Содержание
Основные характеристики и свойства электродов для ручной дуговой сварки
Ручная дуговая сварка используется для решения бытовых и профессиональных задач. При этом результат ее применения зависит не только от мастерства сварщика, но и от расходных материалов. В настоящее время насчитываются десятки производителей, которые выпускают различные марки электродов. По ряду признаков их можно разделить на несколько видов.
Как устроен электрод
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
- Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации.
 В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения. - Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
- Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
- Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.
 В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
Назначение электродов
Само название «электрод» возникло от двух греческих слов: elektra и hodos.
 Они переводятся как «электричество» и «дорога».
Они переводятся как «электричество» и «дорога».
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется. Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе. С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Основное
Основными элементами покрытий электродов этого вида являются карбонаты кальция и магния: магнезит, доломит или мрамор. Они обеспечивают механическую прочность, высокую пластичность и химическую чистоту металла шва. Сварочные работы могут выполняться в любых пространственных положениях. Электроды с таким видом покрытия допускается применять при изготовлении ответственных конструкций. При этом швы получаются довольно грубыми, шлак удаляется с трудом, а электрическая дуга отличается неустойчивостью. Электроды с основным покрытием больше подходят для опытных сварщиков. Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кислое
В состав кислого покрытия входят оксиды марганца и железа. Эти элементы обеспечивают стабильность дуги и легкое отделение шлака, но металл в сварочной ванне становится слишком жидким. По этой причине электроды с кислым покрытием подходят для выполнения только горизонтальных швов. При их использовании возможно поддержание высокой скорости работы, но существует риск образования подрезов или трещин. Кроме того, электроды нельзя сушить при высокой температуре, поэтому в них может содержаться влага, ухудшающая качество швов. Дополнительно следует отметить, что кислое покрытие считается наиболее опасными для здоровья. Такие электроды можно использовать на постоянном и переменном токе.
Электроды с разным покрытием
Электроды для разных видов сталей
Для получения качественных швов химический состав сердечника электрода должен быть схож с химическим составом свариваемого металла. По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
Пространственное положение
Насчитывается пять основных пространственных положений электродов, в которых можно вести сварочные работы:
- Нижнее горизонтальное считается самым удобным и производительным. Его частным случаем является положение «в лодочку».
- Тавровое похоже на нижнее горизонтальное, но требует большего мастерства сварщика. В этом случае возможно образование подрезов на вертикальной поверхности и наплывов на горизонтальной.
- Горизонтальное положение электрода на вертикальной поверхности считается достаточно сложным. Для его применения на практике чаще всего выполняется скос на верхней кромке соединяемых элементов.
- Вертикальные швы могут вариться двумя способами: на подъем или на спуск. В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
- Потолочное пространственное положение считается самым сложным. Оно не подходит для соединения тонких элементов и используется только при невозможности выполнения сварочных работ другим способом.
 В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
Производители в обязательном порядке указывают, в каких пространственных положениях с помощью электродов можно вести сварочные работы.
Пространственные положения электрода
Важность шлака
Шлак, образующийся во время ручной дуговой сварки, делится на два вида: «длинный» и «короткий». У первого вязкость при понижении температуры возрастает медленно. По этой причине электроды с покрытиями, образующими «длинные» шлаки, не подходят для сварки в вертикальных и потолочных пространственных положениях. У «коротких» шлаков вязкость возрастает значительно быстрее, поэтому они эффективно препятствуют вытеканию жидкого металла из сварочной ванны. Такой результат дают электроды с основным или рутиловым покрытием.
Такой результат дают электроды с основным или рутиловым покрытием.
Род и полярность тока
Сварочные работы могут выполняться на переменном или постоянном токе. Первый вариант менее желателен. Он приводит к повышенному разбрызгиванию расплавленного металла, а сам шов получается менее аккуратным и качественным. При использовании постоянного тока может применяться прямая и обратная полярность.
Прямая полярность
К положительному полюсу подключается деталь, а к отрицательному – держатель электрода. В этом случае большему нагреву подвергается именно деталь. По этой причине прямая полярность используется при сварке металлов, имеющих высокую температуру плавления или значительную толщину.
