Содержание
Филеночные фрезы для фрезера
184 товара
Фильтр
Показано 30 из 184
New &Popular
СМТ Фреза радиусная R=5 (Псевдофиленка) (A) S=6 D=10 765.402.11
Фреза концевая калевочная HM S=6 D=10 R=54
| Диаметр режущей части, мм | 10 |
| Длина режущей части, мм | 10 |
Фреза концевая калевочная HM S=6 D=10 R=54
Фреза WPW RC10002 псевдофиленка классика R7 D35 B15 хвостовик 12
| Диаметр режущей части, мм | 35 |
| Общая длина, мм | 65 |
| Длина режущей части, мм | 15 |
Фреза WPW RRA3502 псевдофиленка волна R3,2 D35 B9,5 хвостовик 12
| Диаметр режущей части, мм | 35 |
| Общая длина, мм | 59 |
| Длина режущей части, мм | 9.5 |
Фреза WPW RRC2703 псевдофиленка волна и галтель R6 D27 B12 хвостовик 6_S,RRC2703
| Диаметр режущей части, мм | 27 |
| Общая длина, мм | 52 |
| Длина режущей части, мм | 12 |
Фреза WPW RR32002 псевдофиленка Z2+1 римская R5,5 D31,8 B хвостовик 12
| Диаметр режущей части, мм | 31. 8 8 |
| Общая длина, мм | 61 |
Фреза WPW RRI0502 псевдофиленка барокко R9 D36,5 B9,5 хвостовик 12
| Диаметр режущей части, мм | 36.5 |
| Общая длина, мм | 61 |
| Длина режущей части, мм | 9.5 |
Фреза WPW RK18002 филенка 36,5мм волна D85,7 B16 подшипник хвостовик 12
| Диаметр режущей части, мм | 85.7 |
| Общая длина, мм | 75 |
| Длина режущей части, мм | 16 |
Фреза филеночная Z=2 R=3.2 D=35 (d=12.5)x9.5×49 S=12 ARDEN 416251
| Диаметр режущей части, мм | 35 |
| Общая длина, мм | 49 |
| Длина режущей части, мм | 9.5 |
Фреза для филёнок R=12 D=25x8x48 S=12 ARDEN 416211
| Диаметр режущей части, мм | 25 |
| Общая длина, мм | 48 |
| Длина режущей части, мм | 8 |
СМТ Фреза (Псевдофиленка) S=6 D=19×13 748.![]() 190.11
190.11
Фреза концевая (Псевдофиленка) TCT S=6 D=19 x13
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 51.1 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) TCT S=6 D=19 x13
СМТ Фреза (Псевдофиленка) (верх. подш.) S=6 D=19×13 748.190.11B
Фреза концевая (Псевдофиленка) W/BRNG TCT S=6 D=19 x13
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 51.1 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) W/BRNG TCT S=6 D=19 x13
СМТ Фреза (Псевдофиленка) S=6 D=19×12 748.191.11
Фреза концевая (Псевдофиленка) TCT S=6 D=19 x12
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 53 |
| Длина режущей части, мм | 12 |
Фреза концевая (Псевдофиленка) TCT S=6 D=19 x12
СМТ Фреза (Псевдофиленка) (верх. подш.) S=6 D=19×12 748.191.11B
подш.) S=6 D=19×12 748.191.11B
Фреза концевая (Псевдофиленка) W/BRNG TCT S=6 D=19 x12
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 53 |
| Длина режущей части, мм | 12 |
Фреза концевая (Псевдофиленка) W/BRNG TCT S=6 D=19 x12
СМТ Фреза (Псевдофиленка) (E) S=6 D=12,7×12,7 765.101.11
Фреза концевая (Псевдофиленка) TCT S=6 D=12,7×12,7
| Диаметр режущей части, мм | 12.7 |
| Общая длина, мм | 50.8 |
| Длина режущей части, мм | 12.7 |
Фреза концевая (Псевдофиленка) TCT S=6 D=12,7×12,7
СМТ Фреза (Псевдофиленка) (F) S=6 D=19×11 765.102.11
Фреза концевая (Псевдофиленка) TCT S=6 D=19×11
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 50.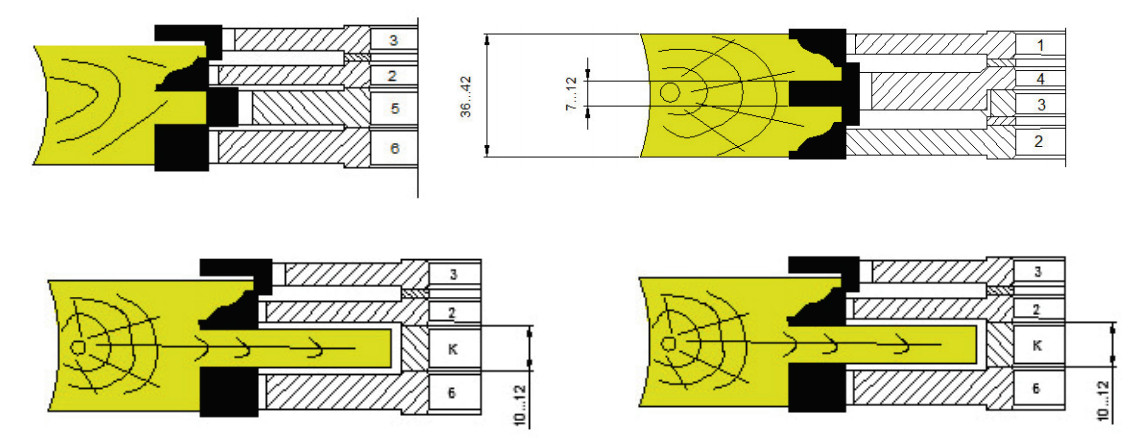 8 8 |
| Длина режущей части, мм | 11 |
Фреза концевая (Псевдофиленка) TCT S=6 D=19×11
СМТ Фреза (Псевдофиленка) (A) (верх. подш.) S=6 D=19×12,3 765.201.11B
Фреза концевая (Псевдофиленка) TCT S=6 D=19×12,3
| Диаметр режущей части, мм | 19 |
| Длина режущей части, мм | 12.3 |
Фреза концевая (Псевдофиленка) TCT S=6 D=19×12,3
СМТ Фреза (Псевдофиленка) (C) (верх. подш.) S=6 D=19×12,3 765.301.11B
Фреза концевая калевочная TCT S=6 D=19×12,3
| Диаметр режущей части, мм | 19 |
| Длина режущей части, мм | 12.3 |
Фреза концевая калевочная TCT S=6 D=19×12,3
СМТ Фреза (Псевдофиленка) S=6,35 D=19×13 848.190.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19 x13
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 51.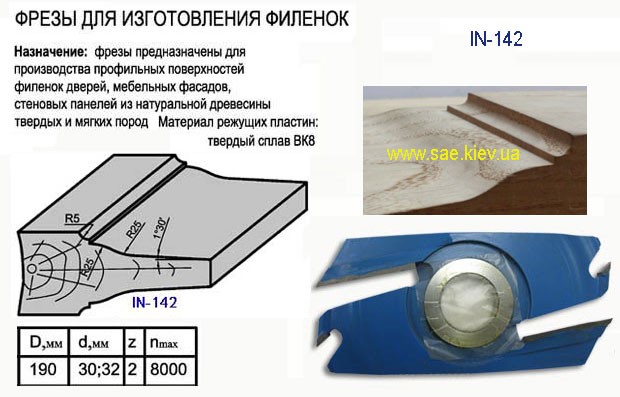 1 1 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19 x13
СМТ Фреза (Псевдофиленка) (верх. подш.) S=6,35 D=19×13 848.190.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19 x13
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 51.1 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19 x13
СМТ Фреза (Псевдофиленка) S=6,35 D=19×12 848.191.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19 x12
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 53 |
| Длина режущей части, мм | 12 |
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19 x12
СМТ Фреза (Псевдофиленка) (верх. подш.) S=6,35 D=19×12 848.191.11B
подш.) S=6,35 D=19×12 848.191.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19 x12
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 53 |
