Содержание
Напряжения и деформации при сварке
Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
СОДЕРЖАНИЕ
- Определение мест образования деформаций и напряжений
- Причины возникновения деформаций и напряжений при сварке
- Виды сварочных деформаций
- Как избежать деформации металла при сварке
- Временные и остаточные напряжения – методы устранения
- Методы устранения деформаций
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
Они могут быть:
- изгибающего действия;
- растягивающего;
- срезающего;
- сжимающего;
- растягивающего.
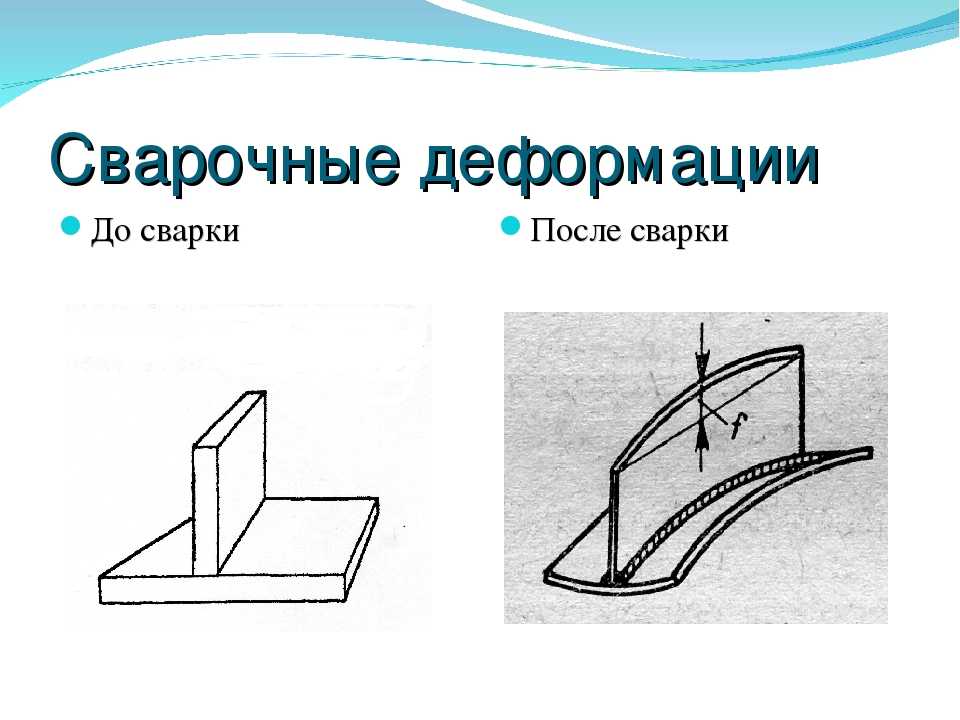
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.
А вот побочные напряжения можно и нужно предотвращать.
Основные причины деформаций, относящиеся к второй группе (побочные):
- Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
- Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
- Структурные изменения.
 Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
 Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
К побочным причинам деформаций причисляют:
- неверный выбор электродов,
- сварка выполнялась в неправильном режиме;
- нарушения технологии выполнения сварочных работ;
- плохая подготовка кромок;
- ошибка при выборе типа шва;
- слишком маленькое расстояние между двумя разными швами;
- большое количество точек пересечения;
- неопытность специалистов;
- ошибки конструктивного характера.

Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.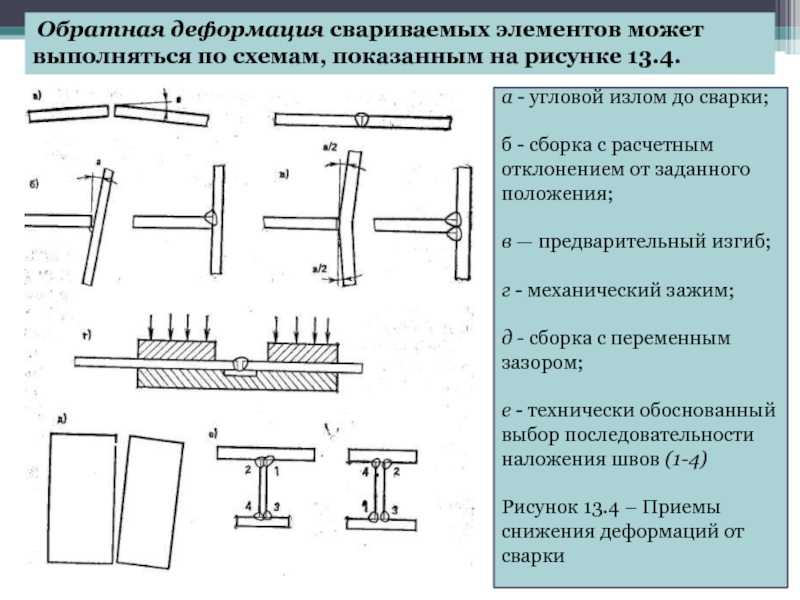
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
- На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
- Расположить швы желательно симметрично относительно осей узлов.
- При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
- Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
- Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.

В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
- Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
- Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
- Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
- Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
- При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
- Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.
- При сваривании желательно делать как можно меньше проходов.
- В случаях, когда предусматривается формирование двухстороннего шва, следует наплавлять слои с каждой стороны попеременно.
- Перед началом работы можно выгнуть края заготовок в сторону противоположную направлению деформации. После остывания они вернутся в исходное положение.
- Количество прихваток должно быть минимальным.
- Небольшие заготовки и узлы приваривать с использованием кондукторов и шаблонов.

Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.
После этого ее нагревают в печи.
При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
- нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
- максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.
Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Напряжения и деформации при сварке
Оцените, пожалуйста, статью
12345
Всего оценок: 11, Средняя: 3
Деформации и напряжения при сварке: причины, виды, способы устранения
Содержание:
- Что являют собой напряжения и деформации
- Почему образуются деформации и напряжения
- Виды деформаций и напряжений
- Тестирование сварных швов и расчет деформаций
- Способы устранения сварочных напряжений
- Способы устранения деформации
- Как предотвратить возникновение напряжений и деформации
- Методы противодействия сварочным деформациям и напряжениям
- Интересное видео
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
 Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
 д.;
д.;Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |
Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем — остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются — пластичная.
 Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
 Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.
Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.

Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток — повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Основы искривления при сварке
Как возникает искривление?
Сварка обычно включает нагрев материалов в месте соединения для их сплавления. Это тепло вызывает расширение и сжатие. Если нагрев и охлаждение неравномерны, могут возникнуть искажения. Это искажение возникает из-за остаточного напряжения.
Возникают два основных напряжения.
- сжимающее напряжение, возникающее в области, окружающей кромки основного металла, из-за теплового расширения в областях рядом со сварочной ванной.
- возникает, когда остальная часть металла сопротивляется сжатию нагретой области и металла сварного шва.

Напряжение растяжения
Вы можете определить величину термического напряжения, вызванного материалом, только по изменению объема зоны сварки и результирующему перемещению материала, когда он затвердевает и охлаждается до комнатной температуры.
Если напряжение, возникающее при расширении и сжатии, превышает предел текучести основного металла, в соединении может возникнуть локальная пластическая деформация. Пластическая деформация искажает структуру сварного соединения. Это приводит к постоянному изменению размеров или формы компонентов. Для лучшего понимания того, как это происходит, для иллюстрации примера используется следующий рисунок со стальным стержнем.
Рис. 1
Виды сварочной деформации
Продольная деформация
Продольная усадка происходит по длине шва. При охлаждении сварной шов и окружающая его область сжимаются, в результате чего заготовка укорачивается. Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Рис. 2: Продольная деформация
Поперечная деформация
Эта деформация возникает, когда металл сжимается после сварки и тянет его края друг к другу. Это происходит потому, что металл изначально расширился, но при охлаждении испытал более высокую скорость сжатия.
Рис. 3: Поперечная деформация
Угловая деформация
Угловая деформация возникает, когда углы между свариваемыми деталями изменяются в результате усадки. Сжатие больше вверху, так как в верхней части сварочная ванна больше, чем в нижней. См. рисунок ниже.
