ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ. Дуговая сварка что такое
Дуговая сварка - это... Что такое Дуговая сварка?
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например -- водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
Источники
Wikimedia Foundation. 2010.
Дуговая сварка
План:1.Отрытие дуговой сварки.2. Что такое дуга.
3. Распространение дуговой сварки.
4.Зависимости от способа дуговой сварки.
5.Разновидности сварки.
6.Высказывание К.К.Хренова. Открытие дуговой сварки.
Замечательный русский изобретатель Н.Г.Славянов был по образованию инженером, металлургом.
Последняя четверть прошлого века явилась периодом становления электротехники-науки о процессах, связанных с практическим применением электрических явлений. 30-летний руководитель орудийных и механических производств на одном из крупнейших в России пушечных заводов в Перми, Н.Г.Славянов увидел в электротехнике будущее металлургии, обработки металлов. Он глубоко изучил эту область науки.
Через шесть лет после открытия Н.Н.Бенардосом дуговой сварки, в 1888 году Н.Г.Славянов творчески развил эту идею, разработав и применив сварку металлическим электродом. Впервые в мире этот способ был внедрен Славяновым на Пермском заводе.
Он сконструировал и опробовал автоматическое приспособление для регулировки длины дуги. Это был прообраз современных сварочных аппаратов. Изобретение обессмертило его имя и имеет огромное значение и по сей день.
Так Славяновым была написана одна из страниц истории важнейшей области техники – дуговой сварки металлов, находящей самое широкое применение в современной промышленности и строительстве. Что такое дуга.
Дуга представляет собой электрический разряд в газе между электродами, к которым подведено напряжение источника тока. Ток в дуге обусловлен так называемыми свободными электронами и положительными и отрицательными заряженными частицами вещества – ионами. Процесс образования этих частиц называется ионизацией. В средней части дуги расположен столб дуги, ярко светящейся и имеющей температуру около 6000 градусов по Цельсию. Столб заканчивается на электродах катодным и анодным пятнами, через которые проходит весь ток дуги. Плотность тока на пятнах весьма велика, благодаря чему в этих зонах происходит интенсивное нагревание до температуры испарения материала электродов. Столб дуги окружает пламя – раскалённые пары и газы, температура которых резко падает по мере удаления от столба. Дугу перемещают при сварке в ручную или механически вдоль кромок соединяемых деталей, благодаря чему достигается непрерывное плавление их и образование соединения – сварного шва. Глубиной проплавления называется наибольшая глубина расплавления основного металла в сечении шва. Распространение дуговой сварки.
Особенно широкое распространение получила дуговая сварка Н.Г.Славянова. Сущность этого способа заключается в том, что электрическая дуга возбуждается между свариваемой деталью и металлическим электродом, который плавится в процессе горения дуги и заполняет тем самым сварной шов. Одновременно плавятся корки свариваемых деталей. Такой процесс называется сваркой металлическим электродом.
Зависимости от способа дуговой сварки.
В зависимости от способа дуговой сварки, т.е. от материала применяемого электрода, свойства электрической дуги меняются. Так, при горении дуги между свариваемым металлическим изделием и угольным электродом дуги имеет большую длину и несколько иную форму чем дуга, горящая между изделием и металлическим электродом. В последнем случае явления, происходящие в дуге, значительно сложнее, так как в дуговом промежутке помимо паров, образуемых при сгорании электрода, присутствуют капли расплавленного и пары сгорающего в дуге электродного покрытия. Если дуговая сварка по способу Бенардоса производится голым угольным электродом, то при сварке по способу Славянова на плавящийся металлический электрод обычно наносится покрытие, в зависимости от состава и толщины наносимого слоя может быть ионизирующим либо так называемым качественным, т.е. обеспечивающим получение повышенного качества наплавленного металла.
Ионизирующие покрытия наносятся на электрод слоем, не прерывающим по толщине 0,3-0,5 мм; в состав этих покрытий входят обычно вещества, ионизирующие дуговой промежуток, т.е. способствующие устойчивому горению дуги даже при питании её от источника переменного тока. Ионизирующее покрытие никакой защиты металла от воздуха не осуществляется.
Качественные покрытия наносятся на электрод слоем, достигающим по толщине 1,5 – 3 мм; в состав этих покрытий входит шлакообразующие и газообразующие вещества, защищающие жидкую ванну и капли электродного металла от окружающего воздуха; вещества, способствующие ионизации дуги, а также некоторые легирующие элементы, улучшающие механические свойства наплавленного металла. За счет правильного подбора электродных покрытий сварной шов во многих случаях получает механические свойства более высокие, чем основной свариваемый металл.
Сварка угольным электродом стали, а также чугуна и цветных металлов производится с применением флюса, наносимого на присадочные стержни и на кромки свариваемых деталей.
