Содержание
Тест «Наплавка на плоскую поверхность детали из низкоуглеродистой стали» | Тест на тему:
Бюджетное профессиональное
образовательное учреждение Омской области
«Седельниковское училище № 65».
ТЕСТ
Наплавка на плоскую поверхность детали из низкоуглеродистой стали
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
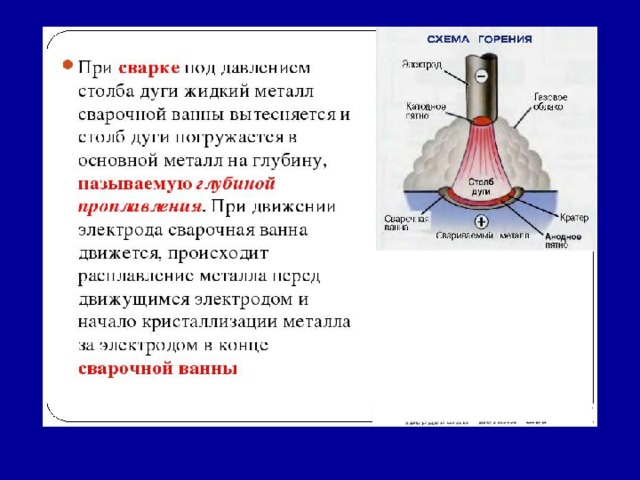
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
- Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
- При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10о-15о;
б) 15о-20о;
в) 20о -25о.
- Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
- Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
- Слишком короткая дуга приводит:
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
- Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
- Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
- Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
- При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
а) 10о;
б) 55о;
в) 70о.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | в | б | а | б | а, б, в | б, в | а, в | а | б | в |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
С этим файлом связано 2 файл(ов). Подборка по базе: 1. Укажите верную запись десятичной дроби «семь целых пять десят, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Аппаратное устройство, являющееся частью некоторой технической с, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Тест Оказание первой помощи Условные обозначения Укажите прав, Прочитайте данные слова и словосочетания. Укажите те из них, кот, 1. Укажите, какое из лекарственных средств является противоастма, 1. Укажите, какое из лекарственных средств является противоастма 1. Укажите вещество, не являющееся раскислителем стали: A) Ферромарганец B) Ферросилиций C) Хром 2. Какие из перечисленных марок стали имеют плохую свариваемость из-за высокого содержания углерода: A) Сталь 35 B) У8А C) 10Г2С1 3. A) Для уменьшения остаточной деформации B) Для увеличения деформации и напряжения C) Для изменения размеров конструкции 4. Какой из перечисленных металлов и сплавов имеет повышенную хрупкость A) Сталь B) Алюминий C) Чугун 5. Свариваемость стали улучшается если содержание углерода : A) Уменьшается B) Увеличивается C) Остается постоянным 6. Какое напряжение считается безопасным в сырых помещениях: A) U=18 B B) U=12 B C) U=36 B 7. Какую применяют разделку кромок при сварке встык металла толщиной в 2 мм A) Без скоса кромок B) У-образную разделку кромок C) Х-образную разделку кромок 8. Какой вентиль ставиться на ацетиленовый баллон: A) Стальной B) Латунный C) Медный 9. Какой вентиль ставится на кислородный баллон: A) Бронзовый B) Стальной C) Латунный 10. A) Нормальная B) Короткая C) Длинная 11. Из какой стали изготовлена сварочная проволока СВ-08А ГОСТ 2246-70: A) Низкоуглеродистой B) Легированной C) Высоколегированной 12. С какой целью при сварке вертикального шва электрод необходимо отклонить относительно горизонтальной плоскости: A) Для увеличения