Электрическая дуговая сварка. Электрическая сварка
Электросварка
Электросварка бывает двух типов: 1) дуговая и 2) электросварка методом сопротивления.
Дуговая электросварка
Дуговая электросварка изобретена русским инженером Н. Н. Бенардосном в 1882 году.
Николай Николаевич Бенардос (1842 – 1905), кроме электрической сварки и пайки металлов, изобрел способ электролитического покрытия медью корпусов железных судов. Н. Н. Бенардос является конструктором комбинированного газоэлектрического паяльника. Он впервые применил электрическую дугу для резки металлов под водой. Н. Н. Бенардос получил звание почетного инженера-электрика.
При дуговой электросварке используют тепло, выделяемое электрической дугой. При сварке по способу Бенардоса один полюс источника напряжения присоединяют к угольному стержню, а другой полюс – к деталям, которые необходимо сварить (рисунок 1). В пламя электрической дуги вводится тонкий металлический стержень, который плавится, и капли расплавленного металла, стекая на детали и застывая, образуют сварочный шов.
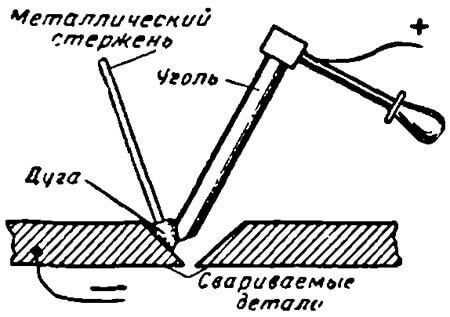
Рисунок 1. Электросварка по способу Бенардоса (с угольным электродом)
В 1891 году русский инженер Н. Г. Славянов предложил другой способ дуговой электросварки, который получил наибольшее распространение. Николай Гаврилович Славянов (1854 – 1897) работал на Воткинском заводе и в Мотовилихе (около города Перми). В 1893 году на Всемирной выставке Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толченого стекла (флюса).
Электросварка по способу Славянова состоит в следующем. Угольный стержень заменен металлическим электродом (рисунок 2). Плавится сам электрод, и расплавленный металл, застывая, соединяет свариваемые детали. По использовании электрода его заменяют новым.
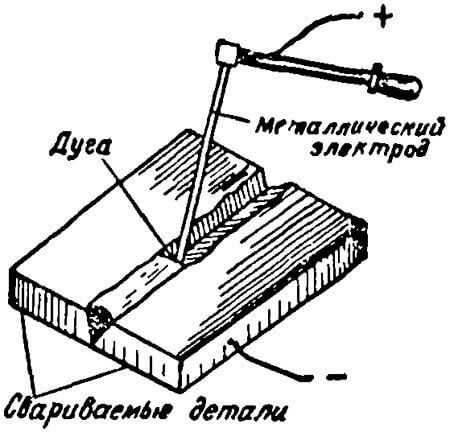
Рисунок 2. Электросварка по способу Славянова (с металлическим электродом)
Прежде чем сваривать деталь, ее нужно тщательно очистить от ржавчины, окалины, масла, грязи с помощью зубила, напильника, шкурки.

Рисунок 3. Пример сварочного шва, получившегося после применения электродуговой сварки
Для создания устойчивой дуги и получения прочного шва металлические электроды обмазывают специальными составами. Такая обмазка во время плавления электрода при работе также плавится и, заливая сильно нагретые поверхности свариваемых деталей, не дает им окисляться.
Замедленная съемка работы дуговой сварки:
Электросварка методом сопротивления
Если сложить вплотную два куска металла и пропустить по ним сильный электрический ток, то за счет выделения тепла в месте касания кусков (ввиду большого переходного сопротивления) последние прогреются до высокой температуры и сварятся.
