Содержание
Токарно-винторезный станок 16Б16КП — Всё для чайников
- Подробности
- Категория: Токарные станки
Станок предназначен для выполнения операций токарной обработки нормальной точности.
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Станок имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
В шпиндельной бабке имеются два перебора 1:4 и 1:16.
Использование комплектного тиристорного электропривода в приводе главного движения станка позволяет подбирать оптимальный режим обработки деталей.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Класс точности станка Н по ГОСТ 8—71.
Обозначение:
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
Б – поколение станка (А, Б, В, Д, К, Л, М)
1 – высота центров над станиной 175 мм
6
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Скачать документацию
Кинематическая схема
Коробка скоростей
Коробка скоростей (устанавливается на станки 16Б16, 16Б16П, 16Г16, 16Л20Ф1, 16Л20ПФ1, I6Л20, 16Л20П) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б .
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.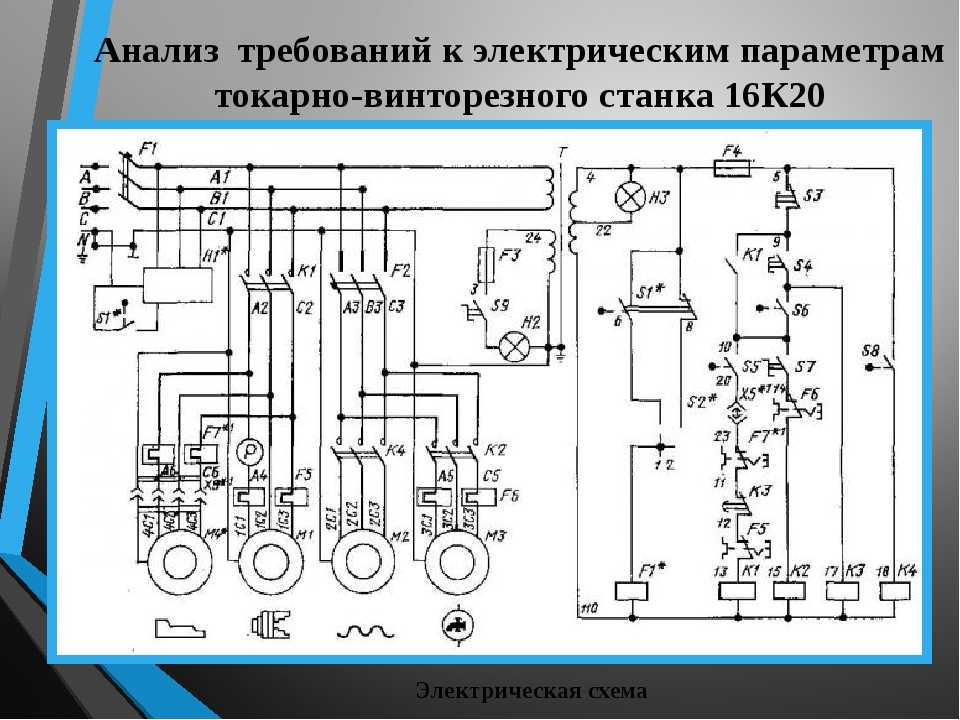
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Шпиндельная бабка
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Суппорт
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта с помощью винта 18 может быть закреплена в любом месте станины.
