Содержание
Резьбовые соединения
Резьбовые соединения
Какие соединения называются резьбовыми?
Соединения, которые осуществляются крепежными деталями машин посредством резьбы, называются резьбовыми.
Что такое резьба?
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Резьба — это винтовая канавка определенной формы, нарезанная на боковой поверхности цилиндрического или конического стержня.
Какими основными параметрами характеризуется резьба?
Резьба (цилиндрическая) характеризуется следующими основными параметрами: формой и профилем, наружным диаметром, средним диаметром, внутренним1 диаметром, углом подъема, шагом и ходом резьбы, числом заходов, т. е. числом ниток резьбы, приходящимся на ее ход.
Что такое профиль резьбы?
Профиль резьбы — это очертание ее выступов и впадин (в продольном сечении).
Что такое наружный диаметр резьбы d?
Наружный диаметр резьбы — это наибольший диаметр, измеряемый по вершине резьбы. Что такое средний диаметр резьбы d.
Средний диаметр резьбы — это расстояние между двумя линиями, проведенными по середине профиля резьбы между дном впадины и вершиной нитки параллельно оси шпильки или болта. Что такое внутренний диаметр резьбы d.
Внутренний диаметр —это наименьшее расстояние между противоположными основаниями резьбы, измеренное в направлении, перпендикулярном оси шпильки или болта.
Что такое угол подъема резьбы р?
Угол подъема резьбы — это угол – между винтовой линией по среднему диаметру резьбы и плоскостью, перпендикулярной к ее осевой линии.
Что такое шаг резьбы S?
Шаг резьбы — это расстояние между одноименными сторонами двух рядом расположенных витков, измеренное в направлении осевой линии резьбы.
Что такое нитка резьбы?
Нитка (виток) резьбы —это часть резьбы, образуемая при одном полном обороте профиля.
Как подразделяются резьбы в зависимости от количества ниток?
В зависимости от количества ниток, резьбы подразделяются на однозаходную, двухзаходную, трех-, заходную и т. д. У однозаходной резьбы на торце болта, винта или гайки виден только один конец витка, а у многозаходных — два, три и больше витков. Однозаходные резьбы имеют малые углы подъема в винтавой линии и большое трение.
В резьбовых соединениях применяют исключительно однозаходные резьбы как наиболее надежные в отношении самоторможения резьбовых деталей, предохраняющие их от самоотвинчивания. Многозаходные резьбы применяются в передачах винт-гайка.
Как подразделяются резьбы в зависимости от направления вращения контура, образующего резьбу?
В зависимости от направления вращения контура, образующего резьбу, различают правую и левую резьбу. Если резьба правая, то гайка навертывается на болт слева направо (по часовой стрелке), а если левая, то гайка навертывается на болт справа налево (против часовой стрелки). Причем во всех случаях, где нет необходимости в левой резьбе, пользуются только правой резьбой.
Причем во всех случаях, где нет необходимости в левой резьбе, пользуются только правой резьбой.
Как классифицируются резьбы по назначению?
В зависимости от назначения резьбы классифицируются на крепежные, крепежно-уплоТняющие й На’ резьбы для передач движения. Крепежные резьбы служат для скрепления деталей, крепежно-уплотняющие — для скрепления и создания герметичности в соединении, а резьбы для передач движения применяются в передачах винт-гайка и в червяках червячных передач.
Как подразделяются резьбы в зависимости от формы профиля?
В зависимости от формы профиля резьбы подразделяются на треугольные, прямоугольные, трапецеидальние и др.
Рис. 1. Резьба метрическая
В свою очередь, треугольная резьба делится на метрическую и дюймовую.
Какая треугольная резьба называется метрической?
Метрической называется такая треугольная резьба, у которой диаметр и шаг выражаются в метрической системе мер — в миллиметрах, а угол профиля у нее 60°. Кроме того, профиль метрической резьбы плоскосрезанный” (рис. 1). Все треугольные метрические резьбы делятся на резьбы с крупным шагом (для диаметров 1—68 мм) и резьбы с мелким шагом (для диаметров 1—600 мм).
Кроме того, профиль метрической резьбы плоскосрезанный” (рис. 1). Все треугольные метрические резьбы делятся на резьбы с крупным шагом (для диаметров 1—68 мм) и резьбы с мелким шагом (для диаметров 1—600 мм).
Наиболее широкое распространение получила метрическая резьба с крупным шагом, так как по сравнению с резьбой с мелким шагом влияние ее на износ и ошибки ее изготовления меньше.
Какая резьба называется дюймовой?
Дюймовой резьбой называется такая резьба, у которой наружный диаметр измеряется в дюймах, а шаг резьбы —числом ниток на 1 дюйм (дюйм равен 25,4 мм). Угол профиля резьбы 55°. Дюймовая резьба применяется в старых машинах, а также в импортных машинах, ввозимых к нам из стран, где применяется дюймовая система.
В каких случаях применяется трапецеидальная резьба?
Трапецеидальная резьба применяется в передачах винт-гайка и в червячных передачах (червяк), так как она имеет меньшие потерн при трении по сравнению с треугольной резьбой и более прочная.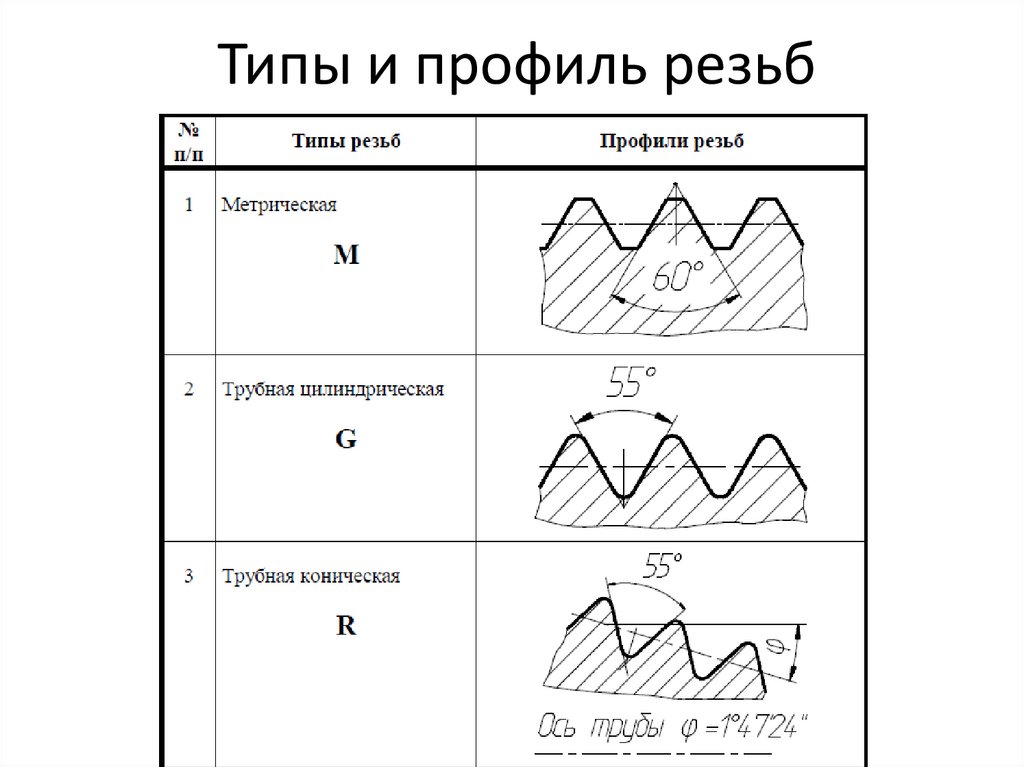
Какие детали являются основными крепежными деталями резьбовых соединений?
Основные крепежные детали резьбовых соединений— это болты, шпильки, винты и гайки.
Что такое болт?
Болт —это деталь обычно круглого поперечного сечения, имеющая на одном конце головку, а на другом резьбу. Головки болтов могут быть шестигранными, квадратными, полукруглыми, потайными и др. Преимущественное применение имеют болты с шестигранными головками, имеющими следующие стандартные размеры: 7, 9, 10, 11, 12, 14j 17, 19, 22 мм и т. д.
В каких случаях применяются болты для скрепления деталей?
Болты для скрепления деталей применяются в тех случаях, когда детали имеют относительно небольшую толщину или когда материал деталей не может обеспечить необходимую надежность резьбы.
Что такое шпилька?
Шпилька — это стержень с резьбой на обоих концах; одним концом она ввинчивается в скрепляемую деталь, а на другой ее колец навинчивают гайку.
Различают шпильки повышенной и нормальной точности, изготовляемые, с одинаковыми номинальными диаметрами резьбы и гладкой части или с номинальным диаметром резьбы больше диаметра гладкой части.
В каких случаях для скрепления деталей применяют шпильки?
Шпильки применяют в тех случаях, когда материал скрепляемых деталей с нарезанным отверстием при применении винтов не обеспечивает необходимой долговечности резьбы при частых сборках и разборках соединений.
Что такое винт?
Винт — это деталь круглого поперечного сечения, обычно с резьбой на одном конце и головкой на другом, но в некоторых случаях в резьбовых соединениях применяют винты без головок. Винты в резьбовых соединениях крепятся не гайками, а ввинчиваются резьбовым концом в одну из скрепляемых деталей: По своему назначению вннты подразделяются на крепежные, служащие для скрепления соединяемых деталей, и установочные, имеющие в отличие от крепежных резьбу по всей длине стержня и предотвращающие взаимный сдвиг деталей.
Крепежные винты изготовляют с головкой под ключ или под отвертку, а установочные — либо с головкой под ключ, либо без головки со шлицами или с углублением под ключ. Установочные гоЛовки винтов бывают шестигранные, квадратные; полукруглые, потайные и др.
В каких случаях применяют винты для скрепления деталей?
Винты для скрепления деталей применяют в тех случаях, когда одна из скрепляемых деталей относительно большой толщины, или когда невозможно разместить гайки, или при жестком требований уменьшения массы резьбового соединения, или для придания соединений более красивого внешнего вида.
Что такое гайка?
Гайка — это крепежная деталь с резьбовым отверстием, навинчиваемая на конец болта или шпильки и служащая для замыкайия соединяемых деталей машин при помощи болта или шпильки. По форме гайки бывают шестигранные с Одной или двумя фасками, шестигранные корончатые со стандартными размерами между противоположили гранями 7, 9, 10, 11, 12, 14, 17, 19, 22 мм и т. д. Кроме шестигранных гаек в машиностроении применяются также квадратные, круглые и цилиндрические гайки.
д. Кроме шестигранных гаек в машиностроении применяются также квадратные, круглые и цилиндрические гайки.
Для чего служат шайбы?
Шайбы служат для того, чтобы не помять поверхность скрепляемых деталей и для увеличения ойорной поверхности: Их подкладывают под головки болтов и винтов, а также под гайки.
Для чего служат гаечные замки?
Гаечные замки служат для удержания резьбовых соединений от самоотвинчйвания при движениях, толчках и ударах, которым подвергаются детали машин вО время работы.
Какие гаечные замки применяются в машиностроении?
В машиностроении применяются разные гаечные замки, например разрезная (пружинящая) шайба, которая благодаря своей упругости держит гайку затянутой. Кроме пружинящих шайб применяются шайбы стопорные с внутренними и наружными зубьями, шайбы стопорные с одной и двумя лапками. В отдельных случаях для стодорения гаек пользуются штифтами, винтами и упругими контргайками.
Из какого материала изготовляют болты, шпильки, винты, гайки, шайбы и гаечные замки?