Обратная полярность
При применении обратной полярности деталь подключается к отрицательному полюсу, а электрод – к положительному. В этом случае больше нагревается электрод, а работа в целом выполняется в щадящем режиме. Обратная полярность оптимальна для сварки тонколистовых деталей или нержавеющей стали.
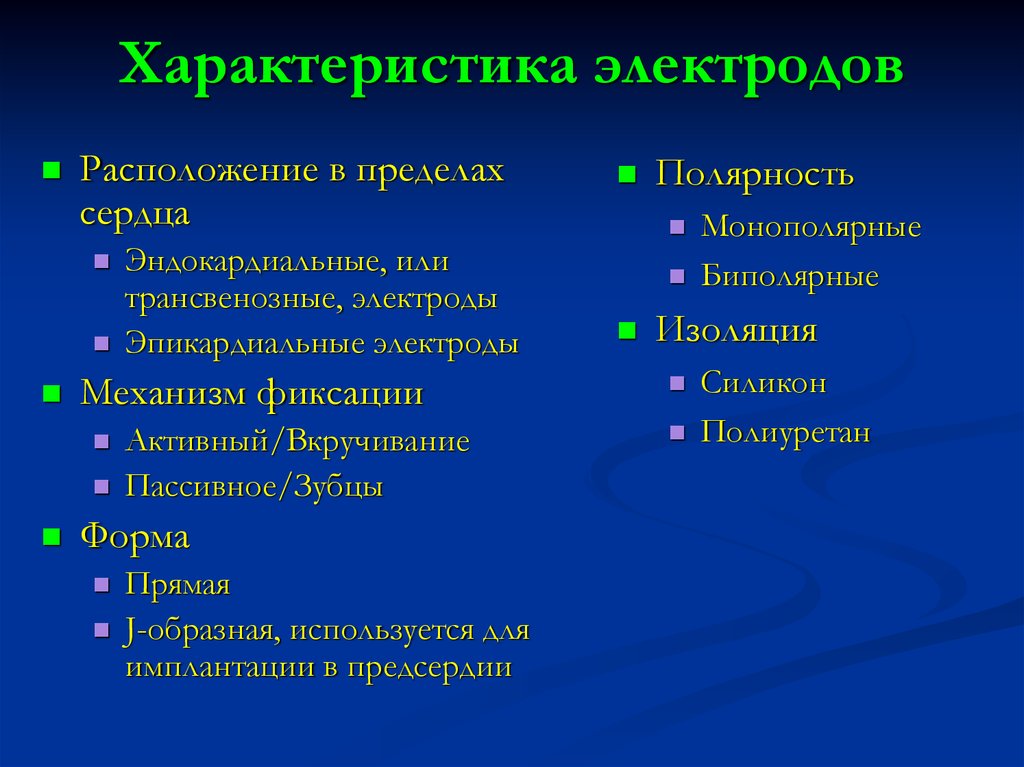
Свойства электродов
Под свойствами электродов подразумеваются три их составляющие:
- Физические свойства покрытия. К ним относятся коэффициенты объемного и линейного расширения, газопроницаемость, плотность, вязкость, теплоемкость, температура затвердевания и плавления.
- Химические свойства покрытия. Под ними подразумевается способность обмазки легировать и раскислять расплавленный металл.
- Механические свойства металла шва. К ним относятся твердость, ударная вязкость, удлинение, пластичность, коррозионная стойкость и твердость.
В каталоге или паспорте для каждой марки электродов производители указывают их наиболее важные характеристики.
Прокалка электродов
Обмазка сварочных электродов способна впитывать влагу из воздуха. В этом случае влажное покрытие горит неравномерно и плохо плавится. В результате затрудняется проведение сварочных работ, а образовавшиеся швы могут иметь дефекты в виде трещин или пор. Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Мы рассказали об основных видах электродов. Эта информация поможет вам с большей точностью подобрать необходимую марку для конкретного вида работ и получить качественные швы.
