Содержание
Сварка аргоном — что нужно для TIG сварки, выбор и настройка сварочного аппарата
Сварка в среде газа аргон является на сегодняшний день одним из самых точных и высококачественных видов соединения металлов. При полуавтоматической (MIG) или дуговой (MMA) сварке происходит частичное или полное взаимодействие сварочного шва с воздухом, которое в значительной степени снижает прочность и устойчивость к коррозии.
Отличительной чертой аргонодуговой сварки является то, что в качестве защитного газа используется газ аргон или смесь аргона с гелием, которые вытесняют кислород с поверхности и позволяют создать оболочку, выступающую в данном процессе защитой от окисления детали или заготовки.
В среде аргона можно сваривать практически все металлы и их сплавы, при этом он не вступает с ними в реакцию, таким образом, не разрушает их структуру и препятствует образованию ржавчины на сварочном шве.
Преимущества TIG сварки
- высокое качества сварочных швов;
- комфортно работать в любом положении;
- нет вредных выбросов и шлаков;
- нет разбрызгивания металла;
- можно контролировать состояние электродуги и процесс сварки.

Сварочные аппараты для TIG сварки
1. Сварочные инверторы или полуавтоматы с возможностью подключения TIG горелки вентильного типа.
В теории можно подключить к любым сварочным инверторам, в которых полностью отсутствуют функции форсирования дуги (ARC FORCE), антизалипания электрода ANTI STICK и горячий старт (HOT START). Т.е. для аргонной сварки на постоянном токе необходим выходной ток, значения которого не меняются при зажигании или прилипании электрода.
В данном случае поджиг дуги производится касанием вольфрамового электрода к заготовке и газ в сварочную ванну подается через сопло вентильной горелки.
Подача и отключения газа происходит вручную с помощью вентиля, расположенного на рукоятке горелки.
Недостатки этого метода: большой расход газа, необходимость частого затачивания стержня и быстрый износ вольфрамового электрода, невысокое качество сварочного шва.
2. Аргонно-сварочный аппарат на постоянном токе.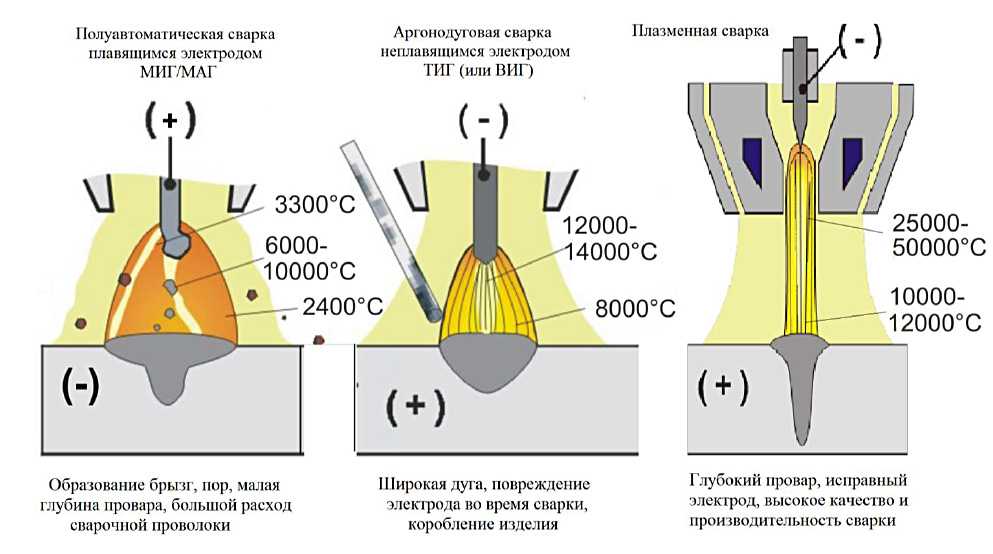
В конструкции этих аппаратов присутствует бесконтактное возбуждение сварочной дуги с помощью осциллятора, они комплектуются горелкой с автоматическим управлением клапана подачи газа. Во многих моделях присутствуют режимы 2Т/4Т, настройки стартового тока, баланса полярности, частоты пульсаций и т.д.
Основной недостаток: нельзя проводить сварку алюминия и сплавов на его основе.
3. Аппараты для аргонной сварки на постоянном или переменном токе AC/DC.
Профессиональные устройства, которые способны выдавать постоянный или переменный ток. Подходят для работы с любыми типами и сплавами металла, имеют большое количество настроек (стабилизация дуги, модуляция тока, заварка кратера, настройка регулировки удаления оксида, и др.) для создания максимально качественного сварочного шва. Некоторые модели комплектуются аргонной горелкой с водяным охлаждением, которая позволяет осуществлять продолжительные сварочные работы на производстве или в ремонтных мастерских. Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
В нашем магазине вы можете выбрать оптимальный по цене и качеству аппарат для аргонодуговой сварки.