Болты, шпильки, винты и гайки изготовляют из сталей марок Ст.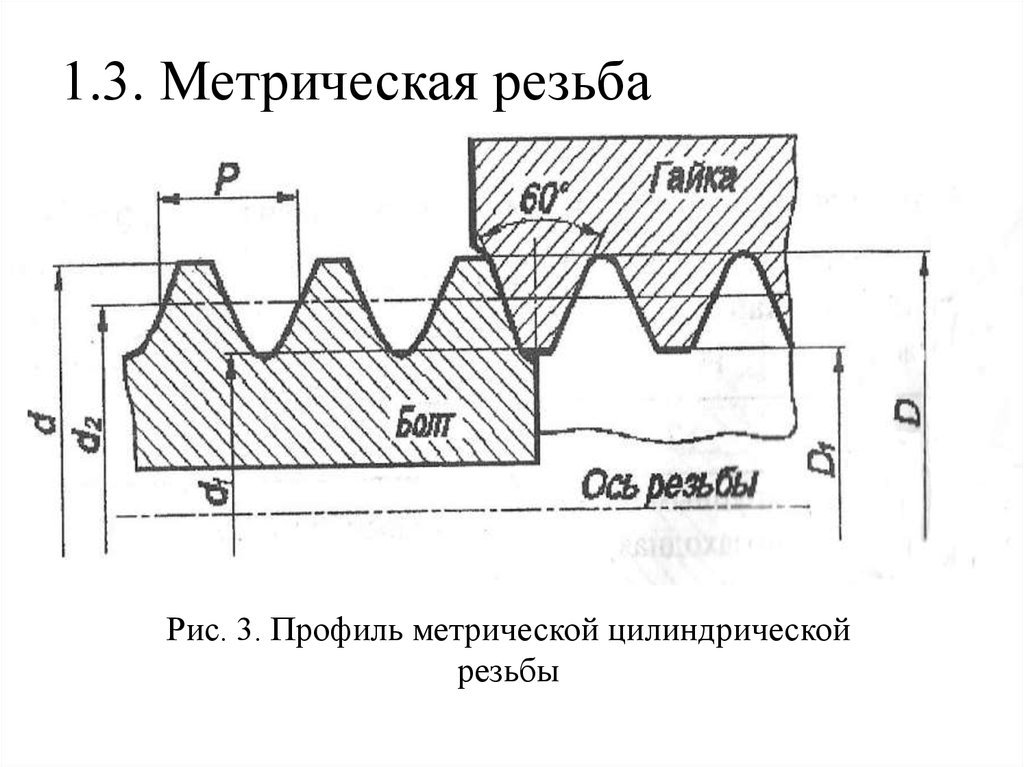 3 КП, Ст. 5, 10, 10КП, 15, 15КП, 20, 30, 35, 45, 40Г, 35Х, 40Х, 35ХА, 30ХСА и др., а шайбм и гаечные замки (кроме пружинных) обычно изготовляют из сталей марок Ст. 0, Ст. 1, Ст. 2, Ст. 3, ОД 10, 15, 20 и 25. Пружинные замки изготовляют из стали марок 65, 70, 75, 65Г и др.
3 КП, Ст. 5, 10, 10КП, 15, 15КП, 20, 30, 35, 45, 40Г, 35Х, 40Х, 35ХА, 30ХСА и др., а шайбм и гаечные замки (кроме пружинных) обычно изготовляют из сталей марок Ст. 0, Ст. 1, Ст. 2, Ст. 3, ОД 10, 15, 20 и 25. Пружинные замки изготовляют из стали марок 65, 70, 75, 65Г и др.
Каким инструментом завинчивают и отвинчивают болты и гайки?
Завинчивают и отвинчивают болты и гайки гаечными ключами — простыми, универсальными и специальными.
Прастые (открытые) ключи бывают односторонними и двусторонними, размеры ях зева должны соответствовать стандартным размерам головок болтов и гаек, В нашей стране приняты следующие размеры зева для двусторонних ключей (в. миллиметрах): 5X7, 7X9, 9X11, 10X12, 12×14, 14Х.17, 17X19, 19х Х22 и т. д. Кроме простых ключей в машиностроении широко используются торцевые ключи, трубчатые или цельные, которые бывают также односторонние и двусторонние.
Из какого материала изготовляют гаечные ключи?
Гаечные ключи изготовляют из инструментальной, углеродистой, а иногда из легированной стали.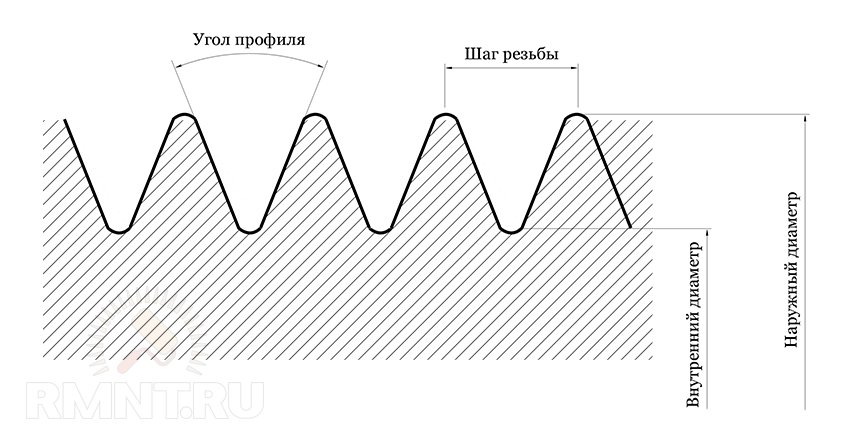 Головки ключей закаливают и отпускают. Размер зева ключа должен точно соответствовать размеру гайки или размеру болта.
Головки ключей закаливают и отпускают. Размер зева ключа должен точно соответствовать размеру гайки или размеру болта.
Каким инструментом отвертывают и завертывают винты с прорезью (шлицем)?
Винты с прорезью (шлицем) отвертывают и завертывают отвертками, рабочая часть (лезвие) которых должна соответствовать размерам, шлица. Рабочую часть отверток, так же, как и головки гаечных ключей, закаливают.
В каких случаях в машиностроении для завертывания гаек и винтов пользуются механизированным инструментом?
Механизированным инструментом в машиностроении пользуются при сборке машин и механизмов в массовом производстве, благодаря чему резко повышается производительность труда. Механизированные гаечные ключи и отвертки приводятся в движение электрическими и пневматическими двигателями.
Как подобрать дюймовую гайку: размер, тип, шаг резьбы
При подборе гайки к болту необходимо определить их совместимость по параметрам резьбы (тип, шаг, диаметр, направление), а также по прочности и материалу. Правильная комбинация резьбовой пары является гарантом надежности соединения и долговечности всей собираемой конструкции или механизма.
Правильная комбинация резьбовой пары является гарантом надежности соединения и долговечности всей собираемой конструкции или механизма.
Производство и распространение дюймового крепежа началось в 1949 году, когда Канада, Соединенные Штаты и Великобритания приняли Единый стандарт (UTS), в котором были определены критерии резьбы в дюймах. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к проблемам совместимости крепежных деталей. Вскоре Великобритания отказалась от UTS и вместо нее приняла метрическую систему. Сегодня Канада и США остаются почти единственными поставщиками техники, автомобилей и оборудования, где актуальна американская резьба UTS.
Слесаря, ремонтирующие и обслуживающие иномарки, наиболее часто сталкиваются с дюймовыми болтами и гайками. Утерянный или вышедший из строя оригинальный заводской крепеж требуется заменить на 100% аналог. Для этого надо точно определить его размеры, материал, класс прочности и стандарт изготовления.
Как отличить метрическую гайку от дюймовой?
К сожалению, отличить «на глазок» не удастся, так как американская резьба имеет тот же угол профиля 60°, что и метрическая стандарта ISO. Но есть различия в диаметре, шаге и в размере внешнего шестигранника. Несмотря на то, что их можно свинтить между собой, в соединении, как правило, наблюдается небольшой люфт, что делает метрический и дюймовый крепеж не взаимозаменяемым.
Можно их различить по маркировке классов прочности: у метрических — цифры, у дюймовых — линии.
Маркировка класса прочности гаек с дюймовой и метрической резьбой
Но стальные детали низкой прочности не маркируются. Подробнее о маркировке читайте далее.
Как измерить дюймовую гайку?
В американском машиностроении самой распространенной является шестигранная гайка общего назначения, форма и габаритные размеры которой приведены в ASME B18. 2.2 (аналог DIN 934, ISO 4032). Параметры резьбы соответствуют ANSI B1.1 с допуском по классу 2B, стандарт UTS (Unified Thread Standard), крупного (UNC) или мелкого (UNF) шага.
2.2 (аналог DIN 934, ISO 4032). Параметры резьбы соответствуют ANSI B1.1 с допуском по классу 2B, стандарт UTS (Unified Thread Standard), крупного (UNC) или мелкого (UNF) шага.
Пример условного обозначения: 1/4″ — 20 UNC, где:
- 1/4″ – номинальный диаметр резьбы;
- 20 – количество витков на дюйм;
- UNC – унифицированная крупная (основная) резьба.
Измерение номинального диаметра резьбы гайки
Этот параметр обычно находится в пределах от 1/4″ до 3″ и обозначается дробным или целым числом в дюймах (не десятичным). Американские крепежные детали размером менее 1/4 дюйма обозначены целым числом от 0 до 10 (часто с предшествующим знаком # или №).
Самый простой способ определения номинального диаметра гайки – это измерение штангенциркулем наружного диаметра соответствующего ей болта (на который она навинчивается).
Если же мы просто измерим ширину ее отверстия, то получим наименьший внутренний диаметр профиля – d вн, который меньше, чем ее номинальный диаметр — d.
Например, для рассматриваемой гайки 1/4″ (1/4 дюйма = 6,35 мм), d вн. будет составлять 5,35 мм. Далее по справочным таблицам надо сопоставить его с наружным диаметром ответного болта. Это и будет искомый диаметр гайки.
Таблица 1. Соответствие внутреннего диаметра гайки наружному диаметру болта.