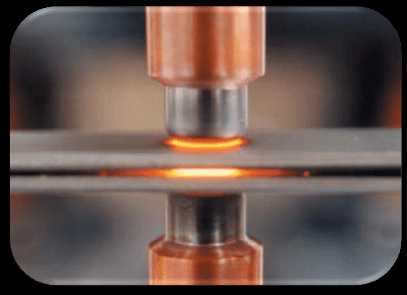
Рисунок 4. Контактная электросварка
В настоящее время электросварка как и дуговая, так и методом сопротивления прочно вошла в промышленность и получила очень широкое распространение. Сваривают листовую и угловую сталь, балки и рельсы, мачты и трубы, фермы и котлы, суда и так далее. Сваркой выполняют новые и ремонтируют старые детали из стали, чугуна и цветных металлов.
Видео электросварка методом сопротивления:
Ученые и изобретатели нашей страны разработали множество новых методов применения электросварки. Профессор К. К. Хренов предложил способ подводной электросварки, широко использованный при строительстве газопровода Саратов – Москва. Автоматическая сварка, предложенная академиком Е. О. Патоном, позволяет очень быстро и высококачественно сваривать металлы в массовом производстве. Академик В. П. Никитин сконструировал сварочный аппарат, позволяющий производить сварку с помощью наиболее распространенного сейчас переменного тока. Аппарат имеет особую деталь – осциллятор, назначение которого заключается в том, чтобы вырабатывать переменный ток высокого напряжения и очень высокой частоты, что обеспечивает устойчивое горение дуги при сварке тонких и толстых металлических деталей.
При замыкании и размыкании рубильником или выключателем электрических цепей, а также замыкании и размыкании контактов приборов и аппаратов электрическая искра, возникающая между контактами, и нередко следующая за ней электрическая дуга плавят металл, и контакты обгорают или свариваются, нарушая работу установки. Это явление называется электрической эрозией (от латинского слова "эрого" - выгрызаю). Искра при своем появлении как бы "грызет" металл. Для борьбы с искрой иногда между контактами параллельно искровому промежутку включают конденсатор определенной емкости.
Инженеры Б. Р. Лазаренко и И. Н. Лазаренко использовали свойство электрической искры "грызть металл" в сконструированной ими электроэрозионной установке. Работа установки в основном состоит в следующем. К металлическому стержню подводится один провод от источника напряжения. Другой провод присоединяется к обрабатываемой детали, находящейся в масле. Металлический стержень заставляют вибрировать. Электрическая искра, возникающая между стержнем и деталью, "грызет" деталь, проделывая в ней отверстие, одинаковое с формой сечения стержня (шестигранное, квадратное, треугольное и так далее).
Источник: Кузнецов М. И., "Основы электротехники" - 9-е издание, исправленное - Москва: Высшая школа, 1964 - 560с.
Электрическая дуговая сварка - это... Что такое Электрическая дуговая сварка?
Электродуговая ручная сварка покрытым электродомЭлектросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов. В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка. Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах. Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей. Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Примечания
- ↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр. 66
- ↑ «Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр "Академия", 2008г.- стр. 496
Источники
Ссылки
dic.academic.ru
Электрическая дуговая сварка. Сварка
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
• по применяемым электродам – дуга с плавящимся и неплавящимся электродом;
• по степени сжатия дуги – свободная и сжатая дуга;
• по схеме подвода сварочного тока – дуга прямого и косвенного действия;
• по роду тока – дуга постоянного и переменного тока;
• по полярности тока – дуга на прямой полярности и дуга на обратной стороне полярности;
• по виду статистической вольт-амперной характеристики – дуга с падающей, возрастающей или жесткой характеристикой;
• по способу защиты сварного шва – в среде защитного газа или под слоем флюса.
Сварочной дугой называют устойчивый длительный разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами) либо между электродом и изделием.
Сварочная дуга существует при токах от десятых долей ампера до сотен ампер. Дуга характеризуется высокой плотностью тока в электропроводном газовом канале, выделением большого количества тепловой энергии и сильным световым эффектом.
Разряд является концентрированным источником теплоты и используется для расплавления металла при сварке. Дуговой разряд тока происходит в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения.
