Содержание
Технология диффузионной сварки металлов
Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей. Диффузионная сварки применяется в частности при производстве компенсаторов шинных медных пластинчатых КШМ для получения монолитной однородной контактной площадки из тонких медных пластин.
Определения и сущность диффузной сварки описаны в ГОСТ 26011-74. Диффузионная сварка производится воздействием давления и нагревом свариваемых деталей в защитной среде. Перед сваркой поверхность детали обрабатывают по 6 классу шероховатости и промывают для обезжиривания ацетоном.
Температура нагрева составляет 0,5 – 0,7 от температуры расплавления металла свариваемых деталей. Высокая температура обеспечивает большую скорость диффузии и большую пластичность деформирования металла. При недостаточной диффузии в сварке используют металлические прокладки (фольга из припоя ВПр7 толщиной 0,1 – 0,06 мм.) или порошок (фтористый аммоний), прокладываемые в месте сварки. Перед сваркой фольгу приваривают к поверхности одной из деталей с помощью контактной сварки. В процессе сварки прокладка расплавляется.
Перед сваркой фольгу приваривают к поверхности одной из деталей с помощью контактной сварки. В процессе сварки прокладка расплавляется.
Процесс сварки осуществляется с использованием разных источников нагрева. В основном применяют индукционный, радиационный, электронно-лучевой нагрев, нагрев проходящим током, тлеющим разрядом или в расплаве солей
Сварка протекает при давление в камере – 10−2 мм. рт. ст. или в атмосфере инертного газа (иногда водорода). Вакуум или защитная атмосфера предохраняет свариваемые поверхности от загрязнения.
Сварка производится сжатием деталей с давлением 1 – 4 кгс/мм2. Давление, применяемое при способах сварки без расплавления материалов, способствует разрушению и удалению окисных пленок и загрязнений на поверхности металла, сближению свариваемых поверхностей до физического контакта и эффективного атомного взаимодействия, обеспечению активации поверхностей для протекания диффузии и рекристаллизации. Различается сварка с высокоинтенсивным силовым воздействием (свыше 20 МПа) и сварка с низкоинтенсивным силовым воздействием (до 2 МПа).
Диффузионная сварка проходит в две стадии:
- Сжатие свариваемых поверхностей, при котором все точки соединяемых материалов сближаются на расстоянии межатомных взаимодействий.
- Формирование структуры сварного соединения под влиянием процессов релаксации.
В отличие от традиционных способов сварки расплавлением, где к основному металлу вводится дополнительный металл в шве, диффузионная сварка позволяет получить однородный шов без серьезных изменений в физико-механическом составе места соединения.
Соединения обладают следующими показателями:
- наличие сплошного шва без пор и образований раковин;
- отсутствие окисных включений в соединении;
- стабильность механических свойств.
Благодаря тому, что диффузия — это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.
Недостатки технологии диффузионной сварки
- необходимость вакуумирования рабочей камеры;
- тщательная подготовка и очистка свариваемых поверхностей.
Преимущества технологии диффузионной сварки
- диффузионная сварка не требует сварочных припоев, электродов;
- не нужна дополнительная механическая обработка свариваемых поверхностей;
- высокое качество сварного соединения;
- малый расход затрачиваемой энергии;
- широкий диапазон толщин свариваемых деталей – от долей мкм, до нескольких метров.