|
Номинальный диаметр резьбы |
Внутренний диаметр гайки, мм |
Наружный диаметр болта | ||
|
UNC |
UNF |
мм |
дюймы | |
|
#1 |
1,5 |
1,55 |
1,854 |
0,073 |
|
#2 |
1,5 |
1,9 |
2,184 |
0,068 |
|
#3 |
2,1 |
2,15 |
2,515 |
0,099 |
|
#4 |
2,35 |
2,4 |
2,845 |
0,112 |
|
#5 |
2,65 |
2,7 |
3,175 |
0,125 |
|
#6 |
2,85 |
2,95 |
3,505 |
0,138 |
|
#8 |
3,5 |
3,5 |
4,166 |
0,164 |
|
#10 |
4 |
4,1 |
4,826 |
0,19 |
|
#12 |
4,65 |
4,7 |
5,486 |
0,216 |
|
1/4″ |
5,35 |
5,5 |
6,35 |
0,25 |
|
5/16″ |
6,8 |
6,8 |
7,938 |
0,313 |
|
3/8″ |
8,25 |
8,5 |
9,525 |
0,375 |
|
7/16″ |
9,65 |
9,9 |
11,112 |
0,438 |
|
1/2″ |
11,15 |
11,5 |
12,7 |
0,5 |
|
9/16″ |
12,6 |
12,9 |
14,288 |
0,563 |
|
5/8″ |
14,05 |
14,5 |
15,875 |
0,625 |
|
3/4″ |
17 |
17,5 |
19,05 |
0,75 |
|
7/8″ |
20 |
20,4 |
22,225 |
0,875 |
|
1″ |
22,25 |
23,25 |
25,4 |
1 |
|
1 1/8″ |
25,65 |
26,5 |
28,575 |
1,125 |
|
1 1/4″ |
28,85 |
29,5 |
31,75 |
1,25 |
|
1 3/8″ |
31,55 |
32,75 |
34,925 |
1,375 |
|
1 1/2″ |
34,7 |
36 |
38,1 |
1,5 |
|
1 3/4″ |
40,4 |
- |
44,45 |
1,75 |
|
2″ |
46,3 |
- |
50,8 |
2 |
|
2 1/4″ |
52,65 |
- |
57,15 |
2,25 |
|
2 1/2″ |
58,5 |
- |
63,5 |
2,5 |
|
2 3/4″ |
64,75 |
- |
69,85 |
2,75 |
|
3″ |
71,7 |
- |
76,2 |
3 |
Определение размера «под ключ»
Размер «под ключ» шестигранной гайки равен расстоянию между противоположными гранями ее рабочего профиля.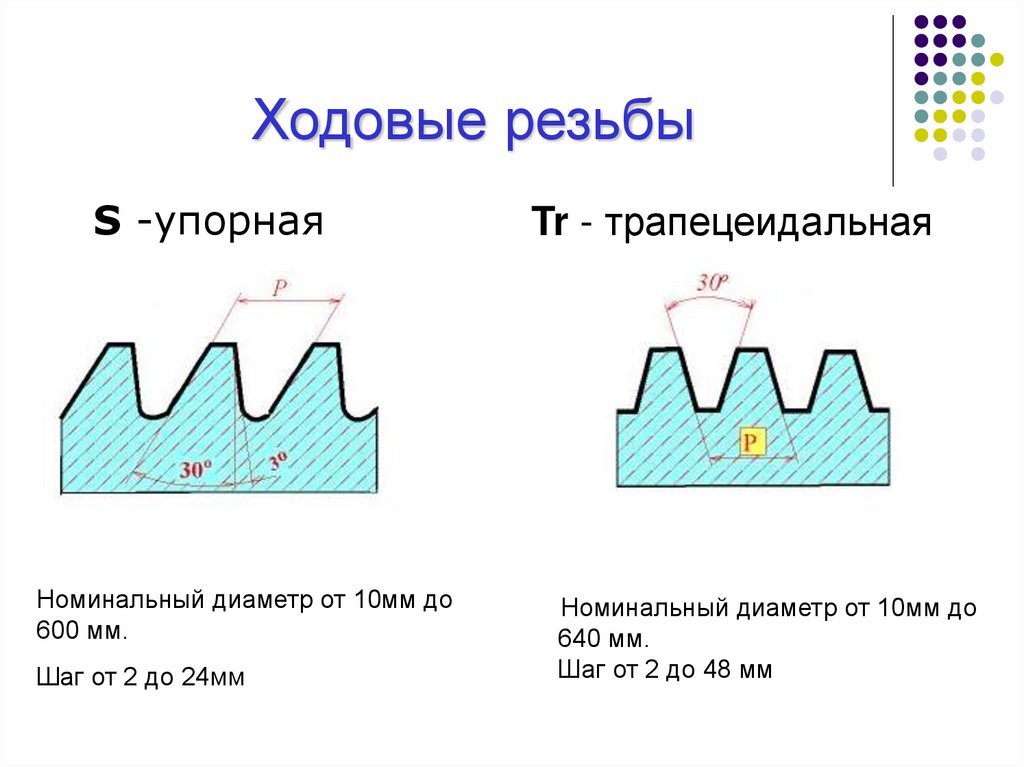 Точный замер можно выполнить, используя штангенциркуль. Причем, каждому диаметру гаечной резьбы соответствует определенный размер шестигранника. Поэтому можно не прибегать к измерениям, а посмотреть размер шестигранного профиля в таблице из статьи: «Как определить размер «под ключ» болта и гайки?».
Точный замер можно выполнить, используя штангенциркуль. Причем, каждому диаметру гаечной резьбы соответствует определенный размер шестигранника. Поэтому можно не прибегать к измерениям, а посмотреть размер шестигранного профиля в таблице из статьи: «Как определить размер «под ключ» болта и гайки?».
Шестигранник у дюймовой гайки такой же как у головки сопрягаемого с ней болта, что позволяет использовать тот же стандартный размер ключа. Причем, метрические гаечные ключи и торцевые головки здесь не подойдут, так как они незначительно, но отличаются по размеру от дюймового инструмента. Также отметим, что цифры на дюймовом ключе – это не размер шестигранного профиля крепежа, а диаметр его резьбы, что облегчает подбор инструмента.
Как определить шаг дюймовой резьбы гайки (TPI)?
Унифицированные резьбы крепежных деталей UTS классифицируются как UNC (крупные), UNF (мелкие) или UNEF (ультра мелкие). Нет никаких различий между ними в качестве изготовления, кроме различий в плотности нитей нарезки.
Нет никаких различий между ними в качестве изготовления, кроме различий в плотности нитей нарезки.
Дюймовый резьбомер UNC
Грубые (крупные) нити толще, устойчивее к истиранию и смятию, чем частые (мелкие). Крепежные гайки с крупной резьбой могут быть установлены быстрее. Например, 3/4″-10 UNC требует 10 оборотов для установки на 1 дюйме ножки болта, а 3/4″-16 UNF потребует 16 оборотов. Грубые нити обеспечивают зазор для гальванического покрытия и с меньшей вероятностью будут подвергнуты истиранию. Тонкие и сверхтонкие нити резьбы дают свои преимущества. Крепеж с частой резьбой отличается лучшей устойчивостью к самоотвинчиванию при воздействии вибрации, что является очень важным фактором.
Параметр TPI используется только с дюймовыми крепежами, тогда как для метрических указывается шаг резьбы – Р, который равен расстоянию между нитями, а TPI расшифровывается как Threads Per Inch. Это простой подсчет количества нитей на дюйм, измеренного по длине крепежа.
Самый легкий способ определить шаг резьбы гайки стандарта США – с помощью специального резьбомера, но если его нет, то можно попытаться свинтить ее с подходящим болтом с известными параметрами. Если вы будете часто измерять крепеж, рекомендуется приобрести один из наших недорогих дюймовых резьбомеров, которые значительно упрощают измерение.
Шаг гаечной резьбы можно также измерить, сделав ее оттиск на древесине. Таким способом обычно пользуются при измерении внутренней резьбы маленького диаметра. Для этого в резьбовое отверстие вставляют тонкую деревянную палочку (например, спичку), прижимают ее к поверхности резьбы и получают оттиск, по которому и считают количество витков на дюйм.
Таблица 2. Соответствие диаметра и шага дюймовой резьбы UNC, UNF.
|
Диаметр |
UNC |
UNF | ||
|
TPI |
Шаг, мм |
TPI |
Шаг, мм | |
|
1/4″ |
20 |
1,27 |
28 |
0,907 |
|
5/16″ |
18 |
1,411 |
24 |
1,058 |
|
3/8″ |
16 |
1,587 |
24 |
1,058 |
|
7/16″ |
14 |
1,814 |
20 |
1,27 |
|
1/2″ |
13 |
1,954 |
20 |
1,27 |
|
9/16″ |
12 |
2,117 |
18 |
1,411 |
|
5/8″ |
11 |
2,309 |
18 |
1,411 |
|
3/4″ |
10 |
2,54 |
16 |
1,587 |
|
7/8″ |
9 |
2,822 |
14 |
1,814 |
|
1″ |
8 |
3,175 |
12 |
2,117 |
|
1 1/8″ |
7 |
3,627 |
12 |
2,117 |
|
1 1/4″ |
7 |
3,627 |
12 |
2,117 |
|
1 3/8″ |
6 |
4,233 |
12 |
2,117 |
|
1 1/2″ |
6 |
4,233 |
12 |
2,117 |
|
1 3/4″ |
5 |
5,08 |
- |
- |
|
2″ |
4,5 |
5,644 |
- |
- |
|
2 1/4″ |
4,5 |
5,644 |
- |
- |
|
2 1/2″ |
4 |
6,35 |
- |
- |
|
2 3/4″ |
4 |
6,35 |
- |
- |
|
3″ |
4 |
6,35 |
- |
- |
Используйте гайки и болты одинаковой прочности и материала
Важным фактором, который влияет на надежность и долговечность соединения, является совместимость болтов и гаек по прочности и материалу. Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Классы прочности дюймовых гаек
Механические свойства дюймовых шестигранных гаек описаны в стандарте SAE J995, который охватывает материалы, методы производства, механические свойства и требования к испытаниям. Их прочность измеряется в psi (фунт-сила на квадратный дюйм).
Для преобразования величин используют значения:
-
1000 psi (Ibf/in²) = 6,8948 МПа - 1 МПа = 145, 038 PSI (Ibf/in²)
К примеру, термически обработанные высокопрочные болты, изготовленные из среднеуглеродистой стали, обычно имеют прочность 120.000 psi или 827 МПа. Для работы с ними необходимо использовать гайки с пределом прочности не менее 120. 000 psi или на 20% выше.
000 psi или на 20% выше.
Если болт окажется прочнее, то разрушение резьбового соединения при превышении момента затяжки произойдет не по его стержню, а из-за срыва резьбы более слабой гайки. Если разрыв ножки происходит внезапно и легко может быть выявлен, то срыв резьбы труднее заметить, и частично разрушенное резьбовое соединение может в любой момент выйти из строя.
Твердость шайб также нельзя упускать из виду. Использование термически необработанных шайб с высокопрочными крепежными изделиями может привести к потере момента затяжки, так как их шестигранный профиль со временем может продавить шайбу.
Идентифицировать класс прочности стальной дюймовой гайки можно по маркировке на ее торцевой поверхности. Требования к маркировке изложены в SAE J995 и наглядно продемонстрированы на рисунке ниже:
Маркировка класса прочности дюймовых гаек
|
SAE классы |
Маркировка |
|
2 |
Не маркируется |
|
5 |
Две окружные линии, расположенные на расстоянии 120° |
|
8 |
Две окружные линии, расположенные на расстоянии 60° |
Класс 2 (Grade 2) – самые распространенные гайки общего применения из низкоуглеродистой или среднеуглеродистой метизной стали, например, С1010. Их прочность и цена невысоки. Соответствуют аналогам ISO/DIN класса прочности 4 или 5.
Их прочность и цена невысоки. Соответствуют аналогам ISO/DIN класса прочности 4 или 5.
Класс 5 (Grade 5) – класс средней прочности для деталей из среднеуглеродистой стали (С1020, С1035, С1045), которые могут закаливаться до достижения требуемых прочностных свойств. Соответствует аналогам ISO/DIN класса прочности 8.
Класс 8 (Grade 8) – высокопрочные гайки из легированной стали (4140, Cr42Mo), предназначенные для ответственных строительных проектов и тяжелых нагрузок. В процессе производства обязательно подвергаются закаливанию. Соответствуют аналогам ISO/DIN класса прочности 10.
Таблица 3. Стойкость к нагрузке и требования к твердости гаек (HEX NUTS)
|
SAE классы |
5 |
8 | |||
|
Резьба |
UNC |
UNF |
UNC |
UNF | |
|
Контрольная нагрузка (psi) |
120.  000 000
|
109.000 |
150.000 |
150.000 | |
|
Твердость (HRC) |
32 MAX |
32 MAX |
26-34 |
26-34 | |
|
Размер гайки, дюйм |
5/8 |
27.100 |
27.900 |
33.900 |
38.400 |
|
3/4 |
40.100 |
40.700 |
50.100 |
56.000 | |
|
7/8 |
55.400 |
55.500 |
69.  300 300
|
76.400 | |
|
1 |
72.700 |
74.000 |
90.900 |
101.900 | |
Допустимая (пробная, контрольная) нагрузка (Proof Load Stress) установлена стандартом SAE J995. Она определяется как максимальное растягивающее усилие, которое может быть приложено к ответному болту и не приведет к пластической деформации. Пробная нагрузка обычно составляет 85-95% от предела текучести крепежа.