Электрические заряды в сварочной дуге переносятся положительно и отрицательно заряженными частицами. Отрицательный заряд несут электроны, а положительный и отрицательный заряды – ионы. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а газ называется ионизированным.
Газы, в том числе и воздух, при нормальных условиях не проводят электрического тока. Это объясняется тем, что при нормальных условиях, т. е. при нормальном атмосферном давлении и температуре воздуха 20 °C, воздушная среда состоит из нейтральных молекул и атомов, которые не являются носителями зарядов. Эти молекулы и атомы станут электропроводными в том случае, если в своем составе будут иметь электроны, которые возникают при воздействии на них электрического тока.
Для возникновения электропроводности газов они должны быть ионизированы.
Ионизацией молекулы (атома) называется отщепление одного или нескольких электронов и превращение молекулы (атома) в положительный ион. Если молекулы (атомы) присоединяют к себе электроны, то возникают отрицательные ионы.
Ионизация газа вызывается внешними воздействиями:
• достаточным повышением температуры;
• воздействием различных излучений;
• действием космических лучей;
• бомбардировкой молекул (атомов) газа быстрыми электронами или ионами.
Обратный ионизации процесс, при котором электроны, присоединяясь к положительному иону, образуют нейтральную молекулу (атом), называется рекомбинацией.
При обычных температурах ионизацию можно вызвать, придав уже имеющимся в газе электронам и ионам при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать, воздействуя световыми, ультрафиолетовыми, рентгеновскими лучами, радиоактивным излучением.
Однако, исходя из практической точки зрения и в целях безопасности использования, применяют другие способы ионизации.
Так как в металлах имеется большая концентрация свободных электронов, то можно извлечь эти электроны из объема металла. Существует несколько способов извлечения электронов из металла.
Для сварки электрической дугой имеют значение два способа:
• термоэлектронная эмиссия, при которой происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла.
• автоэлектронная эмиссия. При автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля. Приложенное извне электрическое поле изменяет потенциальный барьер у поверхности металла и облегчает выход электронов, имеющих большую энергию и могущих преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах газа значительная часть молекул обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры общее число столкновений между молекулами увеличивается. При очень высоких температурах в процессе ионизации заметную роль играет излучение от электродов и излучение от газа.
Прохождение электрического тока через газы называется электрическим разрядом.
Дуговой разряд является одним из видов электрического разряда.
Существуют и другие виды электрического разряда в газах:
• искровой кратковременный разряд, который происходит при мощности источника питания, недостаточной для поддержания устойчивого дугового разряда;
• коронный разряд, возникающий в неоднородных электрических полях и проявляющийся в виде свечения ионизированного газа;
• тлеющий разряд, который возникает при низких давлениях газа (например, в газосветных трубках).
Для сварки металлов применяется, в основном, электрическая дуга прямого действия, т. е. используется дуговой разряд между изделием и электродом. В такой дуге одним электродом является металлический или угольный стержень, а вторым – свариваемое изделие.
К электродам подводится питание – электрический ток. Ток вырабатывается специальным устройством – источником питания. Источники питания вырабатывают переменный или постоянный ток. В дуге выделяют несколько областей (рис. 3):
1 – катод;
2 – катодная область;
3 – столб дуги;
4 – анодная область;
5 – анод.
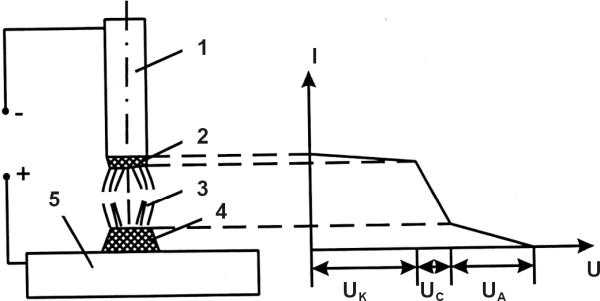
Рис. 3. Основные области электрической дуги и распределение потенциала в дуге
Каждая из выделенных областей отличается своими физическими явлениями, протекающими в ней. Участки, непосредственно примыкающие к электродам, называют, соответственно, анодной и катодной областями. Положительный электрод – анод, а отрицательный электрод – катод. Длина анодной и катодной областей очень мала – от нескольких длин свободного пробега нейтральных атомов в катодной области – 1?10–5 см и до длины свободного пробега электрона в анодной области – 1?10–3 см. Между этими областями располагается наиболее протяженная высокотемпературная область (0,05–0,5 см) разряда – столб дуги.