Применение диффузионной сварки
К преимуществам данной технологии относят возможность диффузионной сварки разнородных материалов с получением равнопрочного шва без существенных изменений в физико-химических характеристиках, высокий уровень защиты и отсутствие необходимости в присадочном металле. Такая сварка позволяет создание прочных конструкций как из однородных металлов со сплавами, так материалов разного рода, в том числе резко отличающихся своими характеристиками, например пористых составов со слоистыми.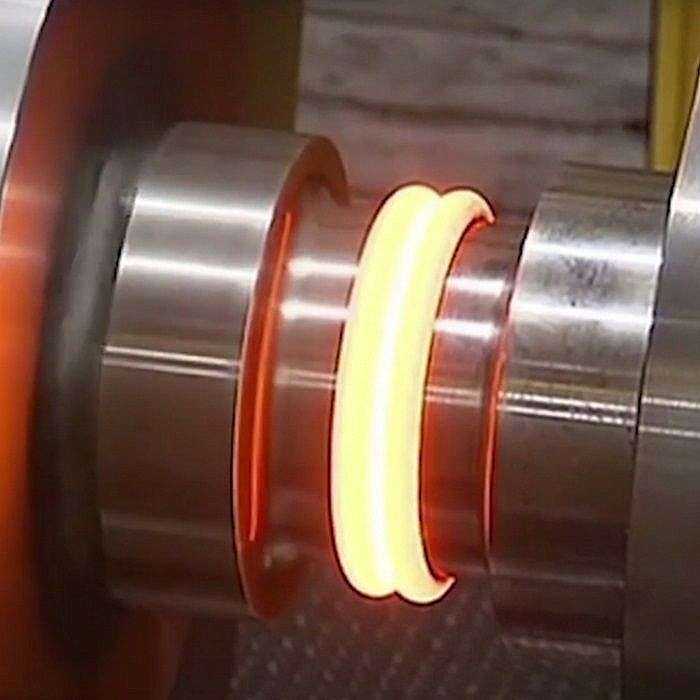 Это не растворимые друг в друге, тугоплавкие или малопластичные металлы и сплавы, соединение которых довольно затруднительно. А применение диффузионного способа позволяет получать сварные конструкции даже из таких пар металлов и сплавов, которые практически невозможно соединить с помощью других видов сварки. Примером этого может служить диффузионная сварка титана со сталью, стойкой к коррозии, молибдена с медью или ниобия с вольфрамом, силикатов (кварц, стекло) с металлами, жестких углеводородов (графит и сапфир) со сплавами, стекла с ферритами и металлами.
Это не растворимые друг в друге, тугоплавкие или малопластичные металлы и сплавы, соединение которых довольно затруднительно. А применение диффузионного способа позволяет получать сварные конструкции даже из таких пар металлов и сплавов, которые практически невозможно соединить с помощью других видов сварки. Примером этого может служить диффузионная сварка титана со сталью, стойкой к коррозии, молибдена с медью или ниобия с вольфрамом, силикатов (кварц, стекло) с металлами, жестких углеводородов (графит и сапфир) со сплавами, стекла с ферритами и металлами.
Оборудование
Для проведения диффузионной сварки выпускается оборудование, различаемое по степени вакуумирования: с низким вакуумом (до 10-2 мм рт. ст.), со средним вакуумом (10-3…10-5 мм рт. ст.), с высоким вакуумом (свыше 10-5 мм рт. ст.), с защитным газом разной степени давления.
Для нагрева деталей применяют индукционный нагрев токами высокой частоты, электроконтактный нагрев током, радиационный нагрев электронагревателем.
В установках используют гидравлические или механические системы давления. Установки бывают с ручным управлением, полуавтоматические и автоматические с программным управлением. Автоматы применяются в крупносерийном или массовом производстве.
По теме
Компенсаторы шинные медные КШМ с диффузионной сваркой контактных площадок
Подключение трансформатора к шинопроводу
Популярные товары
Шины медные плетеные
Шины изолированные гибкие и твердые
Шинодержатели
Изоляторы
Индикаторы наличия напряжения
Сварка молибдена и тантала, особенности и последовательность работы
В последние десятилетия активно развиваются новые отрасли техники, что ведет к расширению применения тугоплавких металлов и сплавов на их основании, таких как цирконий, молибден, тантал, ниобий и пр. Их объединяет высокая жаропрочность, стойкость к коррозии, устойчивость в агрессивных средах и другие специальные свойства.
- Сварка молибдена
- Проведение работ
- Молибден с медью
- Вольфрам с молибденом
При сварке таких металлов часто могут возникать затруднения, причиной которых становятся высокая температура плавления, взаимодействие с атмосферными газами при повышенной температуре, негативное действие данных газов (преимущественно кислорода), склонность к росту зерен при нагревании.
Сварка молибдена
Атомные решетки молибдена напоминают объемные кубы, которые не меняются до достижения температуры плавления. Устойчивы против воздействия кислот, щелочей, металлических расплавов. Сплавы молибдена могут состоять из:
- Циркония.
- Ниобия.
- Титана.
При использовании в промышленных целях могут возникать некоторые препятствия:
- Пластичности можно достигнуть только после деформации.
- Сварочные швы нарушают кристаллические решетки металла, что делает его хрупким.


Первоначально материал относили к категории несвариваемых. Но высокие показатели плавления (до 2000 градусов), когда железо с никелем уже становятся жидкими, заставили искать способы решения проблемы.