Рис. 4: Угловая деформация
Изгиб, искривление и деформация
Если все вышеперечисленные типы деформации возникают в одном соединении, результатом является несколько сложных деформаций. Искажения могут быть в виде изгиба, коробления и искривления. При изгибе центр сварного шва не совпадает с нейтральной осью поперечного сечения.
Деформация образуется, когда части сварной тарелки находятся внутри между несколькими точками жесткости. По длине сварного шва может быть несколько тарельчатых секций.
С другой стороны, из-за упругой потери устойчивости металлический лист изгибается по ширине. Если вы попытаетесь расплющить такой сустав, он, скорее всего, сломается.
Рис. 6: Потеря устойчивости
Причины деформации
Как правило, в металлообрабатывающей и сварочной промышленности существует три основные причины деформации. Их:
- Остаточное напряжение
- Термическая резка
- Сварка
Остаточные напряжения
Остаточные напряжения представляют собой заблокированные напряжения, присутствующие в технических компонентах даже при отсутствии внешней нагрузки, и они возникают в основном из-за неравномерного объемного изменения металлического компонента независимо от производственных процессов, таких как термообработка, механическая обработка, механическое деформирование, литье, сварка, нанесение покрытий и т. д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
Остаточные напряжения могут быть растягивающими или сжимающими в зависимости от местоположения и типа неравномерного объемного изменения, происходящего из-за дифференциального нагрева и охлаждения, например, при сварке и термической обработке, или локализованных напряжений, таких как контурная прокатка, механическая обработка, дробеструйная обработка и т. д. Влияние остаточных напряжений можно наблюдать на свариваемом материале, когда валик металла шва наплавляется продольно на плоскую пластину. Сварное соединение во время охлаждения имеет тенденцию сжиматься и изгибает стальной лист в сторону свариваемой стороны.
Термическая резка
Помимо сварки, термическая резка, используемая при обработке стали, подготовке швов и кромок, также вызывает деформацию основного металла и вызывает остаточное напряжение. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
Эта высокая температура вызывает расширение стали, прилегающей к поверхности реза, что вызывает деформацию листа во время резки. Не все естественное расширение краев материала может быть компенсировано, и произойдет некоторая пластическая деформация. Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина оказывается меньше исходной, что приводит к деформации в противоположном направлении.
Сварка
Когда накладывается сварной шов, это расплавленный металл и, следовательно, горячий, при охлаждении он дает усадку, эта усадка создает нагрузку на сварной шов и основной материал вблизи сварного шва.
Деформация также создается локальным нагревом основных металлов, что вызывает локальное расширение и сжатие во время операции сварки. Локальное расширение и сжатие происходит в холодном основном металле вблизи зоны сварки, что ограничивает движение от этих сил, за счет этого действия накапливаются остаточные напряжения.
Эти напряжения в первую очередь возникают из-за дифференциального термического цикла сварки (нагрев, пиковая температура и охлаждение в любой момент сварки), испытываемого металлом шва и областью, близкой к границе сплавления, т.е. зоной термического влияния (рис.2). Вид и величина остаточных напряжений непрерывно изменяются на разных стадиях сварки, т. е. при нагреве и охлаждении. При нагреве преимущественно возникают сжимающие остаточные напряжения в области нагреваемого для плавления основного металла за счет теплового расширения, которое (тепловое расширение) ограничивается низкой температурой окружающего основного металла. После достижения пикового значения остаточные напряжения сжатия постепенно уменьшаются за счет разупрочнения металла при нагреве.
Остаточное напряжение сжатия снижается до нуля, как только начинается плавление, и наблюдается обратная тенденция на стадии охлаждения сварки. При охлаждении, когда металл начинает сжиматься (уменьшаться в размерах), возникают растягивающие остаточные напряжения (если усадка не допускается ни из-за ограничений со стороны материала, ни из-за зажима заготовки), и величина напряжения продолжает увеличиваться до тех пор, пока не будет достигнута комнатная температура.