Совместимость болта и гайки по материалу не менее важна, чем их прочностная совместимость. Они производятся из широкого спектра материалов: от обычной стали до нержавейки, цветного металла, титана, пластиков. Метизные стали дополнительно делятся на различные марки, химический состав которых придает крепежу определенные свойства, коррозионную стойкость, хрупкость, пластичность и т.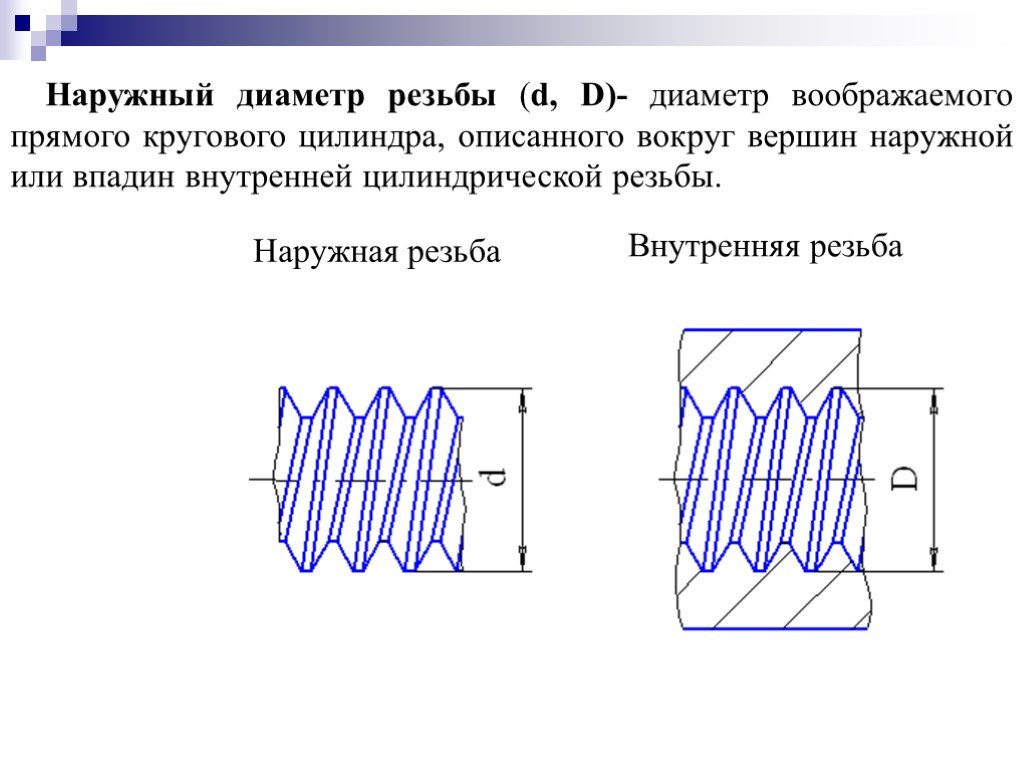 д. При замене гайки она должна соответствовать оригиналу по материалу и по виду защитного покрытия. Только при правильном подборе резьбовой пары можно рассчитывать на долговечность болтового соединения.
д. При замене гайки она должна соответствовать оригиналу по материалу и по виду защитного покрытия. Только при правильном подборе резьбовой пары можно рассчитывать на долговечность болтового соединения.
Статьи по теме:
- Как подобрать дюймовый болт взамен сорванного?
- Как определить класс прочности дюймовых и метрических болтов?
Все о крепеже
Обновлено: 14.07.2022 15:35:01
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.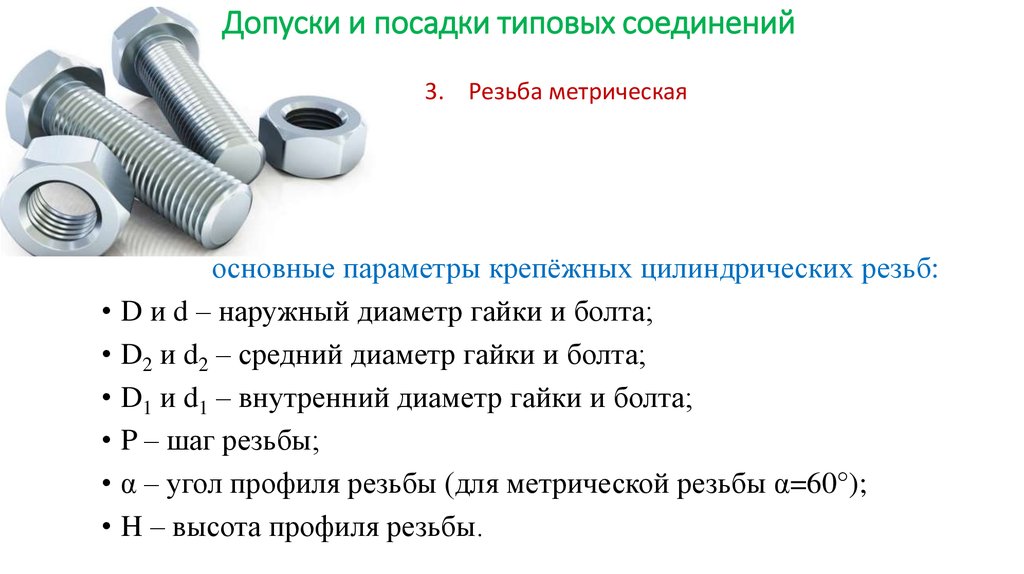
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Резьба и системы резьбы — Rust Magazine
Текст: Дж. К. Бланшар • Фото: Майк Бланшар
Механизм | Нитки и резьбовые застежки, казалось бы, такие простые вещи, но они буквально скрепляют большую часть нашего современного мира. Первый изобретатель нитей точно не известен, но некоторые источники говорят, что Архит из Тарента (428 г. до н.э.-350 г. до н.э.) использовал их в прессах для оливок и винограда.
Резьба на самом деле представляет собой тип клина, обернутого вокруг цилиндра. Чем тоньше клин (больше витков на дюйм), тем большее усилие может приложить нить при повороте.
Вы, наверное, заметили, что у каждой сделки есть свой секретный язык, и теперь будет полезно перечислить некоторые специальные термины, используемые при разговоре о нитях.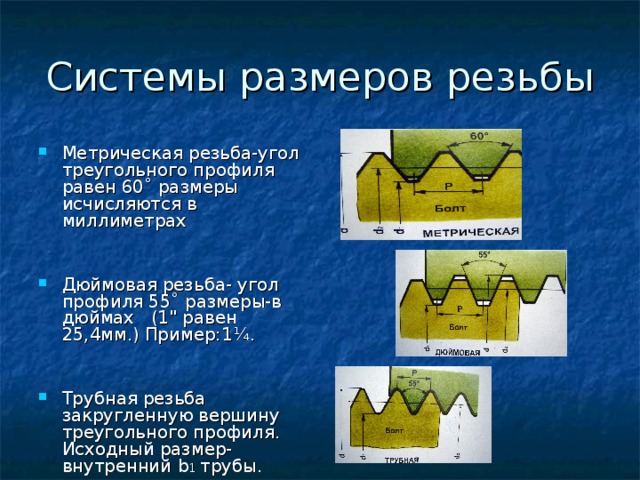 Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Типы профилей резьбы. Обратите внимание на закругленные канавки и зубья системы Уитворта. (Изображение предоставлено www.educationdiscussion.com)
S O M E T R E A D T E R M S
Номинальный размер: Обозначение, используемое для идентификации резьбы. Например: 1/2-20, что номинально составляет 1/2 дюйма в диаметре.
Фактический размер: Фактический измеренный размер конкретной нити.
Основной диаметр: Наибольший диаметр прямой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Второстепенный диаметр: Наименьший диаметр прямой винтовой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Диаметр шага: На идеально прямой резьбе это диаметр, при котором ширина резьбы и канавки одинакова.
Базовая форма резьбы: Теоретический профиль резьбы.
Шаг: Расстояние от точки на одном витке до той же точки на следующем витке, измеренное параллельно оси.
Шаг: Расстояние, на которое резьба перемещается в осевом направлении за один оборот. В резьбе с двумя «началами» шаг будет вдвое больше шага.
Угол резьбы: Угол между сторонами резьбы, измеренный в осевой плоскости.
Гребень: Верхняя поверхность резьбы
Корень: Нижняя поверхность резьбы
Боковина: Поверхность соединения корня и гребня.
Посадка: Плотность между двумя сопрягаемыми поверхностями.
Глубина зацепления: Глубина резьбового контакта двух сопряженных резьб, измеренная в радиальном направлении.
Ремесленники и слесари издавна изготовляли резьбы с размерами, углами и шагами, которые им нравились, но, конечно, различные резьбы не были взаимозаменяемыми. Даже в 1930 использовалось более 30 различных стандартов резьбы. У нас в городе шорник использует швейные машины Landis и Champion, и многие винты и болты на них имеют необычные размеры и шаг. Когда ему нужны новые винты и болты для станков, мне часто приходится использовать токарную передачу, чтобы вырезать нечетные шаги.
Сегодня мы считаем само собой разумеющимся, что мы можем купить, например, болт с крупной резьбой 1/2 дюйма у любого поставщика, и он подойдет к любой гайке с крупной резьбой 1/2 дюйма от другого поставщика. Эта взаимозаменяемость является относительно современной разработкой, в некоторой степени вызванной потребностями военной техники.
Блестящий британский инженер Джозеф Уитворт (1803-1887) изобрел в 1841 году систему нитей, которая была принята на британских железных дорогах, а вскоре и в других отраслях промышленности.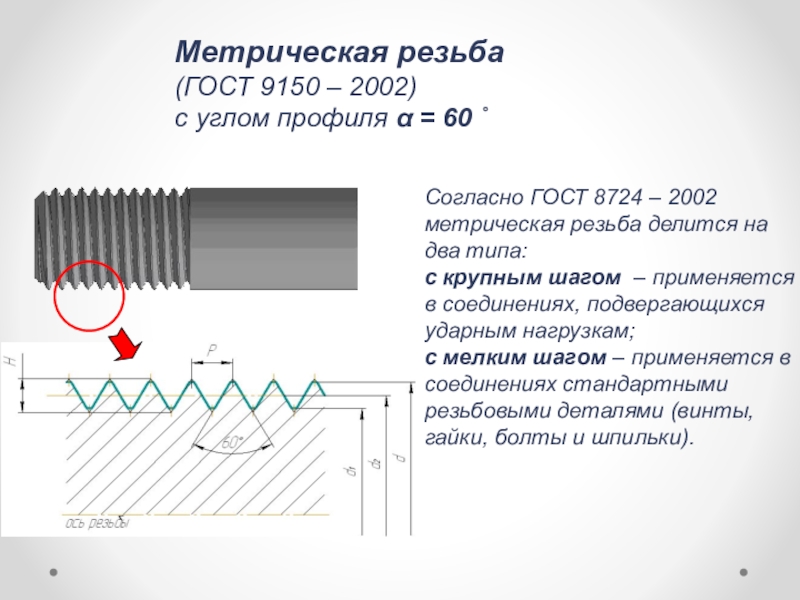 Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
…Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и была принята в 1948 году Америкой, Великобританией и Канадой, чтобы исключить путаницу с резьбой, используемой на военном оборудовании.
