Основы и особенности сварки электродами МР-3 и МР-3С. Электроды мр 3с характеристики
Электроды мр-3с синие

Сегодня купить электроды не составит никакого труда. В магазине или на рынке высококвалифицированные специалисты помогут и подскажут, что лучше выбрать. Главное нужно точно знать, что нужно варить или наплавлять, из какого материала состоят конструкции и основные изделия. Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Для ручной сварки предназначены электроды мр-3с. В зависимости от видов работ и используемых сталей они отличаются друг от друга по цвету. Сегодня широко применяются с синей и зеленой обмазкой. Синий цветовая гамма говорит о рутилово-основном составе электрода. Используются при проведении сварочных работ конструкций, состоящих из углеродистых и низколегированных сталей. Характеризуются временным сопротивлением разрыву до 450 МПа. Можно использовать при создании сварочного шва в потолочном положении, при постановке прихваток и сварке неповоротных стыков трубопроводов. Благодаря своим техническим характеристикам электроды мр-3с легки и просты в использовании, позволяют проводить работы на низких токах и от источника питания бытовой электросети. При сварке в различных пространственных положениях используется переменный и постоянный прямополярный ток.
Электроды марки МР-3с имеют коэффициент наплавки 8,5 г/Ач, как расходный материал получается 1,7 кг электродов на 1 кг наплавленного металла. Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.

При выполнении сварочных работ в нижнем положении готового шва используются электроды диаметром от 2,5 до 6 мм, при вертикальном от 2,5 до 5,0 мм, а для потолочного пространственного положения применяют электроды диаметром от 2,5 до 4,0. При этом, конечно же, требуется различная сила тока, от 60 до 250 ампер. Содержание влаги в покрытии электрода перед началом эксплуатации допускается по стандартам не более 1%.
elektrod-3g.ru
Электроды лэз мр-3с
Электрод представляет собой металлический стержень, имеющий длину около 45 см и покрытый специальным составом. Один конец электрода зажимается электрододержателем, а другой предназначен непосредственно для контакта с изделием путем зажигания и поддержания дуги. В процессе выполнения сварочных работ происходят сложные высокотехнические процессы. Свойства электродов характеризуются свойствами шкала, который образуется из основы покрытия электрода.
Электроды должны легко зажигаться и обеспечивать хорошее горение сварочной дуги, равномерно расплавляться и покрывать шов шлаком. С положительно характеризует состав электродов и отсутствие трещин, пор, брызг во время работы.
Классифицируются электроды в зависимости от вида сварочных работ, от используемых основных материалов, от используемого тока и так далее. Так, электроды лэз мр-3с нашли широкое применение при проведении сварочных работ с использованием ручной дуговой сварки. При этом должны быть конструкции и изделия из углеродистых сталей. Данный вид расходных сварочных материалов применяется при изготовлении шва в различных положениях: нижнее, вертикальное, потолочное и сверху вниз. Используется ток постоянный обратной полярности и переменный с напряжением холостого хода около 50В. Сила тока зависит, как правило, от диаметра электрода и положения шва. Чем больше диаметр используемого электрода лэз мр-3с, тем выше потребуется сила тока.
Сегодня в специализированных магазинах можно приобрести электроды МР-3с диаметром от 2 до 6 миллиметров. При этом, для сварки шва в положении сверху вниз используются только диаметр 2-3 мм. Плавление электродов МР-3с характеризуются коэффициентов наплавки в 8,5 г/Ач. На 1 кг наплавленного металла расходуется около 1,7 кг электродов. Шов, образующийся при использовании электродов, обладает следующими основными механическими свойствами: сопротивление разрыву до 460 МПа, относительное удлинение 20%, ударная вязкость 80 Дж/см2. Химический состав наплавленного металла в процентном выражении состоит из углерода, около 0,12%, марганца, кремния, серы и фосфора.
Электроды мр-3с лэз с рутиновым покрытием используются для сварочных работ, где исходная сталь обладает высоким содержанием углерода, а также низколегированная сталь. Рутиловое покрытие, представлено бросающимся в глаза синим цветом, защищает готовый шов от окисления и попадания шлаков в процессе проведения работ.