В чистом виде молибден — металл с серебристым оттенком, он отлично поддается ковке при значительных температурных показателях, не подвергается влияниям воздушных масс, коррозии и полиморфным метаморфозам. В стали его количество не превышает 0,18%. Этот компонент добавляют специально, повышая ударные и температурные показатели, что затрудняет при этом сам процесс сварки и приводит к образованию трещин в переходных зонах. Он может сильно выгореть и окислиться. Применяется специальная сварочная проволока, дополнительно обработанная никелем, ванадием или хромом, что дает возможность получить прочные швы.
Проведение работ
Для улучшения свариваемости используют прокладки из металла, имеющие мелкозернистую структуру. Молибден сваривается способом контактной и дуговой сварки, используется гелиевая либо аргоновая защита, задействуется твердый и мягкий припой с серебром и медью. Деформация влияет на степень рекристаллизации. Когда определенный порог пересекается, поверхность становится хрупкой.
Молибден сваривается способом контактной и дуговой сварки, используется гелиевая либо аргоновая защита, задействуется твердый и мягкий припой с серебром и медью. Деформация влияет на степень рекристаллизации. Когда определенный порог пересекается, поверхность становится хрупкой.
Варка должна проводится под вакуумом или в аргоновой среде. Перед началом работы поверхность должна быть очищена от оксидной пленки посредством расплава.
Для сварки подойдут практически все припои, используемые при работе с вольфрамом. Но с золотом и никелем получаются самые надежные соединения и прочные швы. Однако, такой тип припоя используют нечасто из-за дефицитности материалов.
Молибден с медью
Эти материалы нельзя растворить друг в друге. Если сохранить вакуумную плотность, соединение не будет обладать значительной термической стойкостью. Разница температурных расширений приведет в напряжение детали при проведении обработки. Диффузионная зона отсутствует, но процессы релаксации не начнутся.
Когда нужно соединить с помощью сварки молибден и медь, стоит задействовать никелевый слой, что растворяется в обоих металлах. Гальваническим путем наносят слой, толщина которого не должна превысить 14 мкм. Оптимальных показателей достигают, если нанести только один слой. Повторные нанесения не принесут дополнительной эффективности.
Вольфрам с молибденом
После завершения работы образцы в обязательном порядке испытывают на изгибы. Если соединения не получились прочными, то для повышения этого показателя ставится промежуточная танталовая прокладка (фольга из этого материала, имеющая толщину 50 мкм).
При исследовании результатов сварочных работ можно увидеть полоску из фольги и волнистую границу с вольфрамом. Чтобы сварка тантала получилась качественной, поначалу в камере для сварки увеличивается степень разряжения. В рамках испытаний время выдержки было увеличено до часа, но микростуктура в итоге не изменилась. Но если использовалась молибденовая фольга толщиной 50 мкм, непровар полностью устранялся.
Но если использовалась молибденовая фольга толщиной 50 мкм, непровар полностью устранялся.
Сварочные соединения, основание которых составляет вольфрам, отличаются значительной хрупкостью после вакуумных отжигов, но уже примерно через 60 минут показатели существенно уменьшаются.
Молибден часто используют в промышленных отраслях из-за уникальных технических характеристик, но процесс его сварки немного отличается от сваривания обычных металлов. Специальная проволока помогает существенно упростить работу с этим материалом.
Лазерная сварка молибдена – EB Industries
EB Industries уже более 50 лет использует технологии лазерной и электронной сварки для сварки молибденовых соединений. В этой статье мы обсудим некоторые проблемы лазерной сварки молибдена и способы наилучшей работы с этим конкретным материалом.
Проблемы сварки Молибден
Молибден — тугоплавкий металл с высокой температурой плавления, высокой прочностью при высоких температурах, высокой коррозионной стойкостью, высокой теплопроводностью и низким удельным сопротивлением, а также низким коэффициентом линейного расширения. Эти характеристики делают молибден идеальным для многих применений, особенно в оборонной, аэрокосмической, энергетической и атомной отраслях промышленности.
Эти характеристики делают молибден идеальным для многих применений, особенно в оборонной, аэрокосмической, энергетической и атомной отраслях промышленности.
Два свойства молибдена, которые сильно влияют на его свариваемость: 1) молибден твердый и хрупкий по своей природе и 2) детали из молибдена могут быть пористыми в результате метода изготовления.