Различают сварку током примой и обратной полярности. Прямая полярность – это когда положительный вывод источника сварочного тока присоединён к свариваемым изделиям, а отрицательный – к электрододержателю. При этом в дуговом разрядном промежутке изделие являются анодом, а электрод – катодом.
В дуге действует механические силы, направленные вдоль столба дуги (дутье). Под действием этих сил в жидком металле сварочной ванны образуется лунка, так называемый кратер. В конце швов при затвердевании металла в результате его усадки также образуется углубление, которое называется конечным кратером. Конечный кратер при необходимости либо заваривают, повторно расплавляя металл в этом месте, либо шов выходят на планку, которая удаляется после сварки. При сварке шин с этой же цели швы выводятся в лунке угольных брусков, формующих стыки шин с торцов.
Разновидности сварки.
Сварка под слоем флюса.
Стремление повысить производительность электродуговой сварки, улучшить качество швов и одновременно облегчить труд сварщиков привело к созданию автоматической и полуавтоматической сварки под слоем флюса.
Сущность процесса автоматической сварки заключается в следующим: голая электродная проволока с катушки подаётся в зону дуги автоматической головкой, двигающейся вдоль шва; впереди головки из бункера по трубе на свариваемые кромке подаётся флюс, покрывающий поверхность металла в зоне шва слоем толщиной 50 –60 мм. Электрическая дуга горит под слоем флюса в создаваемом ею газом пузыре, окруженном средой расплавленного флюса.
Благодаря некоторому давлению флюса на поверхность жидкой ванны в процессе сварки устраняется разбрызгивание металла и получается хорошее формирование шва, даже при очень больших токах, достигающих 1000 – 200 А. Расплавляемая в процессе сварки и затем затвердевающая часть флюса образует на поверхности шва шлаковую корку. Неиспользованная же, т.е. нерасплавленная, часть флюса отсасывается обратно в бункер и затем повторно используется при сварке.
Большая концентрация теплоты при горении мощной дуги под флюсом позволяет производить сварку с небольшими скосами кромок; угол скоса кромок для стали обычно не превышает 30 градусов. Последнее обстоятельство приводит к меньшей затрате электродного материала и к лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой.
Хорошая защита расплавленного металла от окружающего воздуха, а также легирование металла шва (в случае сварки стали) содержащимися во флюсе компонентами обеспечивают весьма высокие механические свойства сварных швов, выполненных автоматической сваркой.
Широкое распространение получило полуавтоматическая, так называемая шланговая сварка. Тонкая (1,6 – 2 мм) электродная проволока подается при помощи роликового механизма через шланг в электрододержатель. Шланг используется также для подачи сжатым воздухом в зоне сварки флюса, а также для подведения сварочного тока к электродержателю. Необходимая аппаратура сосредоточена в аппаратном ящике.
Применение флюса позволяет использовать тонкую электродную проволоку большой силе тока, что обеспечивает глубокое поправление металла (до 12 мм) и высокую производительность.
При помощи шланговых полуавтоматов весьма удобно производить сварку прямолинейных, криволинейных швов, угловых и других соединений.
В электромонтажной практике сварка под слоем флюса используется почти исключительно для соединения медных шин.
Сварка в среде защитных газов.
Разновидностью дуговой сварки является электросварка в среде защитных газов (аргон, углекислый газ), называемое иногда газоэлектрической сваркой, что не совсем правильно отражает сущность процесса.
Дуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного путка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электродержателя – горелки.
В качестве защитного газа при сварки алюминия и меди применяют нейтральный газ аргон, не взаимодействующий с металлом, а при сварки стали – углекислый газ, который не является нейтральным и в кокой – то мере вступает во взаимодействие с металлом.
Аргонодуговую сварку выполняют в плавящемся электродом, которой подается непрерывно в зону сварки специальным толкающим или тянущим устройством (полуавтоматическая сварка), а также неплавящимся (вольфрамовым) электродом. В последнем случае присадочный материал вводится в шов из прутка, погружаемого периодически сварочную ванну. Для сварки вольфрамовым электрод закрепляют в специальном держателе внутри сопла, через которое к месту сварки подается аргон.
Плазменная сварка.
Плазменную сварку иногда называют сваркой сжатой дугой. Если обычный электродуговой разряд пропустить через узкое сопло, “вдувая” и сжимая его потоком инертного газа – аргона, то возникает так называемая плазменная струя, имеющая температуру, доходящую до 20000 градусов по Цельсию.
Плазменная струя представляет собой ионизированный газ, состоящий из смеси электронов, положительных ионов и нейтральных частиц. Плазма электропроводна, но по отношению ко внешней среде электрически нейтральна. Устройство для получения плазменной струи называется плазменной горелкой или плазмотроном.