| Длина режущей части, мм | 12 |
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19 x12
СМТ Фреза (Псевдофиленка) S=12,7 D=31,7×13 848.817.11
Фреза концевая (Псевдофиленка) TCT S=12,7 D=31,7×13
| Диаметр режущей части, мм | 8.73 |
| Общая длина, мм | 58 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) TCT S=12,7 D=31,7×13
СМТ Фреза (Псевдофиленка) (верх. подш.) S=12,7 D=31,7×13 848.817.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=31,7×13
| Диаметр режущей части, мм | 8. 73 73 |
| Общая длина, мм | 58.3 |
| Длина режущей части, мм | 13 |
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=31,7×13
СМТ Фреза (Псевдофиленка) (E) S=6,35 D=12,7×12,7 865.101.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=12,7×12,7
| Диаметр режущей части, мм | 12.7 |
| Общая длина, мм | 50.8 |
| Длина режущей части, мм | 12.7 |
Фреза концевая (Псевдофиленка) TCT S=6,35 D=12,7×12,7
СМТ Фреза (Псевдофиленка) (F) S=6,35 D=19×11 865.102.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 50.8 |
| Длина режущей части, мм | 11 |
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
СМТ Фреза (Псевдофиленка) (A) (верх. подш.) S=6,35 D=19×12,3 865.201.11B
подш.) S=6,35 D=19×12,3 865.201.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
| Диаметр режущей части, мм | 19 |
| Длина режущей части, мм | 12.3 |
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза (Псевдофиленка) (C) (верх. подш.) S=6,35 D=19×12,3 865.301.11B
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
| Диаметр режущей части, мм | 19 |
| Длина режущей части, мм | 12.3 |
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза радиусная R=5 (Псевдофиленка) (A) S=6,35 D=10×10 865.402.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
| Диаметр режущей части, мм | 10 |
| Длина режущей части, мм | 10 |
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
СМТ Фреза (Псевдофиленка) (B) (верх. подш.) S=12,7 D=28,6×14,3 865.702.11B
подш.) S=12,7 D=28,6×14,3 865.702.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
| Диаметр режущей части, мм | 28.6 |
| Длина режущей части, мм | 14.3 |
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
СМТ Фреза (Псевдофиленка) (D) (верх. подш.) S=12,7 D=28,6×13,3 865.802.11B
Фреза концевая калевочная с подшипником TCT S=12,7 D=28,6×13,3
| Диаметр режущей части, мм | 28.6 |
| Длина режущей части, мм | 13.3 |
Фреза концевая калевочная с подшипником TCT S=12,7 D=28,6×13,3
Фреза филенка для ручного фрезера
Фрезы для филенок применяются в производстве деревянных конструкций и используются для профильной обработки филенки дверей, элементов мебели и стенных панелей. С их помощью создаются разные украшения древесного полотна, а благодаря широкому ассортименту моделей такого назначения можно легко подобрать оптимальный вариант для заготовки любого вида.
Зачастую такой режущий инструмент используется в ручных фрезерах, модели без подшипников можно применять и на станках с ЧПУ. В магазине FREZA.RU можно подобрать варианты от разных производителей для максимального соотвествия вашим потребностям.
Фрезы для филенок дверей
Фрезы для филенок чаще всего применяются в производстве дверей. Именно с их помощью проводится обработка полотна, что делает изделие более привлекательным эстетически. Также такой контур может быть необходим для создания соединения нескольких деталей.
Важно знать, что в продаже находятся не только фрезы для филенки — имеются модели, позволяющие создавать на полотне ее имитацию, называемую псевдофиленкой. Эти варианты предназначены для ручных фрезеров, а сам процесс является фрезеровкой сравнительно тонких накладок, которые после крепятся на основной панели.
Фрезы для филенок для ручного фрезера
Если вы работаете ручным фрезером, то можете смело приобретать режущие инструменты, предлагаемые магазином. Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
Поскольку фреза служит для декоративной отделки изделия существует несколько видой профилей как прямые, так и фигурные, для создания изделия по вашего замыслу.
Купить фрезу филенку
Для того, чтобы приобрести фрезу филенку, достаточно обратиться в интернет-магазин FREZA.RU, где продаются только изделия от проверенных мировых производителей. Все изделия обладают высоким качеством.
Основные наши преимущества:
- Оперативная обработка заказа и быстрая его доставка в любой город России;
- Гарантия качества и наличие необходимых отгрузочных документов к каждому заказу;
- Если не устраивает интернет-магазин — есть два живых магазина в Санкт-Петербурге и Москве;
- Профессиональные консультации и помощь в выборе подходящей фрезы, ориентируясь на ваши потребности.


