Электрод вольфрамовый для аргоновой сварки. Электроды вольфрамовые wp
всё, что вы хотели знать
Время чтения: ≈7 минут
Вольфрамовые неплавящиеся электроды часто применяются в профессиональной и полупрофессиональной сварке. Чтобы их использовать необходим опыт и навыки. Но обучившись однажды вы уже существенно расширите свои профессиональные умения. Ведь с помощью вольфрамовых электродов можно варить практически все известные металлы, получая при этом швы превосходного качества.

В этой статье мы расскажем все, что вам нужно про вольфрамовые электроды. Вы узнаете, что это такое и какие существуют марки вольфрамовых стержней.
Содержание статьи
Общая информация
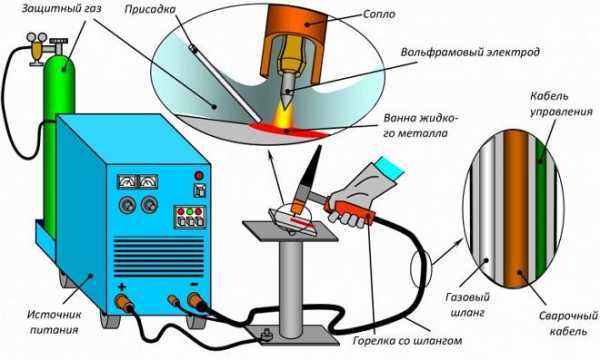
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.

Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Марки вольфрамовых электродов

Марка WP
Вольфрамовые электроды марки WP — это стержни на 99% изготовленные из вольфрама. При сварке такими стержнями дуга горит стабильно на любом токе. Но мы рекомендуем варить на переменном токе. Электроды марки WP отлично подходят для сварки алюминия, магния и их сплавов. При этом не важно, какой газ вы используете: аргон или гелий. В любом случае качество шва приятно вас удивит. Электроды имеют на конце характерную зеленую отметину. Иногда производители окрашивают всю упаковку в тон отметины.
Марка WZ-8
Электроды WZ 8 состоят из вольфрама с добавлением диоксида циркония. Предназначены для сварки на переменном токе, при этом должна быть обеспечена хорошая защита сварочной зоны от попадания кислорода. Горение дуги чрезвычайно стабильно, даже выше, чем при работе с маркой WP. Электроды WZ 8 способны выдерживать большие токовые нагрузки, чем остальные марки. Перед сваркой необходимо сферично заточить конец электрода. Варить можно алюминий, магний, бронзу, никель и их сплавы. У электродов есть отметина белого цвета.
Марка WT-20
Вольфрамовые электроды WT 20 сделаны из вольфрама и оксида тория. Поэтому такие электроды часто называют ториевыми. Данная марка — самая распространенная. Она появилась после того, как были изобретены обычные вольфрамовые электроды марки WP. При этом по сравнению с ними WT 20 показали себя с наилучшей стороны. А потому и стали самыми популярными на рынке.
Электроды данной марки также рекомендуется затачивать перед сваркой. Но обратите внимание, что при заточке могут выделяться опасные для дыхательных путей пары и пыль. Ведь торий относится к радиоактивным металлам. Так что затачивайте электроды в специальной маске, чтобы не навредить своему здоровью.
Читайте также: Охрана труда при сварке
Данная марка предназначена для работы с нержавеющей сталью, молибденом и танталом, медью, бронзой, никелем и титаном. Отмечены красным цветом.
Марка WY-20
Вольфрамовые электроды WY 20 — это самые долговечные и стойкие электроды из всех возможных марок вольфрамовых стержней. Для сварки необходимо использовать постоянный ток и прямую полярность. Дуга горит очень устойчиво в большом диапазоне сварочных токов. Поэтому такие стержни используют для сварки особо ответственных металлических конструкций. Можно работать с различными сталями (низколегированными, углеродистыми или нержавеющими), а также с титаном и медью. Отметина темно-синего цвета.
Марка WC-20
Вольфрамовые электроды WC 20 состоят из вольфрама и оксида церия. Церий не является радиоактивным элементом, поэтому такие электроды можно затачивать без риска для здоровья. Такие стержни позволяют легко зажигать дугу и варить на высоком значении сварочного тока. Варить можно и на постоянном, и на переменном токе. Поэтому марка WC 20 считается универсальной.
Такие электроды хорошо зарекомендовали себя в работе. Им под силу сварка трубопроводов (в том числе, орбитальная) и сварка тонких листов стали. Единственный недостаток — это большая концентрация церия на конце стержня во время его нагрева. Зато можно варить молибден и тантал, медные детали, бронзовые, никелевые и титановые. А также все типы сталей. Отметина серого цвета.