В старых книгах вы можете встретить ссылки на Селлерс или Институт Франклина. Уильям Селлерс в 1864 году предложил угол 60 градусов и другие спецификации, которые были приняты в Соединенных Штатах в качестве нашей стандартной резьбы.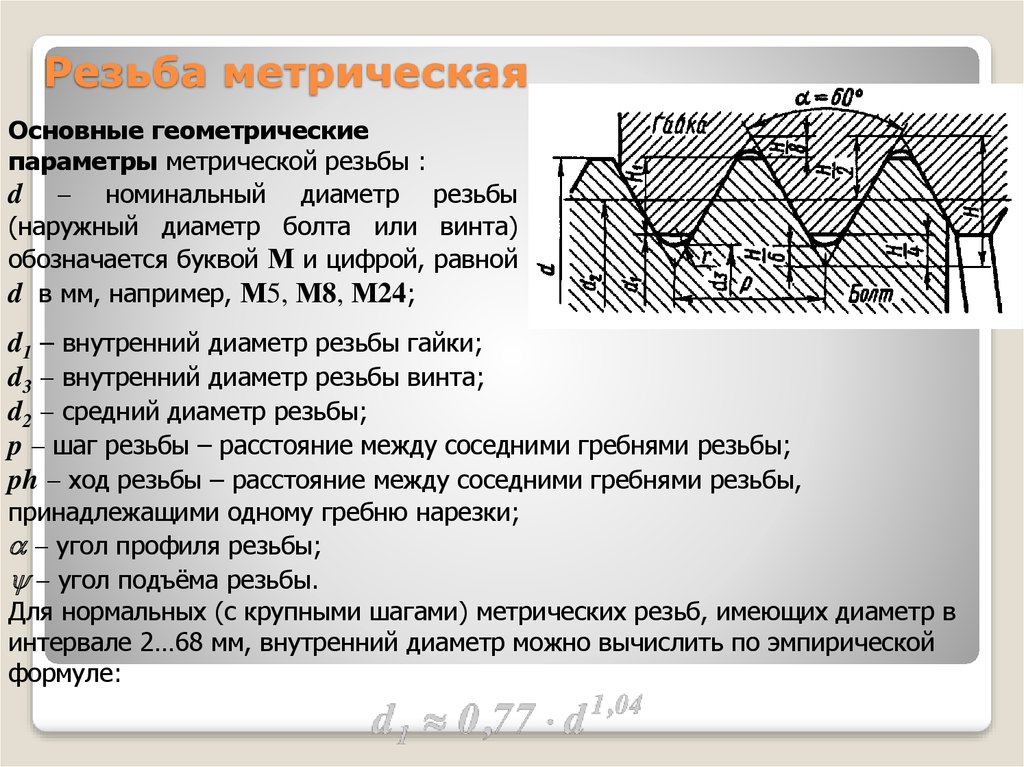 Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Унифицированный национальный стандарт резьбы имеет угол резьбы 60 градусов вместо угла 55 градусов, используемого в резьбе Уитворта. Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Три штампа. Метрическая, стандартная и британская стандартная. Плашки используются для нарезания резьбы на круглой заготовке.
Хотя угол резьбы 60 градусов в американской и метрической системах является наиболее распространенным, для V-образной резьбы используются и другие углы. Нить Lowenherz использует 53 градуса 8 минут, а нити Swiss Thury и Британской ассоциации используют 47 — 1/2 градуса. «Ювелирная нить», используемая даже сегодня для драгоценных металлов, таких как серебро, золото и платина, имеет угол резьбы 80 градусов.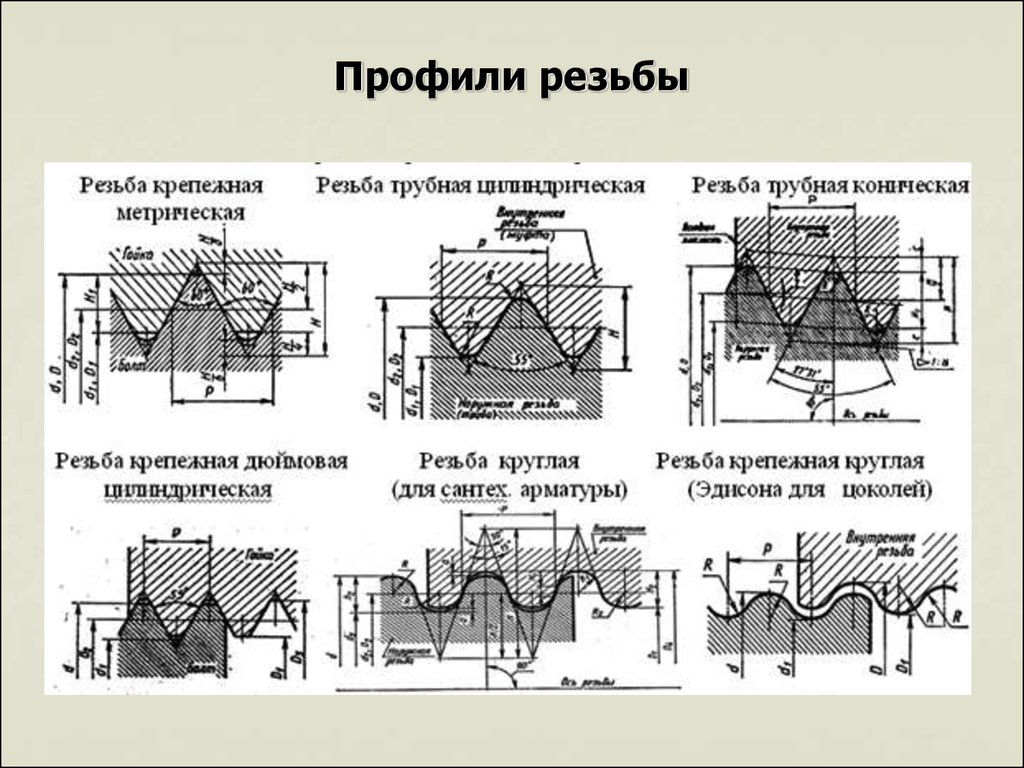
Стандарт Уитворта, когда-то столь распространенный в Англии и ее колониях, был в значительной степени вытеснен Единым национальным стандартом, хотя неисчислимому количеству старых британских транспортных средств и единиц оборудования по-прежнему требуются крепежные детали Уитворта и Британского стандарта для их ремонта.
В американской и английской системах резьба обычно указывается по основному диаметру и числу витков на дюйм: например, 5/8 дюйма-11. В метрической системе используется основной диаметр и расстояние между витками резьбы (шаг): например, 10 мм X 1,25 мм. На протяжении многих лет в различных европейских странах использовалось несколько различных метрических стандартов, но на сегодняшний день основным из них является ISO (Международная организация по Стандартизация) Метрическая резьба. Он имеет угол резьбы 60 градусов со сплющенным основанием и гребнем и, конечно же, имеет метрические размеры и шаг.
Есть несколько необычных резьб, которые сочетают в себе как метрическую, так и дюймовую резьбу; например: «итальянские» велосипедные резьбы имеют диаметр 36 мм x 24 нити на дюйм для кареток и диаметр 2,2 мм x 56 нитей на дюйм для спиц.
И британская, и американская системы имеют специальные стандарты для меньших винтов диаметром менее 1/4 дюйма.
Резьба Whitworth имеет довольно крупный шаг, как и наша собственная серия Unified National Coarse. Британская стандартная тонкая резьба имеет ту же форму, что и Whitworth, но с более мелким шагом. Наша система тонкой резьбы — это Unified National Fine (часто называемая S.A.E. в честь Общества автомобильных инженеров и ее широкого применения в автомобильной промышленности).
Крупная резьба на болтах должна быть глубже врезана в материал болта, чем мелкая резьба, а диаметр основания болта меньше и, следовательно, слабее. Крепеж с мелкой резьбой обычно превосходит по прочности и более устойчив к вибрации. Крупная резьба используется для хорошего сцепления с мягкими материалами, такими как чугун и алюминий, а также для более грубых работ. Шпильки, используемые в автомобилях и самолетах, часто имеют крупную резьбу на одном конце для хорошего сцепления с более мягкими типами металлов двигателя и мелкую резьбу на другом конце для лучшего сцепления с более твердыми стальными гайками.
Всегда желательно по возможности использовать стандартные системы резьбы, но для особых нужд существуют унифицированные национальные специальные нити; Unified National Extra Fine и других необычных размеров и шагов, которые вы не найдете в хозяйственном магазине на углу. Справочник по машинному оборудованию и другие торговые справочники содержат спецификации многих стандартов резьбы, используемых сегодня. Я рекомендую High Performance Hardware: Fastener Technology for Auto Racers and Enthusiasts от Forbes Aird как превосходную книгу, которая поможет вам понять конструкцию и применение крепежа.
Группа метчиков. Эти инструменты используются для нарезания резьбы в отверстиях.
Несколько лет назад было разработано несколько интересных вариантов размеров на основе стандартных систем резьбы. В начале 1900-х годов многие американские компании производили инструменты для нарезания резьбы, которые были на 1/64 дюйма или 1/32 дюйма больше, а также меньше размера резьбы Национального стандарта. Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
И британская, и американская системы имеют специальные стандарты для меньших винтов диаметром менее 1/4 дюйма. Американцы используют номер калибра для диаметра резьбы, за которым следует количество витков на дюйм. Возможно, вы знакомы с винтами № 6-32, которые используются для крепления пластин электрических переключателей в вашем доме. Номера калибров, легко доступные сегодня, варьируются от крошечного размера № 0 (диаметр 0,060 дюйма) до номера № 12 (диаметр 0,216), и для каждого размера существует стандарт крупной и тонкой резьбы. Есть даже редко используемые размеры 00-9. 0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий.
Раньше диапазон размеров крепежных винтов был намного шире, чем сегодня. В экземпляре «Справочника инженера-механика» моего деда Ральфа Коула 1916 года перечислены технические характеристики крепежных винтов до № 30 (0,4526 дюйма в диаметре). Генри Форд использовал размер № 14 для латунных винтов, которые крепят магниты к маховикам его знаменитых автомобилей Model T. Размеры выше № 12 сегодня устарели. Мой друг Ким Писор дал мне набор старых резьбонарезных плашек, принадлежавших Джеку Рено, блестящему машинисту и основателю компании Gabilan Iron and Machine в Салинасе, Калифорния. В комплект входят плашки для нарезания резьбы № 14–20 и № 14–24. Есть даже плашка для нарезки резьбы #11-24: нечетного размера я раньше не встречал.
Несколько лет назад некоторые маленькие винты диаметром менее 1/4 дюйма имели дробные размеры. У меня есть набор метчика и матрицы, принадлежавший моему дедушке, и он имеет размеры 7/32-24 и 3/32-48. У меня есть другие плашки для нарезания резьбы 15/64–32, 17/64–32 и 1/16–64. Эти размеры устарели, но если вы работаете над более старыми предметами, такой набор может оказаться очень полезным.