Звоните прямо сейчас, если остались вопросы или необходимо приобрести качественные инструменты, подходящие для профессионального производства мебели.
Фрезы для изготовления филенки для ручного фрезера
Главная страница
Статьи
Фрезы для изготовления филенки
Фрезы для филенок предназначены для декоративной обработки фасадов мебели, дверей, стеновых панелей и других декоративных элементов. Большой выбор инструментов позволяет создать красивое декоративное оформление на любой вкус. Комплект фрез включает корпус и ножи нескольких видов. В зависимости от прочности обрабатываемого сырья выбирается тип материала, из которого изготовлен режущий элемент.
Качественные фрезы для изготовления филенок можно купить по небольшой цене в интернет-магазине «Многофрез». Широкий ассортимент товаров позволяет выбрать инструмент для обработки различных пород дерева.
Особенности филенчатых фрез
Функциональное назначение и технические особенности производства фрез по дереву для филенок позволяют подбирать инструмент для различных операций и обработки разных материалов. Эти режущие детали нужны для выполнения таких задач:
Эти режущие детали нужны для выполнения таких задач:
-
создание профилей с филенками на фасадах мебельного гарнитура; -
декоративное оформление дверей; -
облицовка стеновых панелей.
Для напайки фрез используются различные по твердости металлы. Чтобы обработать твердые породы дерева, применяются твердосплавные инструменты типа ВК6 и ВК8. Для древесины мягкой и средней твердости используется сплав Р6М5.
Преимущества изготовления филенок на фрезерном станке
Обработка древесины возможна ручным способом, но это довольно трудоемкий процесс. Для улучшения качества и скорости работы рекомендуется применять фрезерный станок. Использование фрез по дереву для филенок имеет такие преимущества:
-
работа не ограничивается прямой фаской; -
фреза имеет различные профили; -
оставляет минимальное количество следов обработки; -
нет необходимости в тщательной шлифовке; -
филенка имеет плоские гребни;
Специалисты рекомендуют не пытаться достичь идеального результата за один проход фрезы. Качественная работа не получится, а фрезер может сломаться.
Качественная работа не получится, а фрезер может сломаться.
Чтобы фрезы для филенок насадные служили долго и без перебоев, выбирайте только качественные детали. Такой товар можно купить в нашем интернет-магазине «Многофрез». Производитель гарантирует долговечность изделия, если правильно за ним ухаживать. Для этого необходимо своевременно проводить переточки на оптико-заточном станке. Наши специалисты помогут вам подобрать необходимый инструмент и расскажут, как правильно за ним ухаживать.
СМОТРИТЕ ТАКЖЕ: Фрезы для мебельных фасадов • Фрезы для поручней и перил • Фрезы для изготовления карнизов
шаблонов заполнения | База знаний PRUSA
Соответствует
:
Minimini+MK2.5MK2.5SMK2SMK3MK3SMK3S+MMU1MMU2SPLUS 1,75 MM
Последний обновлен
Эта статья также доступна в следующих языках:
. Эта статья также доступна в следующих языках:
Эта статья также доступна в следующих языках:
. узоры заполнения на выбор. При выборе рисунка заполнения следует учитывать следующие основные моменты:
- Скорость печати
- Плотность на используемый материал (лучшая поддержка верхних слоев при меньшем количестве материала)
- Визуальные эффекты
- Опора для верхних слоев
- Гибкость (для печати из ТПУ/ТПЭ)
Для некоторых, но обычно не для всех применений используются различные схемы заполнения:
- заполнение низкой плотности внутри модели
- заполнение верхних слоев
- заполнение нижних слоев
- вспомогательный материал для создания
Типы заполнителей и их свойства
Заполнение Gyroid
Gyroid — наш любимый и один из лучших заполнителей. Это одна из немногих 3D-структур, которые обеспечивают отличную поддержку во всех направлениях. К тому же печатается относительно быстро, экономит материал, не перекрещивается в один слой и отлично выглядит. Специальная форма этого заполнения позволяет наполнять его смолой или другой жидкостью.
Специальная форма этого заполнения позволяет наполнять его смолой или другой жидкостью.
- Он трехмерный, что дает ему равную силу во всех направлениях
- Можно напечатать достаточно быстро
- не пересекается в том же слое
- Имеет хорошее соотношение прочности и веса
- Позволяет заполнить его смолой или другой жидкостью.
- (Мы думаем) это выглядит очень аккуратно
Кубический
Это заполнение с дорожками, пересекающимися в пределах одного слоя. Он создает кубы, ориентированные одним углом вниз. Таким образом, он создает многочисленные воздушные карманы, которые могут служить теплоизоляцией или заставлять объект плавать на воде (с водонепроницаемыми нитями, такими как PETG). Время печати и расход филамента не отличаются от предыдущих заполнений.
Адаптивное кубическое заполнение
Адаптивное кубическое заполнение работает по тому же принципу, что и кубическое. Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в один слой. В отличие от простого кубического заполнения, это заполнение автоматически становится более плотным или линзовидным, в зависимости от расстояния до ближайшей стены, оставляя большие полости в середине. Это особенно полезно для больших отпечатков с большим внутренним объемом. Отпечаток будет иметь более плотное заполнение сверху, снизу и со всех сторон, но будет иметь меньшую плотность вблизи центра объема. Результат более короткое время печати и более низкий расход нити при сохранении отличной поддержки верхних слоев и аналогичных механических свойств. Расход материала ок. на 1/4 меньше прямолинейного заполнения.
Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в один слой. В отличие от простого кубического заполнения, это заполнение автоматически становится более плотным или линзовидным, в зависимости от расстояния до ближайшей стены, оставляя большие полости в середине. Это особенно полезно для больших отпечатков с большим внутренним объемом. Отпечаток будет иметь более плотное заполнение сверху, снизу и со всех сторон, но будет иметь меньшую плотность вблизи центра объема. Результат более короткое время печати и более низкий расход нити при сохранении отличной поддержки верхних слоев и аналогичных механических свойств. Расход материала ок. на 1/4 меньше прямолинейного заполнения.
Заполнение Adaptive Cubic работает путем уточнения тех ячеек октодерева, которые содержат любой объектный треугольник. Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения.
