Содержание
Диаметр отверстий под метрическую резьбу
Инструкции
Диаметр отверстий под метрическую резьбу
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
|
Диаметр резьбы
|
Шаг
резьбы
|
Диаметр
сверла
|
Шаг резьбы
|
Диаметр
сверла
|
Шаг резьбы
|
Диаметр
сверла
|
Шаг резьбы
|
Диаметр
сверла
|
Шаг резьбы
|
Диаметр
сверла
|
Шаг резьбы
|
Диаметр
сверла
|
|
2
|
0.
|
1.6
|
0.25
|
1.75
|
|
|
|
|
|
|
|
|
|
3
|
0.5
|
2.5
|
0.35
|
2.
|
|
|
|
|
|
|
|
|
|
4
|
0.7
|
3.3
|
0.5
|
3.5
|
|
|
|
|
|
|
|
|
|
5
|
0.
|
4.2
|
0.5
|
4.5
|
|
|
|
|
|
|
|
|
|
6
|
1
|
5
|
0.75
|
5.2
|
0.
|
5.5
|
|
|
|
|
|
|
|
7
|
1
|
6
|
0.75
|
6.2
|
0.5
|
6.5
|
|
|
|
|
|
|
|
8
|
1.
|
6.7
|
1
|
7
|
0.75
|
7.2
|
0.5
|
7.5
|
|
|
|
|
|
9
|
1.25
|
7.7
|
1
|
8
|
0.
|
7.2
|
0.5
|
8.5
|
|
|
|
|
|
10
|
1.5
|
8.5
|
1.25
|
8.7
|
1
|
9
|
0.75
|
9.
|
0.5
|
9.5
|
|
|
|
11
|
1.5
|
9.5
|
1
|
10
|
0.75
|
10.2
|
0.5
|
10.5
|
|
|
|
|
|
12
|
1.
|
10.2
|
1.5
|
10.5
|
1.25
|
10.7
|
1
|
11
|
0.75
|
11.2
|
0.5
|
11.5
|
|
14
|
2
|
12
|
1.5
|
12.
|
1.25
|
12.6
|
1
|
13
|
0.75
|
13.2
|
0.5
|
13.5
|
|
16
|
2
|
14
|
1.5
|
14.5
|
1
|
15
|
0.
|
15.2
|
0.5
|
15.5
|
|
|
|
18
|
2.5
|
15.4
|
2
|
16
|
1.5
|
16.5
|
1
|
17
|
0.75
|
17.
|
0.5
|
17.5
|
|
20
|
2.5
|
17.4
|
2
|
18
|
1.5
|
18.5
|
1
|
19
|
0.75
|
19.2
|
0.5
|
19.5
|
|
22
|
2.
|
19.4
|
2
|
20
|
1.5
|
20.5
|
1
|
21
|
0.75
|
21.2
|
0.5
|
21.5
|
|
24
|
3
|
20.9
|
2
|
22
|
1.
|
22.5
|
1
|
23
|
0.75
|
23.2
|
|
|
|
27
|
3
|
23.9
|
2
|
25
|
1.5
|
25.5
|
1
|
26
|
0.
|
26.2
|
|
|
|
30
|
3.5
|
26.4
|
3
|
26.9
|
2
|
28
|
1.5
|
28.5
|
1
|
29
|
0.75
|
29.
|
|
33
|
3.5
|
29.4
|
3
|
29.9
|
2
|
31
|
1.5
|
31.5
|
1
|
32
|
0.75
|
32.2
|
|
36
|
4
|
31.
|
3
|
32.9
|
2
|
34
|
1.5
|
34.5
|
1
|
35
|
|
|
|
39
|
4
|
34.9
|
3
|
35.9
|
2
|
37
|
1.
|
37.5
|
1
|
38
|
|
|
|
42
|
4.5
|
37.4
|
4
|
37.9
|
3
|
38.9
|
2
|
34
|
1.5
|
40.
|
1
|
41
|
|
45
|
4.5
|
40.4
|
4
|
40.9
|
3
|
41.9
|
2
|
43
|
1.5
|
43.5
|
1
|
44
|
|
48
|
5
|
42.