глубины провара B) Для избежания прожога шва C) Для предотвращения стекания жидкого металла 13. Водород образует в металле шва при сварке: A) Поры B) Непровар C) Кратеры 14. Выбор типа, марки электрода зависит от: A) Диаметра электрода B) Толщины покрытия C) Марки свариваемого металла 15. Для чего в разделке заготовок делают притупление кромок: A) Для улучшения провара корня шва B) Исключения прожога C) Для получения качественного сварного шва 16. Что не является частями сварочного трансформатора: A) Сердечник B) Выпрямительный блок C) Регулировочный винт 17. A) Повышенного содержания фтора B) Повышенное содержание водорода C) Повышенное содержание серы. 18. Какой цвет должны иметь рукава для кислорода: A) Красный B) Желтый C) Синий 19. Из какого материала, изготавливаются ниппеля для соединения рукавов для ацетилена: A) Латунь B) Бронза C) Сталь П 20. Из какого материала, изготавливают ниппели для удлинения кислородных рукавов A) Латунь П B) Алюминий C) Сталь 21. Каким ключом необходимо открывать вентиль баллона с ацетиленом A) Рожковый ключ B) Слесарный ключ C) Специальный торцевой ключ П 22. Каким способом можно отогревать замерзшие вентили газовых баллонов A) Электрическими подогревателями B) Паром C) Пламенем газовой горелки 23. Выключение пламени горелки выполняется A) Закрытием сначала вентиля кислорода ,затем вентиля ацетилена B) Закрытием сначала вентиля ацетилена, затем вентиля кислорода C) В любой последовательности 24. A) Не может B) Может с разрешения инструктора C) Подключение производит электротехнический персонал 25. В каких местах допускается производить сварочные работы? A) В цехах B) В любых помещениях C) В помещениях и на открытом воздухе по согласованию с органами пожарной охраны 26. Минимальная величина проходов вокруг места проведения сварочных работ составляет: A) 2 м B) 1,5 м C) 1 м 27. Может ли сварщик произвести мелкий ремонт электрооборудования в процессе работы? A) Может с разрешения инструктора B) Не может C) Ремонт производится только электротехническим персоналом 28. Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди? A) Нельзя B) Можно с согласия руководителя работ C) Можно, оградив место работ переносными щитами 29. A) Имеет B) Имеет при отлучке не более 5 мин. C) Не имеет 30. От каких факторов зависит действие электрического тока на организм человека A) От величины тока B) От величины напряжения C) От сопротивления розетки 31. Какие бывают виды поражения электрическим током организма человека? A) Тепловые B) Радиоактивные C) Физические 32. При какой величине электрический ток считается смертельным? A) 0,005 А B) 0,1 А C) 0,025 А 33. Что означает тепловое поражение электрическим током? A) Заболевание глаз B) Паралич нервной системы C) Ожоги тела 34. Возбуждение сварочной дуги производится: A) Твердым соприкосновением электрода с поверхностью заготовки B) Резким толчком заготовки электродом C) Постукиванием или легким касанием электрода по заготовке 35. A) В виде отдельного участка на строительной площадке B) В виде рабочего места на свариваемой конструкции C) В виде отдельной кабины размером 2х2,5 м 36. Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются: A) Дополнительной вентиляцией B) Переносными щитами (ограждениями),ширмами C) Звуковой сигнализацией 37. При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано: A) Подъемной площадкой или лестницей B) Дополнительным ограждением или ширмами C) Дополнительной вентиляцией 38. Длина сварочных проводов не должна превышать: A) 30 м B) 20 м C) 10 м 39. Во время работы необходимо A) Оберегать провода от возможных повреждений B) Готовые детали укладывать в соответствующую тару C) Соблюдать режим работы 40. Подготовка (зачистка) кромок под сварку включает: A) Удаление различных включений и дефектов до появления характерного металлического блеска B) Установку и закрепление деталей для выполнения сварки C) Химическую обработку поверхности пластин 41. A) Удаление влаги с поверхности кромки с помощью обтирочного материала B) Удаление масляных пятен, загрязнений с помощью обтирочного материала, смоченного в ацетоне C) Удаление загрязнения с помощью материала, смоченного в уксусе 42. Удалить заусенцы с поверхности кромки можно с помощью: A) Металлической щетки B) Напильника C) Молотка 43. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла? A) Необходимо немедленно отломить электрод от поверхности заготовки B) Необходимо выключить источник питания сварочной дуги, освободить электрод из электрододержателя, покачивая в разные стороны, отломить его от поверхности заготовки C) Необходимо отломить электрод от поверхности заготовки с помощью молотка 44. Слишком короткая дуга приводит: A) К увеличению разбрызгивания металла B) Прилипанию электрода к пластине C) К поломке электрода 45. A) Меньше диаметра электрода B) Равна диаметру электрода C) Больше диаметра электрода 46. Слишком длинная дуга приводит: A) К увеличению разбрызгивания B) К неровному формированию валика C) К прилипанию электрода 47. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом: A) Возрастает с увеличением диаметра электрода B) Уменьшается с увеличением диаметра электрода C) Не изменяется 48. Прихватка – это короткий сварной шов длиной: A) От 10 до 30 мм B) От 10 до 60 мм C) От 60 до 90 мм 49. Точечная прихватка – это короткий сварной шов длиной: A) До 4 мм B) Менее 10 мм C) От 10 до 15 мм 50. Прихватка – это короткий сварной шов, выполняемый: A) В один проход B) В два прохода C) В три прохода 51. Выберите длину прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм A) 8 мм B) 15 мм C) 25 мм 52. A) 90…110 А B) 120…140 А C) 140…160 А 53. Зачистка шва предполагает удаление: A) Краски B) Масляных пятен C) Брызг застывшего металла 54. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее: A) 40 мм B) 20 мм C) 80 мм 55. Шлаковую корку со сварного шва можно удалить: A) Молотком и зубилом B) Молотком- шлакоотделителем C) Резаком 56. С увеличением сварочного тока размеры сварочной ванны: A) Увеличиваются B) Уменьшаются C) Не изменяются 57. Электроды с тонким покрытием обозначаются буквой: A) С B) Д C) М 58. Как изменяются размеры детали при нагреве? A) Размеры детали увеличиваются B) Размеры детали уменьшаются C) Размеры детали не меняются 59. Причиной возникновения деформаций при сварке является: A) Неравномерный нагрев и охлаждение свариваемой детали B) Нерациональная сборка детали под сварку C) Неправильно проведенная термообработка детали после сварки 60. A) Металл сварного шва, наплавленный или переплавленный за один проход B) Металл сварного шва, наплавленный за один проход C) Металл сварного шва, переплавленный за два прохода Ответы к тесту: 1 –в 2 –б 3 –а 4 –в 5 –а 6 –б 7 –а 8 –а 9 –в 10 –б 11 –а 12 –в 13 –а 14 –в 15 –б 16 –б 17 –в 18 –в 19 –в 20 –а 21 –в 22 –б 23 –б 24 –в 25 –в 26 –в 27 –в 28 –в 29 –в 30 –а 31 –а 32 –б 33 –в 34 –в 35 –в 36 –б 37 –а 38 –а 39 –а 40 –а 41 –б 42 –б 43 –б 44 –б 45 –б 46 –а 47 –а 48 –б 49 –б 50 –а 51 –в 52 –в 53 –в 54 –б 55 –б 56 –а 57 –в 58 –а 59 –а 60 –а |
 Среди них: 195_Shpora_history.doc, Неотложная помощь при острой дыхательной недостаточности у детей.
Среди них: 195_Shpora_history.doc, Неотложная помощь при острой дыхательной недостаточности у детей. Жесткое крепление деталей перед сваркой применяют:
Жесткое крепление деталей перед сваркой применяют: Какая дуга применяется для сварки потолочных швов:
Какая дуга применяется для сварки потолочных швов: Горячие трещины в металле шва возникают из-за:
Горячие трещины в металле шва возникают из-за: Может ли электросварщик произвести подключение к сети сварочного оборудования?
Может ли электросварщик произвести подключение к сети сварочного оборудования? Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата?
Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата? Стационарный пост обычно устанавливается:
Стационарный пост обычно устанавливается: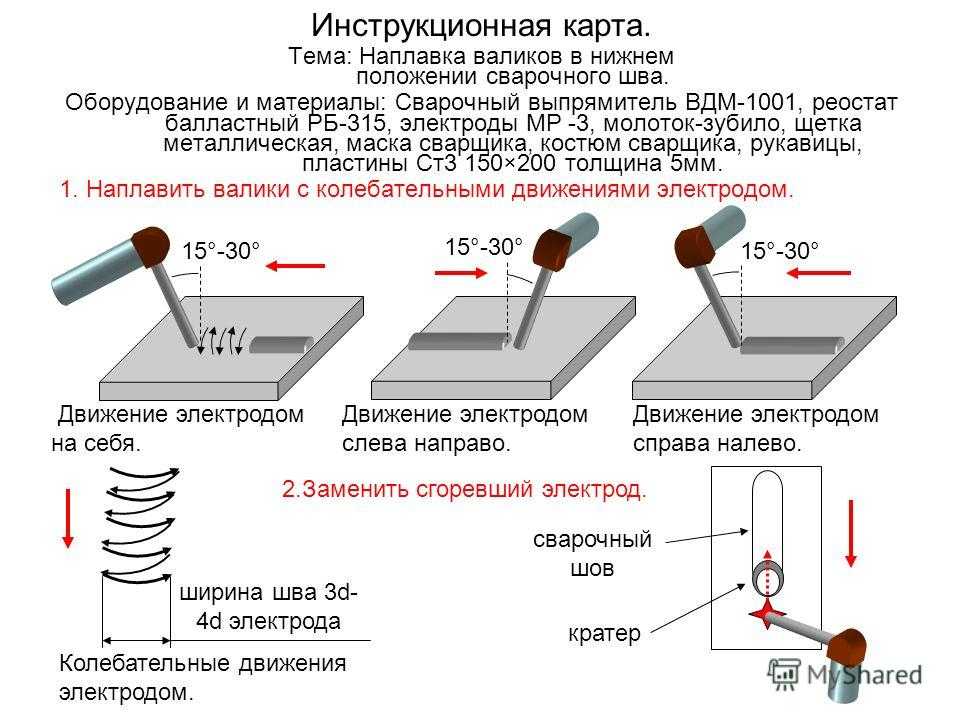 Хичическая обработка кромок под сварку включает:
Хичическая обработка кромок под сварку включает: Для получения валика правильной формы длина дуги должна быть:
Для получения валика правильной формы длина дуги должна быть: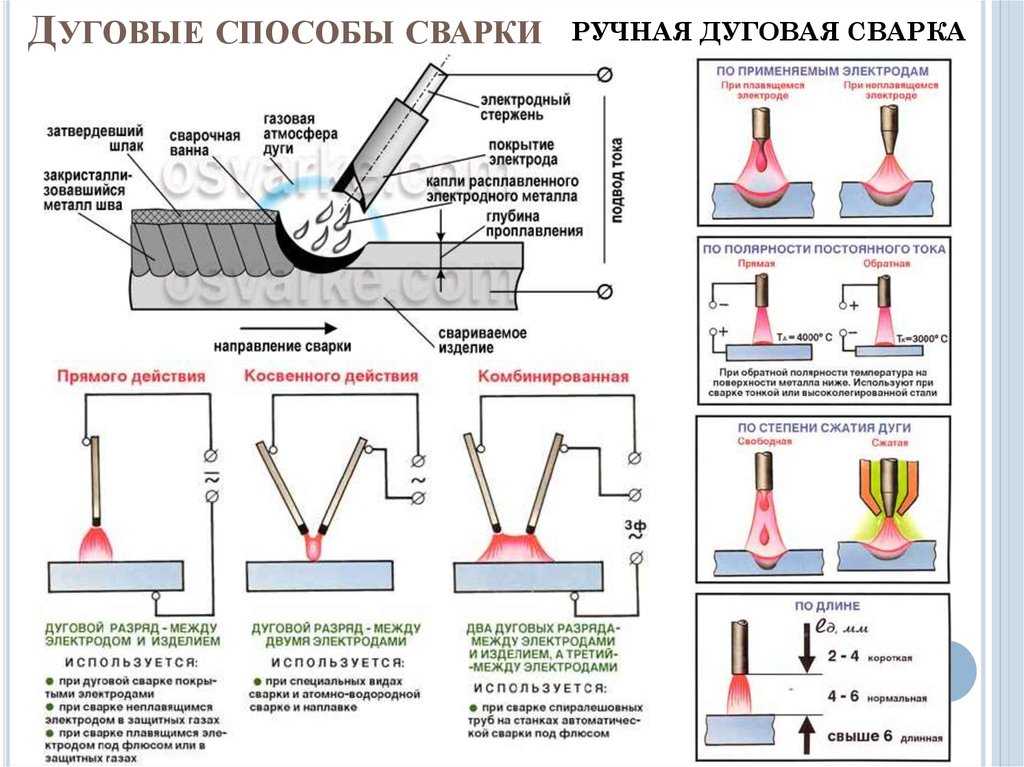 Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм: Что называется валиком?
Что называется валиком?5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от многих факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список 5 параметров сварки:
- C текущий
- L Длина дуги
- А угол
- M манипуляция
- S пед
Ток
Сила тока, как правило, определяет размер и глубину проникновения сварного шва, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими. Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (например, при сварке MIG или порошковой проволокой) проволочный электрод держится на большем расстоянии от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длина провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости проволоки на машине.
Угол
При сварке необходимо помнить о двух углах горелки:
- Рабочий угол
- Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и горелкой (или стержнем).