Опорное кубическое заполнение
Это заполнение автоматически становится более плотным в зависимости от расстояния до ближайшего верхнего слоя (плотность заполнения увеличивается только по оси Z). Его основная функция состоит в том, чтобы поддерживать верхние слои, максимально экономя материал, это не улучшает никаких механических качеств модели. Потребление материала и время печати этого заполнения являются самыми низкими из всех поддерживаемых заполнений .
Прямолинейный
Прямолинейный — один из основных шаблонов заполнения. Он создает прямолинейную сетку, печатая один слой в одном направлении, а следующий слой поворачивается на 90° и т. д. Так экономится нить и не скапливается материал на пересечениях (в отличие от сетки). Это одно из самых быстрых печатных заполнений.
По сравнению с шаблоном Grid Rectilinear обеспечивает двойную поддержку верхних слоев с использованием того же количества материала.
Этот тип заполнения является единственным, рекомендуемым для печати со 100% заполнением.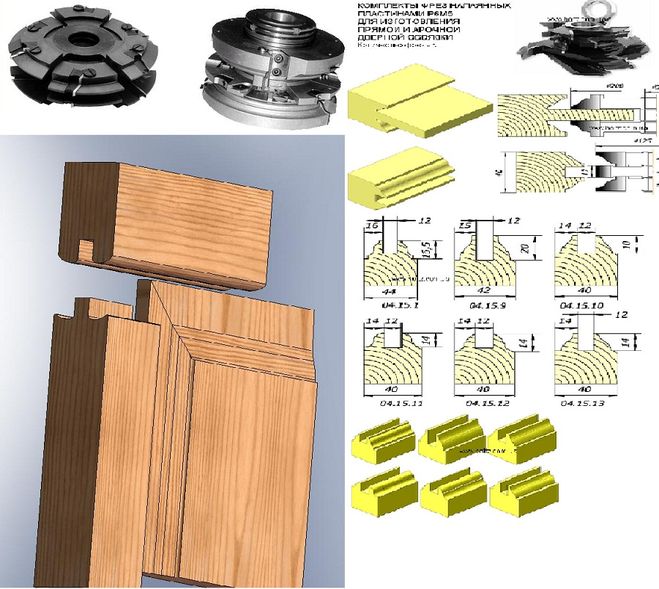 Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Выровненный прямолинейный
Это заполнение формируется параллельными линиями, проведенными внутри модели, которые напоминают внешние опорные конструкции. Как и предыдущий тип, этот заполнитель экономит время, имеет среднюю материалоемкость, плюс не скапливается материал на переходах. Однако использование этого заполнения может вызвать некоторые проблемы, если направление линий в заполнении такое же, как и в заполнении первого верхнего сплошного слоя — если они идеально параллельны, верхние слои могут иметь проблемы с перекрытием.
Сетка
Это один из самых простых и быстрых вариантов заполнения. В отличие от прямолинейного, он печатается в обоих направлениях (с поворотом на 90°) в каждом слое. Таким образом, материал накапливается в местах пересечения путей. Сетчатое заполнение является более твердым (и имеет лучшую адгезию слоев), чем прямолинейное заполнение, однако иногда оно может вызывать неприятный шум или даже сбой печати из-за того, что сопло проходит через пересечения, где скапливается материал.
Из-за способа печати этого заполнения пути пересекаются, что приводит к скоплению материала в этих местах. Вы можете услышать специфический шум, когда сопло ударяется об эти детали. Это может даже привести к неудачной печати.
Треугольники
Это заполнение работает аналогично заполнению сеткой – пути пересекаются в одном слое, однако на этот раз они печатаются в трех направлениях и образуют треугольную структуру. Расход материалов и времени практически идентичен сетке.
Звезды
Заполнение Звезды основано на треугольниках, но пути сдвинуты, чтобы получились шестиконечные звезды. Опять же, это заполнение создается линиями, которые пересекают друг друга в пределах одного слоя. Расход материалов и времени аналогичен предыдущему заполнению.
Линия
Линия является одним из заполнений, которые не имеют пересекающихся путей в одном слое. Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное, когда речь идет о времени печати и расходе материала.
Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное, когда речь идет о времени печати и расходе материала.
Концентрическое
Концентрическое заполнение повторяет линии периметра модели и уменьшает их по направлению к центру. Другими словами: если вы напечатаете цилиндр, концентрическое заполнение создаст концентрические круги внутри этого цилиндра. Это может быть полезно для прозрачных деталей или гибких моделей (например, шин RC). Главный недостаток – время, потраченное на печать. Расход материала не выше, чем у предыдущих типов заполнения.
Соты
Это заполнение печатает сетку из шестиугольников. Главное его преимущество – механическая стойкость и оптимальные пути без пересечений. Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до двух раз больше времени, чем ранее описанные варианты.
3D-соты
3D-соты печатают большие и меньшие квадраты и восьмиугольники для создания столбцов с периодически увеличивающейся и уменьшающейся толщиной. Опять же, это заполнение не имеет пересекающихся линий в одном слое, однако из-за того, как оно прокладывает дорожки, оно создает небольшие промежутки между слоями. Расход материала и время печати немного хуже по сравнению с обычным сотовым рисунком.
Кривая Гильберта
Кривая Гильберта создает прямоугольный лабиринт внутри модели. Основным преимуществом этого заполнения является его нетрадиционный вид, к тому же его достаточно легко залить эпоксидной смолой или другой жидкостью – модель разбита на несколько крупных полостей, а не на множество мелких «пузырьков». Основным недостатком этого заполнения является увеличение времени печати, которое находится где-то между сотовым и прямолинейным заполнением. Материалоемкость кривой Гильберта аналогична прямолинейной.
Архимедовы хорды
Опять же, этот закрученный по спирали наполнитель облегчает заполнение жидкостью. Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают повысить гибкость модели, если вы печатаете ее с помощью гибкой нити.
Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают повысить гибкость модели, если вы печатаете ее с помощью гибкой нити.
Спираль Octagram
Спираль Octagram позволяет легко наполнять объект жидкостью благодаря большим отсекам, выполненным с этим типом заполнения. Спираль Octagram также может помочь с гибкостью для некоторых моделей. Но в основном это для эстетических целей и поддержки верхнего слоя. Расход материала аналогичен архимедовым аккордам, но время печати немного больше.