Сварочные электроды лэз изготавливают на Лосиноостровском электродном заводе. Продукция ОАО «ЛЭЗ» соответствует требованиям всем европейским стандартам качества. Готовая продукция завода получила аттестаты от таких известных компаний по определению качества, как Госстандарт России, «TUV» ,ООО «ВНИИСТ» и многие другие.
elektrod-3g.ru
Электроды МР-3С популярны и просты в использовании
Раздел: МР
Покрытие: Рутиловое (Р)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Переменный и постоянный, обратная полярность (~/+)
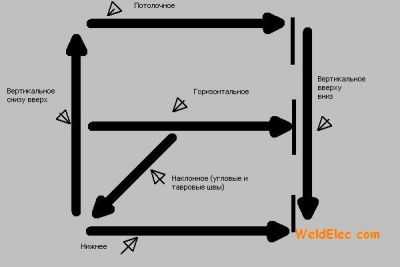
Пространственное положение при сварке: Все положения (1)
Применение: для ответственных конструкций, Электроды для сварки труб
Среди прочих электродов по внешнему виду электроды МР-3С выделяются синим цветом рутилового покрытия, которым они обработаны снаружи. Они нашли широкое применение в производстве, машиностроении, строительстве при сваривании высоко углеродистых и низколегированных сталей и сплавов. Электроды МР-3С обеспечивают сварочному шву до 460 MПа временного сопротивления разрыву.
Особенности применения электродов
- Легкая воспламеняемость дуги при первом и повторных розжигах.
- В процессе работы рутиловое покрытие обеспечивает защиту сварочного шва от вкраплений шлака и быстрого окисления.
- Высокое постоянство сварочной дуги, в сравнении с другими видами.
- Электроды обеспечивают законченный ровный шов, без пор и микропустот, с высокой степенью прочности к механическим нагрузкам, усталости и износу, что делает их применение целесообразным при сваривании ответственных металлоконструкций, например, стыков трубопроводов с использованием в стационарных условиях без нагрузки.
- С успехом могут использоваться для временного прихватывания и постоянного соединения металлических элементов в любых положениях, в том числе вертикально сверху вниз, что обеспечивается легкостью возгорания дуги.
- Относительную простоту выполнения сварочных работ обеспечивают качественные материалы и высокая квалификация сварщика, в результате образуется не сильно возвышающийся над поверхностью свариваемых деталей шов, а стыки между основным металлом и швом плавные.
Технологические режимы для электродов
- Диаметр 2,5 мм при работе в нижнем режиме рассчитан на силу тока 70-90 А, в потолочном и вертикальном – 60-100 А, при вертикальном сверху вниз – 100-110 А.
- Диаметр 3,0 мм при работе в нижнем режиме рассчитан на силу тока 90-130 А, в потолочном и вертикальном – 80-110A, при вертикальном сверху вниз – 140-17-А.
- Диаметр 4,0 мм при работе в нижнем режиме рассчитан на силу тока 140-180A, в потолочном и вертикальном режиме – 120-160A.
- Диаметр 5,0 мм при работе в нижнем режиме рассчитан на силу тока 170-220A, в потолочном и вертикальном режиме – 150-190A.
- Диаметр 6,0 мм при работе в нижнем режиме рассчитан на силу тока 240-300A, холостой ход около 50B.
Видео
Предлагаем посмотреть ролик, в котором дилетант-самоучка сравнивает в работе данную марку электродов с другими, возможно, это поможет вам в выборе.
АНО-21 & УОНИ-13/55 & МР-3С
Монолит РЦ & МР-3С
МР-3С (СЗСМ) & АНО-21 (Тигарбо, КОМЗ)
МР-3С (СЗСМ) & ОЗС-12 (СЗСМ)
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Особенности и технические характеристики электрода мр 3с |
Сварочные электроды представляют собой металлический или неметаллический стержень, который состоит из электропроводного материала. Эти конструкции предназначаются для проводимости тока к изделию, которое нужно сварить. Сегодня большое количество производителей изготавливают такие приспособления для работы с металлическими поверхностями. На рынке их насчитывается более двухсот штук, которые различаются между собой свойствами и маркировкой электродов.
 Стоит отметить, что большая часть половины изготавливаемой продукции относится к плавящимся электродам, которые предназначены для ручной дуговой сварки.
Стоит отметить, что большая часть половины изготавливаемой продукции относится к плавящимся электродам, которые предназначены для ручной дуговой сварки.
Сварочные электроды подразделяются на плавящиеся и те, которые не поддаются процессу плавления. Последние изготавливаются из тугоплавкого материала, к примеру, вольфрама. При этом учитываются все требования, которые заявлены в государственном стандарте. Они изготавливаются из электротехнического угля или синтетического графита.
Плавящиеся электроды изготавливаются с применением сварочной проволоки, которая согласна действующему государственному стандарту делится на легированную, углеродистую, а также высоколегированную. Сверху металлического стержня наносят дополнительный слой покрытия, для защиты конструкции. При этом используется метод прессования под специально созданным давлением.
