ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 откл.
откл. 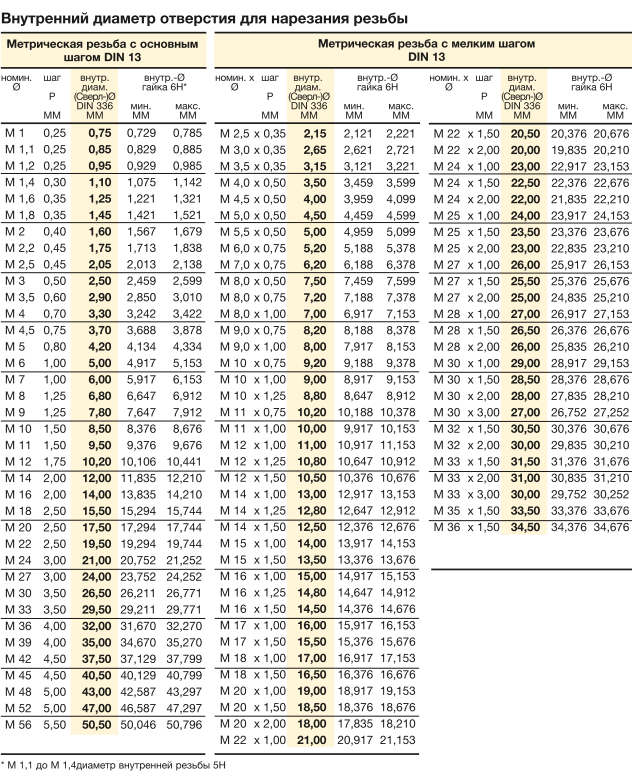 ru:
ru:Подбор диаметров сверл под резьбу
Содержание
- 1 Рекомендации по созданию
- 2 Выбор сверл для нарезания
- 3 Приспособления для формирования резьбы в изделии
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Содержание
- Рекомендации по созданию
- Выбор сверл для нарезания
- Приспособления для формирования резьбы в изделии
Рекомендации по созданию
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
- Левые;
- Правые.

По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
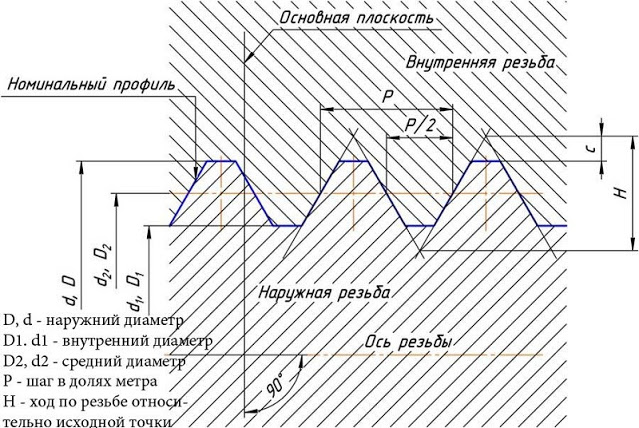
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол — 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).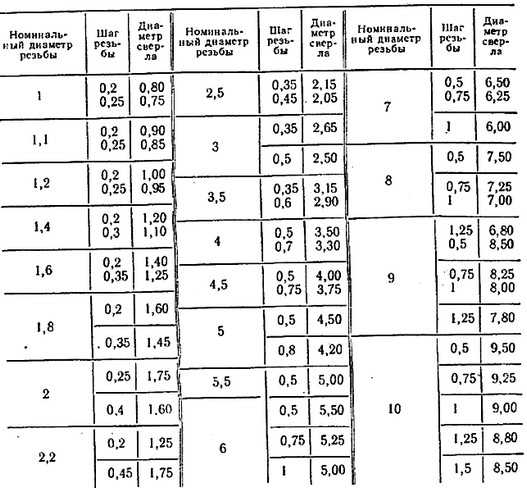
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
т.р. база знаний | Размеры резьбы и зазоры отверстий
База знаний TR | Размеры резьбы и зазоры отверстий
Рекомендации по размеру сверла и зазору отверстия.