При определенной температуре молибден ломается хрупко, а не пластично. Это явление, известное как вязко-хрупкий переход, является общей характеристикой тугоплавких металлов. Вязко-хрупкий переход представляет собой проблему во время сварки, поскольку материал может стать хрупким при охлаждении до комнатной температуры из-за рекристаллизации и/или загрязнения.
Молибден также становится более хрупким, когда поглощает даже незначительное количество кислорода или азота. Поэтому очень важно, чтобы воздействие кислорода на свариваемую деталь после очистки и в процессе сварки было минимальным. При лазерной сварке часто используется нереактивный защитный или защитный газ для защиты детали, полностью покрывая зону термического воздействия газом и вытесняя любой кислород. Полное газовое покрытие может быть достигнуто путем сварки детали в перчаточном боксе для лазерной сварки, заполненном чистым газом. Другим вариантом может быть лазерная сварка молибдена в вакууме или использование электронно-лучевой сварки, которая обычно происходит в вакууме.
Полное газовое покрытие может быть достигнуто путем сварки детали в перчаточном боксе для лазерной сварки, заполненном чистым газом. Другим вариантом может быть лазерная сварка молибдена в вакууме или использование электронно-лучевой сварки, которая обычно происходит в вакууме.
Проблемы с пористостью в молибденовых деталях обычно являются результатом того, как деталь была изначально изготовлена. Детали из молибдена часто изготавливаются методом порошковой металлургии, чтобы получить мелкозернистую структуру. Однако при плохом выполнении этот процесс может привести к большому количеству дефектов микропор. При сварке газы высокого давления в микропорах быстро расширяются после выхода в сварочную ванну и ухудшают прочность соединений.
Электронно-лучевая или лазерная сварка?
Принятие решения о том, какой процесс лучше подходит для вашего проекта, требует учета множества факторов — от материалов до экономической эффективности. Мы составили подробное руководство, полное информации, необходимой для принятия разумного решения. Загрузите его сейчас. См. это
Загрузите его сейчас. См. это
Молибден и лазерная сварка
Лазерная сварка является хорошим вариантом для сварки молибдена, поскольку он имеет высокую удельную мощность, что позволяет выполнять глубокие, узкие сварные швы, небольшие зоны термического влияния и высокие скорости нагрева и охлаждения.
Рекомендуемые лазеры для сварки молибдена
Основные типы лазеров, подходящие для сварки молибдена:
- CO2
- Nd:YAG (неодим: иттрий-алюминий-гранат)
- Волокно (обычно легированное иттербием)
- Диск (иттербий Yb:YAG)
Выбор типа лазера зависит от эксплуатационных расходов, конфигурации соединения и доступности, поскольку все варианты обеспечивают качественное сварное соединение. Однако различные характеристики каждого из них иногда делают некоторые типы лазеров предпочтительными для определенных приложений.
Детали из молибдена можно сваривать непрерывным лазерным лучом, а не импульсным лазером. Это связано с тем, что непрерывная лазерная сварка больше подходит для глубокого проплавления и является лучшим вариантом для сварки чувствительных к трещинам материалов, таких как молибден.
Это связано с тем, что непрерывная лазерная сварка больше подходит для глубокого проплавления и является лучшим вариантом для сварки чувствительных к трещинам материалов, таких как молибден.
При непрерывной лазерной сварке непрерывно применяется лазерный луч. Его можно либо перемещать по неподвижной заготовке, либо заготовку можно перемещать, а лазер удерживать неподвижно. Непрерывный лазер производит непрерывный шов типа «замочная скважина». Лазеры непрерывного действия можно подавать со скоростью от 25 до 100 дюймов в минуту, чтобы избежать тепловой деформации свариваемых деталей, что также приводит к эффективному и экономичному процессу.
Лазерная сварка с перемешиванием также возможна при работе с такими материалами, как молибден. При лазерной сварке с перемешиванием луч модулируется по схеме, вызывающей «перемешивание» сварочной ванны. Результатом действия перемешивания является снижение пористости и трещинообразования, а также дополнительные возможности для лучшего формирования и контроля геометрии сварочной ванны и самого сварного шва.
Защитные газы для сварки молибдена
Защитные газы являются важной частью процесса лазерной сварки, поскольку они защищают металл сварного шва от реакции с элементами окружающей среды, такими как кислород, водород и азот. Правильный защитный газ помогает поддерживать стабильную и незагрязненную сварочную ванну. Особое внимание следует уделить тому, чтобы нагретая область свариваемой детали была полностью покрыта газом — это особенно важно для молибдена, учитывая его склонность к пористости. Это требует использования специальных приспособлений, гарантирующих полное заполнение сварного шва и прилегающей зоны газом. Оптимальной установкой для этой лазерной сварки молибдена было бы использование перчаточного ящика, заполненного чистым газом. В целом, однако, защитный газ является не столько проектным, сколько производственным решением.