Lightning
Световое заполнение образует разветвленную структуру, которая становится все более плотной по направлению к верхним поверхностям, обеспечивая их надежную поддержку. Это экономит еще больше материала по сравнению с кубическим заполнением Support. Заполнение освещения основано на бумаге и портировано из Cura, мы благодарим команду Cura за то, что она сохранила его с открытым исходным кодом.
Типы заполнения верхнего (нижнего) слоя
Редактирование заполнения не заканчивается выбором типа заполнения внутренних частей объекта. Вы также можете изменить типы заполнения верхнего и нижнего слоя, чтобы получить интересные результаты. Их можно настроить на вкладке «Параметры печати» — «Заполнение» — «Верхний (нижний) шаблон заполнения».
Все семь типов верхнего (нижнего) заполнения напечатаны с потоком 80% для выделения узоров .
Прямолинейный
Опять же, это один из самых распространенных (и основных) типов верхнего заполнения. Пути печати ориентированы зигзагообразно для всего слоя. Однако это самый простой вид заполнения, не дающий никаких преимуществ (см. Монотонное заполнение).
Монотонная засыпка
«Монотонная» засыпка представляет собой прямолинейную засыпку с измененным планом траектории. Линии заполнения монотонно выдавливаются слева направо, линия никогда не выдавливается слева от уже вытянутой линии заполнения. Эта поразительно простая стратегия приводит к однородная текстура без некрасивых гребней. Гребни часто образуются, когда экструзии слева направо встречаются с экструзиями справа налево в центре области заполнения, в то время как печать слева направо приводит только к однородному блеску.
Эта поразительно простая стратегия приводит к однородная текстура без некрасивых гребней. Гребни часто образуются, когда экструзии слева направо встречаются с экструзиями справа налево в центре области заполнения, в то время как печать слева направо приводит только к однородному блеску.
Простую на вид стратегию слева направо на удивление трудно реализовать оптимально. Мы внедрили вариант системы колоний муравьев, описанный Раадом Салманом.
Выровненный прямолинейный
Этот шаблон заполнения работает аналогично прямолинейному заполнению, но последние слои на всех верхних поверхностях выровнены в одном направлении. Это может помочь в создании однородного шаблона верхнего слоя для моделей с верхними слоями разной высоты (представьте себе модель лестницы).
Концентрический
Концентрический рисунок заполнения копирует формы периметра. Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Кривая Гильберта
В основном это эстетическое заполнение. Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину. Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину. Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Архимедовы аккорды
Самый верхний слой архимедовых хорд напечатан по спирали. Это заполнение может сэкономить время при печати определенных моделей.
Спираль Octagram
Опять же, это заполнение описано выше. Он хорош в основном для эстетических целей, но из-за сложной формы увеличивает время печати.
Все, что вам нужно знать о наполнителях
Возможно, вы заметили, что в нашей новой версии PrusaSlicer (2.3) появились новые шаблоны наполнителей. Теперь, с огромным количеством вариантов, вы можете даже почувствовать себя ошеломленным всеми возможностями. Какой наполнитель выбрать? Существует ли единый универсальный шаблон, который работает для каждой модели? Или подбирать в зависимости от конкретного случая? Давайте посмотрим, чего можно добиться, используя правильный тип заполнения и регулируя его параметры.
Заполнение: внутренняя структура ваших 3D-отпечатков
Во-первых, давайте кратко рассмотрим, что такое заполнение и почему оно важно. Если вы профессионал в области 3D-печати, вы можете пропустить эту главу, но никогда не помешает освежить в памяти основы, верно?
Модели, напечатанные на 3D-принтере, редко печатаются сплошными (100% заполнение) или полностью полыми. Вместо этого мы используем метод, который заполняет внутреннюю часть объекта разреженной поддерживающей структурой. Заполнение обеспечивает внутреннюю поддержку верхних слоев, которые в противном случае должны были бы перекрывать пустое пространство. Это помогает сохранить модель твердой и предотвращает появление зазоров и отверстий на верхних поверхностях объекта. Сплошные модели (100% заполнение) требуют большого количества нити и времени. Кроме того, в большинстве случаев сплошные модели не обеспечивают лучших механических свойств по сравнению с моделями с более разреженным заполнением.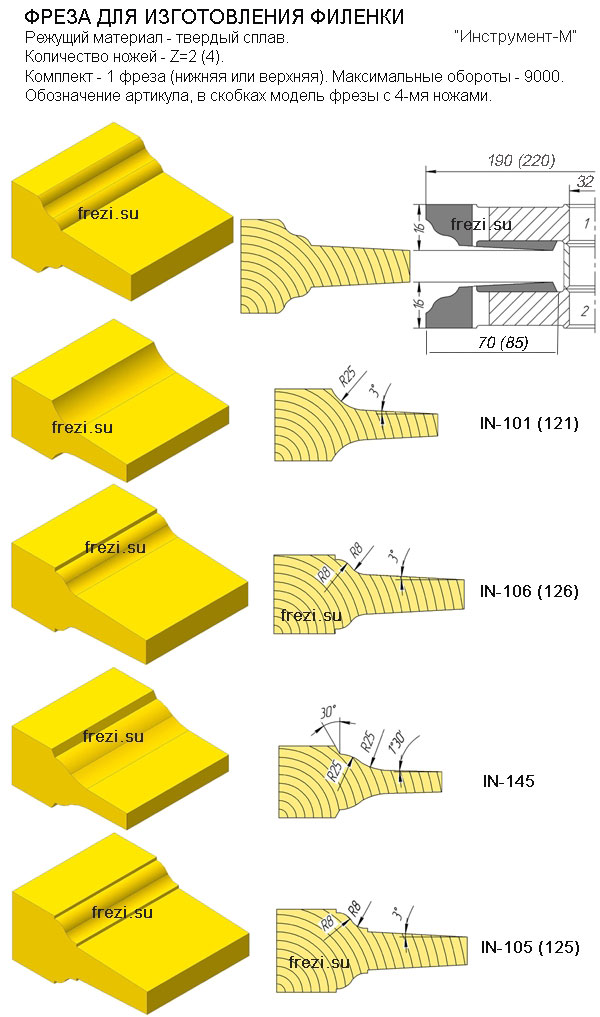 Если вы решите напечатать модель без заполнения, вы рискуете, что поверхность угловых стенок и верхних слоев будет нарушена — могут быть небольшие зазоры или даже большие отверстия. Совершенно очевидно, что лучшее решение находится где-то посередине. При правильных настройках заполнения вы можете экономит много материала и времени , но также позволяет создавать интересные узоры на поверхности.