Все размеры носят рекомендательный характер и указаны в мм.
Метрическая резьба
| Резьба | Размер сверла для нарезания стандартной метрической резьбы | Размер сверла для нарезания мелкой метрической резьбы | Зазорное отверстие |
|---|---|---|---|
| М1 | 0,75 | — | 1,2 |
| M1.2 | 0,95 | — | 1,4 |
| M1.4 | 1.1 | — | 1,6 |
| М1,6 | 1,5 | — | 1,8 |
| М1,8 | 1,4 | — | 2 |
| М2 | 1,6 | — | 2,4 |
| M2.2 | 1,7 | — | 2,8 |
| М2,5 | 2 | — | 2,9 |
| М3 | 2,5 | — | 3,4 |
| М3,5 | 2,9 | — | 3,9 |
| М4 | 3,3 | — | 4,5 |
| М5 | 4. 2 2 | — | 5,5 |
| М6 | 5 | — | 6,6 |
| М8 | 6,8 | 7 | 9 |
| М10 | 8,5 | 8,8 | 11 |
| M12 | 10,2 | 10,8 | 13,5 |
| М14 | 12 | 12,5 | 15,5 |
| М16 | 14 | 14,5 | 17,5 |
| М18 | 15,5 | 16,5 | 20 |
| М20 | 17,5 | 18,5 | 22 |
| M22 | 19,5 | 20,5 | 24 |
| M24 | 21 | 22 | 26 |
| М27 | 24 | 25 | 30 |
| М30 | 26,5 | 28 | 33 |
Унифицированные потоки
| Размер винта | нитей на дюйм | Резьбовое отверстие | Зазорное отверстие | ||
|---|---|---|---|---|---|
| Алюминий, латунь, пластик | Черные материалы | Все материалы | |||
| Узкая посадка | Свободная посадка | ||||
| Размер сверла | Размер сверла | Размер сверла | Размер сверла | ||
| 0 | 80 | 3/64 | 55 | 52 | 50 |
| 1 | 64 | 53 | 1/16 | 48 | 46 |
| 72 | 53 | 52 | |||
| 2 | 56 | 50 | 49 | 43 | 41 |
| 64 | 50 | 48 | |||
| 3 | 48 | 47 | 44 | 37 | 35 |
| 56 | 45 | 43 | |||
| 4 | 40 | 43 | 41 | 32 | 30 |
| 48 | 42 | 40 | |||
| 5 | 40 | 38 | 7/64 | 30 | 29 |
| 44 | 37 | 35 | |||
| 6 | 32 | 36 | 32 | 27 | 25 |
| 40 | 33 | 31 | |||
| 8 | 32 | 29 | 27 | 18 | 16 |
| 36 | 29 | 26 | |||
| 10 | 24 | 25 | 20 | 9 | 7 |
| 32 | 21 | 18 | |||
| 12 | 24 | 16 | 12 | 2 | 1 |
| 28 | 14 | 10 | |||
| 32 | 13 | 9 | |||
| 1/4 | 20 | 7 | 7/32 | Ф | Х |
| 28 | 3 | 1 | |||
| 32 | 7/32 | 1 | |||
| 5/16 | 18 | Ф | Дж | Р | Q |
| 24 | я | 32 сентября | |||
| 32 | 32 сентября | л | |||
| 3/8 | 16 | 5/16 | В | Вт | х |
| 24 | В | С | |||
| 32 | 32. 11 11 | Т | |||
| 7/16 | 14 | У | 25/64 | 29/64 | 15/32 |
| 20 | 25/64 | 13/32 | |||
| 28 | Д | З | |||
| 1/2 | 13 | 27/64 | 29/64 | 33/64 | 17/32 |
| 20 | 29/64 | 15/32 | |||
| 28 | 15/32 | 15/32 | |||
| 16 сентября | 12 | 31/64 | 33/64 | 37/64 | 19/32 |
| 18 | 33/64 | 17/32 | |||
