Содержание
Металлизация цинк напыление цинковых покрытий
Газотермическое напыление покрытий из цинка по ГОСТ 9.304 является одним из способов металлизации поверхностей с целью их защиты от коррозионного воздействия окружающей среды. Цинк обладает более отрицательным электрическим потенциалом, чем железо, а следовательно, предохраняет металлические части стальных конструкций, резервуаров, судов и трубопроводов от воздействия коррозии.
Мы выполняем подрядные работы по газотермическому напылению покрытий из цинка по ГОСТ 9.304 защиты стальных конструкций от коррозии. В нашем активе — многолетний опыт газотермического напыления цинковых покрытий, опытные бригады специалистов, которые выполняют наплавку и ремонт покрытий из Zn и его сплавов по всей европейской территории России, участие в СРО по строительству, ремонту и капитальному ремонту.
Способы металлизации цинком
Существуют несколько способов металлизации цинком:
- метод горячего цинкования – когда деталь из стали после предварительного очищения погружают в расплавленный цинк, тем самым на поверхности образуется слой из цинковых и железных сплавов;
- гальванический метод – цинкование происходит за счет погружения детали в ванну с солями цинка и дальнейшего электролиза;
- цинкование напылением – когда микрочастицы расплавленного цинка наносятся на подготовленную металлическую поверхность в потоке газа.
 Частицы за счет кинетической и тепловой энергетической составляющей, сталкиваясь с поверхностью, растекаются, и, охлаждаясь, образуют тонкий цинковый слой.
Частицы за счет кинетической и тепловой энергетической составляющей, сталкиваясь с поверхностью, растекаются, и, охлаждаясь, образуют тонкий цинковый слой.
 Частицы за счет кинетической и тепловой энергетической составляющей, сталкиваясь с поверхностью, растекаются, и, охлаждаясь, образуют тонкий цинковый слой.
Частицы за счет кинетической и тепловой энергетической составляющей, сталкиваясь с поверхностью, растекаются, и, охлаждаясь, образуют тонкий цинковый слой.Метод холодного цинкования не является технологией создания неорганического цинкового покрытия. По сути, это простая окраска металлической поверхности грунтом, содержащим порошкообразный цинк. Получающийся в результате слой цинконаполненной грунтовки обладает всеми недостатками лакокрасочных покрытий (низкая адгезия, низкая стойкость к механическим повреждениям, подпленочная коррозия и пр.)
Выбор метода нанесения цинкового покрытия
Сравнив перечисленные выше методы, можно прийти к выводу, что газотермическое цинковое напыление более выгодно для металлических поверхностей большой площади, так как этот процесс можно выполнять в процессе строительства, для него не требуется высокотемпературный режим, нет влияния покрытия на основной металл.
Преимущества газотермического напыления цинка:
- можно осуществлять цинкование строительных металлоконструкций на месте эксплуатации, ничего не нужно демонтировать и перемещать;
- Толщина слоя, формируемого при напылении цинка, может достигать 300 и более микрон, что практически недостижимо при гальваническом или горячем цинковании. Больший слой покрытия требуется по СП 28.13330, т. к. обеспечивает более долговременную защиту от коррозии;
- можно быстро обработать большие площади металлических деталей;
- после горячего цинкования на поверхности образуется слой цинковых соединений с большой примесью ферритов, то есть соединений железа, что делает содержание цинка в покрытии минимальным (около 40%). Напыление лишено этого недостатка;
- метод напыления более экологичен, чем гальванический, в некоторых странах линии для горячего цинкования больше не используются по причине опасности для здоровья и окружающей среды;
- процесс напыления не требует трудоемкой и опасной подготовки поверхности, ведь для гальванического цинкования требуется предварительное травление обрабатываемых деталей кислотой. При напылении достаточна абразивно-струйная чистка;
- Напыленные цинковые покрытия отлично окрашиваются, и лакокрасочный слой обладает существенно более высокой адгезией, чем при окраске непокрытого или оцинкованного металла.
 Больший слой покрытия требуется по СП 28.13330, т. к. обеспечивает более долговременную защиту от коррозии;
Больший слой покрытия требуется по СП 28.13330, т. к. обеспечивает более долговременную защиту от коррозии;
Очевидно, что в случае, если требуется покрыть цинком большие стальные конструкции, газотермическое напыление является самым верным решением, так как простое покрытие цинконаполненным составом не обеспечивает достаточной защиты от коррозии по причине своей нестойкости к механическим воздействиям.
Покрытие цинком сварных конструкций
Газотермическое покрытие цинком особенно выгодно, если требуется сварка металлических поверхностей, ведь оцинкованные детали очень плохо поддаются сварке – температура плавления цинка ниже, чем у железа, цинк попадает в сварочную ванну и ослабляет сварные швы. Поэтому приходится сначала сваривать нужные конструкции, а потом лишь оцинковать их. И способ покрытия с помощью газотермического напыления тут будет как нельзя кстати.
Установки для газотермического напыления довольно мобильны и это делает данный метод еще более легким и доступным. Стоимость процесса также невелика. При этом можно получить требуемый слой чистого цинкового покрытия без примесей, что защищает обработанную поверхность от воздействия коррозии на 30-100 лет (в зависимости от толщины цинкового слоя и агрессивности среды).
Технология цинкования газотермическим методом
Мы используем для нанесения цинковых покрытий специальное оборудование – газопламенный металлизатор, куда подается смесь горючего газа и кислорода.
Проволочное газопламенное напыление цинка по ГОСТ 9.304 происходит следующим образом: цинковая проволока подается через центральное отверстие горелки металлизатора, где под воздействием пламени расплавляется и распыляется на подготовленную поверхность.