Марки WL-15 и WL-20
Вольфрамовые электроды WL 15 и вольфрамовые электроды WL 20 обычно относят к одному типу. А все потому, что обе марки содержат в составе лантан. Благодаря лантану дуга горит стабильно и легко зажигается, прожоги исключены. Также такие электроды можно потушить в середине процесса и затем снова без проблем зажечь. Изнашиваются медленно.
Электроды этих марок практически не загрязняют соединение расплавленным вольфрамом, что очень важно. Также во время сварки довольно долго сохраняется заточка. Варить можно и на постоянном, и на переменном токе. Заточите конец электрода сферически, если варите на переменном токе. Работать можно с высоколегированными сталями, бронзой, алюминием и медью. Также можно варить все другие типы сталей на любом роде тока. WL 15 помечены золотистым цветом, а WL 20 — синим.
Вместо заключения
Как видите, существует много марок вольфрамовых электродов. И в этой статье мы перечислили только самые популярные. А ведь существуют еще другие марки, например, вольфрамовые электроды WS2. И у них тоже есть свои характерные особенности и краткие характеристики. В целом, вам достаточно той информации, которую можно почерпнуть из этой статьи. Вы уже можете выбрать подходящие электроды и начать варить. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Вольфрамовые электроды - это... Что такое Вольфрамовые электроды?
Вольфрамовый электрод - сварочный электрод, предназначенный для использования в аргоно - дуговой сварке металлов и сплавов. Вольфрам - самый тугоплавкий из известных металлов. Температура его плавления равна 3410 °С, температура кипения 5900 °С, плотность составляет 19,3 г/см³. Вольфрам сохраняет свою твердость даже тогда, когда раскален докрасна. Расход вольфрама во время сварки незначителен (сотые доли грамма на 1м сварного шва), а вольфрамовые электроды легированные оксидами редкоземельными элементами еще более стойки. В настоящее время доступны вольфрамовые электроды с широким диапазоном химического состава. В чистый вольфрам в целях улучшения сварочно-технологических свойств вводят различные окислы редкоземельных металлов: церий, лантан, иттрий, торий и цирконий.
Разновидность электродов
- WP — Вольфрамовый электрод с содержанием вольфрама не менее 99,5 %. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти вольфрамовые электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
- WC-20 — Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности. По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
- WL-15, WL-20 — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьёзное преимущество при сваре на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
- WT-20 — Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке вольфрамового электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. При сварке на переменном токе торец вольфрамового электрода не обрабатывают в форме сферы, как для чисто вольфрамовых(WP) и лантановых (WL-20) электродов, взамен этого делают небольшие выпуклости. При сварке на переменном синусоидальном токе, дуга перебегает с выступа на выступ, вызывая брожение дуги, что часто не желательно при выполнении некоторых работ. Применяется для сварки нержавеющих сталей на постоянном токе.
- WZ-8 - Электроды с добавлением 0,8% оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые вольфрамовые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы. Предпочтительны для сварки алюминия и алюминиевых сплавов.
Отечественные марки электродов
Марки ВА, ВЛ, СВИ. Технология изготовления электродов и характеристики материала обеспечивают высокую термостабильность и эксплуатационную стойкость.
Электроды могут изготавливаться любых размеров и конфигураций. Размеры и допуски реализуются по согласованным с заказчиком чертежам. Цена электродов определяется сложностью конфигурации, размерами, дополнительными требованиями, выставленными заказчиком.
Международные марки электродов
WT-20, WL-20, WC-20, WZ8, WP, WY-20 - марки вольфрамовых электродов наиболее часто используемых при дуговой сварке в среде защитного газа.
Вольфрамовые неплавящиеся электроды применяются в таком виде сварки как TIG -Tungsten Insert Gas (WIG, GTA, АДС) - ручная, полуавтоматическая, автоматическая дуговая сварка неплавящимся электродом в среде инертного защитного газа. Используемые газы: инертный (аргон или гелий), активный (углекислый газ, азот, кислород, водород) или их смеси (Аr + СО2, Аr + О2, Аr + Не).
См. также
Ссылки
dic.academic.ru
Электрод вольфрамовый для аргоновой сварки
Вольфрамовые электроды для сварки аргоном


Если сравнить неплавкие электроды, то можно встретить совершенно различные инструменты, предназначенные для того, чтобы выполнять те свойства, которые не в состоянии сделать все остальные электроды. Электроды данного типа применяются для создания электрических дуг необходимый мощности, и для плавки присадочного металла или сварочной проволоки. Защитной средой здесь является аргоновый газ, поэтому нет необходимости устанавливать проволочное покрытие. Изделия такого образца имеют долгий срок эксплуатации и прекрасной устойчивостью к различным температурам.