|
4
|
43.9
|
3
|
44.9
|
2
|
46
|
1.5
|
46.5
|
1
|
47
|
 4
4 65
65 8
8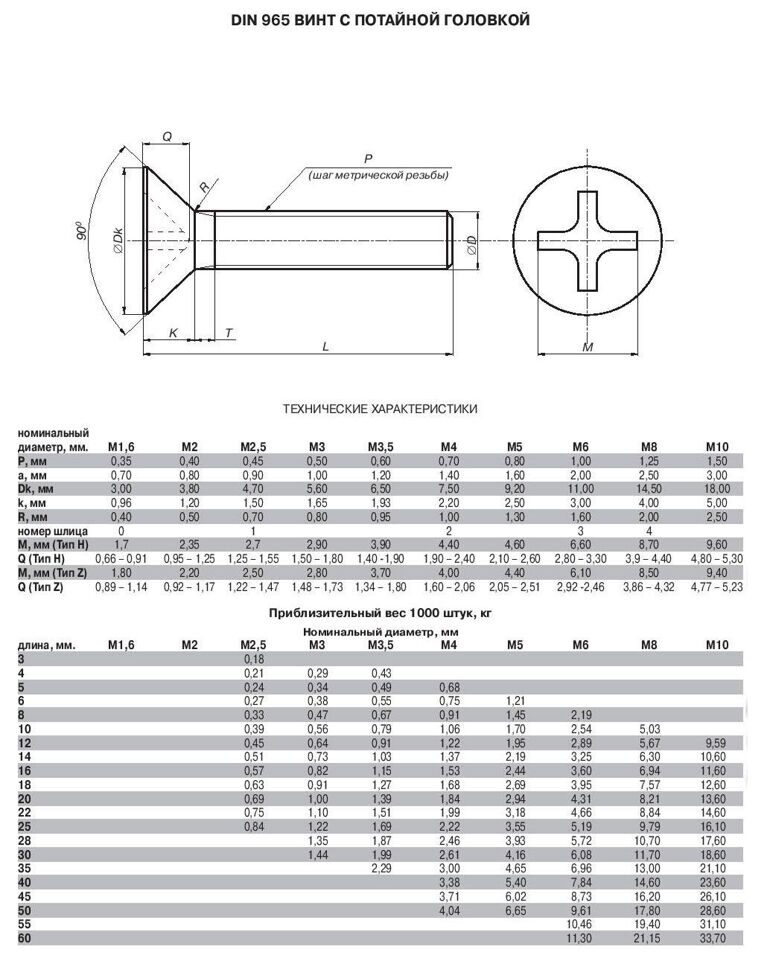 5
5 25
25 75
75 2
2 75
75 5
5 75
75 2
2 5
5 5
5 75
75 2
2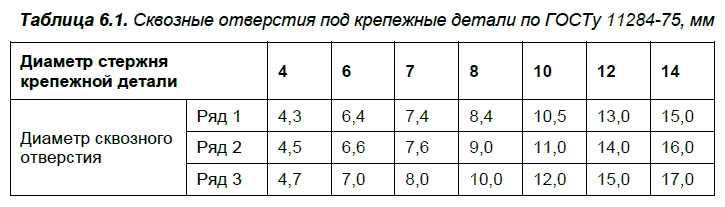 9
9 5
5 5
5 8
8!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. «Шаг» резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться. Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
04.12.2018 00:39:22
0
7607
Комментарии:
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ | ГОСТ Взамен |
Размеры | |
Through holes for fasteners. Dimensions |
Постановлением Государственного комитета стандартов СоветаМинистров СССР от 14 ноября 1975 г. № 3134дата введения установлена
№ 3134дата введения установлена
01.01.77
Издание 2006 г. с Изменением № 1, утвержденным вдекабре 1981 г. (ИУС 2-82).
Ограничение срока действия снятопо протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии исертификации (ИУС 11-95)
1. Настоящий стандарт устанавливаетразмеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрамистержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстийдолжны соответствовать указанным на чертеже и в таблице.
