обработки с ЧПУ, используя эти три основные команды G-кода, G00, G01 и G02.
Чтобы получить траекторию для фигуры, показанной на изображении выше, нам нужно выполнить следующие команды G-кода:
Кодовый язык: Arduino (arduino)
G00 X5 Y5 ; точка Б G01 X0 Y20 F200 ; точка С G01 X20 Y0 ; точка Д G02 X10 Y-10 I0 J-10 ; точка Е G02 X-4 Y-8 I-10 J0 ; точка F G01 X-26 Y-2 ; точка Б
Первой командой G00 мы быстро переводим машину из исходного или исходного положения в точку B(5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200, используя команду G01 . Здесь мы можем отметить, что для перехода из точки B(5,5) в точку C(5,25) мы используем значения для X и Y относительно начальной точки B. Таким образом, +20 единиц в направлении Y приведут нас к точке C(5,25). На самом деле это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе.
Когда мы достигнем точки C(5,25), у нас есть еще одна команда G01 для достижения точки D(25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E(35,15) с центральной точкой (25,15). На самом деле у нас есть та же самая центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F(31,7). Тем не менее, мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию с помощью другой команды G01, которая доставит нас из точки F (31, 7) вернуться к точке B(5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы создадим полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 – круговая интерполяция против часовой стрелки
Так же, как и G02, команда G-кода G03 определяет движение машины по круговой схеме. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Итак, с помощью этих трех основных команд G-кода, G01 , G02 и G03 , мы можем сгенерировать траекторию буквально для любой формы, которую захотим. Вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
Тем не менее, теперь объясните еще несколько важных и часто используемых команд и в конце приведите реальный пример G-кода.
G20/G21 – выбор единиц измерения
Команды G20 и G21 определяют единицы G-кода, дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Следует отметить, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
G17/ G18/ G18 – Выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — плоскость XZ
- G19 — плоскость YZ
G17 используется по умолчанию для большинства станков с ЧПУ, но два других можно также использовать для выполнения определенных перемещений.
G28 – Возврат домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##
Исходное положение можно определить с помощью команды G28.1 X## Y## Z## .
G90/G91 – Команды G-кода позиционирования
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 для абсолютного режима и G91 для относительного режима .
G90 для абсолютного режима и G91 для относительного режима .
В абсолютном режиме позиционирование инструмента всегда от абсолютной точки или нуля. Итак, команда G01 X10 Y5 приведет инструмент точно в эту точку (10,5), независимо от предыдущего положения.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в данный момент находится в точке (10,10), команда G01 X10 Y5 переместит инструмент в точку (20,15). Этот режим также называют «инкрементным режимом».
Другие команды и правила
Итак, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их гораздо больше. Имеются такие команды, как компенсация на режущий инструмент, масштабирование, рабочие системы координат, выдержка и т. д.
В дополнение к G-коду существуют также команды M-кода, которые используются при создании реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
Вот несколько распространенных команд M-кода:
- M00 – Останов программы
- M02 – Конец программы
- M03 – Включение шпинделя – по часовой стрелке
- M04 – Включение шпинделя – против часовой стрелки
- M05 – Останов шпинделя
- Инструмент изменить
- M08 – Подача охлаждающей жидкости ВКЛ.
- M09 – Подача охлаждающей жидкости ВЫКЛ.
- M30 – Конец программы
M
В случае 3D-принтера:
- M104 – Запустить нагрев экструдера
- M109 – Подождать, пока экструдер не достигнет T0
- M140 – Запустить нагрев платформы
- M190 – Подождать, пока платформа не достигнет T1
- M190 – Подождать, пока платформа не достигнет T1
Некоторым из этих команд требуются соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, строка M30 S1000 включит шпиндель на скорость 1000 об/мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код линейного резания G01 X5 Y7 F200 . Если следующим движением снова будет линейная резка, мы можем просто ввести координаты X и Y без надписи G01 впереди.
Язык кода: Arduino (arduino)
G01 X5 Y7 F200 Х10 У15 Х12 У20 G02 X5 Y5 I0 J-5 X3 Y6 I-2 J0
То же самое относится к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если только мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете увидеть « N## » перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для определения конкретной строки в случае ошибки в огромной программе.
Пример программы простого G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную сделать настоящий, актуальный код. Вот пример:
Язык кода: Arduino (arduino)
% G21 G17 G90 F100 М03 С1000 G00 X5 Y5 ; точка Б G01 X5 Y5 Z-1 ; точка Б G01 X5 Y15 Z-1 ; точка С G02 X9 Y19 Z-1 I4 J0 ; точка Д G01 X23 Y19 Z-1 ; точка Е G01 X32 Y5 Z-1 ; точка F G01 X21 Y5 Z-1 ; точка G G01 X21 Y8 Z-1 ; точка Н G03 X19 Y10 Z-1 I-2 J0 ; пункт я G01 X13 Y10 Z-1 ; точка J G03 X11 Y8 Z-1 I0 J-2 ; точка К G01 X11 Y5 Z-1 ; точка L G01 X5 Y5 Z-1 ; точка Б G01 X5 Y5 Z0 G28 X0 Y0 М05 М30 %
Описание программы G-code:
- Инициализация кода. Этот символ (%) всегда присутствует в начале и в конце программы.
- Линия безопасности: задайте программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов/мин.
- Шпиндель по часовой стрелке со скоростью 1000 об/мин.
- Быстрое позиционирование на B(5,5).
- Управляемое движение в том же положении, но с опусканием инструмента на -1.
- Линейное режущее движение в положение C(5,15).
- Круговое движение по часовой стрелке к точке D(9,19) с центром в точке (9,15).
- Линейная резка до точки E(23,19).
- Линейная резка до точки F(32,5).
- Тот же прямой рез до точки G(21,5).
- Еще один прямой рез до точки H(21,8).
- Круговая интерполяция против часовой стрелки в позицию I(19,10) с центром в точке (19,8).
- Линейная резка до точки J(13,10).
- Круговая резка против часовой стрелки до позиции K(11,8) с центром в (13,8).
- Линейная резка в положение L(11,5).
- Окончательное линейное резание в положение B(5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Конец основной программы.


Вот как выглядит этот код, готовый к отправке на наш станок с ЧПУ через программное обеспечение Universal G-code Sender:
Итак, используя эти основные команды G-кода, описанные выше, нам удалось написать собственный полноценный G-код. код. Конечно, этот пример довольно прост, и для более сложных форм нам определенно нужно использовать программное обеспечение CAM. Вот пример сложного G-кода формы Лошади:
Для сравнения, в этом коде около 700 строк, но все они сгенерированы автоматически. G-код был создан с использованием Inkscape в качестве примера для моего самодельного станка для резки пенопласта Arduino с ЧПУ. Вот как получилась форма:
Подробнее об этой машине вы можете прочитать в моем конкретном руководстве.
Заключение
Итак, мы рассмотрели основы G-кода, объяснили наиболее важные и распространенные команды G-кода и вручную создали собственный настоящий G-код.