Фартук
Фартук имеет четыре пары кулачковых муфт I , 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H. При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 , расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 , назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.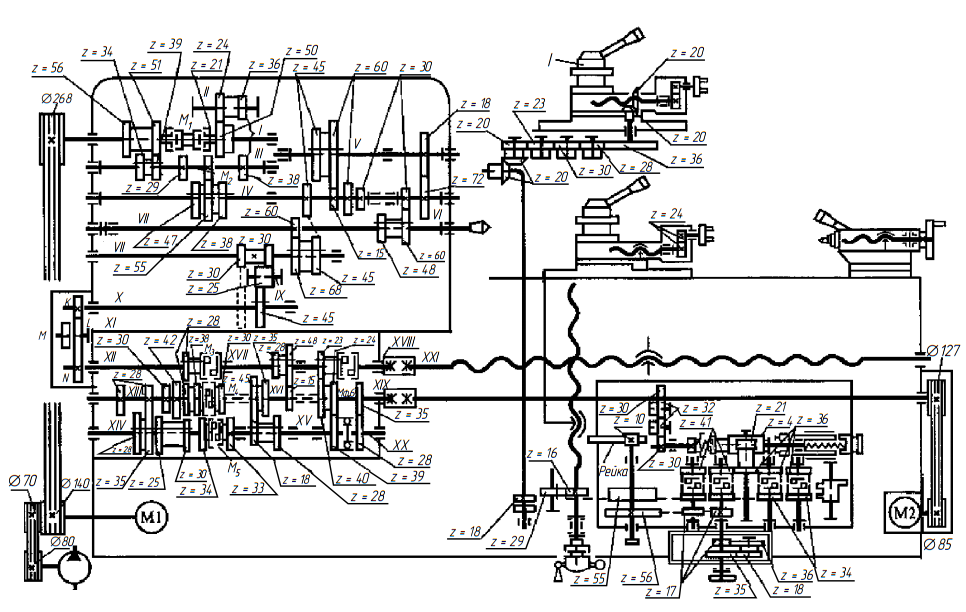
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Коробка передач
Коробка передач представлена и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64 , а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Электрическая схема
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Скачать документацию
Токарный станок 16Б16КП: технические характеристики, паспорт, схемы
Впервые на токарно-винторезном оборудовании автоматическая коробка скоростей была установлена на модели 16Б16КП. Прецизионный станок предназначен для чистовой токарной обработки металлических деталей.
Содержание:
- 1 Краткие сведения о производителе
- 2 Назначение и область применения токарно-винторезного станка
- 3 Конструкция
- 4 Общий вид
- 5 Габариты
- 6 Расположение основных частей
- 7 Расположение органов управления
- 8 Кинематическая схема
- 9 Электрическая принципиальная схема
- 10 Коробка скоростей
- 11 Шпиндельная бабка
- 12 Суппорт
- 13 Задняя бабка
- 14 Технические характеристики
- 15 Техника безопасности при работе
- 16 Документация, паспорт
- 17 Аналоги
- 18 Особенности модификации 16Б16КА
- 19 Возможности модернизации
Краткие сведения о производителе
В Самаре напротив городского парка был пустырь, на котором механик Готхард Бенке в 1876 году начал строить литейный завод. Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
После включения в состав металлообрабатывающих мастерских, завод стал называться Механическим. Через 3 года был выпущен первый токарно-винторезный станок.
Через 3 года был выпущен первый токарно-винторезный станок.
В 1937 году окончательно определили специализацию саратовского завода. Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
Токарно-винторезный станок 16Б16КП начали производить серийно с 1970 года. Его несколько раз модифицировали и создали модели 16Б16А, 16Б16КА. Большинство оборудования до сих пор находится в рабочем состоянии.
Важно!
В настоящее время на СВСЗ выпускают различные модели токарных станков с ЧПУ и автоматические линии под маркой Samat.
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.

Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Важно!
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.

Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Общий вид
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.
Габариты
Размеры станка по крайним точкам 2525×1110×1505 мм.
Расположение основных частей
На станине слева находятся основные узлы: передняя бабка, коробки скоростей и передач, панели управления на корпусе. Двигатели установлены позади и внизу полой стойки. Суппорт с резцедержателем перемещается по направляющим. На его фартуке кнопки пуска, торможения и переключения режимов работы.
Впереди, вдоль направляющих, через фартук проходят ходовой вал и винт. Над правой стойкой находится задняя бабка. Ниже, на станине, двигатель системы СОЖ.
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.
Там же установлены сигнальная лампа и указатель нагрузки.
На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.