Поделитесь с друзьями:
Сварочные электроды МР-3. Описание, характеристики
Сфера применения электродов марки MP-3 – выполнение дуговой ручной сварки. Они входят в число наиболее востребованных подобных изделий в данном сегменте современного рынка. Ими сваривают элементы ответственных конструкций самых разнообразных типов, начиная с трубной арматуры и трубопроводных магистралей, включая котлы и крупные резервуары-цистерны, и заканчивая подъемно-транспортными агрегатами. В быту электроды MP-3 тоже находят широкое применение. Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
Характеристики
Регламентируют производство электродов MP-3 Государственные стандарты под номерами 9467 и 9466 от 1975 года. По классификации, утвержденной положениями первого нормативного документа, эти изделия относятся к типу, который принято обозначать так: Э46. В тексте ГОСТа 9467-75 указано, какие стали конструкционные допускается сваривать такими электродами. Это, в частности, металлы:
-
с большим – до 99 процентов – содержанием железа (элемент Fе), углерода (элемент С) до 2,07 процента и не имеющие легирующих примесей. Это – сплавы углеродистые; -
в которых суммарное содержание легирующих добавок– не считая элемента С – меньше 2,5 процента. Это уже стали малолегированные.
Но основной тезис, касающийся применимости электродов типа Э46, формулируется в данном стандарте следующим образом: использовать их нужно, когда металлическая основа сварочного шва должна соответствовать повышенным требованиям к показателю ударной вязкости и уровню пластичности. Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
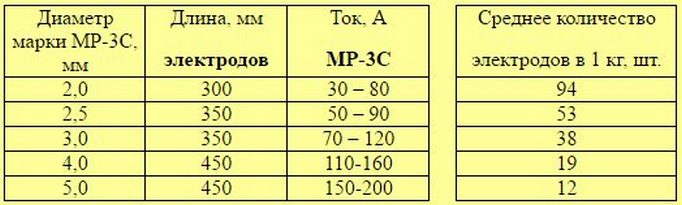
Можно осуществлять электродами MP-3 сварку пластин толщиной (обозначение W), принимающей значение из диапазона 3,0 мм≤W≤20,0 мм. Производятся данные изделия из стальной холоднотянутой проволоки марки Cв-08 диаметром (обозначение Д), изменяющимся в пределах 3,0 мм≤Д≤6,0 мм. На основе значения диаметра стрежня (D) проводится классификация самих электродов. Он тоже изменяется в диапазоне 3,0 мм≤D≤6,0 мм. В соответствии с данным параметром варьируется длина изделий (L). Так, при:
· 2,0 мм≤D≤3,0 мм длина электрода L=350,0 мм;
· 4,0 мм≤D≤6,0 мм длина изделия L=450,0мм.
Эксплуатационные характеристики электродов MP-3 определяются свойствами нанесенного на них покрытия, состоящего, преимущественно, из двуокиси титана (формула ТіО2). Его общепринятое название – рутиловое.
Его общепринятое название – рутиловое.
Маркировка
Для понимания специфики применения электродов MP-3 необходимо уметь правильно расшифровывать их маркировку. Приведем конкретный пример, когда на упаковке имеется следующая буквенно-цифровая последовательность: Э46-MP-3-4-УД2 E 430(3)-P26.
-
Э46 – это тип изделий. О его особенностях речь шла выше. -
MP-3 – обозначение марки электродов. -
Цифра «4». Указывает диаметр изделий. -
Литера «У» информирует о предназначении данных электродов для сварки малолегированных сталей, а также сталей углеродистых, устойчивых к воздействию нагрузки, работающей на разрыв, не превышающей отметку 60 кгс/кв. мм. -
Буква «Д» говорит о толщине покрытия. Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
-
Буква «Е». Данной литерой на международном уровне принято обозначать электроды плавящиеся с покрытием. -
Число «43» – это предел прочности металла сформированного шва при воздействии нагрузки, работающей на разрыв. -
Цифра «0» отображает величину относительного удлинения – меньше 20%. -
Цифра «3» указывает температуру шва (обозначение Т), при которой показатель его ударной вязкости не опускается ниже отметки 34 Дж/см2. В данном случае Т= -20℃. -
Литера «P» говорит, что покрытие рутиловое.
-
Цифра «2» информирует сварщика о допустимом положении в пространстве электрода – оно может быть любым, кроме вертикального с перемещением сверху-вниз. -
Цифра «6» означает, что напряжение х.х. (имеется в виду холостого хода) сварочного агрегата должно колебаться возле отметки 70 вольт с допуском плюс/минус 10 процентов, то есть не меньше 63 вольт и не больше 77 вольт.
 Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.

Условия хранения и прокаливание
Хранить электроды модели MP-3 необходимо в определенных условиях. Помещение должно быть отапливаемым с температурой Т>15℃ и влажностью воздуха, не превышающей 40%. Размещаться упаковки с этими изделиями должны на паллетах либо стеллажах. Так будет исключен нежелательный контакт с несущими стенами и полом.
Когда сварочные работы ведутся на открытом пространстве, нужно предпринять меры, предотвращающие попадание атмосферных осадков на коробки с электродами. Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
При соблюдении вышеуказанных условий, прокаливать эти изделия перед использованием не нужно. Рутиловое покрытие не теряет в таком случае свои отличные эксплуатационные характеристики. Но если контакт электродов MP-3 с влагой все-таки был, их нужно подвергнуть прокаливанию при температуре 100℃≤Т≤150℃ на протяжении одного-двух часов.
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
-
легкое зажигание сварочной электродуги. Ей характерно устойчивое горение; -
сформировать сварной шов особых трудностей не составляет даже начинающему сварщику; -
степень разбрызгивания расплавленного металла минимальная; -
корка застывшего шлака на поверхности созданного шва без сложностей отделяется; -
повторное зажигание электродуги не вызывает трудностей; -
высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.

Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
-
Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы; -
Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А; -
Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А; -
Дэ.= 3,0 мм: потолочные швы выполняются при токе 100,0 А≤Iсв. ≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
 ≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Особенности электродов марок MP-3 и MP-3c
Изделия обеих марок предоставляют возможность производить сварку короткими прихватками, а также выполнять ее длинной дугой. Благодаря их техническим характеристикам необходимость в предварительной подготовке предполагаемого к сварке металла отсутствует. На его поверхности допустимо присутствие:
На его поверхности допустимо присутствие:
Электроды марок MP-3 и MP-3c можно применять при необходимости выполнения сварочных работ по уже имеющемуся зазору. Величина тока должна быть в их ходе по возможности минимальной, иначе в создаваемом шве начнут образовываться поры.
Помимо этих электродов сегодня активно применяются расходники марки MP-3м. Отличаются они видом покрытия: у них оно рутилово-ильменитовое. На электродах MP-3c присутствует обмазка, насыщенная дополнительными ионизирующими примесями. Характеристики электродов всех трех марок – MP-3, MP-3м и MP-3c – во многом схожи и едва ли не полностью идентичны.
Покрытие последних изделий обеспечивает легкое зажигание сварочной электродуги. Эта особенность предоставляет возможность задействовать для работы источники тока малой мощности. Электроды MP-3c характеризуются большей экологичностью. Когда они сваривают, в окружающую среду выбрасываются вредные вещества в объеме, меньшем по сравнению с MP-3 (у MP-3 марганца 1,25 грамм, а у MP-3c в 2 раза меньше – 0,6 грамм). Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Ведущие отечественные производители
На рынке расходных сварочных материалов встречается продукция различного качества, к сожалению, не всегда самого лучшего. Чтобы не столкнуться с проблемами, приобретать электроды рекомендуется, выпущенные только производителями, являющимися общепризнанными лидерами в данном сегменте промышленности. Назовем лишь некоторые бренды.
-
Прежде всего – это Магнитогорский Электродный Завод (сокращенно MЭЗ). Высококвалифицированные сотрудники входящей в его структуру специализированной лаборатории разработали марку «MP-3 Люкс». Эти изделия отличают улучшенные технические характеристики по отношению к металлу сформированного шва. Они успешно прошли аттестацию экспертами HAKC для применения в технических устройствах следующих групп: CK, ПTO, OXHBП, OTOГ, HГДO, MO, KO, ГДO и ГO.