Такое покрытие позволяет выполнять металлургическую обработку сварочной ванны, защищать её от разнообразного атмосферного воздействия, а также обеспечить более устойчивое горение дуги.
Как появился сварочный электрод?
История возникновения и применения сварочных электродов тесно переплетается с развитием сварочных технологий. Самый первый раз они были использованы в различных опытах и экспериментах, которые были связаны с определением свойств электрических дуг. Эти научные проверки проводились профессором Петровым В.В.
Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
Что собой представляют электроды мр 3с?
Электроды МР 3с производятся в строгом соответствии с техническими требованиями и стандартами. Именно эти положения способны определить их точные размеры, механические свойства металлического шва и сварного соединения.
Представленные электроды отличаются от других конструкций тонким рутиловым покрытием. Они предназначены для сваривания углеродистой стали. Стоит отметить, что показатели предела прочности шва во время растяжения должны быть не больше 450 МПа.
Согласно технике безопасности и техническим требованиям сварочные работы не могут производиться в любом пространственном положении. Исключение составляет положение «вверх-вниз». Электроды мр 3с способны оказывать определяющее воздействие на итоговое качество сварного шва.
Эти элементы, благодаря своим техническим свойствам, предоставляют все возможности для получения шва, который согласно механическим показателям не будет отличаться от основного металла. Именно по этой причине, такие их используются для сварки ответственных конструкций.
Рутиловое покрытие для электродов типа МР-3 – это соединение минералов рутила или двуокиси титана. В это вещество добавляются алюмосиликаты или карбонаты. Представленные компоненты способны увеличить показатели вязкости направленного металла, а также препятствуют образованию новых трещин в сварном шве.
Главная особенность электродов марки МР-3 заключается в достаточно низкой чувствительности к качеству обработки кромок на поверхности, где выполняются свариваемые работы. Представленные кромки не будут реагировать на ржавчину или любые другие загрязнения. Рутиловое покрытие способно обеспечить высокие показатели производительности, а также оптимальные экологические и технологические показатели сварочного производственного процесса.
Электроды мр 3с технические характеристики
Можно выделить несколько важных характеристик синих электродов мр 3:

- рутиловое покрытие;
- показатели коэффициента наплавления – около 8,5 г/Ач;
- производительность наплавления – 1,2 килограмма в час;
- расход электродов на один килограмм металла составляет 1,7 кг.
Используя МР-3С можно сваривать ржавый металл, который плохо очищается от окисления и других загрязнений металла. Представленные конструкции способы обеспечить лёгкое перекрытие зазора. Процесс сварки будет происходить легко и без определённых усилий.
Мастера смогут быстро сделать любые нужные швы в потолочном положении, при постановке прихватки, а также для неповоротного стыка в трубопроводе. Такие электроды помогут сделать сварочные работы на предельно низком токе. Они имеют повышенные показатели эффективности при проведении сварки таврового соединения, чтобы получить гарантированный вогнутый шов.
Источник
stroymaster-base.ru
Сварочные электроды : МР-3С д.3мм сварочные электроды
Описание товара
Основное назначение электродов МР-3С
Сварочные электроды МР-3С - рутил-целлюлозные электроды для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности.
Характеристика сварочных электродов МР-3С
Покрытие электродов – Рутил-целлюлозное.
Коэффициент наплавки – 8,5 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,4 кг/ч.
Расход электродов МР 3С на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва сварочных электродов марки МР-3С.
|
Временное сопротивлениеsв, МПа |
Предел текучести sт, МПа |
Относительное удлинение d5, % |
Ударная вязкость aн, Дж/см2 |
|
480 |
390 |
25 |
130 |
Типичный химический состав наплавленного сварочными электродами МР-3С металла шва, %.
|
C |
Mn |
Si |
S |
P |
|
0,10 |
0,58 |
0,17 |
0,025 |
0,035 |
Геометрические размеры и сила тока при сварке сварочных электродов электродами МР-3С.
|
Диаметр марки МР-3С, мм |
Длина, мм электродов |
Ток, А МР-3С |
Среднее количество электродов в 1 кг, шт. |
|
|
2,0 |
300 |
30 – 80 |
94 |
|
|
2,5 |
350 |
50 – 90 |
53 |
|
|
3,0 |
350 |
70 – 120 |
38 |
|
|
4,0 |
450 |
110-160 |
19 |
|
|
5,0 |
450 |
150-200 |
12 |
Особые свойства электродов сварочных МР-3С
Обеспечивают отличное качество сварных соединений в монтажных условиях , при сварке неповоротных стыков трубопроводова , а так же при постановке прихваток. Сварочные электроды МР-3С допускают сварку влажного , ржавого и плохо очищенного от окислов и других загрязнений металла.