Британцы используют другую систему для небольших размеров винтов; называется Британской ассоциацией Thread. Он имеет угол резьбы 47-1/2 градуса с закругленными гребнем и основанием и обозначается одним числом: например, 2 ВА (что примерно соответствует размеру американского № 10). Обозначение размера BA — это обратная сторона американской системы: чем больше число, тем меньше размер. Таким образом, 16 БА меньше 2 БА. На наших 19 было много винтов Британской ассоциации.34 Роллс-Ройс. Резьба Британской ассоциации устарела в 1966 году, но, конечно, она широко используется для ремонта старого британского оборудования.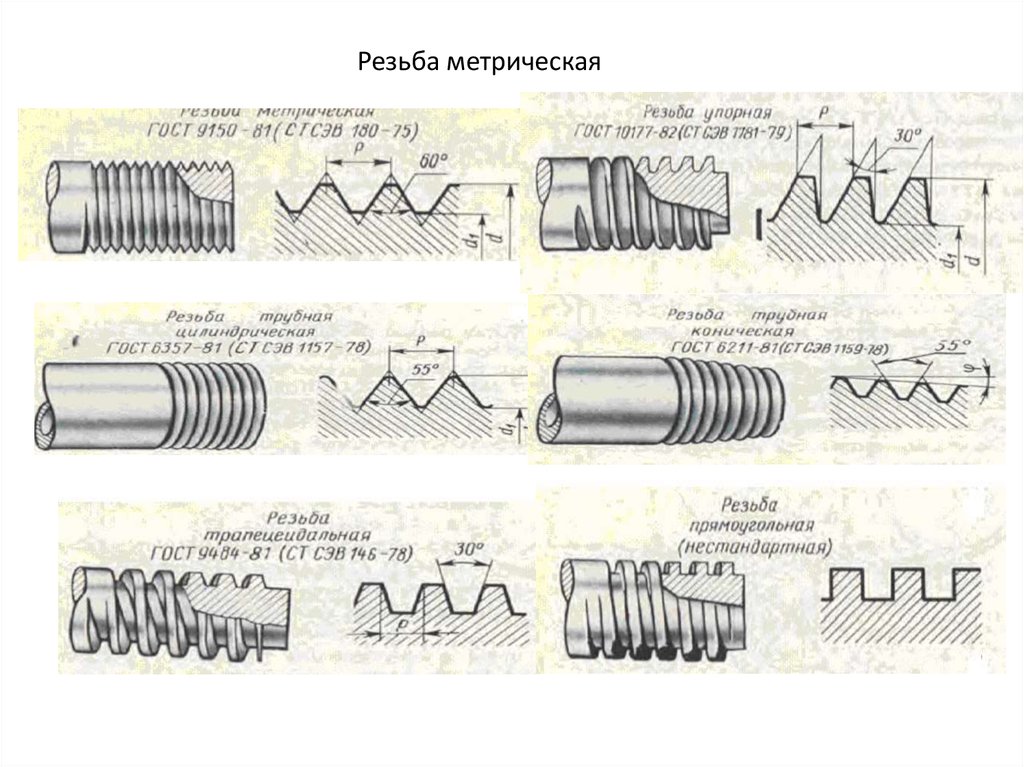
Для очень маленьких размеров, используемых в инструментах, часах и других миниатюрных механизмах, в Америке есть унифицированная миниатюрная винтовая резьба (UNM) с диаметром до 0,300 мм (0,0118 дюйма): этот маленький размер имеет резьбу 317-1/2. на дюйм. Конечно, в Европе тоже есть винты для часов и приборов, и используется метрическая система. В прежние времена различные часовые компании в Соединенных Штатах и Европе имели интересное разнообразие собственных стандартов резьбы.
Vee-образная резьба сегодня наиболее распространена в крепежных изделиях…
Сегодня в крепежных изделиях наиболее распространена V-образная резьба
, но есть и другие формы резьбы, которые имеют преимущества для определенных применений. Я думаю, вы можете видеть, что когда вы затягиваете гайку V-образной формы, угол резьбы создает усилие, пытающееся расширить или разорвать гайку. Для очень высоких нагрузок часто лучше использовать резьбу без угла или с очень малым углом упора.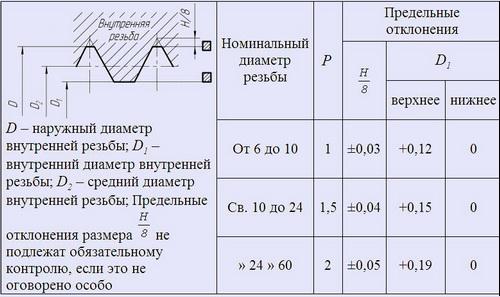
Квадратная резьба широко использовалась в таких устройствах, как ранние чеканочные прессы, тиски и другие устройства с высокими нагрузками. В старых механических руководствах вы можете найти ссылку на стандартную квадратную резьбу продавца; назван в честь того же Уильяма Селлерса, который когда-то установил спецификации для американской стандартной V-образной резьбы. Квадратная резьба использовалась для удержания стволов во многих американских служебных винтовках, в том числе в знаменитых винтовках с продольно-скользящим затвором Springfield 30-06, использовавшихся в Первой и Второй мировых войнах. Квадратную резьбу трудно обрабатывать точно, и ее в значительной степени вытеснила резьба Acme с углом 29°.градусов.
Концы метчиков скошены, поэтому они легко входят в отверстие. Некоторые метчики нарезаны без конуса, поэтому они нарезают резьбу до самого дна отверстия.
Резьба
Acme легче нарезается и может выдерживать высокие нагрузки. Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Для некоторых специальных применений, где требуется грубая, но неглубокая резьба, доступна резьба American National Stub Acme Thread. Термин «заглушка» означает более мелкую, чем обычная резьба. Существует также 60-градусная укороченная резьба V-образной формы для таких применений, как трубки, где резьба нормальной глубины может серьезно ослабить тонкую стенку.
Другим вариантом Acme Thread является червячная резьба, которая имеет угол 29 градусов, но нарезана глубже и предназначена для использования с червячными передачами.
Контрфорсная резьба имеет квадратную или почти квадратную упорную поверхность и изогнута с обратной стороны. Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Трубная резьба обычно выполняет две функции: скрепляет фитинги вместе, а также обеспечивает герметичность от давления жидкости. Уменьшение диаметра резьбы на 3/4 дюйма на фут облегчает получение герметичных соединений. Трубная резьба с прямым нарезом используется в таких устройствах, как электрические лампы, где не требуется герметизация. Трубная резьба, ранее известная как резьба Бриггса, используемая в Америке, представляет собой коническую трубную резьбу американского национального стандарта. Великобритания использует британскую стандартную трубную резьбу, имеющую форму резьбы Уитворта. Британская трубная резьба отличается и не должна заменяться трубной резьбой американского стандарта. Трубные фитинги Британского стандарта часто можно приобрести у крупных поставщиков в Америке.
Некоторые трубные резьбы имеют очень крутые конусы, поэтому соединения разъединяются всего за несколько оборотов. Трубы для бурения скважин часто имеют этот тип резьбы, и я также видел пушечные казенные части с прерывистой крутой конической резьбой. У прерывистой резьбы продольные участки резьбы удалены как на охватываемой, так и на охватывающей частях, поэтому части могут скользить вместе и затягиваться частичным поворотом. Разборные стволы винтовок и ружей часто имеют прерывистую резьбу.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы для опор линий электропередач, муфты для пожарных рукавов, фитинги для сжатого газа и т. д.
Спиральные вставки, обычно называемые Helicoils (зарегистрированное название), представляют собой витки проволоки с V-образной резьбой снаружи и внутри. Обычно они изготавливаются из нержавеющей стали или фосфористой бронзы, но чаще встречается нержавеющая сталь. Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Круглая или круглая резьба широко используется в цоколях лампочек, а также в крепежных элементах, которые должны выдерживать чрезвычайно грубое обращение и загрязнение; например, вокруг бетона и на перфораторах.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы опор линий электропередач, муфты для пожарных рукавов, фитинги для сжатого газа и т. д. Многие из этих специальных резьбовых соединений все еще используются сегодня, и спецификации их можно найти в Machinery’s Handbook и других справочных текстах по механике.
Я давно интересуюсь малоизвестными нитями и застежками, и у меня есть коллекция в рамке из почти трех тысяч предметов, начиная от римского бронзового гвоздя и заканчивая современными высокотехнологичными аэрокосмическими застежками. Двумя интересными, но уже устаревшими системами нитей являются Aero и Dardelet. Резьба Aero была разработана в начале 1940-х годов для применения в самолетах с высокой вибрацией, где ломались крепежные детали с V-образной резьбой. Болты и винты Aero Thread имеют круглую резьбу, которая соединяется со спиральными проволочными вставками из бронзы или нержавеющей стали. Вставки из спиральной проволоки имеют закругленную резьбу внутри и V-образную резьбу снаружи для хорошего сцепления с мягкими алюминиевыми и магниевыми сплавами, используемыми в самолетах.
Самоконтрящаяся резьба Dardelet была запатентована в 1936 году и имеет угол резьбы 29 градусов, как и резьба Acme, но резьба имеет осевой зазор, а основание болта и вершина гайки имеют конусность 6 градусов. Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
«Самая ранняя наружная металлическая резьба, вероятно, была обработана вручную».
Джозеф Витворт был на несколько лет впереди в своем дизайне с закругленными корнями резьбы. Ранее я упоминал о разрушениях под напряжением в V-образных резьбах, и основной причиной было растрескивание, которое начиналось в острых углах у корней резьбы, имеющей форму Национального стандарта. Болты Уитворта с их закругленными корнями обладают гораздо большей усталостной прочностью, но изготовление инструментов для резки закругленных поверхностей сложнее, чем с формой национального стандарта, имеющей уплощенные основания и гребни. Для многих применений форма Национального стандарта подходит, но когда нагрузки становятся действительно высокими, особенно нагрузки, которые чередуются от высоких к низким (например, болты шатуна двигателя), любые острые углы имеют тенденцию действовать как концентраторы напряжения, и болты выходят из строя. Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Нити можно сделать разными способами. Самые ранние внешние металлические нити, вероятно, были обработаны вручную. Позже были изготовлены различные типы плашек для нарезания резьбы, но они имеют тенденцию разрывать металл, и с помощью плашек трудно получить точный шаг на любой длине. Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Антуан Тиу около 1750 года использовал токарный станок с винтовой передачей на каретке, а Джесси Рамсден к 1770 году делал прецизионные винты на своем токарном станке. Прецизионный токарный станок может нарезать резьбу практически любой формы и шага, используя шестерни и ходовой винт для перемещения инструмента с одной точкой с нужной скоростью. С помощью токарного станка выполняется несколько проходов, каждый раз делая небольшие надрезы. На микроскопическом уровне наблюдается некоторый надрыв поверхности металла, поскольку инструмент стоит на месте. Износ наконечников инструмента также затрудняет поддержание точной формы резьбы.
Сегодня в большинстве случаев нарезка болтов и винтов производится путем прокатки заготовок между круглыми или плоскими матрицами с канавками.
Для очень точных винтов, таких как те, которые необходимы для микрометрических шпинделей и ходовых винтов, используются прецизионные шлифовальные станки для нарезания резьбы в закаленной стали или других материалах. Некоторые материалы, такие как карбид вольфрама, настолько твердые, что шлифовка является единственным практичным методом формирования резьбы. Процесс закалки стали приводит к короблению и изменению размеров, которые можно исправить шлифованием. Некоторые резьбы шлифуются «с нуля» в закаленном металле, а другие обрабатываются другими способами, закаляются, а затем шлифуются до окончательной формы и шага. Для очень крупной резьбы можно использовать фрезерные станки с вращающимися фрезами, чтобы нарезать резьбу с точностью и скоростью без серьезного разрыва или чрезмерного напряжения металла. Фрезерование можно использовать для наружной резьбы, а также для внутренней резьбы, диаметр которой достаточно велик, чтобы фреза могла войти в отверстие.