Вольфрамовые электроды выглядят как тоненькие стержни, произведенные из нескольких металлических частей прессованных. Вольфрам считается довольно трудноплавким материалом, поэтому он предназначен для производства изделий данного образца. Электроды производят не из цельного материала, а из спрессованных маленьких частей, которые проходят обработку высокими температурами. Они сильно напоминают внешний вид литого металла. Выпускаются электроды со специализированными покрытиями для стабилизации дуг, а также раскисляют металлы. Электроды из вольфрама производятся по всем государственным нормативам.
Сварка при использовании вольфрамовых электродов является одной из наиболее качественных и прочных, чем все остальные способы. В процессе не остается никаких остатков обмазки. Материал является полностью универсальным, поэтому негативных последствий при использовании инструмента ждать не стоит. Однако для использования в домашних условиях он может оказаться дорогим, но на производстве считается практически необходимым.
Разновидности вольфрамовых электродов
Электроды данного типа в первую очередь имеют разные цвета:
- Зеленый (WP) – такая модель содержит большое количество металла в чистом виде, ну а примесей в нем меньше половины одного процента. Если применять переменный ток, то они обеспечивают прекрасное горение дуги. Баланс можно существенно улучшить, если стабилизировать осциллятор на высокой частоте. Свойства становятся максимально результативными при переменном синусоидальном токе. Вольфрамовые электроды также применяются при сварке алюминия и магния, а также сплавов из них. При ограниченной тепловой нагрузке обычно кончик инструмента произведен в форме шарика.
- Белый (WZ8) – данная модель содержит в себе дополнительно оксиды циркония. В этом случае сварочная ванна должна быть абсолютно чистой и не содержать каких-либо загрязнений. Необходимо пользоваться им на переменном токе. Инструмент стабилизирует стабильную дугу. Здесь необходима высокая нагрузка тока, которую отлично выдерживают цериевые, лантановые и ториевые электроды. Вольфрамовые электроды в этом случае выполняются в сферическом виде. Они используются для пайки различных видов материалов.
- Красный (WT20) – такая модель содержит в своем составе оксиды тория. Такие электроды наиболее распространены, ведь при воздействии постоянного тока проявляют себя лучше других. Торий является радиоактивным материалом, поэтому пагубно влияет на здоровье профессионала и окружающую среду. Если использовать данный материал периодически, то вред для здоровья окажется незначительным, однако если использовать его постоянно, то здоровье человека сильно пострадает. Вольфрамовые электроды для сварки аргоном и торием прекрасно работают не только на постоянном, но и на переменном токе. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов.
- Синий (WY20) – данная модель иттрированная, поэтому прекрасно справляется с высокими температурами и их воздействием. Применяется только при постоянном токе. Необходимо использовать для конструкций повышенной важности, добавка оксида здесь около 2 %. При иттировании катодное пятно стабилизируется, поэтому даже переменный ток не может помешать этому. Вольфрамовые электроды при сварке могут спаивать нержавеющую сталь, а также углеродистые металлы.
- Серый (WC20) – такая модель содержит 2 % оксида церия. Этот металл не является радиоактивным, поэтому хорошо влияет на электродную эмиссию. Запускается в разы легче, чем другие разновидности, поэтому ток может быть при работе как постоянным, так и переменным. Этот инструмент является универсальным, поэтому и применяются при разном электричестве. Стабильность здесь довольно высокая вне зависимости от тока. Необходимы для использования трубопроводов и металлически тонких конструкций.
- Золотой и синий (WL15 и WL20) – эти марки включают в себя оксид латана. Дуга изначально запускается очень легко. Металл прожечь становится очень сложно, что является немаловажным плюсом при его использовании. Дуга постоянно ведет себя устойчиво. Обычно его используют при сваривании стальных элементов, при спаивании бронзы, алюминия или медных деталей.
Характеристики вольфрамовых электродов
Большинство разновидностей электродов содержат в себе около 97 % вольфрама. Все марки имеют собственные параметры, которые немного различаются, но в основном в них имеется содержание чистого металла. Только небольшое количество добавок может присутствовать в изделиях:
- оксиды церия;
- оксиды лантана;
- оксиды циркония;
- оксиды тория.
Как выбрать вольфрамовые электроды?
Необходимо при выборе электродов отталкиваться от того, для чего они будут необходимы. Если необходимо произвести сварку при переменном токе, то рекомендуется сделать выбор в пользу чистого вольфрама. Если в электродах присутствуют добавки циркония, то можно использовать их при максимальных температурах, ведь дуга постоянно находится в стабильности. Оксид тория обеспечивает температурное сопротивление, поэтому электроды могут принимать самые разнообразные формы. Иттрированный вольфрам намного лучше стабилизируют дугу. Церий делает изделие абсолютно универсальным, поэтому можно его использовать при любых видах напряжения и токовой активности.