В идеале вы должны держать горелку перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол перемещения — это отношение между резаком и линией перемещения. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Думайте об этом как о виде спереди на рабочие пластины. )
)
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляций.
Скорость
Если двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и в итоге вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой аппараты для сварки MIG и порошковой проволокой регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях это не видно, слишком длинная дуга может привести к пористости (пузырькам воздуха) внутри сварного шва, разбрызгиванию основного металла и подрезам на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные, которые следует учитывать
Помимо CLAMS, при планировании операции сварки следует учитывать еще несколько переменных:
Проектирование и сборка соединений
То, как вы подготавливаете свои рабочие плиты (или стационарную конструкцию) к сварке, может повлиять на результат операции больше, чем что-либо другое.
Соединения, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны быть гладко и однородно совмещены перед началом сварки. Не должно быть никаких заусенцев, зазоров или ровности.
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прихватить свои листы и использовать зажимы, если это необходимо, чтобы предотвратить смыкание соединения перед сваркой или другие деформации, вызванные теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не контролируете тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших изделий в сварочную операцию.
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков. Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.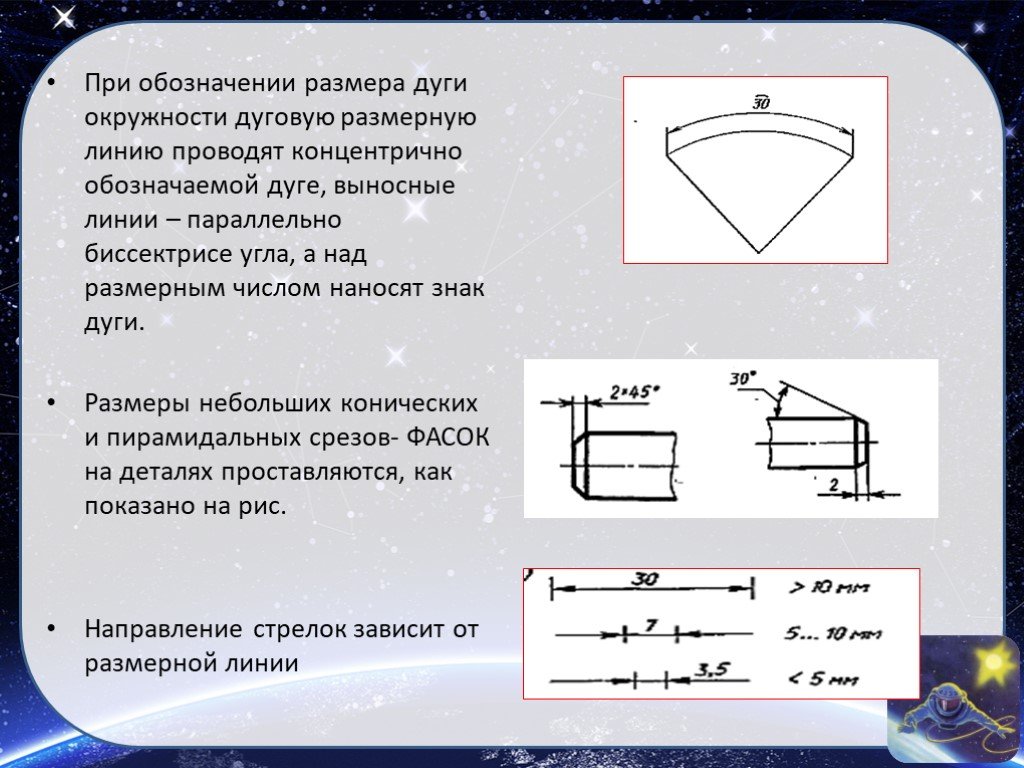
Класс металлургии знакомит сварщиков со многими формами термической обработки и их преимуществами, такими как закалка, отпуск и отжиг.
|
| ||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов. Если слишком высокая, электрод плавится слишком быстро, и ваша ванна расплава будет большой и неравномерной, если слишком низкая, не хватит тепла для плавления основного металла, и ваша ванна расплава будет маленькой, будет накапливаться, выглядеть неравномерной.
Если слишком высокая, электрод плавится слишком быстро, и ваша ванна расплава будет большой и неравномерной, если слишком низкая, не хватит тепла для плавления основного металла, и ваша ванна расплава будет маленькой, будет накапливаться, выглядеть неравномерной. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.