Ниже приведены некоторые варианты защитных газов:
- Аргон, как правило, является первым выбором для молибденовой лазерной сварки из-за его относительно низкой стоимости газа и того, что он немного тяжелее воздуха, что позволяет легко направлять и покрывать деталь .
- Гелий менее идеален из-за его высокой стоимости и того факта, что он значительно легче воздуха и, следовательно, его трудно направлять. Тем не менее, гелий может быть разумным выбором для некоторых требований, поскольку он может обеспечить более высокую температуру сварочной ванны, что обеспечивает более глубокое проплавление сварного шва.
- часто рекомендуются как хороший компромисс с сочетанием свойств, которые могут быть полезны в зависимости от применения.

Смеси аргона и гелия
Подготовка к сварке
Молибден не требует особых мер предосторожности при обработке перед сваркой, так как это очень твердый и прочный материал. Он должен быть очень чистым, чтобы исключить загрязнения, поэтому необходимо позаботиться об удалении оксидов и углеводородных загрязнений с деталей из молибдена. Обеззараживание может осуществляться механическим или химическим способом. Механическая подготовка включает в себя использование проволочных щеток из нержавеющей стали, шлифовку, напильник или соскабливание для удаления любых оксидов. В химических методах очистки используются щелочные растворы и вода для погружения компонентов и удаления загрязнений.
В химических методах очистки используются щелочные растворы и вода для погружения компонентов и удаления загрязнений.
Лучше всего приваривать детали из молибдена сразу после очистки. Если это невозможно сделать, повторного процесса очистки можно избежать, храня детали в пластиковых пакетах, заполненных аргоном или азотом.
Инструкции по подготовке швов
- Используйте чистую ткань, например, марлю или бумажные полотенца, для очистки поверхности растворителями. Ветошь может быть загрязнена остатками масла, поэтому ее следует избегать. Работать с прецизионными деталями следует в неопудренных латексных перчатках, а очищать их следует с помощью хлопчатобумажных салфеток без звеньев и деликатных салфеток с соответствующим растворителем.
- Сначала очистите детали растворителем, затем проволочной щеткой из нержавеющей стали. Очистка металлической щеткой перед очисткой растворителем может привести к загрязнению детали из-за проникновения углеводородов и других остатков в металл.
- При очистке соединений перед сваркой всегда используйте новую или недавно очищенную щетку из нержавеющей стали. Старые щетки могут быть загрязнены маслами и т. д., если они лежат на рабочем столе. Также очень важно не использовать щетки, которые использовались для других металлов, чтобы избежать перекрестного загрязнения.
- Как правило, поверхности, подвергшиеся химическому травлению, пассивации или прецизионной очистке, не следует обрабатывать проволочной щеткой.
- Проволочные щетки и режущие инструменты необходимо постоянно очищать.
- Запрещается использовать сжатый заводской воздух для удаления мусора из зоны стыка, так как он содержит влагу и масляные загрязнения. Вместо этого для продувки детали при необходимости следует использовать баллонный газ, такой как азот или аргон.

Конструкция крепления и сварки
Во избежание несоответствия лазерная сварка требует хорошей фиксации сварного шва. Это позволит точно разместить балку и, следовательно, точное герметичное соединение. Наиболее точные и точные лазерные сварные швы достигаются при использовании компьютера для размещения луча и процесса сварки.
Наиболее точные и точные лазерные сварные швы достигаются при использовании компьютера для размещения луча и процесса сварки.