Важно! Любые модели вольфрамовых электродов требуют особого внимания, ведь необходимо обязательно позаботиться о технике безопасности, так как работать приходится при максимальных значениях тока.
Как применять вольфрамовые электроды
При использовании инструментов данного типа необходимо подобрать токовый режим правильно, выбрать его род и полярность, ведь все характеристики электродов имеют свои особенности и различия.
svarkagid.com
Вольфрамовые электроды
Для аргонодуговой электросварки методом TIG применяются вольфрамовые электроды. Они тугоплавкие, их температура плавления гораздо выше, чем температура во время сварочных работ. Поэтому расход их невелик: на один метр шва уходит всего несколько десятков миллиграмм электрода.
Состоит электрод из стрежня, изготовленного из вольфрама. Многие изделия имеют в составе легирующие добавки на основе редкоземельных металлов, что увеличивает срок их службы. В зависимости от добавляемого материала определяется назначение оснастки, которое легко выявить по маркировке.
Как маркируются вольфрамовые электроды?
WP – в составе присутствует только вольфрам. Изделиям характерен зеленый цвет поверхности. Они отличаются высокой стабильностью сварочной дуги. Предназначены эти электроды для сварки алюминия и магния. Работы должны выполняться на переменном токе.
WL20 – в состав таких изделий добавлен оксид лантана, что придает им быстрый розжиг дуги, низкую склонность к прожогам, стабильность дуги. Для них характерен синий цвет. Они являются универсальной оснасткой для сварки как на постоянном, так и на переменном токе. Работать можно практически со всеми видами сталей и их сплавами.
WT20 – в составе этих вольфрамовых электродов присутствует торий. За счет этого повышаются их рабочие качества и увеличивается ресурс. Для них характерен красный цвет. Можно сваривать толстые заготовки из углеродистой, низколегированной, нержавеющей стали, а также меди и титана. Используются с аппаратами постоянного тока.
WZ8 – это электроды с добавлением оксида циркония. Данный материал обеспечивает высокую стабильность горения и устойчивость к многократному увеличению тока в процессе работ. Характеризуются белым цветом поверхности. Предназначены электроды для сварки алюминия и заготовок из магния. Работа ведется на переменном токе, при этом исключается попадание инородных частиц в сварочную ванну.
WC20 – это изделия, в составе которых присутствует оксид церия. Они отличаются улучшенной эмиссией, легким розжигом дуги и устойчивостью к превышению допустимого значения сварочного тока. Для них характерен серый цвет. Подходят для всех видов сталей, применяются для сварки на постоянном и переменном токе.
WY20 – это иттрированные электроды для tig сварки, которые имеют высокую стойкость к плавлению и темно-синий цвет. Их используют для выполнения ответственных соединений при сварке углеродистой, низколегированной и нержавеющей стали, а также титана и меди. Работа ведется на постоянном сварочном токе.
WL15 – такие электроды имеют в составе оксид лантана и поверхность золотистого цвета. Для них характерны: быстрое получение дуги, как начальное, так и повторное, устойчивость к прожогам и стабильное горение. Можно сваривать все виды сталей на переменном и постоянном токе.
Параметры выбора
Размер. Длина изделий, как правило, составляет 175 мм. Различаются они по диаметру, который подбирают под толщину свариваемых заготовок и силу тока, на котором ведется сварка. Данное значение может составлять от 2 до 4 мм у разных электродов (цена на них также варьируется: чем толще стержень, тем выше стоимость).
Фасовка. Изделия продаются в коробках или пластиковых европодвесах, как правило, по 10 штук в наборе. Такого количества расходных материалов хватит на долгое время работы.
Если вы ищете качественные вольфрамовые электроды, купить их вы можете в нашем интернет-магазине. Выбирайте изделия, подходящие под специфику своей работы, и делайте заказ!
Мы предлагаем вольфрамовые электроды по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
www.vseinstrumenti.ru
Вольфрамовая сварка — разновидности электродов
Вольфрамовые электроды предназначаются для работы в аргоновой дуговой сварке металлов. Вольфрам (W) имеет температуру плавления 3422°C с удельным весом 19,3 г/см³. Это самый тугоплавкий металл. Ручная или автоматическая вольфрамовая сварка необходима для получения чистого и точного сварного шва, например, в автомобилестроении. Расход вольфрама при этом минимален, поэтому TIG (WIG или GTA) сварочные аппараты очень экономные.