мм
Диаметр стержня крепежных деталей d | Диаметр сквозного отверстия dh | ||
1-й ряд | 2-й ряд | 3-й ряд | |
1,0 | 1,1 | 1,2 | 1,3 |
1,2 | 1,3 | 1,4 | 1,5 |
1,4 | 1,5 | 1,6 | 1,8 |
1,6 | 1,7 | 1,8 | 2,0 |
1,8 | 2,0 | 2,1 | 2,2 |
2,0 | 2,2 | 2,4 | 2,6 |
2,5 | 2,7 | 2,9 | 3,1 |
3,0 | 3,2 | 3,4 | 3,6 |
3,5 | 3,7 | 3,9 | 4,2 |
4,0 | 4,3 | 4,5 | 4,8 |
4,5 | 4,8 | 5,0 | 5,3 |
5,0 | 5,3 | 5,5 | 5,8 |
6,0 | 6,4 | 6,6 | 7,0 |
7,0 | 7,4 | 7,6 | 8,0 |
8,0 | 8,4 | 9,0 | 10,0 |
10,0 | 10,5 | 11,0 | 12,0 |
12,0 | 13,0 | 14,0(13,5) | 15,0(14,5) |
14,0 | 15,0 | 16,0(15,5) | 17,0(16,5) |
16,0 | 17,0 | 18,0(17,5) | 19,0(18,5) |
18,0 | 19,0 | 20,0 | 21,0 |
20,0 | 21,0 | 22,0 | 24,0 |
22,0 | 23,0 | 24,0 | 26,0 |
24,0 | 25,0 | 26,0 | 28,0 |
27,0 | 28,0 | 30,0 | 32,0 |
30,0 | 31,0 | 33,0 | 35,0 |
33,0 | 34,0 | 36,0 | 38,0 |
36,0 | 37,0 | 39,0 | 42,0 |
39,0 | 40,0 | 42,0 | 45,0 |
42,0 | 43,0 | 45,0 | 48,0 |
45,0 | 46,0 | 48,0 | 52,0 |
48,0 | 50,0 | 52,0 | 56,0 |
52,0 | 54,0 | 56,0 | 62,0 |
56 | 58 | 62 | 66 |
60 | 62 | 66 | 70 |
64 | 66 | 70 | 74 |
68 | 70 | 74 | 78 |
72 | 74 | 78 | 82 |
76 | 78 | 82 | 86 |
80 | 82 | 86 | 91 |
85 | 87 | 91 | 96 |
90 | 93 | 96 | 101 |
95 | 98 | 101 | 107 |
100 | 104 | 107 | 112 |
105 | 109 | 112 | 117 |
ПО | 114 | 117 | 122 |
115 | 119 | 122 | 127 |
120 | 124 | 127 | 132 |
125 | 129 | 132 | 137 |
130 | 134 | 137 | 144 |
140 | 144 | 147 | 155 |
150 | 155 | 158 | 165 |
160 | 165 | 168 | 175 |
Примечания:
1. 3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозныхотверстий приведены в приложении.
3. Размеры в скобкахприменять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда — h22;
для 2-го ряда — Н13;
для 3-го ряда — h24.
1 — 3. (Измененная редакция, Изм. № 1).
4. При необходимости следует устранить контакт кромки отверстия срадиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения срасстоянием между осями наиболее удаленных отверстий менее 500 мм, длясоединений, к которым предъявляются лишь требования собираемости, ряды сквозныхотверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
Количество и расположение отверстий | Способ образования отверстий | Тип соединения | Рекомендуемый ряд сквозных отверстий |
Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
а — отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
II | 2-й ряд | ||
б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 2-й ряд |
II | 3-й ряд | ||
а — отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей б — отверстия расположены по окружности | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (длязаклепочных и не разбираемых болтовых соединений) номинальный диаметр сквозногоотверстия рекомендуется принимать равным наибольшему предельному размерудиаметра стержня крепежной детали. При этом отверстия должны быть раззенкованына размер, соответствующий переходному радиусу между головкой и стержнем.
Отверстия и пазы, стандартные размеры
Эта информация относится к американской сталелитейной промышленности.
Стандартные отверстия
Стандартные размеры отверстий для болтов составляют 1/16 дюйма. большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
Хотя большинство отверстий для высокопрочных болтов сделаны на 1/16 дюйма. большего диаметра, чем корпус болта, определенные условия, возникающие при монтаже на месте, требуют большей регулировки, чем может обеспечить этот зазор, и требуется одобрение инженера.
Максимальные размеры отверстий под болты указаны в таблице ниже, кроме отверстий большего диаметра, необходимых для допуска расположения анкерных болтов в бетонных фундаментах, в деталях основания колонны.
В межэлементных соединениях должны быть предусмотрены стандартные отверстия, если проектировщиком не одобрены отверстия увеличенного размера, короткие или длинные прорези в болтовых соединениях. Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Негабаритные и продолговатые отверстия
По согласованию с инженером могут использоваться негабаритные, короткие или длинные прорезные отверстия при соблюдении следующих требований к деталям соединения:
(1) Негабаритные отверстия могут использоваться в любом или во всех слоях соединения, в которых допустимое сопротивление скольжению соединения больше приложенной нагрузки. Отверстия большего диаметра не должны использоваться в соединениях подшипникового типа. Закаленные шайбы должны быть установлены над отверстиями увеличенного размера во внешнем слое.