Если вы решите напечатать модель без заполнения, вы рискуете, что поверхность угловых стенок и верхних слоев будет нарушена — могут быть небольшие зазоры или даже большие отверстия. Совершенно очевидно, что лучшее решение находится где-то посередине. При правильных настройках заполнения вы можете экономит много материала и времени , но также позволяет создавать интересные узоры на поверхности.
В большинстве случаев нет смысла устанавливать плотность заполнения выше 40 %. Наше тестирование показало, что лучшая настройка плотности составляет 10-20%, , и мы реализовали это значение в наших профилях PrusaSlicer. 10-20% — это идеальный баланс между прочностью, надежностью печати, временем печати и расходом материала. Конечно, для некоторых объектов может быть достаточно заполнения 5% (или меньше), особенно больших простых деталей, напечатанных из PLA. С плотностью выше 20% достигается более высокая прочность. Однако того же эффекта можно добиться, добавив больше периметров (Настройки печати/Слои и периметры). С помощью различных настроек печати можно изменить не только внутреннюю структуру и механические свойства, но и скорость печати, расход материала и поверхность объекта.
С помощью различных настроек печати можно изменить не только внутреннюю структуру и механические свойства, но и скорость печати, расход материала и поверхность объекта.
Прежде чем мы начнем с расширенными настройками, давайте кратко рассмотрим все доступные типы заполнения и их свойства один за другим.
Типы наполнителей и их свойства
Список наполнителей сильно расширился, и выбрать правильный тип может быть сложно. Хотя вам может показаться, что они различаются в основном по внешнему виду, верно и обратное. Например, некоторые заполнения могут сэкономить нам много материала и времени, некоторые могут быть заполнены жидкостью и т. д.
Прямолинейный
Прямолинейный — один из основных шаблонов заполнения. Создает прямолинейную сетку, печатая один слой в одном направлении, следующий слой поворачивается на 90° и т. д. Таким образом, экономит нить , а не накапливает материал на пересечениях (в отличие от сетки). Это — одно из самых быстрых печатных заполнений .
Это — одно из самых быстрых печатных заполнений .
Этот тип заполнения является единственным, рекомендуемым для печати со 100% заполнением . Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Выровненная прямолинейная
Это заполнение образовано параллельными линиями , проведенными внутри модели, которые напоминают внешние опорные конструкции. Подобно предыдущему типу, этот заполнитель экономит время , имеет средний расход материала , плюс он не накапливает материал на пересечениях. Однако использование этого заполнения может вызвать некоторые проблемы, если направление линий в заполнении такое же, как и в заполнении первого верхнего сплошного слоя — если они идеально параллельны, верхние слои могут иметь проблемы с перекрытием.
Сетка
Это один из самых простых и быстрых вариантов заполнения. В отличие от прямолинейного, он печатается в обоих направлениях (с поворотом на 90°) в каждом слое . Таким образом, материал накапливается в местах пересечения путей. Сетчатое заполнение более твердое (и имеет лучшую адгезию слоев), чем прямолинейное заполнение, однако иногда оно может вызывать раздражающий шум или даже сбой печати из-за того, что сопло проходит через пересечения, где скапливается материал.
Из-за того, как напечатано это заполнение, пути пересекаются и материал накапливается в этих местах. Вы можете услышать специфический шум, когда сопло ударяется об эти детали. Это может даже привести к неудачной печати.
Треугольники
Это заполнение работает аналогично решетчатому заполнению – пути пересекаются в одном слое, однако на этот раз они напечатаны в трех направлениях и образуют треугольную структуру. Расход материалов и времени практически идентичен сетке.
Расход материалов и времени практически идентичен сетке.
Звезды
Заполнение звезд основано на треугольниках , но путей сдвинуты , чтобы получились шестиконечные звезды. Опять же, это заполнение создается линиями, которые пересекают друг друга в пределах одного слоя. Расход материалов и времени аналогичен предыдущему заполнению.
Кубический
Опять же, это заполнение с дорожками, которые пересекаются друг с другом в пределах одного слоя. Однако, в отличие от ранее описанных заполнений, это создает кубы , ориентированные одним углом вниз. Таким образом, он создает многочисленные воздушные карманы , которые могут служить теплоизоляцией или заставлять объект плавать на воде (с водонепроницаемыми нитями, такими как PETG). Время печати и расход филамента не отличаются от предыдущих заполнений.
Линия
Линия является одним из заполнений, которые не имеют пересекающихся путей в одном слое. Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное , когда речь идет о времени печати и расходе материала.
Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное , когда речь идет о времени печати и расходе материала.
Концентрическое
Концентрическое заполнение повторяет линии периметра модели и уменьшает их по направлению к центру. Другими словами: если вы напечатаете цилиндр, концентрическое заполнение создаст концентрических кругов внутри этого цилиндра. Это может быть полезно с прозрачные детали или гибкие модели (например, шины RC). Главный недостаток – время, потраченное на печать. Расход материала не выше, чем у предыдущих типов заполнения.
Соты
Это заполнение печатает сетку , состоящую из шестиугольников. Главное его достоинство механическая стойкость и оптимальные пути без пересечений. Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до вдвое больше, чем ранее описанных вариантов.
Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до вдвое больше, чем ранее описанных вариантов.
3D-соты
3D-соты печатают большие и меньшие квадраты и восьмиугольники для создания столбцов с периодически увеличивающейся и уменьшающейся толщиной. Опять же, это заполнение не имеет пересекающихся линий в одном слое, однако из-за того, как оно прокладывает пути, оно создает небольших промежутков между слоями. Расход материала и время печати немного хуже по сравнению с обычным сотовым рисунком.
Gyroid
Gyroid — наш любимый и один из лучших наполнителей. Это одна из немногих трехмерных структур, обеспечивающих отличную поддержку во всех направлениях. Плюс печатается относительно быстро, экономит материал, не имеет пересекающихся линий в один слой и отлично смотрится. Специальная форма этого заполнения позволяет заполнять его эпоксидной смолой или другой жидкостью.
Специальная форма этого заполнения позволяет заполнять его эпоксидной смолой или другой жидкостью.