Чтобы не допустить окисла рабочей поверхности, сварка проводится в инертной среде, для чего используются инертные газы аргон (Ar), ксенон (Xe) или криптон (Kr).
Также в сварке TIG может использоваться гелий (He), азот (N) или газовые смеси из вышеперечисленных газов. Самым дешевым является аргон, поэтому вольфрамовая сварка с его использованием более популярна. Вольфрамовые электроды для эффективности сварного шва покрывают оксидами редкоземельных элементов – церия (Ce), лантана (La), иттрия (Y), тория (Th), циркония (Zr).
Этот защитный слой ограждает расплавленный металл от контакта с кислородом, стабилизирует сварочную дугу, легирует и рафинирует металл сварного шва.
Условия для вольфрамовой сварки
Чтобы получить прочный, качественный сварной шов, особенно в тонколистовых конструкциях, необходимо соблюдать точные размеры и обеспечить сборку кромок деталей ручной прихваткой при помощи вольфрамовых электродов. Также для прихватывания деталей существуют специальные сборочно-сварочные приспособления.
Рабочий конец вольфрамового электрода должен быть чистым, иначе понижается надежность сварного шва (вольфрам образует сплав, который имеет более низкую температуру плавления), ухудшается его качество. Поэтому дуга при вольфрамовой сварке возбуждается осциллятором, не прикасаясь расплавленным торцом к металлу или проволоке для присадки.
Правильный выбор силы тока обеспечивает незначительный расход электрода и сохранение формы его заточки. Чем надежнее оттесняется из зоны сварки воздух, тем качественнее будет сварной шов.
Сварные работы электродом из вольфрама чаще всего используют инертные защитные газы Ar или СО2. Расход газовой составляющей зависит от толщины металла и его состава, от типа и скорости сварки. Область газового облака при вольфрамовой сварке должна захватывать всю сварочную ванну, разогретый конец присадочной проволоки и сам спецэлектрод. При высокой скорости сварки скорость потока инертного газа следует увеличивать.
Технология сварки
Соединяя металлические детали толщиной до 10 мм встык, сварочную дугу необходимо вести справа налево. Если металл тонкий, то угол между деталью и горелкой устанавливается не больше 60°. Сварное соединение изделий большей толщины требует другой методики — угол между деталью и горелкой должен быть 90°.
Присадочная проволока при сварке тонколистового материала вольфрамовым электродом направляется не в саму дугу, а немного сбоку. Приближать ее к точке сварки необходимо возвратно-поступательными движениями. Сваривая детали большей толщины, нужно делать поступательно-поперечные движения проволокой. Сварное соединение многослойным швом также имеет свои особенности — отдельные швы нужно делать многопроходными, а не во всю ширину разделки.
Автоматическая или полуавтоматическая сварка электродами из вольфрама с напылением редкоземельных металлов выполняется так: электрод размещается перпендикулярно к поверхности детали. Угол между присадочным прутком и электродом должен быть около 90°. Направление движения необходимо выбрать так, чтобы присадочная проволока находилась перед дугой, то есть — подавалась в головной отсек сварочной ванны.
Электроды для вольфрамовой сварки
- Марка WP (цветной код — зеленый) — содержание вольфрама 99,5 %. Устойчивая дуга при сварке переменным током, сбалансированным или не сбалансированным, с осциллятором. Марка WP используется при сварке переменным синусоидальным током алюминиевых деталей, изделий из магния. Вольфрамовые электроды создают и поддерживают устойчивую дугу в любой инертной среде, предпочтительно это аргон или гелий. Тепловая нагрузка на рабочий конец WP ограничена, поэтому его часто выполняют в виде шара.
- Марка WC-20 (цветной код — серый) — содержит 2 % оксида церия (СеО2). Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги. Вольфрамовые электроды WC-20 – это универсальные изделия, которые применяются для сварки переменным током и током положительной прямой полярности. Вольфрамовые электроды, содержащие оксид церия, поддерживают устойчивую сварочную дугу даже при небольшом значении тока. Маркировка WC-20 используется при сварочных работах с трубопроводами, а также для тонколистовых стальных изделий и при сварке неповоротных стыков трубопровода орбитальными автоматами.
- WL-15, WL-20 (цветной код — синий) — марка, содержащая оксид лантана (La2O3) с легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги электродом с оксидом лантана выдвигают марку WL-20 на первые места в промышленном применении. Добавки в виде 1-2 % оксида лантана значительно увеличивают рабочий ток и уменьшают износ на 50 % по сравнению с вольфрамовым изделием. Изделия с добавками лантана загрязняют сварной шов меньше обычных вольфрамовых изделий, также они долговечнее. Слой La2O3 распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Такое свойство является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных ИП. Сварка переменным синусоидальным током требует сферической формы рабочего конца электрода.