(2) Короткие прорезные отверстия могут использоваться в любом или во всех слоях соединений, рассчитанных на основе допустимой нагрузки на крепежные детали, при условии, что нагрузка приложена приблизительно нормально (от 80 до 100 градусов) к оси прорези.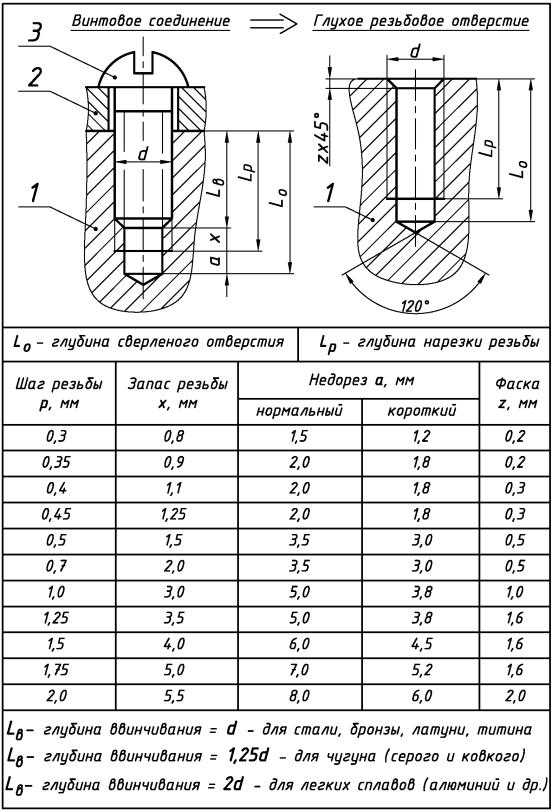 Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
(3) Длинные щелевые отверстия могут быть использованы в одной из соединяемых деталей на любой отдельной поверхности прилегания в соединениях, рассчитанных на основе допустимых напряжений на крепежных элементах, при условии, что нагрузка приложена примерно перпендикулярно (между 80 и 100 градусами) к оси паза. Длинные щелевые отверстия могут быть использованы в одной из соединяемых частей на любой отдельной поверхности прилегания независимо от направления приложения нагрузки на соединения, в которых допустимое сопротивление скольжению больше, чем приложенная сила. Если во внешнем слое используются отверстия с длинными прорезями, должны быть предусмотрены пластинчатые шайбы или непрерывный стержень со стандартными отверстиями, размер которых достаточен для того, чтобы полностью закрыть прорезь после установки. В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
(4) Полностью вставленные пальчиковые прокладки между сопрягаемыми поверхностями передающих нагрузку элементов соединений не должны считаться длинным пазовым элементом соединения.
Nominal Hole Dimensions
| Bolt Diameter | Hole Dimensions – Standard Diameter | Hole Dimensions – Oversize Diameter | Hole Dimensions – Short Slot (Width x Length) | Hole Dimensions – Long Slot (Width x Length) |
| 1/2 | 9/16 | 5/8 | 9/16 x 11/16 | 9/16 x 1 1/16 |
| 5/8 | 11/16 | 13/16 | 11/16 x 7/8 | 11/16 x 1 9/16 |
| 3/4 | 13/16 | 15/16 | 13/16 x 1 | 13/16 x 1 7/8 |
| 7/8 | 15/16 | 1 1/16 | 15/16 x 1 1/8 | 15/16 x 2 3/16 |
| 1 | 1/16 | 1 1/4 | 1/16 X. 1 5/16 1 5/16 | 1 1/16 x 2 1/2 |
| >= 1 1/8 | d + 1/16 | d + 5/16 | (d x (1/16) d + 3/8) | (d + 1/16) x (2,5 x d) |
Отверстия под анкерные болты
Размеры отверстий для соединения стальных конструкций не совпадают с размерами отверстий для стальных конструкций. анкерные крепления к бетону. В случае соединения сталь-сталь детали изготавливаются в цехе с хорошим контролем качества, поэтому стандартные отверстия (диаметр болта плюс 1/16″), отверстия увеличенного размера (диаметр болта плюс 3/16″) и короткие и отверстия с длинными прорезями можно использовать вполне успешно. Тем не менее, размещение анкерных устройств в полевых условиях долгое время подвергалось более допустимым допускам (и часто неточностям, которые в любом случае превышают эти допуски и могут потребовать рассмотрения зарегистрированным инженером-строителем).