Кинематическая схема
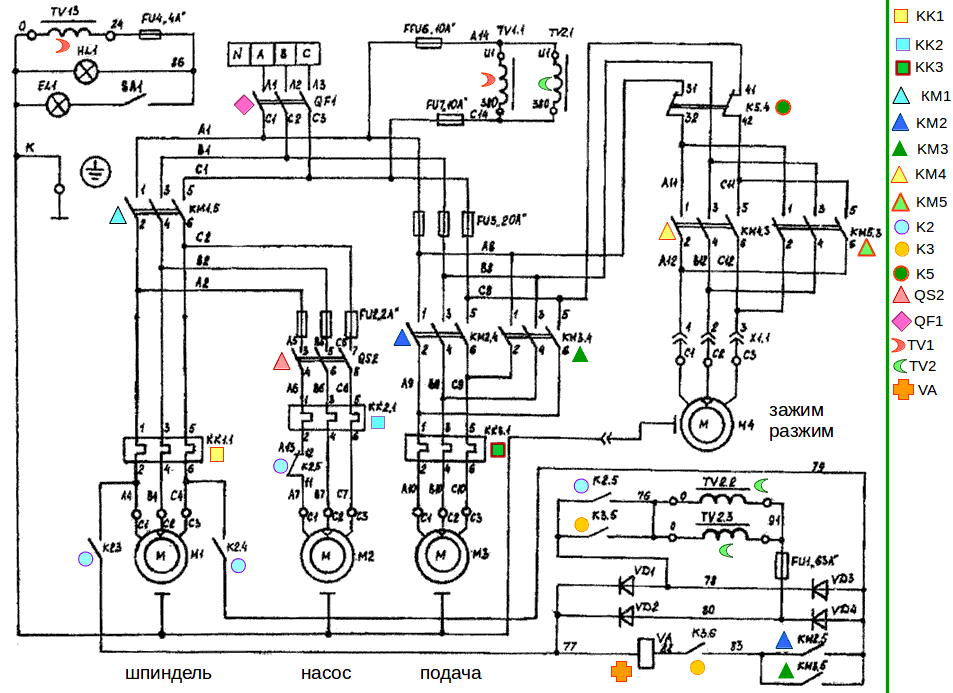
Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.
Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Коробка скоростей
Расположенная позади шпиндельного узла, автоматическая коробка скоростей станка 16Б16КП имеет 7 электромагнитных муфт.
Шпиндельная бабка
Через зубчатый ремень получает движение от коробки скоростей. Имеет 2 перебора.
Суппорт
На суппорте установлен четырехпозиционный резцедержатель, перемещающийся от механического привода вдоль и поперек направляющих.
Задняя бабка
задняя бабка используется для фиксации длинных деталей типа вал и сверления вдоль оси. при обработке коротких заготовок может сниматься со станины.
Технические характеристики
Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.
Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины. Параметры базовой модели:
Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Задняя бабка:
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.
Документация, паспорт
На станок производителем выдается технический паспорт. В нем указаны:
- производитель;
- дата изготовления;
- основные характеристики оборудования;
- сроки профилактических и капитальных ремонтов;
- комплектация.

К паспорту прилагаются чертеж устройства станка и все его схемы.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16Б16КП
Аналоги
Модель 16Б16КП была создана на базе уже выпускаемых ранее станков 16Б16 и 16Б16П. аналогичные характеристики имеет модель 16Б16А.
Особенности модификации 16Б16КА
Станок предназначен для чистовой обработки деталей. Отличается от модели 16Б16КП меньшим диаметром обрабатываемой детали – 320 мм, имеет класс точности А. Использование проката в качестве заготовок исключается. Длина агрегата меньше – 2270 мм и вес 2150 кг.
Возможности модернизации
На модель 16Б16КП устанавливают панель удаленного управления. Уже работающее оборудование легко перестраивается под управление с ЧПУ и работает в автоматических линиях.
Токарно-винторезные станки 16Б16КП, выпущенные в 1970–1980 годах прочные и надежные. Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Схемы подключения — LittleMachineShop.com
На этих схемах показаны различные варианты использования плат контроллеров, которые мы продаем.
|
 Переключатель F/O/R и потенциометр заменены на
Переключатель F/O/R и потенциометр заменены на
Ты видел?