- WT-20 (цветной код — красный). Эта марка вольфрамовых электродов распространена больше других, так как именно WT-20 выявила значительные преимущества легированных вольфрамовых электродов над обычными вольфрамовыми изделиями марки WP. В состав легированного слоя входит торий (Th), но этот элемент является радиоактивным металлом низкого уровня, поэтому пыль, которая неизбежна при заточке электродов, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если сваривание деталей проводится эпизодически, то такие незначительные выделения тория не могут нанести ущерб здоровью. Но при регулярных сварных работах в помещениях с ограниченным пространством, а также при длительных работах настоятельно рекомендуется для безопасности сварщика оборудовать рабочее место местной системой вентиляции. При проведении сварочных работ переменным током концу вольфрамового электрода не нужно придавать сферическую форму – достаточно сделать небольшую выпуклость. Сварка на синусоидальном переменном токе имеет особенность — сварочная дуга скачет по выступающим поверхностям, вызывая так называемое «брожение», чего нельзя допускать при производстве большинства сварочных работ с любыми металлами. Марка WT-20 используется при сварке нержавеющей стали постоянным током.
- Марка WZ-8 (цветной код — белый) – в них добавляется 0,8% оксида циркония (ZrO2). Их лучше использовать для сварки переменным током, при этом нельзя допускать даже минимального загрязнения сварочной ванны. Электроды WZ-8 способны создавать очень сильную и стабильную сварочную дугу. Нагрузка по току на изделие марки WZ-8 может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием. Рабочий торец циркониевого электрода необходимо обработать для придания ему сферической формы при сварке переменным током. Электродами марки WZ-8 хорошо соединять детали из алюминия и сплавов.
- WY-20 (цветной код – темно-синий). Применяется при сварке ответственных узлов и конструкций из низколегированной, нержавеющей и углеродистой стали, меди, титана и сплавов постоянным током. Вольфрамовый электрод с покрытием слом иттрия считается самым устойчивым из всех неплавящихся электродов, известных на сегодня. Применяется при сварке постоянным током прямой полярности ответственных деталей и узлов. Содержание иттрия в изделии — 1,8-2,2%. Иттрированый вольфрамовый электрод делает катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Сварочные работы вольфрамовыми электродами целесообразны при соединении металлических изделий толщиной 0,2-6 мм. Соединение выполняется без присадки, если есть возможность сформировать шов расплавлением кромок изделий. Если применяется присадочная проволока, она должна быть уложена в разделку.
Похожие статьиgoodsvarka.ru
Вольфрамовые электроды для сварки и их маркировка
- Дата: 24-07-2015
- Просмотров: 558
- Рейтинг: 26
Для сварки могут использоваться электроды различного качества. Здесь все зависит от того, какой именно сварочный аппарат будет использован, для чего требуется электрод. Популярностью пользуются неплавящиеся вольфрамовые электроды, они отличаются высоким качеством. При выборе необходимо внимание обращать на то, какого типа маркировки вольфрамовых электродов нанесены производителем.

Выбирая вольфрамовые электроды необходимо учитывать: тип электрода, диаметр, геометрию острия электрода и качество заточки и твердость.
Характеристики применяемых электродов
Электроды из вольфрама применимы для сварки с аргоном, в среде инертного газа. Использовать их могут как профессиональные сварщики, так и начинающие. Эти электроды безопасны, отличаются высочайшим качеством.
Согласно международным стандартам все электроды на основе вольфрама имеют специальную маркировку, показывающую тип и состав. Первая буква в списке — «W», т.е. вольфрам. Вторая обозначает оксид элемента, который используется в качестве легирующей добавки. Среди легирующих оксидов используются:
- оксид церия, обозначается буквой «С»;
- оксид циркония, обозначается на маркировке буквой «Z»;
- оксид лантана — буквой «L»;
- оксид тория — «Т»;
- чистый вольфрам, который не имеет никаких легирующих добавок, на маркировке обозначается буквой «Р».
Формы заточки вольфрамового электрода.
После второй буквы идет цифра, которая показывает процент вещества, добавляемого при легировании. Цифра 20 показывает, что в состав входит 2% легирующего вещества. Через дефис прописывается второе число — это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 мм.