Распределение электрического потенциала по длине дуги неравномерное. Возле электродов имеют место скачки падения потенциалов, вызванные условиями прохождения электрического тока на границе между ионизированным газом и металлическими электродами. Дуговой разряд обязан своим существованием процессам на катоде. Катод является «поставщиком» электронов. Причины выхода электронов – в существовании термоэлектронной и автоэлектронной эмиссии, упоминавшейся выше.
Электроны, эмитированные из катода, ускоряются под действием электрического поля. На внешней границе катода электроны сталкиваются с молекулами и атомами газа, находящегося в межэлектродном пространстве. При упругих столкновениях при попадании электронов в молекулы повышается температура газа. При неупругих столкновениях электроны, передавая частицам энергию, производят ионизацию газа.
В результате интенсивной термической ионизации столб дуги представляет собой ионизированный газ, состоящий из электронов и ионов – плазму. Под действием приложенного электрического поля электроны движутся к аноду, а положительно заряженные ионы – к катоду.
В результате интенсивной бомбардировки поверхностей электродов ионами и электронами происходит мгновенное разогревание металла. При этом 43–43 % общей подводимой мощности выделяется на аноде, 36–38 % выделяется на катоде, 20–21 % мощности уходит в окружающую среду через излучение и конвекцию паров и газов, а остальные потери мощности – на разбрызгивание и угар свариваемого металла. При сварке, как правило, анодом служит свариваемая деталь.
При сварке угольным электродом температура в катодной области достигает 3200 °C, в анодной области 3900 °C. При сварке металлическим электродом температура катодной области составляет 2400 °C, а анодной – 2600 °C. В столбе дуги температура достигает 6000–7000 °C.
Различная температура анодной и катодной областей используется для решения технологических задач. Например, при сварке тонколистовых металлов катодом является сама деталь, а анодом – электрод.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Электросварка для начинающих
Профессия электросварщика когда-то была одной из самых востребованных практически во всех сферах производства. Хороший сварщик ценился как на стройке, так и в автосервисе, как в ЖЭКе, так и в механизированной сельхозбригаде. Сварщики очень ценились, а процесс обучения занимал несколько лет. Сегодня учиться не модно, все спешат, хотят все и сразу, поэтому получили популярность пособия «Как научиться управлять башенным краном за 15 минут» и тому подобные глупости. Что касается сварки, мы не научим виртуозно владеть сварочной вилкой, идеально держать дугу и укладывать аккуратные швы. Мы просто расскажем как.
Содержание:
- Что такое дуговая электросварка и как ей пользоваться
- Особенности сварного соединения
- Оборудование для электросварки
- Электроды для дуговой сварки
- Приемы ручной электросварки
Что такое дуговая электросварка и как ей пользоваться
Мы не ставим цель ознакомить аудиторию со всеми тонкостями сварочного ремесла, поскольку в большинстве случаев это и не нужно. Те, кто хочет в совершенстве овладеть профессией, знают, что делать. Разберемся в азах сварочного дела, чтобы хотя бы иметь понятие о процессе, и если после прочтения кто-то сможет приварить хотя бы оторванный прут от решетки или поставить металлическую латку на дачный бак для воды, это уже победа. Так вот, электросварка для начинающих должна начинаться с понятия о том, что такое электродуговая сварка.

Процесс сваривания металлических деталей посредством пропускания электрического тока через них и сварочный электрод, называют электродуговой сваркой. Ток может быть как постоянный, так и переменный. Электричество подается на сварочную вилку, в которой закреплен сварочный электрод и на свариваемую деталь. Под действием электрического тока между электродом и деталью возникает электрическая дуга, которая плавит электрод, металл, а в результате две детали соединяются между собой на молекулярном уровне. Вкратце, так.