| 24 | 33/64 | 17/32 | |||
| 5/8 | 11 | 17/32 | 16 сентября | 41/64 | 21/32 |
| 18 | 37/64 | 19/32 | |||
| 24 | 37/64 | 19/32 | |||
16. 11 11 | 24 | 41/64 | 21/32 | 45/64 | 23/32 |
| 3/4 | 10 | 21/32 | 16/11 | 49/64 | 25/32 |
| 16 | 16/11 | 45/64 | |||
| 20 | 45/64 | 23/32 | |||
| 13/16 | 20 | 49/64 | 25/32 | 53/64 | 27/32 |
| 7/8 | 9 | 49/64 | 51/64 | 57/64 | 29/32 |
| 14 | 13/16 | 53/64 | |||
| 20 | 53/64 | 27/32 | |||
| 15/16 | 20 | 57/64 | 29/32 | 61/64 | 31/32 |
| 1 | 8 | 7/8 | 59/64 | 1-1/64 | 1-1/32 |
| 12 | 15/16 | 61/64 | |||
| 20 | 61/64 | 31/32 | |||
| 1-1/16 | 18 | 1. 000 000 | 1-1/64 | 1-5/64 | 1-3/32 |
| 1-1/8 | 7 | 63/64 | 1-1/32 | 1-9/64 | 1-5/32 |
| 12 | 1-3/64 | 1-5/64 | |||
| 18 | 1-1/16 | 1-5/64 | |||
| 1-3/16 | 18 | 1-1/8 | 1-9/64 | 1-13/64 | 1-7/32 |
| 1-1/4 | 7 | 1-7/64 | 1-5/32 | 1-17/64 | 1-9/32 |
| 12 | 1-11/64 | 1-13/64 | |||
| 18 | 1-3/16 | 1-13/64 | |||
| 1-5/16 | 18 | 1-1/4 | 1-17/64 | 1-21/64 | 1-11/32 |
| 1-3/8 | 6 | 1-7/32 | 1-17/64 | 1-25/64 | 1-13/32 |
| 12 | 1-19/64 | 1-21/64 | |||
| 18 | 1-5/16 | 1-21/64 | |||
| 1-7/16 | 18 | 1-3/8 | 1-25/64 | 1-29/64 | 1-15/32 |
| 1-1/2 | 6 | 1-11/32 | 1-25/64 | 1-33/64 | 1-17/32 |
| 12 | 1-27/64 | 1-7/16 | |||
| 18 | 1-7/16 | 1-29/64 | |||
| 1-9/16 | 18 | 1-1/2 | 1-33/64 | 1-37/64 | 1-19/32 |
| 1-5/8 | 18 | 1-9/16 | 1-37/64 | 1-41/64 | 1-21/32 |
| 1-11/16 | 18 | 1-5/8 | 1-41/64 | 1-45/64 | 1-23/32 |
| 1-3/4 | 5 | 1-9/16 | 1-5/8 | 1-49/64 | 1-25/32 |
Размер сверла для нарезания резьбы M5?
студент123
Известный член
#1
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5
, поиск в Интернете говорит, что используйте отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм
не видят прямого британского эквивалента 4,2 мм.
лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
ДжимМ
Известный член
#2
Обычно я использую размер 4,5 мм, и до сих пор у меня не было никаких проблем. На самом деле я думаю, что размер 4,5 мм подойдет для M5 с мелким шагом
HTH
Jim
тел
Известный член
#3
Вы сойдете с 4,5 мм для M5, но вам действительно нужно получить правильные 4,2 мм. Фактически, лучшая инвестиция, которую может сделать любая мастерская, имеющая дело с метрической резьбой, — это набор сверл 1–5,9 x 0,1 шага.