Маркировка содержит всю необходимую для пользователя информацию. Например, есть маркировка WL 15-175. Она обозначает, что это электрод с легирующими добавками из лантана, содержание которых составляет 1,5%, длина равна 175 мм. Буквенно-численное обозначение — это далеко не все, необходимо обращать внимание на цвет маркировки. Сегодня выпускаются материалы для сварки с цветовой маркировкой:
- чистый вольфрам — WP зеленого цвета;
- в составе есть оксид церия на 2% — WC 20 серого цвета;
- присутствует оксид лантана на 1,5% — WL 15 золотого цвета;
- присутствует оксид лантана на 2% — WL 20 синего цвета;
- присутствует оксид циркония на 0,8% — WL 8 белого цвета;
- присутствует оксид тория на 1% — WL 10 желтого цвета;
- присутствует оксид тория на 2% — WL 20 красного цвета;
- присутствует оксид тория на 3% — WL 30 фиолетового цвета;
- присутствует оксид тория на 4% — WL 40 оранжевого цвета.
Что рекомендуется использовать?
Характеристики вольфрамовых электродов.
Использовать электрод, который имеет маркировку WТ30, 40 не рекомендуется, так как элемент торий является радиоактивным, его высокое содержание может быть опасным.
Характеристики:
WP зеленой маркировки предназначен для аргонодуговой сварки при переменном токе. Возможно использование таких металлов для работы, как алюминий и магний, никель.
Свойства:
- зажигаемость находится на низком уровне;
- сроки службы не слишком длительные;
- безопасность у него отличная.
WС 20 с серой маркировкой используется для сварки с постоянным током при прямой полярности таких металлов, как медь, молибден, нержавеющая сталь, титан и прочее.
Цветная маркировка вольфрамовых электродов.
Характеристики следующие:
- зажигаемость считается хорошей;
- сроки службы — продолжительные;
- безопасность у них отличная.
WL применим для сварочных работ при постоянном или же переменном токе с прямой полярностью. Подходит для деталей с небольшой толщиной, для высоколегированной стали.
Характеристики:
- зажигаемость — удовлетворительная;
- сроки службы — большие;
- безопасность — отличная.
Есть и другие типы, но необходимо внимательно выбирать материалы, так как от этого зависит качество и безопасность работы.
Как выбрать электрод из вольфрама?
Вольфрамовые электроды марки WP применяются для сварки переменным током (AC) сплавов алюминия при хорошей устойчивости дуги.
В сварочном процессе, который осуществляется в среде инертного газа, используются вольфрамовые электроды. Это обеспечивает высочайшее качество работы, шов получается аккуратным и прочным. При выборе неплавящегося термостойкого изделия на основе вольфрама необходимо обращать внимание на такие критерии:
- тип электрода из вольфрама, его состав, наличие легирующих добавок, параметры;
- диаметр, который позволяет регулировать толщину рабочего шва;
- качество заточки, плотность материала;
- характерную геометрию острия.
При покупке можно ориентироваться на маркировку, которую производитель наносит на материалы.
Она содержит данные о том, какие именно добавки входят в состав, какова область применения, при каких условиях можно ее использовать.
Влияние легирования на качество электрода
При выборе следует внимание обращать на то, какие именно добавки для легирования были использованы. Это важно, так как от этого зависит применение материалов, их качество и отдельные характеристики. Все легирующие добавки позволяют получить электроды с такими параметрами:
Вольфрамовые электроды марки WZr 08 благодаря своим свойствам уменьшают опасность попадания вольфрама в сварочный шов.
- WP — это особый тип, который не включает в себя никаких добавок, произведен из чистого вольфрама. Они применяются в основном для сварки с использованием переменного тока (АС). Устойчивость дуги хорошая, качество шва получается отличным. Вольфрамовые электроды нельзя применять при использовании постоянного тока. У таких материалов маркировка будет зеленого цвета, обозначается она символами WP.
- E3 обозначает, что используются добавки из оксидов редкоземельных элементов, например, смеси окислов. Электроды не вредны, что отличает их от торированных, они не являются радиоактивными, совершенно не опасны для окружающей среды. Область предназначения этих материалов обширна. Они могут использоваться для любых процессов и мощности с переменным либо постоянным током, для высоколегированных сталей, для различных сплавов алюминия, а также меди, титана, всем известного магния. Вольфрамовые электроды отличаются превосходными качествами поджига, они являются оптимальным решением для автоматизированных процессов. Токовая нагрузка у них больше, но зато сроки службы подобных материалов намного выше, чем у обычных торированных. Маркировка материалов этого типа обозначается WLa 10/15/20.
- Лантанированные вольфрамовые электроды, которые можно использовать для сварочых работ при постоянном токе либо переменном. Именно эта разновидность может быть использована для так называемой микроплазменной сварки. Это стало возможным благодаря наличию в составе La2O3, который увеличивает способность к лучшему поджигу. Дуга получается в итоге качественной. Сроки службы у них ниже, чем у предыдущих. Наличие такой легирующей добавки не делает их прочнее или долговечнее — только расширяет область использования. Маркировка содержит несколько цветов: черный — для WLa 10, золотой — для WLa 15.