Особенности сварного соединения

Прочнее и долговечнее соединения двух металлических деталей, чем сварка, не придумали еще ничего. Если сварочный шов уложен правильно и по технологии, то соединение можно считать пожизненным. В результате пластической деформации материалов электрода и деталей происходит обмен молекулярными связями между материалами. Этого же результата можно достичь и другими методами, такими, как лазерная сварка,ультразвуковая сварка, газовая сварка, но самым доступным остается электродуговой метод.
Оборудование для электросварки

Конечно, без определенного оборудования ни о какой сварке речи быть не может. Сварочный аппарат можно сделать своими руками, но это отдельная история. В любом случае, нужно знать для каких целей необходима сварка, и только тогда можно составлять список оборудования. Мы рассмотрим самый простой райдер сварщика для бытовых целей из того, что можно недорого купить в любом магазине. Поскольку сварка у нас электрическая, то будем выбирать один из трех типов устройств, которые преобразуют напряжение бытовой сети.
- Трансформаторный сварочный аппарат. Самый простой и незамысловатый трансформатор. Только он должен иметь несколько регулировок, которые пригодятся для изменения силы тока. Такой аппарат тяжелый, но простой и недорогой. Недостатками его считают высокое потребление электроэнергии, а словить дугу на таком аппарате нужно поучиться.

- Выпрямительные аппараты. Выпрямитель, судя по названию, преобразует переменный ток в постоянный. Такой аппарат имеет постоянные выходные характеристики, что позволяет получить стабильную дугу, независимо от напряжения в сети. Отличается неплохим качеством шва.

- Инверторные сварочные аппараты. Самые совершенные аппараты с несколькими степенями регулировки. Они преобразуют переменный сетевой ток в постоянный, причем приводя его характеристики к идеальным для укладки сварочного шва. Инверторы более компактны, имеют сравнительно небольшой вес, экономичнее, чем трансформаторы и более эффективны.

Электроды для дуговой сварки

Электрод служит для того, чтобы во время плавки проводить электрический ток от вилки к свариваемым деталям. Электроды бывают разной толщины и она зависит от того, какой металл нужно сварить, какая его толщина и какая нагрузка будет подаваться на свариваемый узел.
Электрод состоит из проволоки специального сплава и оболочки, которая катализирует процесс сварки и во время горения дуги плавится и перегорает в шлак. В бытовых условиях, как правило, применяются электроды толщиной 3-5мм. Более толстые требуют уже более мощного сварочного аппарата и применяются в основном в строительстве и на производстве.
Приемы ручной электросварки
Перед, как сделать первый шов, необходимо тщательно зачистить поверхность, удалит с нее пыль, ржавчину и все, что может мешать прохождению тока. Далее на словах все очень просто: 
- Вставляем в сварочную вилку электрод.
- Подключаем второй вывод из аппарата к свариваемой конструкции.
- Убеждаемся в том, что ток проходит по цепи, для этого можно коснуться электродом детали. Искры пошли, значит все нормально. Будем ловить дугу.
- Подносим электрод к свариваемым деталям. На определенном расстоянии от будущего шва возникает электрическая дуга, электрод начинает плавиться и плавить металл.
- Угол наклона электрода к плоскости сварки должен быть в пределах 60-70 градусов.Нужно стараться не потерять дугу по длине всего шва. Тогда соединение будет максимально прочным.
- Регулируем силу тока. С первого раза шов может не получиться. Если ток сварки слишком большой, металл прогорит. Если ток слишком маленький или электрод сырой, тогда он будет прилипать к свариваемой поверхности.

Тонкостей много, но кто не пробует, у того ничего не получается. Не нужно бояться электросварки. Хороший сварочный аппарат станет надежным помощником и в доме, и на даче, и в гараже. Главное — опыт. Удачных экспериментов!