-
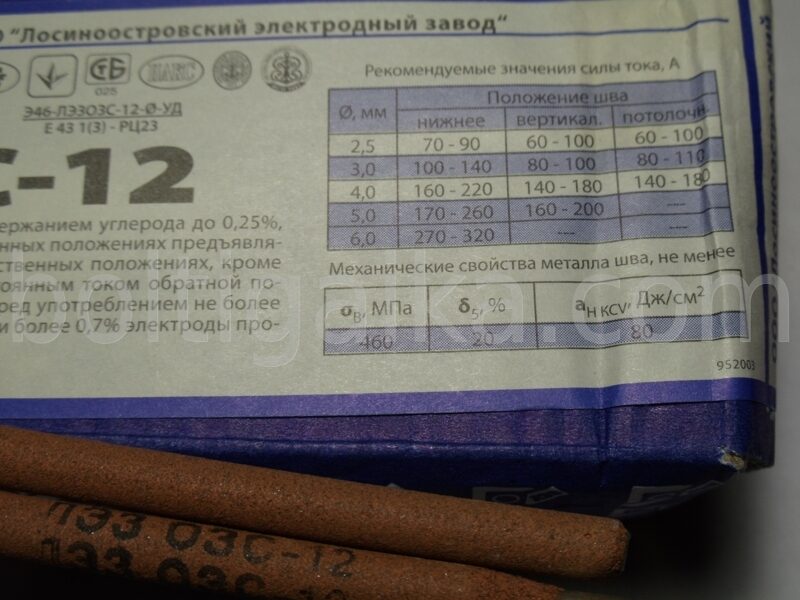
Также не возникают претензии к электродам марки MP-3, выпускаемым на производственных мощностях Лосиноостровского электродного завода, функционирующего в Москве. Узнаваемость этой продукции обеспечивает тёмно-сине-белая расцветка фирменной упаковки. -
В число ведущих отечественных производителей входит Завод Сварочных Материалов из города Судиславль, (сокращенно CЗCM), работающий в Костромской обл. РФ. О высоком качестве изготавливаемых им электродов марки MP-3 говорит факт их поставок такому промышленному гиганту, как «Норильский никель» и некоторым другим компаниям такого же профиля деятельности. На коробках с этими изделиями в обязательном порядке присутствует логотип CЗCM.

Из зарубежных предприятий, специализирующихся на производстве сварочных расходников, стоит выделить шведскую компанию ЕSАВ со штаб-квартирой в Гетеборге. Основана она была в 1904 году и по праву считается сегодня лидером мирового рынка электродов.
Заключение
Электроды марки MP-3 могут иметь разный цвет. Это зависит от двух факторов. Первый – тип покрытия. Рутиловая обмазка, в основе которой находится диоксид титана (ТіО2) может обладать красным колером. Второй фактор – особенности производства. Так, от различных заводов электроды MP-3 имеют, помимо красного, еще зеленый, синий и, нередко, привычный серый цвет.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Характеристики импеданса электрода и эффективности стимуляции хронического кортикального имплантата с использованием новых кольцевых электродов в моторной коре головного мозга крыс
. 2013 авг;10(4):046010.
дои: 10.1088/1741-2560/10/4/046010.
Epub 2013 3 июля.
Чун Ван
1
, Эмма Брантон, Саман Хагуи, Кали Касселлс, Артур Лоури, Рамеш Раджан
Принадлежности
принадлежность
- 1 Monash Vision Group и кафедра физиологии, Университет Монаш, Клейтон, Виктория 3168, Австралия. [email protected]
PMID:
23819958
DOI:
10.1088/1741-2560/10/4/046010
Чун Ван и соавт.
Дж. Нейронная инженерия.
2013 авг.
. 2013 авг;10(4):046010.
дои: 10.1088/1741-2560/10/4/046010.
Epub 2013 3 июля.
Авторы
Чун Ван
1
, Эмма Брантон, Саман Хагуи, Кали Касселлс, Артур Лоури, Рамеш Раджан
принадлежность
- 1 Monash Vision Group и кафедра физиологии, Университет Монаш, Клейтон, Виктория 3168, Австралия. [email protected]

PMID:
23819958
DOI:
10.1088/1741-2560/10/4/046010
Абстрактный
Задача:
Кортикальные нейронные протезы с имплантированными массивами электродов использовались для восстановления нарушенных функций мозга, но остаются опасения относительно их долгосрочной стабильности и функциональных характеристик.
Подход:
Здесь мы сообщаем об изменениях импеданса электродов и порогов стимуляции для специально разработанной матрицы электродов, имплантированных в моторную кору крыс на срок до трех месяцев.