К преимуществам плазменной сварки относятся повышения производительности, возможность выполнять соединения без разделки кромок, экономия присадочного материала инертного газа, а также возможность отказа в ряде случаев (например, при сварке меди ) от дополнительного разогрева.
Электрошлаковая сварка.
Электрошлаковая сварка является неэлектродуговым процессом. Выделение теплоты, необходимой для расплавления свариваемых кромок и присадочного материала, происходит при прохождении тока через расплавленный шлак, в зазоре между кромками.
Электрошлаковая сварка является высокопроизводительным, автоматизированным процессом значительно облегчающем труд сварщиков. Она допускает выполнение соединений алюминиевых шин любой толщены.
Контактная сварка.
Контактной называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части.
Различает три способа электрической контактной сварки: точечную, шовную и стыковую. Стыковая сварка может выполнятся двумя способами – сопротивлением и оплавлением.
Газовая сварка.
Газовая сварка распространена в технике значительно меньше чем электрическая. Она применяется для изготовления тонкостенных стальных конструкций, при сварке чугуна, и цветных металлов и при наплавке твердых сплавов. Газовую сварку целесообразно применять для случаев, когда требуется постепенный нагрев и медленное охлаждение.
При газовой сварке нагрев и расплавление металла достигаются пламенем газосварочных горелок в результате сжигания в них горючих газов в среде кислорода.Термитная сварка.
Источником теплоты при термитной сварке являются порошковообразные смеси металлов с окислами других металлов. При
Сгорании таких порошкообразных смесей происходит обменная реакция по кислороду с выделением значительного кол-ва теплоты. При этом металл, входящий в смесь, окисляется, а из окисла восстанавливается в чистом виде другой металл.
Таким образом, источником кислорода в термите является окисел,
а источником теплоты – горючим – металл, входящий в смесь в чистом виде.
Холодная сварка.
Холодной сваркой называются соединение металлов, достигаемое совместным пластическим деформированием соединяемых элементов. Практически это осуществляется приложением давления.
В простейшем случае холодная сварка осуществляется двумя встречными цилиндрическими пуансонами, вдавливаемыми в материал соединяемых пластин, сложенных вместе. Степень деформации при этом условно измеряется глубиной вдавливания пуансонов в процентах от толщины деформируемой пластины.
Высказывание К.К. Хренова.
К.К. Хренов отмечает, что “при аргонодуговой сварке плавящимся электродом при плотностях тока более 100 А/мм^2 меняется характер переноса металла с электрода в шов. При плотностях тока, меньших указанного значения, перенос металла происходит редкими крупными каплями; при больших же плотностях металл стекает с электрода частыми мелкими каплями, образующими как бы непрерывную струю. При этом наблюдаются более глубокое проплавление металла и более плотные швы, объясняетсяэто усилием электродинамического действия дуги на сварочную ванну (давлением), которая растет приблизительно пропорционально току.
Значительное увеличение плотности тока при аргонодуговой сварке плавящимся электродом по ряду причин невозможно. Задачи использования преимуществ, связанных с увеличением плотности тока, успешно решается импульсивно – дуговой сваркой, … благодаря ей появляется возможность управлять процессом сбрасывания капель металла, регулируя величину импульса, увеличивается производительность сварки, возрастает устойчивость дуги и, что особенно важно для монтажной практики, упрощается сварка в потолочном и вертикальном положениях и улучшается формирование шва.
ua-referat.com
Дуговая сварка - Википедия
Электродуговая ручная сварка покрытым электродомЭлектросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
История электросварки[ | ]
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов, которую запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена [1].
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса[ | ]
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора (или сварочного агрегата, сварочного преобразователя, сварочного инвертора) подводится электроэнергия. При соприкосновении сварочного электрода и свариваемого изделия протекает сварочный ток. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока[2].
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Для повышения устойчивости электрической дуги в электроды могут вводиться легко ионизируемые элементы (калий, натрий, кальций)[3]..
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через ноль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Возможно управление положением сварочной дуги при сварке постоянным током. Дуга является проводником тока и как обычный проводник отклоняется в магнитном поле в соответствии с законом Ампера.
Классификация[ | ]
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- механизированную (полуавтоматическую) дуговую сварку
- автоматичес
encyclopaedia.bid
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ - это... Что такое ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ?
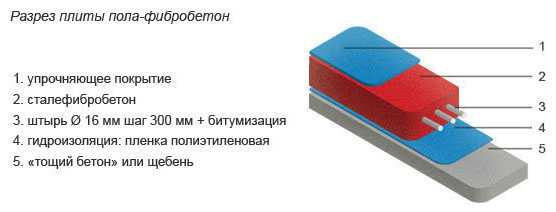
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМдуговая сварка с защитой металла флюсом от окисления и азотирования (см. рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 - 6 раз, в особо благоприятных условиях - в 25 раз, например при работе на полном автоматич. режиме, осуществляемом при помощи трактора для дуговой сварки. Сварной шов под флюсом получается проваренным по всей толщине, высокого качества.