Читайте также Сварочные маски хамелеон — как выбрать, Точечная сварка своими руками из микроволновки, Как правильно варить электросваркой
nashprorab.com
Электрическая контактная дуговая сварка металлов. Виды сварки.
Существует большое количество классификаций электрической сварки. Различными критериями для них могут быть: способ разогрева свариваемых материалов, защита области сварки, уровень автоматизации и другие.
Существует большое количество классификаций электрической сварки
Дуговая электросварка
Основой способа является создание и поддержание электрической дуги. Дуга создается в области сварки при помощи группы электродов, либо одного электрода. Вторым полюсом в этом случае будет являться само свариваемое изделие. Могут применяться плавящиеся электроды и электроды, которые не подвергаются разрушению в процессе сварки. Плавящиеся электроды имеют обмазку, которая предназначена для стабилизации существования дуги и защиты места сварки от нежелательного воздействия воздуха. Данный способ был открыт более ста лет назад, постоянно совершенствуется, приобретая все новые и новые положительные качества.
Для создания дуги применяются источники переменного и постоянного напряжения и тока. Такими источниками являются механические генераторы, сварочные трансформаторы, инверторы. При сварке на переменном токе качество сварного шва получается несколько ниже. Это происходит из-за изменения направления тока при переходе через ноль. Большим преимуществом этого способа является простота используемого сварочного оборудования и низкая квалификация исполнителя, что дает возможность применения в индивидуальном хозяйстве.
Для повышения качества сварных швов применяются источники постоянного тока. Это могут быть трансформаторы с выпрямителями, генераторы постоянного тока либо инверторы. При однофазной системе питания наилучший результат достигается использованием выпрямителя по мостовой схеме Гретца. Для трехфазных трансформаторов — три параллельных полумоста по схеме Ларионова, включенных в звезду или треугольник. Для сглаживания пульсаций на выходе выпрямителей применяются различные фильтры, собранные из емкостей и индуктивностей. В основу их расчетов положено свойство электрического тока опережать или отставать от напряжения на элементах с емкостным или индуктивным характером соответственно.
Сварка на постоянном токе может иметь прямую или обратную полярность. В первом варианте плюс источника подключается к изделию, а минус — к электроду. Плюсовая свариваемая поверхность разогревается сильнее. Электроды расходуются меньше. Обратная полярность применяется тогда, когда требуется наложить толстый шов, либо произвести значительную наплавку для ремонта изделия, либо защитить тонкое изделие от повреждения.
Очень хорошее качество сварки получается при работе с инверторами. Принцип их работы основан на двойном преобразовании электрической энергии. Первая ступень — выпрямление сетевого переменного напряжения. Вторая ступень – генерация переменного напряжения повышенной частоты с последующим выпрямлением. Такой способ преобразования дал возможность резко минимизировать размеры сварочного трансформатора и величину пульсаций выходного напряжения. Кроме того, упростились регулировки тока и напряжения на выходе устройства, снизился потребляемый ток.
В качестве плавящегося электрода часто применяется сварочная проволока. Этот способ характерен для полуавтоматов и автоматов, которые работают в сфере автомобильных производств. Проволока имеет стабилизирующее покрытие, как правило, медное. Подается в зону сварки специальными устройствами с регулируемой скоростью. Защита от окисления в месте образования дуги осуществляется направленной струей углекислого газа.
Существует разновидность электросварки — дуговая шлаковая сварка. Дуга образуется с помощью электрода, а поддерживается шлаком, который проводит ток и разогревает свариваемые изделия до нужной температуры. Данный способ был изобретен перед войной и широко использовался при строительстве бронетехники, так как позволял сваривать изделия большой толщины с высоким качеством.
Неплавящиеся электроды из угля, вольфрама или графита применяют для сварки цветных металлов и высоколегированных сплавов. Защиту от окисления ведут подачей аргона, углекислого газа.
Плазменная электросварка
Дуга может образовываться и существовать и в промежуточном носителе, каким является водяной пар или молекулярный водород. Получается высокотемпературная плазменная сварка, даже резка.