Технологические особенности сварки электродами МР-3С
Допускается сварка удлиненной дугой
Отличное повторное зажигание электродов сварочных МР-3С
Прокалка электродов марки МР-3С перед сваркой 120 – 160°С, 1 час обязательна!
Условное обозначение сварочных электродов МР-3С
|
Э46-МР3С -Æ-УД |
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-002-48804191-2010 |
|
Е 431(3) -РЦ13 |
Информация для заказа
|
Диаметр марки МР-3С, мм |
Длина, мм электродов |
Среднее количество электродов в 1 кг, шт. |
|
2,0 |
300 |
94 |
|
2,5 |
350 |
53 |
|
3,0 |
350 |
38 |
|
4,0 |
450 |
19 |
|
5,0 |
450 |
12 |
elektrodi.ru
технические характеристики и особенности сварочных электродов МР-3
 Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Основы электросварки
К электроду и свариваемой детали подводится электрический ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Вместе с кромками плавится электрод, а его покрытие защищает от воздействия окружающей среды. На месте сварочного шва образуется шлак, который также защищает от воздействия внешних дефектов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Главная составляющая при сварке — это сварочный аппарат. Существует множество видов, от ручных до автоматических. Некоторые из них работают от электричества, другие от газа. Чаще всего используют аппараты для таких видов сварки:
- Ручной дуговой.
- Полуавтоматической.
- Автоматической.
- Аргоновой.
 Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Полуавтоматическую сварку чаще используют при соединении тонких металлов. Однако на производстве, где свариваются толстые металлы, такая сварка имеет место. Стоит учесть, что в этом виде используют специальную сварочную проволоку.
Автоматические устройства используют в промышленных зонах. Чаще это могут быть заводы и другие предприятия, занимающиеся постоянным производством одинаковых конструкций.
Аргоновая сварка производится газом. При работе с таким аппаратом используется специальная проволока, которая плавится при помощи газовой горелки.
Описание электродов
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
 УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Характеристики МР-3 и МР -3С
 Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Более подробные технические характеристики электродов МР-3С указываются на упаковке. Помимо их характеристик на упаковке находится специальная таблица, по которой можно настроить требуемый сварочный ток.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов. Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов. Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.
В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Электроды МР-3
Сварочные электроды мр-3 с рутиловым покрытием используются для ручной дуговой сварки конструкций из низкоуглеродистых сталей (с содержанием углерода до 0,25% C) в любых пространственных положениях. Выпускаются диаметром от 2 до 6 мм, длиной от 300 до 450 мм.
Сварка производится переменным током или постоянным на обратной полярности (плюс на электроде). Uхх = 50 В и более. Сила сварочного тока зависит от диаметра электрода:
- dэл = 2 мм, Iсв = 30-90 А;
- dэл = 2,5 мм, Iсв = 50-100 А;
- dэл = 3 мм, Iсв = 90-140 А;
- dэл = 4 мм, Iсв = 140-210 А;
- dэл = 5 мм, Iсв = 170-260 А;
- dэл = 6 мм, Iсв = 210-290 А.
Электроды мр-3 обеспечивают высокую производительность сварки, низкое разбрызгивание и высокое качество металла шва.
Применяются для сварки деталей с плохо очищенными поверхностями (с присутствием окислов, ржавчины и т.п.).
При сварке больших толщин рекомендуется держать короткую или среднюю дугу, наклон электрода в сторону сварки. Перед сваркой электрод МР-3 следует прокалить при температуре около 200 oC в течение 1 часа.
Основные характеристики электродов МР-3 (МР-3С):
Коэф. наплавки = 8,5 г/час;На кг металла приходится 1,7 кг электродов;Временное сопротивление = 450 МПа.Ударная вязкость = 80 Дж/см2.
Химический состав металла электрода:
- C < 0,12%;
- Mn = 0,37-0,7%;
- Si = 0,1-0,25%;
- S < 0,04%;
- P < 0,045%.
Электроды для сварки МР-3 имеют ряд положительных свойств:
- Простота повторного возбуждения дуги, благодаря чему удобно делать прихватки;
- Сварные швы имеют хороший внешний вид;
- Возможность вести сварку на низких токах;
- Экономный расход электрода;
- Шлаки легко отделяются от шва;
- Сварка влажных поверхностей;
- Малотоксичное покрытие.
МР-3 относятся к электродам типа Э-46. Продаются в упаковках по 5 кг. Средняя цена составляет от 50 до 100 р за кг и зависит от количества электродов в упаковке и их диаметра.
Также по теме:
svarder.ru