В настоящее время резьба большинства болтов и винтов изготавливается путем прокатки заготовок между круглыми или плоскими матрицами с канавками.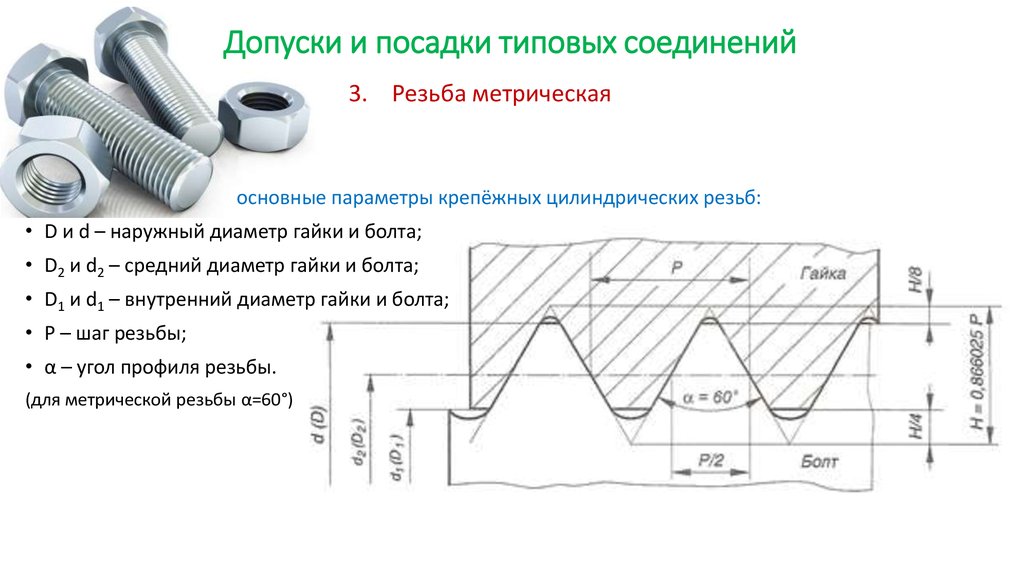 Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.
Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.
Внутренняя резьба меньших размеров обычно нарезается «метчиками», которые ввинчиваются в предварительно просверленные отверстия нужного размера. «Метчиковое сверло» оставляет необходимое количество металла для резьбы. Часто это составляет около 75% от полной глубины резьбы, потому что нарезание резьбы на полную глубину требует высокого крутящего момента, который ломает много метчиков и дает резьбу, которая не намного прочнее, чем более мелкая резьба. Большинство метчиков имеют канавки [канавки] и острые зубья, которые режут материал, придавая ему форму и удаляя стружку. Существует специальный тип формовочного метчика, который не имеет канавок и вдавливает резьбу в металл. Для этих бесканавочных метчиков сначала должно быть просверлено отверстие точно подходящего размера, и они должны быть должным образом смазаны. При обработке некоторых металлов, таких как немагнитная нержавеющая сталь и медные сплавы, которые быстро упрочняются, бесканавочные метчики позволяют получить более прочную и твердую резьбу, чем основной металл.
Легкие и грузовые автомобили Dodge используют левостороннюю резьбу для колесных гаек.
Большинство элементов с резьбой имеют одинарную резьбу или «начало», но на изделии можно расположить несколько нитей рядом. На первый взгляд множественный поток выглядит как один поток, но он имеет несколько «началов». Быстро ввинчивается несколько витков резьбы: колпачок моей авторучки имеет четыре захода и затягивается всего на 3/4 оборота. Недостатком многозаходной резьбы является то, что резьба с большим углом подъема имеет тенденцию легко ослабляться при вибрации. Некоторые «палубные» шурупы, используемые в древесине, имеют несколько витков резьбы для быстрого ввинчивания.
Шурупы для настила, шурупы для дерева и шурупы являются примерами, в которых используется резьба, расположенная на большом расстоянии друг от друга, чтобы обеспечить хорошее сцепление с мягкими материалами. Существует множество современных шурупов, предназначенных для дерева и ДСП, с тонким стержнем и агрессивной конструкцией самонарезающей резьбы, которые сводят к минимуму расщепление, даже если отверстия предварительно не просверлены.
Многие шурупы для листового металла имеют форму резьбы, аналогичную шурупам по дереву, и могут использоваться не только для листового металла, но и для дерева, пластика и других мягких материалов.
Приводные винты имеют резьбу с очень быстрым ходом и предназначены для ввинчивания в отверстия с помощью молотка. Они работают как с металлом, так и с более мягкими материалами, и их часто можно увидеть с металлическими этикетками на машинах.
Левосторонняя резьба может быть полезна для таких применений, как колесные гайки на левой стороне автомобилей, где вращение колес препятствует отвинчиванию гаек. В легковых и грузовых автомобилях Dodge используется левая резьба для колесных гаек.
Для талрепов и некоторых зажимов левая резьба на одном конце винта и правая резьба на другом будут стягивать детали.
Нити — замечательные вещи, которые помогают нам каждый день, и я надеюсь, что эта статья поможет вам лучше узнать и оценить их.
gearMichael Blanchard jerry blanchard, rust mag, rustmag, ржавчина, калифорния, Threads and Thread Systems, нитки, резьбовые крепления4 Комментарии
0 лайков
Физика 9702 Сомнения | Страница справки 113
Вопрос 573: [Силы > Равновесие]
На рисунке показана детская игра в балансировку.
Деревянный стержень однороден и все кольца имеют одинаковую массу. Два кольца
висит на колышке 13 и одно на колышке 1.
На какой крючок нужно повесить четвертое кольцо, чтобы уравновесить удилище?
A 2 B 3 C 5 D 6
Ссылка: Прошлый экзамен
13 Q13
Решение 573:
Ответ: C.
Пусть вес 1 кольца будет W.
Чтобы стержень уравновешивался
(равновесие),
Момент по часовой стрелке = против часовой стрелки
момент
2 кольца на штифте 13 вызывают
момент по часовой стрелке.
Момент по часовой стрелке = 2[(13 – 8)xW] =
10W
Момент против часовой стрелки = (8 – 1)W + (8
– y)W
, где y – положение крюка
где должно быть повешено четвертое кольцо.
Для равновесия,
(8 – 1)W + (8 – y)W = 10W
7W + (8 – y)W = 10W
(8 – y)W = 3W
8 – y = 3 дает y = 8 – 3 = 5
Вопрос 574: [Электрическое поле]
(а)
α-частица и протон покоятся a
на расстоянии 20 мкм друг от друга в вакууме, как показано на рис. 1.
1.
(и)
Государственный закон Кулона.
(ii)
α-частицу и протон можно считать точечными зарядами.
Рассчитать
электрическая сила между α-частицей и протоном.
(б)
(и)
Дайте определение напряженности электрического поля.
(ii)
Точка P — это расстояние x от α-частицы вдоль линии, соединяющей α-частицу
к протону (см. рис.1). Изменение напряженности электрического поля с расстоянием x
E α из-за одной α-частицы показан на рис.2.
Вариация
с расстоянием x напряженности электрического поля E P за счет протона
отдельно также показано на рис.2.
1.
Объясните, почему два отдельных электрических поля имеют противоположные знаки.
2.
На рис.2 схематично показано изменение с x комбинированного электрического поля, обусловленного α-частицами.
и протон для значений x от 4 мкм до 16 мкм.
Ссылка: Прошлые экзаменационные работы – ноябрь 2013 г. Документы 41 и 42 Q4
Решение 574:
(a)
(и)
Закон Кулона гласит, что (электрическая) сила между 2 точечными зарядами
пропорциональна произведению двух зарядов и обратно пропорциональна
площадь их разделения
(ii)
Расстояние
между α-частицей и протоном, r = 20 мкм = 20 x 10 -6 м
Заряд
α-частицы (содержит 2 протона) = 2 x (1,6×10 -19 ) C
Заряд
протона, q = 1,6×10 -19 C
ϵ 0
= 8,85 x 10 -12 Fm -1
Электрический
сила, F = Qq/4πϵ 0 r 2
F
= 2 x (1,6×10 -19 ) 2 / {4π x 8,85 x 10 -12 x (20 x 10 -6 ) 2 } = 1,15
x 10 -18 N
{Q — заряд α-частицы, содержащей 2 протона и, следовательно,
заряжен +2e = 2 x (1,6×10 -19 ) Кл.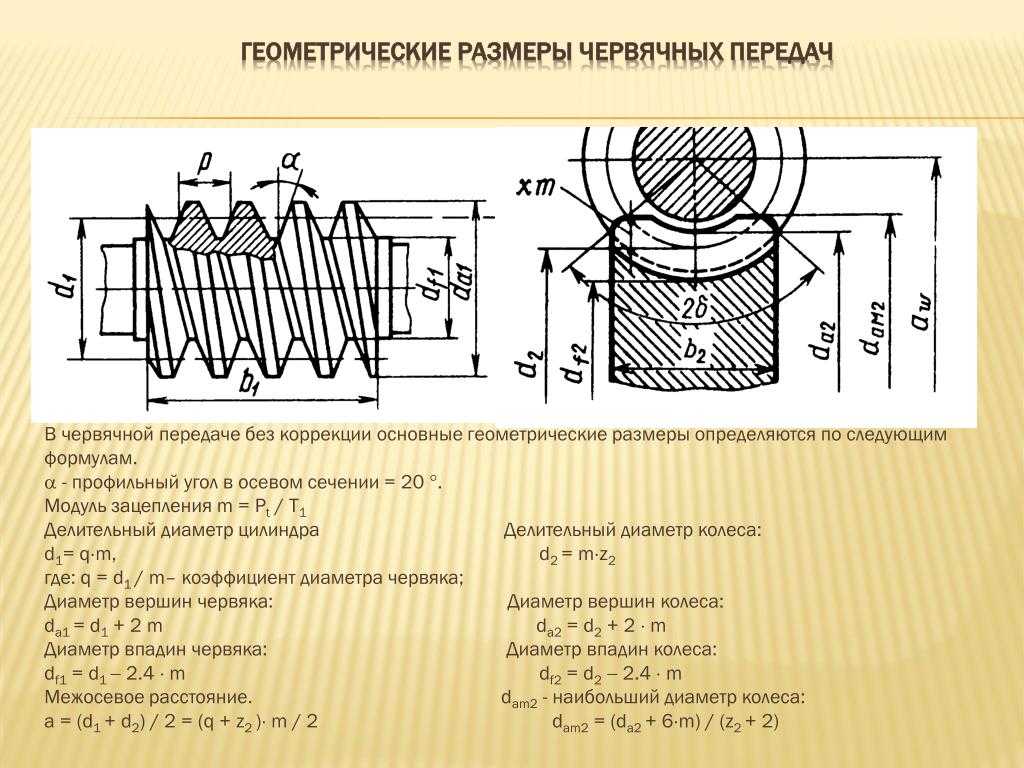 q — заряд протона
q — заряд протона
что равно +e = (1,6×10 -19 ) C. Произведение Qq равно 2 x (1,6×10 -19 ) 2 }
(b)
(i) Напряженность электрического поля определяется как
сила на единицу заряда, действующая ЛИБО на неподвижный заряд, ЛИБО на положительный заряд.
(ii)
1.
Выбрать
любой 2:
Электрический
поле является векторной величиной
Электрический
поля в противоположных направлениях
2 заряда отталкиваются друг от друга
2.
На графике линия всегда должна находиться между заданными линиями, пересекая
ось x между 11,0 мкм и 12,3 мкм. Кривая должна иметь разумную форму.