Рис. 7: расположение термического цикла сварки A, B и C
Тепловложение
Чем больше общее тепловложение, тем больше искажение. Подвод тепла идет рука об руку с увеличением количества используемых сварных швов. Это часто является результатом диаметра электрода/наполнителя и силы тока. Говорят, что одиночные более крупные прогоны производят меньшую деформацию из-за меньшего количества тепловых циклов и, следовательно, меньшего общего подводимого тепла. Этот подход должен учитывать другие требуемые механические свойства сварного соединения, такие как ударная вязкость сварного шва и ЗТВ.
Подготовка стыков и сварных швов размер
Силы усадки увеличиваются с увеличением количества металла шва, помещенного в соединение. Использование подготовки шва правильного размера и размера галтели уменьшает деформацию и экономит время и деньги. Путем размещения углового сварного шва правильного размера и сведения к минимуму деформации усиления сварного шва можно легко свести к минимуму.
Процесс сварки
По сравнению с ручной дуговой сваркой полуавтоматическая и автоматическая сварка обычно дает меньшую деформацию. Это связано с тем, что он обычно имеет более высокую скорость осаждения, обладает высокой способностью создавать более непрерывный валик, что приводит к более равномерному распределению тепла. Последовательность пусков и остановок, обычная для ручной дуговой сварки, приводит к неравномерному тепловому расширению. Это может вызвать повышенную деформацию в соединениях, сваренных вручную дуговой сваркой.
Свойства исходного материала
Коэффициент теплового расширения на единицу объема тепла является основным свойством, влияющим на деформацию. Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Как контролировать деформацию при сварке
Деформацию необходимо контролировать на всех этапах изготовления (перед сваркой, во время сварки и после операции сварки).
Перед сваркой
Хорошая конструкция соединения
Хорошо спроектированные соединения требуют минимального объема сварки и не страдают от переваривания. Это важно при работе со стыковыми швами.
Рис. 8: Иллюстрация правильной конструкции соединения
Приспособления и приспособления
Приспособления и приспособления для сварки помогают поддерживать точность и уменьшают деформацию металла, когда соединение подвергается термоусадке после охлаждения. Идея состоит в том, что приспособление или приспособление будет препятствовать перемещению основного материала, заставляя охлаждающийся сварной шов поддаваться (или поддаваться), а не окружающий материал.
Рис. 9. Установка шаблонов и приспособлений
Прихватка
Прихватка работает как зажимы, скрепляя основной металл в нужном месте. Количество и размер этих сварных швов зависят от толщины и типа основного материала. Более тонкие материалы обычно требуют более частых прихваток.
Предварительная настройка
Предварительная настройка включает в себя сборку компонентов таким образом, чтобы они компенсировали искажения и обеспечивали правильность размеров изделия после отделки. См. пример ниже.
Рис. 10: Пример предварительной настройки
Во время сварки
Последовательность сварки
Это порядок выполнения сварных швов в любом проекте. Правильная последовательность обеспечивает равномерное распределение тепла и повышает жесткость сварных соединений. В результате он обеспечивает равномерное распределение остаточных напряжений по всему компоненту, тем самым уменьшая деформацию.
Балансная сварка
Эта процедура включает балансировку остаточного напряжения с обеих сторон сварного соединения. Балансировочные сварные швы распространены при ремонте валов и других круглых сечений. Место сварщика проходит вдоль валов, которые проходят прямо напротив предыдущих. Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Другие области применения сбалансированной сварки включают в себя стыковые соединения в форме двойной буквы U и двойной буквы V. При уравновешивании сварки (сварка с обеих сторон соединения) напряжения сжатия противодействуют друг другу. То же самое касается угловых швов. Немного подумав, вы можете заставить искажение работать на вас, а не против вас.
Рис. 11: Сбалансированная сварка в стыковом соединении с двойным V-образным вырезом
Сварка с обратным шагом и пропуском
При движении в одном направлении непрерывного сварного шва поперечные усадочные напряжения накапливаются, особенно при сварке встык. Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Рис. 12: Методы обратного шага
После сварки
Большая часть контроля деформации выполняется до и во время процесса сварки. Однако, если вы в конечном итоге столкнетесь с искажением, вы можете исправить его, есть несколько процедур, которые можно выполнить после этого.