Основные результаты:
Массив состоит из четырех электродов длиной 2000 мкм с большой кольцевой стимулирующей поверхностью (7860-15700 мкм(2)), смещенной от проникающего изолированного наконечника. По сравнению со значениями in vitro до имплантации было три фазы изменения импеданса: (1) немедленное значительное увеличение импеданса в среднем в два раза при имплантации; (2) период продолжающегося увеличения импеданса, хотя и со значительной вариабельностью, который достиг пика примерно через четыре недели после имплантации и оставался высоким в течение следующих двух недель; (3) наконец, период 5-6 недель, когда импеданс стабилизировался на уровне, близком к тому, который наблюдался сразу после имплантации. Импеданс часто можно было временно уменьшить, применяя короткие серии стимуляции током, используемые для стимуляции двигательной активности. Порог стимуляции, вызывающий наблюдаемое двигательное поведение, обычно составлял 75-100 мкА, а плотность заряда варьировалась от 48-128 мкКл/см(-2), что согласуется с более низкой плотностью тока, генерируемого электродами с большей площадью стимулирующей поверхности. Систематического изменения порогов с течением времени не происходило, что свидетельствует о том, что функциональность устройства не была нарушена факторами, вызвавшими изменения импеданса электродов.
По сравнению со значениями in vitro до имплантации было три фазы изменения импеданса: (1) немедленное значительное увеличение импеданса в среднем в два раза при имплантации; (2) период продолжающегося увеличения импеданса, хотя и со значительной вариабельностью, который достиг пика примерно через четыре недели после имплантации и оставался высоким в течение следующих двух недель; (3) наконец, период 5-6 недель, когда импеданс стабилизировался на уровне, близком к тому, который наблюдался сразу после имплантации. Импеданс часто можно было временно уменьшить, применяя короткие серии стимуляции током, используемые для стимуляции двигательной активности. Порог стимуляции, вызывающий наблюдаемое двигательное поведение, обычно составлял 75-100 мкА, а плотность заряда варьировалась от 48-128 мкКл/см(-2), что согласуется с более низкой плотностью тока, генерируемого электродами с большей площадью стимулирующей поверхности. Систематического изменения порогов с течением времени не происходило, что свидетельствует о том, что функциональность устройства не была нарушена факторами, вызвавшими изменения импеданса электродов.
Значение:
Настоящие результаты обеспечивают поддержку использования кольцевых электродов в будущих приложениях в протезах коры головного мозга.
Похожие статьи
Надежность сигналов от хронически имплантированной матрицы электродов на основе кремния в первичной моторной коре головного мозга приматов.
Сунер С., Товарищи М.Р., Варгас-Ирвин С., Наката Г.К., Донохью Д.П.
Сунер С. и др.
IEEE Trans Neural Syst Rehabil Eng. 2005 Декабрь; 13 (4): 524-41. дои: 10.1109/ТНСРЕ.2005.857687.
IEEE Trans Neural Syst Rehabil Eng. 2005.PMID: 16425835
Всесторонняя характеристика и режимы отказа вольфрамовых микропроводных массивов в хронических нервных имплантатах.
Прасад А., Сюэ К.С., Санкар В., Нисида Т., Шоу Г., Стрейт В.Дж., Санчес Дж.К.
Прасад А и др.
Дж. Нейронная инженерия. 2012 Окт;9(5):056015. дои: 10.1088/1741-2560/9/5/056015. Epub 2012, 25 сентября.
Дж. Нейронная инженерия. 2012.PMID: 23010756
Распределение плотности тока, распределение поля и анализ импеданса сегментированных электродов для глубокой стимуляции мозга.
Вэй XF, Гриль WM.
Вэй XF и др.
Дж. Нейронная инженерия. 2005 декабрь; 2(4):139-47. дои: 10.1088/1741-2560/2/4/010. Epub 2005 9 ноября.
Дж. Нейронная инженерия. 2005.PMID: 16317238
Сравнительный механический анализ электродов для глубокой стимуляции мозга.
Драз Х.Х., Габран СРИ, Баша М., Мостафа Х., Абу-Элязид М.
Ф., Заки А.
Драз Х.Х. и соавт.
Биомед Инж Онлайн. 2018 сен 18;17(1):123. doi: 10.1186/s12938-018-0557-6.