Кривая Гильберта
Кривая Гильберта создает прямоугольный лабиринт внутри модели. Основным преимуществом данного заполнения является его нетрадиционный вид, плюс его достаточно легко залить эпоксидной смолой или другой жидкостью – модель разбита на несколько крупных полостей, а не на множество мелких «пузырьков». Основным недостатком этого заполнения является увеличение времени печати, которое находится где-то между сотовым и прямолинейным заполнением. Материалоемкость кривой Гильберта аналогична прямолинейной.
Архимедовы хорды
Опять же, этот закрученный спиралью заполнитель облегчает заполнение жидкостью. Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают с гибкостью модели , если вы печатаете ее гибкой нитью.
Октаграммная спираль
Октаграммная спираль позволяет легко наполнять объект жидкостью из-за больших отсеков, выполненных с этим типом заполнения. Спираль Octagram также может помочь с гибкостью для некоторых моделей. Но в основном это эстетические цели и поддержка верхнего слоя. Расход материала аналогичен архимедовым аккордам, но время печати немного больше.
Адаптивный куб
Адаптивный куб работает по тому же принципу, что и куб: Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в одном слое. Но есть одно большое преимущество: в отличие от простого кубического заполнения, этот шаблон делает заполнение более плотный к краям модели, оставляет большие полости в середине. Расход материала составляет ок. на ¼ меньше прямолинейного заполнения.
Заполнение Adaptive Cubic работает путем уточнения тех ячеек октодерева, которые содержат любой объектный треугольник. Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения. По сути, это заполнение автоматически становится более или менее плотным, в зависимости от расстояния до ближайшей стены. Это особенно полезно для больших отпечатков с большим внутренним объемом. В результате сокращается время печати и снижается расход филамента при сохранении отличной поддержки верхних слоев и аналогичных механических свойств.
Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения. По сути, это заполнение автоматически становится более или менее плотным, в зависимости от расстояния до ближайшей стены. Это особенно полезно для больших отпечатков с большим внутренним объемом. В результате сокращается время печати и снижается расход филамента при сохранении отличной поддержки верхних слоев и аналогичных механических свойств.
Кубическая опора
Кубическая опора работает аналогично предыдущему типу, но с одним отличием: плотность заполнения увеличивается только по оси Z. Его основная функция поддерживать верхние слои за счет максимально возможной экономии материала, это не улучшает никаких механических качеств модели. Расход материала и время печати этого заполнения составляют 90 050, что является самым низким показателем среди всех поддерживаемых заполнений.
Виды заполнения верхнего (нижнего) слоя
Редактирование заполнения не заканчивается выбором типа заполнения внутренних частей объекта. Вы также можете изменить типы заполнения верхнего и нижнего слоя, чтобы получить интересные результаты. Их можно настроить на вкладке Параметры печати/Заполнение/Верхний (нижний) шаблон заполнения . Однако изменение верхнего или нижнего заполнения в основном влияет на эстетические изменения и не улучшает механические свойства модели.
Все семь типов верхнего (нижнего) заполнения напечатаны с 80% потоком для выделения узоров.
Прямолинейный
Опять же, это один из самых распространенных (и основных) типов верхнего заполнения. Пути печати ориентированы зигзагообразно для всего слоя. Однако это самый простой тип заполнения, который не дает никаких преимуществ (см. Монотонное заполнение).
Монотонный
Монотонный рисунок заполнения заполняет верхний (нижний) слой параллельными линиями, аналогично прямолинейному типу заполнения. Тем не менее, это заполнение работает с расширенное планирование пути. В отличие от прямолинейного, это заполнение всегда печатается слева направо и никогда в противоположном направлении. Эта простая система приводит к получению однородного заполнения без некрасивых выступов. Обычно они появляются с другими заполнениями, когда пути слева направо встречаются с путями справа налево. Этот, казалось бы, простой метод на удивление сложно реализовать. Мы использовали вариант Ant Colony System , описанный Раадом Салманом.
Тем не менее, это заполнение работает с расширенное планирование пути. В отличие от прямолинейного, это заполнение всегда печатается слева направо и никогда в противоположном направлении. Эта простая система приводит к получению однородного заполнения без некрасивых выступов. Обычно они появляются с другими заполнениями, когда пути слева направо встречаются с путями справа налево. Этот, казалось бы, простой метод на удивление сложно реализовать. Мы использовали вариант Ant Colony System , описанный Раадом Салманом.
Выровненный прямолинейный
Этот шаблон заполнения работает аналогично прямолинейному заполнению, но последние слои на всех верхних поверхностях выровнены в одном направлении. Это может помочь в создании однородного шаблона верхнего слоя для моделей с верхними слоями разной высоты (представьте себе модель лестницы).
Концентрический
Концентрический рисунок заполнения копирует формы периметра. Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Кривая Гильберта
В основном это эстетическое заполнение. Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину . Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Архимедовы хорды
Самый верхний слой архимедовых хорд напечатан по спирали. Это заполнение может сэкономить время при печати определенных моделей.
Спираль Octagram
Опять же, это заполнение описано выше. Он хорош в основном для эстетических целей, но из-за сложной формы увеличивает время печати.
Расширенные настройки
PrusaSlicer позволяет вам еще больше настраивать шаблоны заполнения! Если вы переключитесь в расширенный или экспертный режим, вы найдете гораздо больше настроек на вкладке «Заполнение». Давайте посмотрим на все настройки, связанные с заполнениями, независимо от того, находится ли он в расширенном или экспертном режиме:
Давайте посмотрим на все настройки, связанные с заполнениями, независимо от того, находится ли он в расширенном или экспертном режиме:
Длина анкера заполнения
Заполнение обычно соединяется с периметрами с помощью так называемого анкера, который представляет собой короткую линию другого (внутреннего) периметра, переходящую в линию заполнения. Длина значения анкера заполнения определяет, сколько миллиметров этого анкера будет соединять заполнение и периметры. Если вы установите это значение равным 0, заполнение будет печататься независимо по периметру. Установите более высокое значение, чтобы напечатать якорь, который будет продолжаться как само заполнение. Заполняющий анкер помогает увеличить целостность и прочность модели.
Максимальная длина анкера заполнения
Это значение устанавливает максимальную длину анкера заполнения, соединяющего заполнение с периметрами.