Первый — это выпрямление пламенем, представляющее собой метод нагревания для устранения искажений с использованием основных принципов искажения. Звучит нелогично, но это работает. При «контрнагреве» окружающий материал действует как тиски в первом примере и препятствует движению материала. При остывании он безудержно сжимается, тем самым исправляя искажения.
См. рисунок ниже.
Рис. 13: Методы правки пламенем
Еще один метод – упрочнение. Это включает снижение остаточного напряжения за счет растяжения сварного шва и близлежащего основного металла за счет удара по металлу. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Получите помощь, чтобы избежать искривления при сварке
Technoweld может предоставить процедуры сварки, исключающие искривление, обучение отслеживанию процесса и визуальный контроль сварки, чтобы убедиться, что ваши сварные швы соответствуют требованиям. Позвоните сегодня, чтобы узнать, как мы можем помочь!
Что такое остаточное напряжение? — TWI
Остаточные напряжения – это те напряжения, которые остаются в объекте (в частности, в сварной детали) даже при отсутствии внешней нагрузки или температурных градиентов. В ряде случаев остаточные напряжения приводят к значительным пластическим деформациям, приводящим к короблению и деформации объекта. В других они влияют на склонность к разрушению и усталость.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Содержание
- Каковы причины?
- Какие эффекты они имеют?
- Как измерить остаточное напряжение?
- Как снизить остаточное напряжение?
Остаточные напряжения возникают, когда объект (особенно сварной компонент) подвергается напряжению, превышающему его предел упругости, что приводит к пластической деформации. Существуют три основные причины возникновения этих напряжений:
Существуют три основные причины возникновения этих напряжений:
Тепловые изменения
Когда объект охлаждается от высокой температуры (например, после сварки), часто существует большая разница в скорости охлаждения по всему телу. Разница в скорости охлаждения поверхности и внутренней части объекта приводит к локальным изменениям теплового сжатия. Различные термические сжатия вызывают неравномерные напряжения. Во время охлаждения поверхность остывает быстрее, сжимая нагретый материал в центре. Поскольку материал в центре пытается охладиться, он ограничивается более холодным внешним материалом. Следовательно, внутренняя часть будет иметь остаточное напряжение растяжения, а внешняя часть компонента будет иметь остаточное напряжение сжатия.
Фазовые превращения
Когда материал подвергается фазовому превращению, возникает разница в объеме между новообразованной фазой и окружающим материалом, который еще не претерпел фазового превращения. Разница в объеме вызывает расширение или сжатие материала, что приводит к остаточным напряжениям.
Механическая обработка
Остаточное напряжение также возникает, когда пластическая деформация неравномерна по поперечному сечению объекта, подвергающегося производственному процессу, такому как гибка, волочение, выдавливание и прокатка. Когда материал подвергается деформации, одна его часть эластична, а другая пластична. После снятия нагрузки материал пытается восстановить упругую часть деформации, но полностью восстанавливается из-за соседнего пластически деформированного материала.
В зависимости от применения остаточные напряжения могут быть положительными или отрицательными. Например, остаточные напряжения реализуются в конструкциях некоторых приложений для получения положительного эффекта. Этого можно достичь с помощью лазерной наклепа, которая придает сжимающие остаточные напряжения поверхности объекта, что позволяет упрочнить тонкие срезы или упрочнить хрупкие поверхности.
Однако, как правило, остаточные напряжения имеют негативные последствия. Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Нежелательные напряжения также влияют на усталостные характеристики.
Давно признано, что для несвариваемых материалов в условиях усталостного нагружения только растягивающие части цикла приложенного напряжения способствуют росту усталостной трещины (см. нижнюю часть рисунка 1). -сварное состояние, эффекты остаточных сварочных напряжений должны быть добавлены к эффектам приложенного циклического напряжения, в результате чего весь усталостный цикл (растяжение и сжатие) приводит к усталостному повреждению (см. верхнюю часть рисунка 1).
Рис. 1 Влияние остаточного напряжения при сварке на усталостное повреждение.