Боб Уорд
Известный член
#4
Вы не производите детали для адронного коллайдера, поэтому сверло диаметром 4,5 мм будет работать, как было сказано.
Лично я бы купил сверло диаметром 4,2 мм, так как вы находитесь в Великобритании, и у вас не должно возникнуть проблем с его поиском.
Оловянный сокол
Известный член
#5
распечатать копию этого
http://littlemachineshop.com/Reference/TapDrillSizes.pdf
Жестяная банка
Голубой чип
Известный член
#6
студент123 сказал:
Мне нужно просверлить и нарезать резьбу в Macine Grade Ali для болта M5
, поиск в Интернете говорит, что используйте отверстие 4,2 мм.
не видят прямого британского эквивалента 4,2 мм.лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
Нажмите, чтобы развернуть…
 Мои сверла работают на 4 мм, а затем на 4,5 мм
Мои сверла работают на 4 мм, а затем на 4,5 мм Майк
Это источник в Великобритании, я считаю, что они очень выгодны по цене. Вы можете просто получить индивидуальные размеры для постукивания по мелкой метрике. Хотя лучше бы достал комплект как говорит Тел. Вы обнаружите, что некоторые материалы стучат лучше, если размер на одну десятую или около того больше номинального размера.
http://www.axminster.co.uk/axminster-packs-of-5-ground-hss-drill-bits-prod20559/
Дэйв БК
Нед Ладд
Известный член
#7
Привет, Майк,
Имперский эквивалент 4,2 мм — сверло номер 19. Лично я бы использовал 4,3 или номер 18 (зацепление резьбы 80%), но подойдет любой размер до 4,5 мм (60%), в зависимости от материала и области применения.
Если вы стремитесь к 75-80% вовлеченности, особенно в тредах небольшого размера, вы будете ломать меньше кранов, не то чтобы кто-то на этом сайте достаточно неуклюж, чтобы сломать любой, конечно.
Нед
Лью_Меррик_PE
Гость
#8
Привет, Майк, 9 лет0003
Если вы зайдете на сайт http://www. scribd.com/Lew Merrick, вы найдете документ Рекомендации по пилотным отверстиям , в котором приведены уравнения для расчета различных посадок пилотных отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
scribd.com/Lew Merrick, вы найдете документ Рекомендации по пилотным отверстиям , в котором приведены уравнения для расчета различных посадок пилотных отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
Стандартная резьба M5 более формально определяется как резьба M5 X с шагом 0,8 мм. В этом случае направляющее отверстие ø4,5 мм создаст соединение с зацеплением на 48% полной резьбы. Это будет соединение, которое на 53% прочнее, чем соединение со 100% резьбовым зацеплением при осевой нагрузке. Это будет лучший , который вы можете получить от соединения, поскольку другие факторы (качество метчика, качество настройки резьбонарезания и т. д.) ухудшат его значение.
д.) ухудшат его значение.
Да, более чем в 90% случаев использование сверла с увеличенным (согласно таблице) метчиком будет работать нормально. Проблема в том, что настоящий ответ требует понимания применения и загрузки сустава. В вашу пользу работает то, что в большинстве конструкций используются винты/болты значительно большего размера, чем требуется на самом деле. Типичный винт M5 с пределом текучести 1100 МПа не поддастся, пока к нему не будет приложено усилие 13,8 кН. Конструкторы часто используют «оценку на глаз», а не смотрят на фактические нагрузки. Это приводит к условиям (1) использования резьбы гораздо большего размера, чем необходимо; или (2) выход из строя резьбы (обычно, когда винт или болт переходит в режим изгиба).
Jasonb
Победитель проекта месяца!!!
#9
Размер 11/64 будет разумным дробным размером, если у вас нет сверл с буквами/цифрами.
Джейсон
Арнольдб
Известный член
#10
Майк, тебе дали много хороших советов.