Утюжок
Утюжок создает гладкую верхнюю поверхность на горизонтальных плоскостях – дорожки нити практически не видны. Как это достигается? Горячее сопло проходит по поверхности еще раз, но с небольшим потоком филамента. Включение или выключение глажки и/или выбор типа глажки (все верхние поверхности, только самая верхняя поверхность, все твердые поверхности) должно быть достаточным для большинства пользователей 3D-принтеров. Тем не менее, некоторые могут захотеть настроить скорость потока или интервал между проходами глажки. расход задается в процентах, связанных с нормальной высотой слоя, расстояние между проходами глажки указывает, насколько далеко должны быть параллельные направляющие сопла друг от друга. Для этих параметров заданы оптимальные значения, но вы можете поэкспериментировать с ними по своему усмотрению, если вас не устраивают результаты.
Как это достигается? Горячее сопло проходит по поверхности еще раз, но с небольшим потоком филамента. Включение или выключение глажки и/или выбор типа глажки (все верхние поверхности, только самая верхняя поверхность, все твердые поверхности) должно быть достаточным для большинства пользователей 3D-принтеров. Тем не менее, некоторые могут захотеть настроить скорость потока или интервал между проходами глажки. расход задается в процентах, связанных с нормальной высотой слоя, расстояние между проходами глажки указывает, насколько далеко должны быть параллельные направляющие сопла друг от друга. Для этих параметров заданы оптимальные значения, но вы можете поэкспериментировать с ними по своему усмотрению, если вас не устраивают результаты.
При увеличении расхода вы рискуете тем, что остатки материала останутся на поверхности. Кроме того, следы сопел могут оставаться видимыми. С другой стороны, более низкий поток оставит видимыми пути последнего слоя из-за отсутствия материала, заполняющего промежутки.
Расстояние между проходами глажки также оказывает большое влияние на видимость верхнего слоя. Чтобы было немного легче представить, сравним его со снегоочистителем. Допустим, вы используете только часть отвала для очистки от снега — он уберет некоторое количество снега и очистит вспаханную часть дороги. Однако, если вы вкопаете все лезвие плуга в снег и двинетесь вперед, вы создадите путь, но останется лишний снег.
Чтобы узнать больше о глажке, прочитайте нашу предыдущую статью.
Сокращение времени печати
PrusaSlicer предлагает два варианта экономии времени и материала. Первый вариант — , объединяющий заполнение через каждые X слоев. Значение по умолчанию равно 1, при этом каждый слой периметра печатается с одним слоем заполнения (1 = отношение 1 слоя заполнения на 1 слой периметра). При увеличении значения до 2 (соотношение 2:1) будет напечатан один слой заполнения (соответствующей высоты слоя) для каждых двух слоев периметра. Но имейте в виду, что это значение нельзя увеличивать бесконечно. PrusaSlicer позволит вам установить его очень высоким, но единственное максимальное физически возможное значение будет записано в G-код. Чтобы быть конкретным: если вы используете сопло 0,4 мм и высоту слоя 0,15 мм, слайсер не позволит вам печатать на один заполняющий слой реже, чем каждые два слоя по периметру. В противном случае заполнение будет напечатано на пустом месте. Но если вы печатаете с высотой слоя 0,05 мм (сопло 0,4 мм), вы можете комбинировать заполнение через каждые 6 слоев (максимальная высота слоя 0,3 мм).
Но имейте в виду, что это значение нельзя увеличивать бесконечно. PrusaSlicer позволит вам установить его очень высоким, но единственное максимальное физически возможное значение будет записано в G-код. Чтобы быть конкретным: если вы используете сопло 0,4 мм и высоту слоя 0,15 мм, слайсер не позволит вам печатать на один заполняющий слой реже, чем каждые два слоя по периметру. В противном случае заполнение будет напечатано на пустом месте. Но если вы печатаете с высотой слоя 0,05 мм (сопло 0,4 мм), вы можете комбинировать заполнение через каждые 6 слоев (максимальная высота слоя 0,3 мм).
Второй вариант экономии времени (и материала) печатать заполнение только там, где это необходимо. Например, если вы печатаете сферу, эта функция создаст только столбец заполнения в центре для поддержки возможных выступов. Основным недостатком этой функции является низкая устойчивость к вмятинам из-за отсутствия заполнения в некоторых частях модели.
Advanced
Эти настройки заполнения являются действительно продвинутыми функциями, и большинству пользователей 3D-принтеров они даже близко не понадобятся. Тем не менее, могут быть некоторые особые случаи, когда вам нужно будет их настроить, поэтому давайте посмотрим, что они делают:
Тем не менее, могут быть некоторые особые случаи, когда вам нужно будет их настроить, поэтому давайте посмотрим, что они делают:
Печать сплошного заполнения через каждые X слоев может пригодиться, когда вы хотите повысить жесткость модели (хотя увеличение количества периметров работает лучше) или разделить ее на несколько полостей, которые могут быть полезны, если вы хотите, чтобы объект плавал на воде. Эта функция просто вызывает печать сплошного заполнения через равные промежутки времени.
Угол заливки поворачивает рисунок на выбранный угол.
Пороговая область сплошного заполнения используется в основном для мелких и сложных деталей. С помощью этого параметра вы можете настроить, насколько большие или маленькие полости модели должны быть заполнены со 100% заполнением. Это может помочь сделать тонкие детали прочнее.
Угол перемычки вычисляется PrusaSlicer автоматически. Если вы оставите его равным 0°, PrusaSlicer выберет наилучшее значение. Однако при желании вы можете изменить его вручную. Печать с углом перемычки, равным 0°, может быть достигнута установкой его на 180°.
Однако при желании вы можете изменить его вручную. Печать с углом перемычки, равным 0°, может быть достигнута установкой его на 180°.
Втягивание только при пересечении периметров может немного сократить время печати и повысить целостность заполнения. Отключение втягивания увеличит количество капель нити, которые не будут видны (скрыты внутри модели). Отводы останутся включенными для периметров.
Печать Заполнение перед периметрами иногда может помочь при печати выступов, к которым не к чему прикреплять периметры. Однако заполнение может негативно сказаться на качестве внешней поверхности. Второе использование этого метода для MMU2, где вытеснение цветов дает лучшие результаты — цвет очищается до заполнения, а периметр печатается чистым цветом.
На этом мы завершаем наше глубокое погружение в мир узоров заполнения. Мы предлагаем собственные проверенные профили PrusaSlicer с измененными значениями, которые должны работать для подавляющего большинства пользователей.