Контактная электросварка
Данный вид сварки очень удобен для изготовления изделий из тонколистового металла: корпусов, кожухов и пр. Заготовки помещаются и зажимаются между электродами. Происходит местный разогрев металла с его последующим сплавлением. Какой способ сварки выбрать в конкретной ситуации зависит от ваших целей и возможностей.
samara-metall.ru
Электросварка - это... Что такое Электросварка?
ЭлектросваркаЭлектродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрической дугой.
Температура электрической дуги превосходит температуры плавления всех существующих металлов. Электросварка не изменяет химического состава материала.
История
1803 год — В. В. Петров опубликовал книгу в которой описал явление электрической дуги и возможность её применения для электросварки.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
19ХХ год — Патон, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае - при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Источники
Ссылки
См. также
Wikimedia Foundation. 2010.
Синонимы:- Москвина, Марина Львовна
- Кубок Федерации футбола СССР
Смотреть что такое "Электросварка" в других словарях:
электросварка — электросварка … Орфографический словарь-справочник
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА. При контактной Э. через свариваемые металлы пропускают электрический ток, к рый нагревает их до точки плавления. Она производится специальными электросварочными машинами. При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедия
ЭЛЕКТРОСВАРКА — контактная электросварка, сварка … Большая политехническая энциклопедия
ЭЛЕКТРОСВАРКА — сварка, при которой свариваемые части нагреваются электрическим током. Различают электросварку дуговую и контактную … Большой Энциклопедический словарь
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА, электросварки, мн. нет, жен. (тех.). Сварка металлов при помощи электрического тока. см. электро…. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЭЛЕКТРОСВАРКА — (Electric welding) см. Сварка. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
электросварка — сущ., кол во синонимов: 2 • сварка (20) • электрогазосварка (3) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
Электросварка — Электросварка: способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному… … Официальная терминология
электросварка — Группа способов сварки, использующая для нагрева металла электрическую энергию. Примечание Электрический нагрев позволяет получить температуры, превосходящие температуры плавления существующих металлов, не изменяет химического состава материала,… … Справочник технического переводчика
электросварка — 4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Виды электросварки: дуговая и точечная
Что такое электросварка и её виды
Электрический ток даёт возможность нагревать любые вещества. В обычных условиях окружающей среды может быть достигнута температура, когда твёрдое вещество либо расплавится, либо начнёт гореть, то есть окисляться. Если при этом в контакте находятся два или более веществ, которые прочно соединяются друг с другом за время существования электрического тока, нагревающего их, они оказываются приваренными друг другу. Процесс соединения тех или иных объектов с использованием тока, протекающего через эти объекты, называется электросваркой.
Она может быть:
- дуговая;
- точечная.
Электрический ток обеспечивает и другие виды сварки, такие как
- индукционная;
- сверхвысокочастотная;
- лазерная.
Но при этом создаётся электромагнитное излучение определённой частоты, нагревающее только те предметы, на которые это излучение воздействует из-за их природы. Таким способом можно нагревать и сваривать даже те вещества, которые не проводят ток.
Каждому виду электросварки соответствует определённый тип оборудования.
Дуговая электросварка
Дуговая разновидность наиболее широко распространена при сварке деталей из металлов, нагреваемых с помощью вольтовой дуги. Наиболее часто этот вид используется по швам. Для возникновения и существования вольтовой дуги необходимы определённые условия, которые обеспечиваются сварщиком и оборудованием. Оборудование для такой сварки включает два контакта и источник электропитания.
Один контакт это специальный сменный электрод, а другой – надёжный зажимной контакт. Сменный электрод сделан из специального сплава и покрыт специальным флюсом. К тому же электроды имеют различную толщину, которая прямо пропорциональна мощности дуги. Зажимной контакт закрепляется так, чтобы надёжный контакт получился хотя бы на одной из деталей.