К счастью, влияние остаточных сварочных напряжений как на разрушение, так и на усталость прописано в нормах и стандартах таким образом, что большинство пользователей не знают о них, и им не нужно учитывать их в явном виде. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Существует множество методов измерения остаточных напряжений. Они в целом подразделяются на три области: разрушающие, полуразрушающие и неразрушающие. Используемый подход часто зависит от требуемой информации. Из-за сложности некоторых методов измерения измерение должно выполняться в специализированном помещении. Это особенно верно для многих неразрушающих методов.
Ниже перечислены три основные категории:
Разрушающие
Эти методы включают разрушение измеряемого объекта и обычно используются с точки зрения исследований и разработок. Разрушающий контроль часто намного дешевле в реализации, чем неразрушающий контроль.
Примеры методов включают:
- Контурный метод. Контурный метод определяет остаточное напряжение путем разрезания объекта на две части и измерения карт высот поверхности вдоль свободной плоскости, созданной разрезом. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
- Резка. Метод продольной резки — это метод измерения остаточного напряжения по толщине, нормального к плоскости, проходящей через объект. Он включает в себя нарезание тонкой щели с шагом глубины по толщине заготовки и измерение результирующих деформаций в зависимости от глубины щели. Остаточное напряжение затем рассчитывается как функция положения по толщине, определяемого путем решения обратной задачи с использованием измеренных деформаций.
 Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.Полуразрушающий
Методы полуразрушения сравнимы с методами разрушения тем, что они используют принцип снятия напряжения для определения остаточного напряжения. Однако удаляется лишь небольшое количество материала, что позволяет конструкции лучше сохранять свою целостность.
Примеры:
- Глубокое бурение. Сверление глубоких отверстий включает в себя просверливание отверстия через толщину объекта, измерение диаметра отверстия, вырезание круглой прорези вокруг отверстия для удаления сердцевины материала вокруг отверстия, а затем повторное измерение диаметра отверстия. Остаточное напряжение определяется по геометрическому изменению.
- Сверление центрального отверстия. Сверление центрального отверстия работает по принципу сверления небольшого отверстия в объекте. Когда материал, содержащий остаточное напряжение, удаляется, оставшийся материал достигает нового состояния равновесия, которое имеет связанные с ним деформации вокруг отверстия. Деформации вокруг отверстия измеряются во время анализа с помощью тензодатчиков или оптических методов. Исходное остаточное напряжение в материале рассчитывается по измеренным деформациям.
Неразрушающий контроль
Существует множество методов, используемых для неразрушающего контроля, которые включают измерение влияния соотношения между остаточными напряжениями и их изменениями материала в интервале кристаллической решетки.
Примеры неразрушающих методов включают:
- Нейтронная дифракция. Использует нейтроны для измерения шага кристаллической решетки в объекте. Нейтроны, выходящие из объекта, имеют энергию, сравнимую с энергией падающих нейтронов, что позволяет определить остаточное напряжение по расстоянию решетки.
- Синхротронная рентгеновская дифракция. Требуется синхротрон для ускорения электромагнитного излучения, чтобы обеспечить понимание расстояния между решетками объектов по толщине. В этом процессе используется подход, аналогичный дифракции нейтронов, для расчета остаточного напряжения.
- Рентгеновская дифракция. Этот процесс позволяет измерять остаточное поверхностное напряжение, поскольку рентгеновское излучение проникает в поверхность объекта только на несколько сотен микрон.
Существует ряд методов, которые можно использовать для перераспределения или снятия остаточных напряжений. Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
После производственного процесса могут быть предприняты дополнительные шаги для радикального снижения остаточных напряжений внутри объекта. Этого можно добиться с помощью термической или механической обработки. Термическая обработка после сварки часто используется для снятия или перераспределения остаточных напряжений в свариваемом объекте. С механической точки зрения для достижения желаемого эффекта можно применять такие методы, как дробеструйная обработка, холодная прокатка и растяжение.
Чем может помочь TWI?
В настоящее время TWI предоставляет ряд услуг своим членам в отношении остаточных напряжений, вызванных технологическими процессами, в том числе:
- Измерение
- Численное моделирование
- Консультации по:
Влияние остаточных напряжений на целостность конструкции (главным образом, разрушение и усталость)
Методы снижения остаточных напряжений (например, послесварочная термообработка, проклевка и т.