Что нужно для аргонной сварки
Перед тем как приступить к сварке нужно подготовить спецодежду и защитные аксессуары. Необходимо иметь:
- Обувь на кожаной или резиновой подошве.
- Защитные перчатки или краги.
- Защитную маску-хамелеон. Рекомендуем использовать светофильтр с технологией True-Color (более реалистичная и точная цветопередача при включенном и отключенном adf фильтре).
- Защитные прозрачные очки или маску, которые необходимо использовать при зачистке заготовки.
- Спецовку или робу, подходящую вам по размеру.
Оборудование и расходные материалы для аргонодуговой сварки
- Инструмент для подготовки/обработки деталей перед и после сварки. К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
- Вольфрамовые электроды. В зависимости от толщины и марки металла используются разные электроды. В последнее время большую популярность приобрели так называемые «универсальные» (маркировка WL, WC), которые подходят ко всем металлам и нет необходимости в постоянной их замене. Необходимый диаметр электрода выбирается в соответствии с шириной и глубиной сварочного шва. Производители выпускают вольфрамовые электроды толщиной от 0,8-6мм, по нашей практике, самыми популярными и часто покупаемыми являются диаметры:1,6; 2,0; 2,2; 2,4 миллиметра.
- Присадочный материал. В его качестве выступают сварочные прутки или сварочная лента. Они могут состоять из меди, латуни, стали, нержавейки, алюминия и используются соответственно к маркам свариваемых металлов. Многие наши клиенты подбирают толщину присадочного прутка под толщину используемого вольфрамового электрода (пример: диаметр электрода 2. 4 мм, пруток так же 2.4).
- Защитный газ. В основном используют чистый аргон, иногда добавляют гелий в процентном соотношении 25-30%. Такую пропорцию используют в случаях сварки цветных металлов, когда необходимо высокое качество внешнего вида сварочного шва.
 К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага. 4 мм, пруток так же 2.4).
4 мм, пруток так же 2.4).Подготовка к сварке аргоном
- По возможности закрепить детали или заготовку тисками, или магнитными держателями.
- Закрепить газовый редуктор на баллоне, проверить отсутствие утечки газа в местах соединения.
- Подключить шланг высокого давления к вентильной горелке или к соответствующему выходу в аппарате.
- Присоединить байонет горелки к минусовому разъему.
- Провод управления поджига дуги подключаем в двупиновый разъем на лицевой панели.
- Кабель массы соединяем с плюсовым гнездом аппарата.
- Обязательно заземляем устройство.
Настройка TIG сварки
В комплектацию каждого аппарата входит инструкция по эксплуатации, в которой приводится таблица с настройками параметров в соответствии выбранной толщины и марки металла. Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
- Изначально выставляем расход газа, приблизительно 8-10л/мин.
- Переменный или постоянный ток.
- Величину тока.
- Время продувки газом до и после окончания сварки.
- Силу начального тока для поджига дуги.
- Период нарастания и спада тока, его значения для заварки кратера в зависимости от толщины металла.
- Включаем или отключаем режим пульсации.
- Настраиваем частоту и продолжительность пульсаций.
- При необходимости устанавливаем регулировки удаления металлического оксида для алюминия или магния.
В отличие от дуговой и полуавтоматической сварки, TIG очень чувствителен к ржавчине и загрязнению. Желательно начинать сварку на аналогичной по составу заготовке, предварительно так же, как и основную деталь хорошо зачистить ее или обезжирить.
В начале процесса хорошо присмотритесь к сварочной дуге, если она гаснет или нестабильна, необходимо увеличить величину тока, если прожигает металл или образует наплывы, соответственно уменьшить. Если проблема не исчезла или получается кривой шов, попробуйте отрегулировать подачу газа.
После окончания сварки рекомендуется еще некоторое время обдувать сварочную ванну во избежание образования окисления шва и вольфрамового электрода.
Комментарии
Оборудование необходимое для аргонно дуговой сварки
- Виды оборудования, применяемого для сварочных работ
- Инверторные сварочные аппараты
- Горелка с неплавящимся электродом
- Горелка с плавящимся электродом
- Сваривание в среде аргона своими силами
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Оборудование используемое для выполнения работ в инертных газах
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
 Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.

Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Sunstone Welders > Обучение и безопасность в области микросварки > Аргон для микросварки
Вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Что такое газ аргон?
Газообразный аргон — химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Почему в сварочных системах Sunstone Orion используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов. Аргон используется для защиты расплавленного металла от элементов в атмосфере, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Аргон премиум-класса Sunstone имеет чистоту 99,996 % (аргон 4.6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Опасен ли аргон?
Аргон опасен, но по большей части это очень безопасный газ. Он нетоксичен и негорюч, поэтому не ядовит и не горит. Аргон поставляется в сжатом баллоне, и при работе со сжатым баллоном необходимо соблюдать надлежащий протокол безопасности. Аргон на 38 % плотнее воздуха, поэтому при работе в ограниченном пространстве обеспечьте надлежащую вентиляцию воздуха. Количество аргона, используемого в системе «Орион», очень мало и не представляет особой опасности для безопасности.