{Значение напряженности электрического поля при любом значении x равно сумме
соответствующих значений E α и E p на тот момент –
это значение будет меньше E α и больше E p
поскольку E p отрицательный.}
[Показан типичный рисунок. Это можно сделать более правильно на
бумага.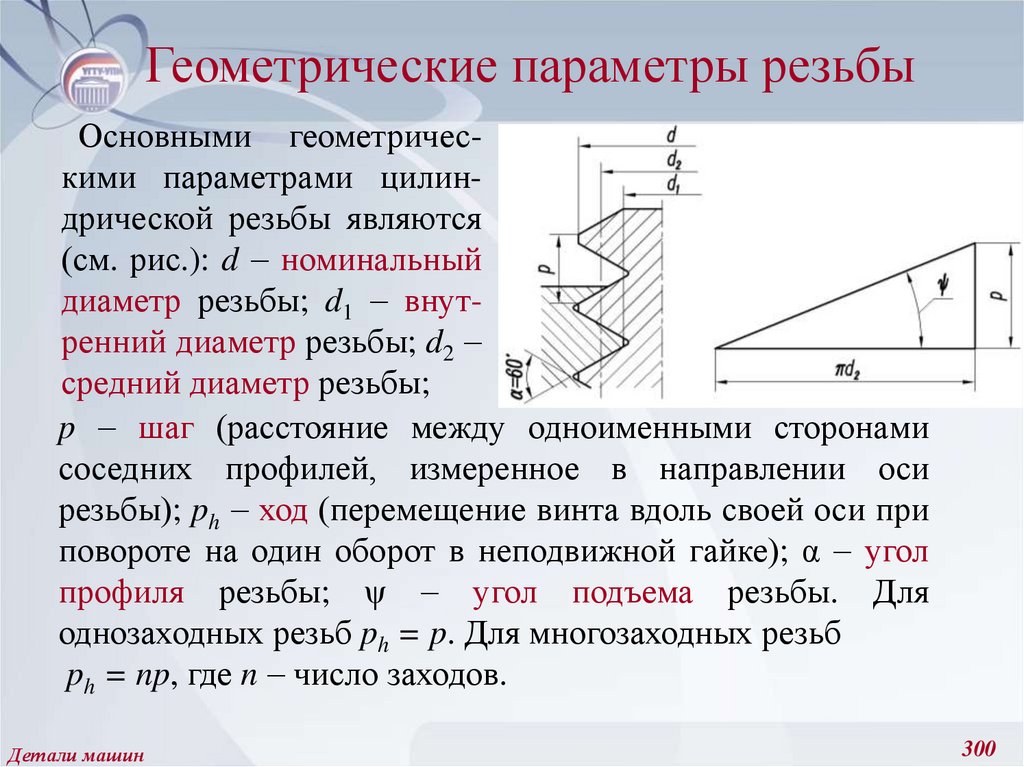 ]
]
Вопрос 575: [Динамика > Импульс]
На диаграмме показано ядро, выпущенное из пушки.
Масса пушки 1000 кг, масса пушечного ядра 10 кг.
Скорость отдачи пушки 5 м с –1 по горизонтали.
Какова горизонтальная скорость пушечного ядра?
A 200 мс –1 B
500 мс –1 C
2000 мс –1 D 5000
M S –1
Ссылка: Прошлая экзаменационная газета — ноябрь 2006 г. Бумага 1 Q12
Решение 575:
.
пушка + пушечное ядро неподвижны. Значит, начальный импульс равен нулю.
Когда пушка стреляет шаром, он
движется назад. Это скорость отдачи, которая составляет 5 мс -1 .
по горизонтали.
Из закона сохранения импульса величина импульса
пушечного ядра (движущегося вперед) равна величине импульса
пушка (отходит назад).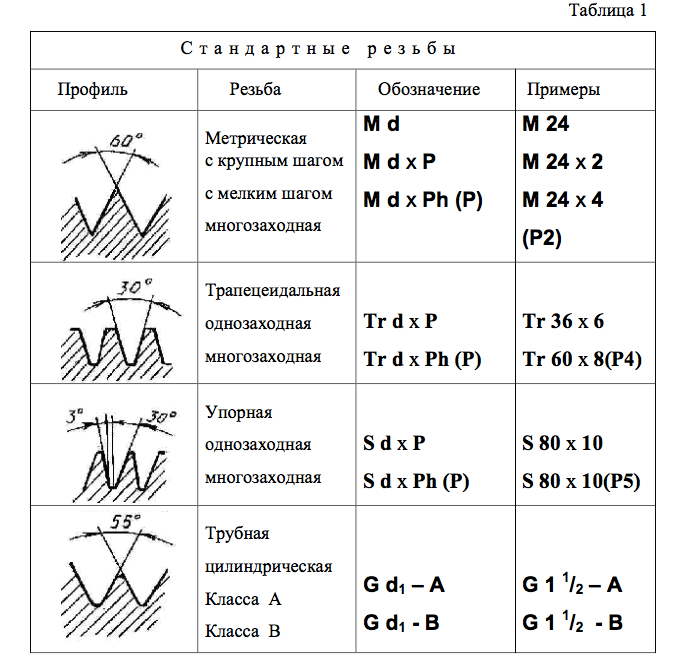
Пусть скорость пушечного ядра v.
10v = 1000 (5)
Скорость v = 5000 / 10 = 500 мс -1
Вопрос 576: [Электромагнетизм > Датчик Холла]
(a) Укажите соотношение между плотностью магнитного потока B и магнитным потоком Φ, пояснив любые другие используемые символы.
(b) Большой подковообразный магнит имеет однородное магнитное поле между
столбы. Магнитное поле равно нулю вне пространства между полюсами.
Небольшой датчик Холла перемещался с постоянной
скорость вдоль линии XY, которая находится посередине между сторонами полюсов и параллельна им
магнита, как показано на рис.1.
ЭДС производится зондом Холла
когда он находится в магнитном поле.
Угол между плоскостью зонда и
направление магнитного поля не меняется.
По осям рис.2 начертить график к
показать изменение со временем t Э.Д.С. V H , полученный датчиком Холла
(c)
(i) Государственный закон Фарадея
электромагнитная индукция.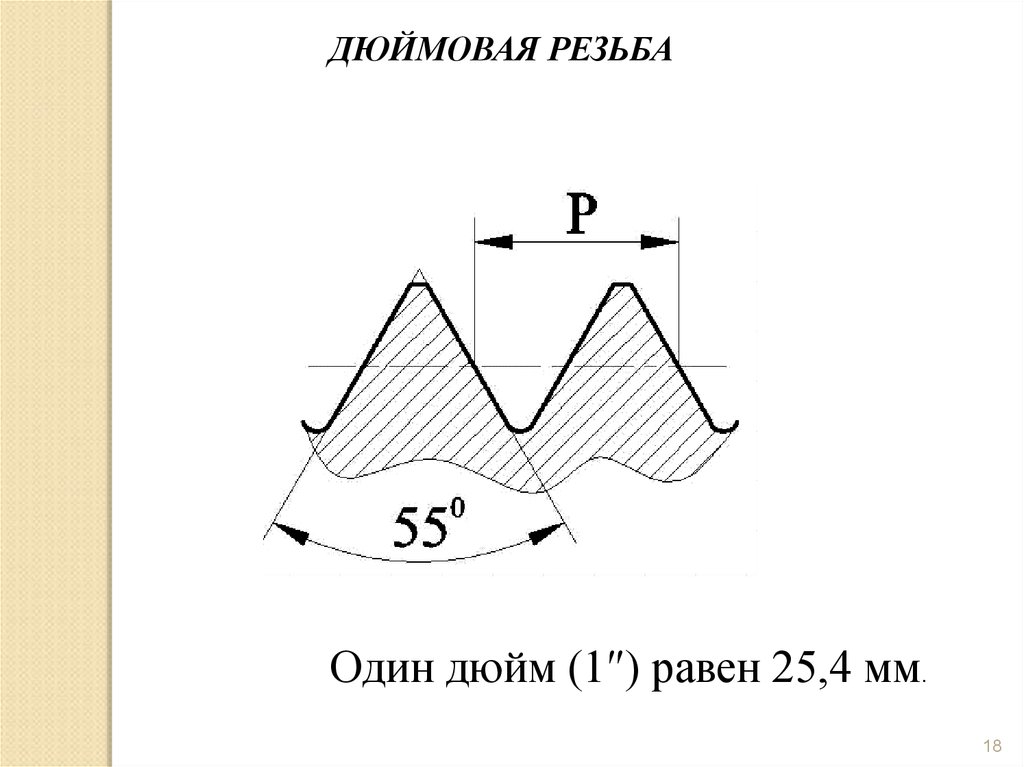
(ii) Датчик Холла в (b) заменен
небольшой плоской катушкой проволоки. Катушка движется с постоянной скоростью по линии XY.
Плоскость катушки параллельна граням полюсов магнита.
По осям рис.3 начертить график к
показать изменение со временем t Э.Д.С. E induced in the coil
Reference: Past Exam Paper – November 2012 Paper 43 Q5
Solution 576:
(a)
EITHER
Φ = BAsinθ where A is площадь
(через который проходит поток), а θ — угол между плотностью магнитного потока B
и (плоскость) A
OR
Φ = BA, где A — площадь, нормальная к
плотность магнитного потока B
(b) Для графика V H является константой и отличной от нуля между
полюса и ноль снаружи. Наблюдается резкое увеличение/уменьшение на концах
магнит
{V H постоянный
между полюсами, потому что площадь, через которую проходит поток, постоянна, как
угол между плоскостью датчика Холла и направлением магнитного поля
не разнообразен. Резкое увеличение связано с внезапным сокращением
Резкое увеличение связано с внезапным сокращением
поток на площадь плоскости зонда Холла.}
(c)
(i) Электромагнитный закон Фарадея
индукция утверждает, что (индуцированная) э.д.с. пропорциональна скорости
изменение (магнитного) потока (сцепления)
(ii) На графике есть краткий
импульс при входе и выходе из области между полюсами. Импульсы имеют
примерно такой же формы, но противоположной полярности. ЭДС равен нулю
между полюсами и снаружи.
{Когда катушка входит в
поля резкое увеличение потока вызывает импульс ЭДС, которая действует в
таким образом, чтобы противодействовать вызывающему его изменению потока (закон Ленца). Одинаковый
применяется, когда катушка покидает магнитное поле.
Поскольку катушка перемещается
постоянная скорость, как только вся катушка полностью войдет в поле, скорость
тогда изменение потока равно нулю (поток есть, но он не изменяется, т. е.
скорость изменения потока равна нулю), в результате чего Э.Д.С. быть равным нулю (из уравнения Фарадея
закон).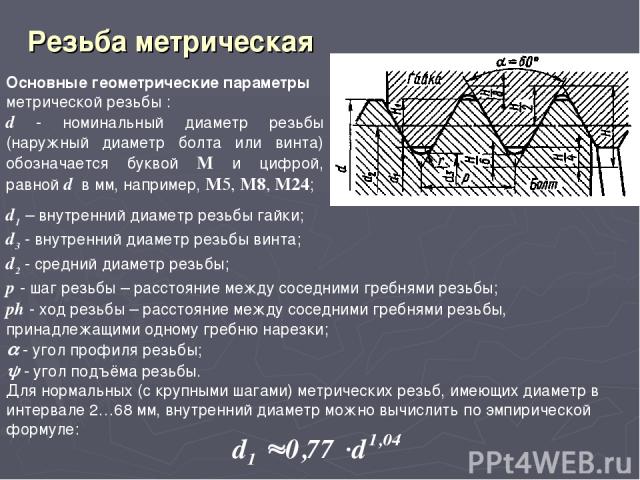
Импульсы противоположны
полярности, потому что, когда катушка входит в поле, изменение является увеличением
поток, а когда он покидает поле, изменение представляет собой уменьшение потока.}
Вопрос 577: [Силы
> Равновесие]
Цилиндр массой W помещается на
ровный склон. Контактная сила откоса на цилиндре R. Резьба
прилегает к поверхности цилиндра. Другой конец нити фиксируется.
На какой схеме изображен цилиндр в
равновесие?
Ссылка: Прошлый экзамен – Ноябрь 2014 г. Бумага 13 Q13
Решение 577:
Ответ: C.
force 9
и результирующий крутящий момент в системе должен быть равен нулю.
Результирующая сила может быть
определяется путем рассмотрения компонентов действующих сил. Поскольку
силы не отрисованы в масштабе, можно предположить, что силы действуют таким образом
что результирующая в этом случае равна нулю.
Дополнительно для равновесия
результирующий крутящий момент должен быть равен нулю.