Типы соединений
- Стыковой сварной шов:
- Допуск на посадку 15 % от толщины материала
- Прямые и квадратные срезанные кромки
- Менее 25 % толщины материала для несоосности и неровности деталей
- Сварка внахлестку (прожигание или шов):
- Ограниченные воздушные зазоры между деталями для улучшения проплавления сварного шва и/или скорости подачи
- Для круглых сварных швов из молибдена без зазора (за исключением случаев, когда можно поддерживать покрытие инертным газом по всей площади сварного шва)
- Угловой сварной шов:
- Квадратные края и хорошая посадка
- Стыковой сварной шов:
Схема типов соединений
ДИФФУЗИОННАЯ СВАРКА. (Технический отчет) | ОСТИ.ГОВ
ДИФФУЗИОННАЯ СВАРКА.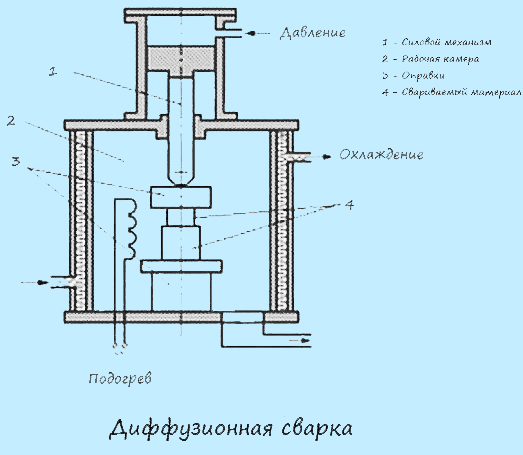 (Технический отчет) | ОСТИ.GOV
(Технический отчет) | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другое связанное исследование
- Авторов:
Данио, Дж;
Жилле, Р.
- Дата публикации:
- Исследовательская организация:
- Комиссариат по атомной энергии, Гренобль (Франция). Центр ядерных исследований
- Идентификатор ОСТИ:
- 4779383
- Номер(а) отчета:
- СЕА-R-3675
- Номер АНБ:
- НСА-23-032022
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Другая информация: UNCL. Ориг. Дата получения: 31-DEC-69
 Ориг. Дата получения: 31-DEC-69
Ориг. Дата получения: 31-DEC-69- Страна публикации:
- Франция
- Язык:
- французский
- Тема:
- N30120* – Металлы, керамика и другие материалы – Металлы и сплавы – Подготовка и изготовление; АЛЮМИНИЙ; БЕРИЛЛИЕВЫЕ НЕРЖАВЕЮЩИЕ СТАЛИ; ИЗГОТОВЛЕНИЕ; ТЕРМООБРАБОТКА; МЕХАНИЧЕСКИЕ СВОЙСТВА; МОЛИБДЕН- НЕРЖАВЕЮЩИЕ СТАЛИ; НИОБИЙ; НИОБИЙ-ЦИРКОНИЙ; НЕРЖАВЕЮЩИЕ СТАЛИ; ТЕПЛОВОЙ ЦИКЛИНГ; ТРУБЫ; СВАРКА МОЛИБДЕНО-ТАНТАЛОВАЯ; ЦИРКОНИЙ; ЦИРКОНИЙ/приварка к цирконию, диффузионный метод для; ТАНТАЛ/приварка к молибдену, диффузионный метод; НЕРЖАВЕЮЩАЯ СТАЛЬ/приварка к бериллию, диффузионный метод для; БЕРИЛЛИЙ/приварка к нержавеющей стали диффузионным методом; АЛЮМИНИЙ/приварка к алюминию диффузионным методом; ЦИРКОНИЙ/приварка к ниобию, диффузионный метод; НЕРЖАВЕЮЩАЯ СТАЛЬ/приварка к молибдену и ниобию диффузионным методом; МОЛИБДЕН/приварка к нержавеющей стали диффузионным методом; МОЛИБДЕН/приварка к танталу диффузионным методом; НИОБИЙ/приварка к нержавеющей стали и цирконию, диффузионный метод для
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Daniault, J, и Gillet, R. ДИФФУЗИОННАЯ СВАРКА. . Франция: Н. П., 1969.
ДИФФУЗИОННАЯ СВАРКА. . Франция: Н. П., 1969.
Веб.
Копировать в буфер обмена
Данио, Дж., и Жилле, Р. ДИФФУЗИОННАЯ СВАРКА. . Франция.
Копировать в буфер обмена
Данио, Дж., и Жилле, Р. 1969.
«ДИФФУЗИОННАЯ СВАРКА.». Франция.
Копировать в буфер обмена
@статья{osti_4779383,
title = {ДИФФУЗИОННАЯ СВАРКА.},
автор = {Данио, Дж. и Жилле, Р.},
abstractNote = {},
дои = {},
URL-адрес = {https://www.osti.gov/biblio/4779383},
журнал = {},
номер =,
объем = ,
место = {Франция},
год = {1969},
месяц = {1}
}
Копировать в буфер обмена
Дополнительную информацию о получении полнотекстового документа см.