Комплект удлинения кровати 16 дюймов
Самый популярный из
Справочников
Дополнительные популярные позиции
Калькулятор машиниста lmscnc.com/calc
DynaPath
`
1. Что такое пакет управления машиной (или MCP)?
Еще в 1986 г. компания DynaPath Systems, Inc. (ранее Autocon Technologies, Inc.) предлагала пакет, который включал в себя полное управление ЧПУ, сервоприводы осей, двигатели, соединительные кабели и необходимые электрические устройства, объединенные в электрическом корпусе. Эти пакеты были задуманы как комплексный комплект для установки на колено-фрезу с ЧПУ или для облегчения преобразования ручной колено-фрезы в колено-фрезу с ЧПУ. В некоторых редких случаях также поставлялся механический комплект, в который входили прецизионные шарико-винтовые пары для замены трапецеидальных винтов.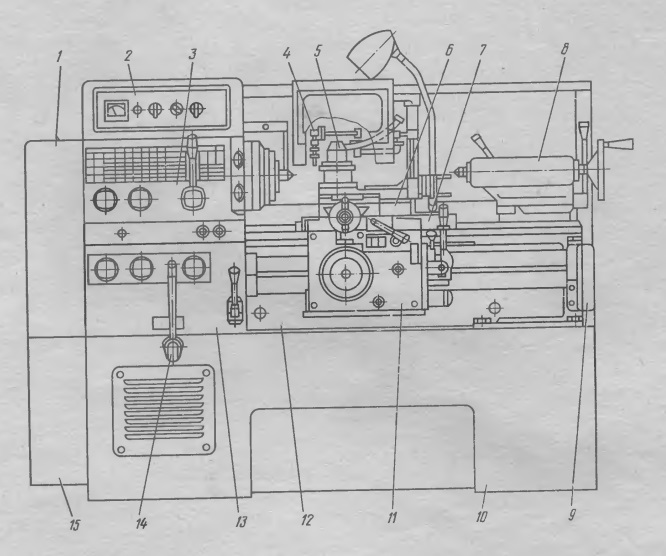
Подробная информация о текущем пакете управления машиной с использованием системы управления Delta 2000 доступна на этом веб-сайте. См. Модернизация системы управления DynaPath.
2. Как узнать, какую схему подключения использовать?
Как правило, правильная схема подключения зависит от установленного ЧПУ. Каждая серия управления будет иметь связанную с ней схему подключения MCP.
Система управления может быть Delta 10/20, Delta 40/50/60 или Delta 1000/2000, в зависимости от даты корабля. Большинство пакетов были трехосными и устанавливались на фрезерные станки, но двухосный вариант можно было использовать как на фрезерном, так и на токарном станке. Нет известных пакетов Delta 30. Хотя это и не всегда точно, к записи номера модели на черно-серебристой бирке с серийным номером иногда добавляется «MCP» (например, D10M-MCP). для поиска информации в наших файлах.
3. Электрические схемы по номеру детали.
Электрические схемы по номеру детали.
За прошедшие годы в элементах управления ЧПУ и компонентах, используемых в пакетах управления станком, произошло много изменений. Здесь представлена наиболее общая схема для каждой серии систем управления. Эти диаграммы предоставляются бесплатно и «как есть». Пользователь несет ответственность за определение того, подходит ли какая-либо схема для его/ее оборудования.
Delta 10 или Delta 20 Пакеты управления машиной:
Деталь № 4203642 Delta 10/20 3-осевой пакет управления станком (в формате Adobe™ .pdf)
Деталь № 4204000 Delta 10/20 2-осевой недорогой пакет управления станком (в формате Adobe™ .pdf)
Деталь № 4204123 Delta 10/20 3-Axis Low Cost Machine-Control Package (в формате Adobe™ .pdf)
Деталь № 4201706 Соединительная плата Delta 10/20 MCP (в формате Adobe™ .pdf)
Деталь № 4201924 Соединительная плата Delta 10/20 MCP (в формате Adobe™ .pdf)
Деталь № 4204514 Delta 10/20 MCP 120VAC Coolant Option Wiring (в формате Adobe™ .