Кстати, большую часть времени я также использую метрическую систему. Я рано узнал, что места, где я могу купить метчики, также продают подходящие сверла для метчиков, и я стараюсь покупать сверла для метчиков нужного размера (или пару для метчиков <4 мм), когда покупаю метчики.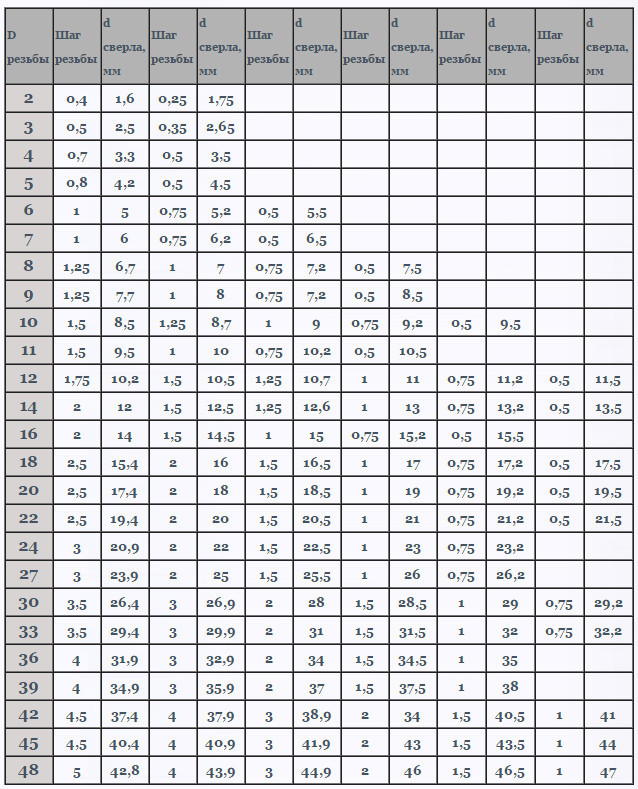 Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. сверло 9,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
С уважением, Арнольд
Лью_Меррик_PE
Гость
#11
арнольдб сказал:
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. 9Сверло 0,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
Нажмите, чтобы развернуть…
Хотя я живу и работаю почти исключительно в дюймовом мире, это очень хороший совет. Почти все мои краны живут в деревянных лотках с поликарбонатной (лексановой — акриловой было бы лучше, но у меня есть клиент, для которого я все время делаю шаблоны из поликарбоната, и у меня осталось много мелких деталей) сдвижной крышкой. Каждый лоток предназначен для стандартного метчика, пробки, донышка и спирального метчика (как минимум) с «скользящей верхней стороной», направленной так, чтобы прозрачная крышка хорошо подходила. На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
В таком же наборе лотков я храню свои метчики с удлиненным подрезом. Любой, кто не использовал их, будет приятно удивлен, когда дело дойдет до нарезки глубоких отверстий — вы можете сделать это глубже, чем разумно, когда вам нужно. Поскольку эти метчики обычно имеют длину 6 или 8 дюймов (150 или 200 мм), держать их со «стандартными» метчиками нецелесообразно.
Я думал сделать то же самое со своими развертками, но это нецелесообразно для меня. Сегодня утром я развёртывал алюминий (7075-T6), а сегодня днём буду развёртывать нержавеющую сталь 303. Для разных материалов нужны разные припуски. Если бы я работал с более узким диапазоном материалов, это, вероятно, сработало бы.
студент123
Известный член
#12
Мужчины,
Спасибо за множество замечательных ответов.
Я выбрал 4,5 мм: сначала просверлил центр, затем 2 мм пилот (может быть, перебор?), затем 4,5 мм, затем нарезал резьбу. Работал нормально.
Майк
рози
Известный член
№13
Привет всем
Как правило, чтобы найти размер отверстия для метрических метчиков, нужно вычесть шаг из диаметра метчика.
например, сверло M5x.7 = 4,3
ура
Пол