Биомед Инж Онлайн. 2018.PMID: 30227862
Бесплатная статья ЧВК.Обзор.
Физиологические проблемы для интракортикальных электродов.
Гротуис Дж., Рэмси Н.Ф., Рамакерс Г.М., ван дер Плассе Г.
Groothuis J, et al.
Мозговой стимул. 2014 янв-февраль;7(1):1-6. doi: 10.1016/j.brs.2013.07.001. Epub 2013 2 августа.
Мозговой стимул. 2014.PMID: 23941984
Обзор.
 Ф., Заки А.
Ф., Заки А.Посмотреть все похожие статьи
Цитируется
Интерфейсы мозговой машины для восстановления зрения: текущее состояние кортикального визуального протезирования.
Никетегад С., Пуратиан Н.
Никетегад С. и др.
Нейротерапия. 2019 Январь; 16 (1): 134-143. doi: 10.1007/s13311-018-0660-1.
Нейротерапия. 2019.PMID: 30194614
Бесплатная статья ЧВК.Обзор.
Прогресс в клинической разработке и использовании зрительных протезов: обновление.
Брандли А., Луу К.Д., Гаймер Р.Х., Эйтон Л.Н.
Брандли А. и соавт.
Глазной мозг. 2016 11 мая; 8:15-25. DOI: 10.2147/EB.S70822. Электронная коллекция 2016.
Глазной мозг. 2016.PMID: 28539798
Бесплатная статья ЧВК.Обзор.
Ультрамягкие нейронные электроды из микропроволоки улучшают хроническую интеграцию тканей.
Du ZJ, Kolarcik CL, Kozai TDY, Luebben SD, Sapp SA, Zheng XS, Nabity JA, Cui XT.
Ду З.Дж. и др.
Акта Биоматер. 2017 15 апр; 53:46-58. doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля.
Акта Биоматер. 2017.PMID: 28185910
Бесплатная статья ЧВК.Модель грызунов для оценки долгосрочной безопасности и эффективности электродов для регистрации периферических нервов.
Васудеван С., Патель К., Велле С.
Васудеван С. и др.
Дж. Нейронная инженерия. 2017 Feb;14(1):016008. дои: 10.1088/1741-2552/14/1/016008. Epub 2016 9 декабря.
Дж. Нейронная инженерия. 2017.PMID: 27934777
Бесплатная статья ЧВК.Встроенные ультратонкие кластерные электроды для долгосрочных записей в центрах глубокого мозга.
Этемади Л., Мохаммед М., Торбергссон П.Т., Экстранд Дж., Фриберг А., Гранмо М., Петтерссон Л.М., Шоуенборг Дж.
Этемади Л. и соавт.
ПЛОС Один. 2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016.
ПЛОС Один. 2016.PMID: 27159159
Бесплатная статья ЧВК.

 doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля.
doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля. 2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016.
2016 9 мая;11(5):e0155109. doi: 10.1371/journal.pone.0155109. Электронная коллекция 2016.Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Циклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Циклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Бен
Ся, и
Мун Сек
Ким, и
Карло
Карраро и
а также
Ройя
Мабудян* a
Принадлежности автора
*
Соответствующие авторы
и
Кафедра химической и биомолекулярной инженерии, Калифорнийский университет в Беркли, Беркли, Калифорния, США
Электронная почта:
maboudia@berkeley. edu
edu
Аннотация
Углеродные суперконденсаторы обычно имеют низкую плотность энергии, но более длительный срок службы по сравнению с батареями. Функционализация поверхности может значительно увеличить накопление заряда за счет обратимых фарадеевских реакций на границе раздела электрод/электролит, явление, известное как псевдоемкость. Однако псевдоемкостные реакции, если они не являются полностью обратимыми, могут способствовать снижению производительности при циклировании. В этом письме мы описываем процедуру электрохимической активации пористого углерода, синтезированного посредством пиролиза фоторезиста , который дает высокую удельную емкость и плотность энергии ~ 250 Ф см -3 и 35 мВт ч см -3 . Мы также продемонстрировали, что выбор водного электролита оказывает значительное влияние как на общую емкость, так и на срок службы, путем сравнения электролитов KCl и H 2 SO 4 .