WCe 20 — это всем известные вольфрамовые электроды, в состав которых добавлены такие легирующие добавки, как оксид церия (СЕО2). Нагрузочная способность повышается в несколько раз, качество их выше, чем у приведенных групп, но E3 и WL все же являются более устойчивыми. Область использования достаточно широкая, она включает в себя сварочные работы с легированными, нелегированными сплавами. Постоянный ток может быть низким и средним, возможна сварка при переменном токе.
http://moyasvarka.ru/youtu.be/5y16U1ezbs8
WZr 08 — это вольфрамовые электроды, в состав которых входит цирконий. Применяются, когда необходимо дополнительно предусмотреть защиту сварного шва от попадания в него вольфрама. Для постоянного тока они уже не так пригодны, хотя в некоторых случаях и используются. Маркировка имеет белый цвет.
Электроды из вольфрама предназначены для сварочного процесса. Они отличаются высоким качеством, но при выборе необходимо обращать внимание на разнообразные характеристики. Например, на наличие легирующих добавок, придающих разнообразные свойства изделию. Есть и материалы из чистого вольфрама, но качество их не всегда подходит для работ. Чаще используются с добавками, обеспечивающими долговечность, пригодность для работы со сталями и различными сплавами.
moyasvarka.ru
www.samsvar.ru
definition of ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ and synonyms of ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ (Russian)
Материал из Википедии — свободной энциклопедии
Вольфрамовый электрод - сварочный электрод предназначенный для использования в аргоно - дуговой сварке металлов и сплавов. Вольфрам - самый тугоплавкий из известных металлов. Температура его плавления равна 3410 °С, температура кипения 10220 °С, плотность составляет 19,3 г/см³. Вольфрам сохраняет свою твердость даже тогда, когда раскален докрасна. Расход вольфрама во время сварки незначителен (сотые доли грамма на 1м сварного шва), а вольфрамовые электроды легированные оксидами редкоземельными элементами еще более стойки. В настоящее время доступны вольфрамовые электроды с широким диапазоном химического состава. В чистый вольфрам в целях улучшения сварочно-технологических свойств вводят различные окислы редкоземельных металлов: церий, лантан, иттрий, торий и цирконий.
Разновидность электродов
- WP — Вольфрамовый электрод с содержанием вольфрама не менее 99,5 %. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти вольфрамовые электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
- WC-20 — Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности. По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
- WL-15, WL-20 — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сваре на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
- WT-20 — Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке вольфрамового электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. При сварке на переменном токе торец вольфрамового электрода не обрабатывают в форме сферы, как для чисто вольфрамовых(WP) и лантановых (WL-20) электродов, взамен этого делают небольшие выпуклости. При сварке на переменном синусоидальном токе, дуга перебегает с выступа на выступ, вызывая брожение дуги, что часто не желательно при выполнении некоторых работ. Применяется для сварки нержавеющих сталей на постоянном токе.
- WZ-8 - Электроды с добавлением 0,8% оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые вольфрамовые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы. Предпочтительны для сварки алюминия и алюминиевых сплавов.
Отечественные марки электродов
Марки ВА, ВЛ, СВИ. Технология изготовления электродов и характеристики материала обеспечивают высокую термостабильность и эксплуатационную стойкость.
Электроды могут изготавливаться любых размеров и конфигураций. Размеры и допуски реализуются по согласованным с заказчиком чертежам.Цена электродов определяется сложностью конфигурации, размерами, дополнительными требованиями, выставленными заказчиком.
Международные марки электродов
WT-20, WL-20, WC-20, WZ8, WP, WY-20 - марки вольфрамовых электродов наиболее часто используемых при дуговой сварке в среде защитного газа.
Вольфрамовые неплавящиеся электроды применяются в таком виде сварки как TIG -Tungsten Insert Gas (WIG, GTA, АДС) - ручная, полуавтоматическая, автоматическая дуговая сварка неплавящимся электродом в среде инертного защитного газа. Используемые газы: инертный (аргон или гелий), активный (углекислый газ, азот, кислород, водород) или их смеси (Аr + СО2, Аr + О2, Аr + Не).
Марки, характеристики и легирующие элементы вольфрамовых электродов представлены в таблице 1. Рекомендуемые значения сварочного тока для вольфрамовых электродов при сварке в среде защитного газа (аргон) указаны в таблице №2.
См. также
Ссылки
dictionary.sensagent.com