Какой аргон можно получить?
Мы рекомендуем использовать аргон чистотой 99,996 % (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Каждая крупная газоснабжающая компания будет нести это. Это то же самое, что и сварочный газ, используемый в традиционной установке для сварки TIG. Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
О том, как долго должен работать мой баллон с аргоном?
Зависит от ряда различных факторов, таких как частота использования, настройки давления и настройки предварительной/последующей подачи. Аргон премиум-класса Sunstone поставляется в резервуарах емкостью 80 стандартных кубических футов, что является наиболее распространенным размером для использования с системами Sunstone Orion Welding Systems. Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем приобрести у нас регулятор AGR 2, чтобы убедиться, что у вас есть регулятор надлежащего типа, соответствующий баку, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами премиум-класса Sunstone
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсно-дуговая система сварки Micro TIG
Все системы импульсной дуговой сварки Orion или Micro TIG компании Sunstone используют защитный газ аргон для обеспечения более качественного сварного шва и более стабильной дуги. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Лазерная сварка
Линия Sunstone систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных систем. Все эти системы интегрированы с аргоновым соплом и клапанами аргона с компьютерным управлением, которые используются для защиты лазерных сварных швов.
Сварка сопротивлением
Компания Sunstone предлагает широкий выбор систем контактной сварки для точечной и микроточечной сварки. Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленное применение, сварку шпилек, автомобильную промышленность, сетку и экран и многие другие применения. Газ аргон используется, когда требуется более высокое качество сварного шва или лучший внешний вид сварного шва.
Почему при сварке используется аргон и что это такое? Руководство на 2022 год
Последнее обновление
Введение
В некоторых из наиболее популярных сварочных процессов, особенно в среде TIG (вольфрамовый инертный газ), используется газ под названием аргон. Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Корень слова расскажет нам больше о том, что это такое. Аргон происходит от греческого слова argos, что означает «медленный» или «неактивный». Другими словами, газ является «инертным». Аргон — это химическое вещество, принадлежащее к группе благородных газов. Благородные газы обычно не имеют запаха, бесцветны и одноатомны. Аргон определенно подходит под это описание. Но одна особенность благородных газов, которая делает аргон идеальным для сварки, заключается в том, что он обладает свойством относительно низкой химической реактивности, если только он не подвергается воздействию экстремальных условий. Это также может помочь предотвратить окисление. Вы можете услышать, как некоторые старожилы называют сварку TIG Heliarc. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Почему при сварке используется аргон?
Поскольку аргон имеет низкую химическую активность, это означает, что он может действовать как газ, отталкивая другие газы, не мешая самому процессу сварки. Аргон также помогает избежать окисления. Это особенно полезно при сварке TIG, которая может страдать даже от незначительных дефектов.
При сварке MIG он используется в сочетании с углекислым газом, поскольку он помогает лучше стабилизировать дугу. Обычная газовая смесь состоит из 75% углекислого газа и 25% аргона.
Как используется аргон при сварке?
Действует как защитный газ. Это означает, что он защищает зону сварки и вольфрамовый электрод от загрязнения во время процесса. Представьте, что газ распространяется по поверхности металла и создает индивидуальную атмосферу или озоновый слой, изолирующий сварной шов от внешних загрязнений.
Авторы и права: Prowelder87, Commons Wikimedia
Газ рассеивается из газового диффузора, прикрепленного к сварочному пистолету. Газовый диффузор на горелке TIG, как правило, больше, а поток более прямой, в отличие от сварочной горелки MIG (включая сварочную горелку с флюсовой сердцевиной). В сварочной горелке MIG диффузор устанавливается под соплом и имеет отверстия по бокам, тогда как диффузор или линза TIG, как правило, представляет собой одну поверхность, через которую может проходить газ.
Другое различие между способами диффузии газов заключается в том, что TIG часто имеет настройку предварительного потока. Это означает, что когда сварщик нажимает на педаль, нажимает на курок или царапает вольфрам, чтобы зажечь дугу, газ начнет поступать еще до того, как загорится дуга. Причина этого в том, что в противном случае сварной шов будет загрязнен, поскольку его единственная защита — от защитного газа. Существует также постпоток, который используют как TIG, так и MIG. Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
- См. также: Где взять сварочный газ и сколько платить?
Часто задаваемые вопросы (FAQ)
Является ли аргон взрывоопасным веществом?
Поскольку он не обладает высокой реакционной способностью, он не взрывоопасен. Однако если вы проткнете баллон с аргоном под давлением, баллон может взорваться из-за сброса давления. Самой большой проблемой безопасности при использовании аргона является обеспечение надлежащей вентиляции. Поскольку аргон не является пригодным для дыхания газом, он удушающий, как углекислый газ. Всегда следите за тем, чтобы у вас было достаточно кислорода или вентиляции.
Насколько дорог аргон?
Он достаточно доступен для использования в больших масштабах. Однако углекислый газ дешевле аргона.