Схема дуговой сварки под флюсом: 1 - электрод; 2 - воронка; 3 - порошкообразный грану лированный флюс; 4 - защитный газовый пузырь; 5 - сварной шов; 6 - шлаковая корка
Большой энциклопедический политехнический словарь. 2004.
- ДУГОВАЯ СВАРКА
- ДУГОВАЯ УГОЛЬНАЯ ЛАМПА
Смотреть что такое "ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ" в других словарях:
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом — Дуговая сварка, при которой дуга горит под слоем сварочного флюса сварка под флюсом. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN submerged arc welding DE UnterpulverlichtbogenschweißenUnterpulverschweißenUP Schweißen FR soudage à l’arc sous… … Справочник технического переводчика
Дуговая сварка под флюсом — Submerged arc welding Дуговая сварка под флюсом. Дуговая сварка, при которой дуга между голым металлическим элетродом и заготовкой защищается порошковым плавким материалом, находящемся поверх соединения. Давление к соединению не прикладывается,… … Словарь металлургических терминов
дуговая сварка под флюсом — Syn: дуговое сваривание под флюсом … Металлургический словарь терминов
дуговая сварка под флюсом ленточным электродом — 4.2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом несколькими проволочными электродами — 4.2.4.10 дуговая сварка под флюсом несколькими проволочными электродами (123): Дуговая сварка под флюсом, при которой используют более одного проволочного электрода. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом порошковыми проволочными электродами — 4.2.4.12 дуговая сварка под флюсом порошковыми проволочными электродами (125): Дуговая сварка под флюсом одним или несколькими порошковыми проволочными электродами. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом проволочным электродом — 4.2.4.8 дуговая сварка под флюсом проволочным электродом (121): Дуговая сварка под флюсом, при которой используют только один проволочный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом с добавлением металлического порошка — 4.2.4.11 дуговая сварка под флюсом с добавлением металлического порошка (124): Дуговая сварка под флюсом, при которой используют один или несколько проволочных электродов с добавлением металлического порошка. Источник: ГОСТ Р ИСО 857 1 2009:… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом (ДСФ) — 3.2 дуговая сварка под флюсом (ДСФ): Сварка плавлением, при которой нагрев осуществляется электрической дугой, горящей под слоем сварочного флюса. Источник … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
СВАРКА - это... Что такое СВАРКА?
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — стального каркаса будущего небоскреба. СВАРКА, процесс получения неразъемного соединения деталей из металлов, керамики, пластмасс, стекла и других материалов или их сочетаний (например, стекла с металлом) чаще всего путем местного или общего… … Иллюстрированный энциклопедический словарь
СВАРКА — СВАРКА, сварки, жен. (тех.). Соединение металлических частей путем заливки промежутков между ними расплавленным металлом. Автогенная сварка. || Соединение металлических частей, нагретых до высокой температуры, путем ковки или сжимания их.… … Толковый словарь Ушакова
СВАРКА — технологический процесс получения неразъёмных соединений твёрдых материалов из металла и неметалла (стекла, керамики, пластмасс и др.) путём образования межатомных связей между соединяемыми частями при их нагревании (плавлении) или пластическом… … Большая политехническая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
сварка — Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании [ГОСТ 2601 84] сварка Процесс получения неразъёмных соединений посредством установления… … Справочник технического переводчика
сварка — автоген, сваривание, соединение, состыковывание Словарь русских синонимов. сварка сущ., кол во синонимов: 20 • автоген (2) • … Словарь синонимов
СВАРКА — процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их… … Большой Энциклопедический словарь
СВАРКА — СВАРКА, процесс соединения металлических деталей, как правило, с помощью регулируемого плавления. Автомашины, домашняя техника, мосты, электронные приборы это только часть объектов, в которых содержатся детали, соединенные сваркой. Сварочные… … Научно-технический энциклопедический словарь
сварка — СВАРИТЬ, сварю, сваришь; сваренный; сов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
СВАРКА — (Welding) способ соединения металлических частей путем соприкасания при расплавлении этих частей (С. плавлением) или при приведении их в тестообразное состояние с последующей ковкой (С. давлением). Последняя применяется к металлам (железо, сталь) … Морской словарь
dic.academic.ru
Дуговая сварка - это... Что такое Дуговая сварка?
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например -- водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
Источники
Wikimedia Foundation. 2010.
xn--httpsdic-56g3h1cya1j.academic.ru
Ручная дуговая сварка - это... Что такое Ручная дуговая сварка?
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка — 16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
construction_materials.academic.ru