AISC опубликовала Руководство по проектированию стали, серия 1, Опорные плиты колонн, еще в начале 1990-х годов. В то время было признано, что качество фундаментных работ становится все хуже и хуже. Чтобы предоставить монтажнику (и проектировщику) большую свободу действий, допустимые размеры отверстий в опорных плитах были увеличены. Те же самые большие размеры отверстий были включены во 2-е изд. Руководство ЛРФД. Значения там максимальные, а не обязательный размер. При желании можно использовать отверстия меньшего размера. С этими отверстиями обычно требуются пластинчатые шайбы, потому что шайбы ASTM F436 могут вдавливаться в отверстия большего размера даже при монтажных нагрузках.
Отверстия большего размера в первую очередь предназначены для большинства опорных плит, которые передают только осевое сжатие от колонны к фундаменту. В этом случае анкерные стержни обычно мало что делают после возведения.
Для того, чтобы можно было сместить болты, отверстия в опорных плитах увеличены. Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Размеры отверстия для анкерного болта
| Диаметр болта | Hole Size |
|---|---|
| 3/4 | 1 5/16 |
| 7/8 | 1 9/16 |
| 1 | 1 13/16 |
| 1 1/4 | 2 1/16 |
| 1 1/2 | 2 5/16 |
| 1 3/4 | 2 3/4 |
| 2 | 3 1/4 |
| 2 1 /2 | 3 3/4 |
AISC, Руководство по проектированию стали, серия 1, Опорные плиты колонн, предполагает, что использование отверстий увеличенного размера, соответствующих этим критериям, может по-прежнему не соответствовать изменениям в полевых условиях в размещении анкерных болтов, и предлагает добавить 1/4 дюйма , до указанного диаметра отверстия. Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Основываясь на отверстиях увеличенного размера AISC, рекомендациях Образовательного совета AISC по конструкционной стали и методах размещения анкерных болтов подрядчиков по бетонным работам, подрядчики по бетонным работам ASCC (Американское общество подрядчиков по бетонным работам) рекомендуют следующие допуски для расположения каждого болта:
- 3/4 -в. и 7/8 дюйма. диаметр болтов: ±1/4 дюйма
- 1 дюйм, 1 1/4 дюйма и 1 1/2 дюйма диаметр болтов: ±3/8 дюйма
- 1-3/4 дюйма, 2 дюйма и 2-1/2 дюйма диаметр болтов: ±1/2 дюйма
Конец статьи.
Размер отверстия для болтов и винтов (британские единицы)
по
Библия инженера|
Обновлено:
04 ноября 2021 г.

Не знаете, какой размер отверстия использовать для крепежа?
Тогда не ищите дальше!
Используйте приведенную ниже таблицу зазоров отверстий под болты для болтов и винтов британского размера.
В этой таблице показано, как определить размер отверстия с зазором для болта.
| Размер винта | Сверла для отверстий | ||||
| Закрыть Подходит | Бесплатно Подходит | ||||
| № или диаметр | Десятичный Эквивалент | Размер сверла | Десятичный Эквивалент | Размер сверла | Десятичный Эквивалент |
| 0 | 0,0600 | 52 | 0,0635 | 50 | 0,0700 |
| 1 | 0,0730 | 48 | 0,0760 | 46 | 0,0810 |
| 2 | 0,0860 | 43 | 0,0890 | 41 | 0,0960 |
| 3 | 0,0990 | 37 | 0,1040 | 35 | 0,1100 |
| 4 | 0,1120 | 32 | 0,1160 | 30 | 0,1285 |
| 5 | 0,1250 | 30 | 0,1285 | 29 | 0,1360 |
| 6 | 0,1380 | 27 | 0,1440 | 25 | 0,1495 |
| 8 | 0,1640 | 18 | 0,1695 | 16 | 0,1770 |
| 10 | 0,1900 | 9 | 0,1960 | 7 | 0,2010 |
| 12 | 0,2160 | 2 | 0,2210 | 1 | 0,2280 |
| 14 | 0,2420 | Д | 0,2460 | Ф | 0,2570 |
| 1/4 | 0,2500 | Ф | 0,2570 | Х | 0,2660 |
| 5/16 | 0,3125 | Р | 0,3230 | В | 0,3320 |
| 3/8 | 0,3750 | Вт | 0,3860 | х | 0,3970 |
| 7/16 | 0,4375 | 29/64 | 0,4531 | 15/32 | 0,4687 |
| 1/2 | 0,5000 | 33/64 | 0,5156 | 17/32 | 0,5312 |
Например, болт 3/8″ с плотной посадкой будет иметь отверстие с зазором W (0,3860).