Процесс дуговой электросварки начинается с того, что сварщик делает короткое замыкание на шве, прикасаясь к нему. Затем он плавно приподнимает электрод над швом. При этом за электродом тянется вольтова дуга, которая может существовать при определённой мощности источника питания и расстоянии между ними. Дуга расплавляет электрод и края шва. Расплавленный электрод заполняет пространство шва в месте расположения дуги, а флюс создаёт наилучшие условия для сцепления оплавленного шва с материалом электрода.
Классическим сварочным аппаратом для дуговой сварки является сварочный трансформатор. Он не только понижает напряжения и обеспечивает безопасность сварщика гальванической развязкой от сети, но при этом ограничивает потребляемый от сети ток и в определённых пределах позволяет регулировать мощность дуги. Для этого с помощью подвижного сердечника и витками вторичной обмотки меняются величины индуктивности трансформатора.
Также он отличается очень большой надёжностью и долговечностью. Но уже при минимальных мощностях его вес настолько велик, что ограничивает возможности сварки. Из-за больших величин токов провода, соединяющие электрод и зажим имеют ограниченную длину. А у сварщика не всегда хватает сил для перемещения этого трансформатора. К тому же переменный ток, который питает дугу, не способствует качественной сварке.
По мере развития электроники появились мощные полупроводниковые приборы, которые позволили создать высокочастотные трансформаторные генераторы с мощностью достаточной для сварки. Это так называемые инверторные сварочные аппараты. Поскольку увеличение частоты намагничивающего тока позволяет в разы уменьшить габариты и вес трансформатора, новые аппараты стали небольшими и лёгкими. К тому же высокочастотный выпрямленный ток существенно улучшает качество сварного шва.
Для промышленных целей, например при постройке трубопроводов, судов, и прочих крупных объектов применяются специальные автоматизированные и роботизированные аппараты. Дуга уже при небольшой мощности излучает широкий спектр электромагнитного излучения. Это излучение оказывает вредное воздействие на человека, особенно на зрение и кожу. Поэтому сварщик должен работать в специальном защитном костюме и маске, которые полностью закрывают его от света дуги.
- Пренебрежительное отношение к применению средств защиты при выполнении электросварки может привести к утрате зрения и сильным ожогам не только от капель металла, но и от излучения дуги.
Детали из некоторых металлов и сплавов могут быть скреплены электросваркой только в специальной газовой среде. Это так называемая аргоновая сварка, которая применяется для деталей из нержавеющей стали и специальных сплавов. Для выполнения таких работ используются соответствующие камеры, заполненные газовой смесью определённого состава. Сварщики работают в них с системами автономного обеспечения дыхания и под наблюдением.
Точечная электросварка
Некоторые металлические детали, особенно с малой толщиной, и те, которые не требуют сварных швов, не могут быть скреплены с помощью дуговой электросварки. Вольтова дуга либо оставит грубый след на такой детали, либо повредит её из-за малой толщины. В таких случаях применяются специальные аппараты для точечной сварки, которые содержат два электрода сжимающие скрепляемые детали и мощный разрядный источник питания.
В источнике питания содержится конденсаторная батарея. Эта батарея разряжается через электроды либо напрямую, либо через специальный трансформатор и вызывает моментальный нагрев в месте контакта электродов и скрепляемых деталей. Сопротивление электрическому току, создаваемое скрепляемыми деталями, невелико. Но оно существенно больше, чем сопротивление проводов и электродов. Поэтому в месте точечной сварки происходит нагрев, который лавинообразно нарастает из-за увеличения сопротивления, обусловленного нагревом.
Процесс протекает очень быстро. Но и величина электрической мощности, потраченная за это малое время огромна. В результате детали в месте точечной сварки размягчаются и поверхностно оплавляются, сцепляясь друг с другом из-за сдавливания электродами. Прочность такого соединения намного меньше, чем у сварного шва. Поэтому точечная сварка имеет соответствующие ограничения.
Электросварка в значительной мере способствовала развитию современного машиностроения. И сейчас технологии продолжают совершенствоваться и обеспечивают новые недостижимые ранее результаты.
podvi.ru