Температура факела горелки металлизатора зависит, прежде всего, от состава горючей смеси – самую высокую температуру дает смесь кислород-ацетилен в соотношении 1:1. Проволочные металлизаторы дают более низкую температуру факела газовой струи, чем порошковые, за счет подачи в горелку струи холодного воздуха.
Помимо газопламенного метода, нагревание частиц цинка может осуществляться и при помощи электрической дуги. Данный метод напыления называется электродуговой металлизацией.
Работы по газотермическому напылению цинка
ООО «Инновационные покрытия» является надежным подрядчиком по цинкованию металлических поверхностей, членом СРО генеральных подрядчиков и субподрядчиков.
Специалисты нашей компании имеют достаточную квалификацию и большой опыт по нанесению цинковых покрытий непосредственно на местах производства, строительства и эксплуатации конструкций. Все работы производятся в соответствии с требованиями техники безопасности и с соблюдением всех стандартов.
ООО «ИНПО» также осуществляет разработку газотермического напыления покрытий для конкретных случаев в соответствии с назначением, а также ведет исследовательскую деятельность в области улучшения технологии металлизации поверхностей с использованием отечественных и импортных материалов и установок.
Технология газопламенного напыления цинка для установки грузового подъемника на улице
При установке и эксплуатации грузовых подъемников на улице под открытым небом, важно надежно защитить высокотехнологичное оборудование, его детали, узлы и механизмы от коррозии.
Во-первых — это продлит срок службы грузового подъемника. Во-вторых — повысит безопасность его эксплуатации. И в дополнение — максимально долго сохранит грузовому подъемнику эстетичный внешний вид.
В этой статье мы расскажем об особой технологии цинкования металлоконструкций – технологии газопламенного напыления цинка, о которой, как оказалось, знают не многие. Объясним в чем ее суть, особенности и преимущества.
Для начала предлагаем посмотреть динамичное видео, где наглядно представлена полная технологическая цепочка обработки поверхности металлоконструкций для максимально надежной защиты грузового подъемника от коррозии.
Смотреть видео с демонстрацией технологии газопламенного напыления металла.
Чаще всего, в качестве покрытия для газопламенного напыления выбирают цинк или алюминий. Именно эти два металла обеспечивают лучшую защиту металлоконструкций от коррозии.
В зависимости от типа оборудования, распыляемые металлы могут быть в форме проволоки либо в виде порошка. В последнем случае технология получила название «порошковое газопламенное напыление».
Газопламенное напыление металла будет не эффективным, если напыляемый металл (в нашем случае это цинк) не будет иметь хорошей адгезии к поверхности металлоконструкций. Гарантированная адгезия напыляемого цинка обеспечивается за счет создания шероховатой поверхности металла, чего можно добиться путем дробеструйной обработки металлоконструкций грузового подъемника.
Гарантированная адгезия напыляемого цинка обеспечивается за счет создания шероховатой поверхности металла, чего можно добиться путем дробеструйной обработки металлоконструкций грузового подъемника.
Чтобы подготовленная поверхность металлоконструкций не успела окислиться, газопламенное напыление нужно производить в течение первых 4-х часов после дробеструйной обработки металла.
Толщина порошкового напыления цинка определяется индивидуально.
Толщина напыляемого цинка зависит от того, какой степени защиты металлоконструкций от коррозии необходимо добиться. Для оборудования PANDA LIFT, которое устанавливается и эксплуатируется на улице под открытым небом, мы напыляем цинк слоем 120 – 150 микрон. Равномерность напыляемого покрытия определяется и контролируется толщиномером.
После процесса газопламенного напыления цинка металлические конструкции надежно защищены от коррозии даже при агрессивном воздействии атмосферы. Гарантия на такое защитное покрытие может составлять до 15-20 лет.
Поверх слоя цинка, нанесенного на металл газопламенным методом, оборудование PANDA LIFT дополнительно окрашивается прозрачным лаком или двумя слоями 2-х компонентной атмосферостойкой краски. Лакокрасочное покрытие имеет превосходную адгезию и хорошо ложиться на шероховатый цинковый слой, который по фактуре напоминает мелкую наждачную бумагу.
В результате такой мощной многослойной защиты металлических конструкций от коррозии, грузовые подъемники PANDA LIFT могут эксплуатироваться на улице под открытым небом до 25-30 лет, а риск преждевременного выхода оборудования из строя из-за агрессивного воздействия атмосферы, существенно снижается.
Понимание термонапыляемых покрытий для цинка
В
мир термического напыления, порошки играют
существенная роль. Никелевый порошок для термического напыления и порошки других сплавов, например
а также порошки сплавов на основе кобальта и железа используются для защиты и
ремонт механических частей. Требования к твердости покрытия определяют
Требования к твердости покрытия определяют
какой сплав или порошок наиболее подходит для конкретного применения.
Как все это работает?
Как
используется движущая сила, сжатый воздух и «пистолет». Воздушные приводы
цинковая проволока через сопло пистолета. Требуемый процесс нагрева предоставляется бесплатно
кислородно-ацетиленового пламени. Чтобы материал можно было распылить на
обрабатываемой детали, пламя распыляет выбранный порошок (цинк) на частицы и
образуется термический напыление цинка. Это обеспечивает защитный слой за счет использования
сжатого воздуха. Даже если после пескоструйной обработки основание имеет неровный
поверхность, металлическое покрытие прочно прилипнет к поверхности заготовки.
Использование цинкового термического спрея
А
сплошное покрытие образовалось, когда заготовка была обработана распыленным высоким
температурные частицы (или мелкие капли), протекающие через высокоскоростную
воздушный поток.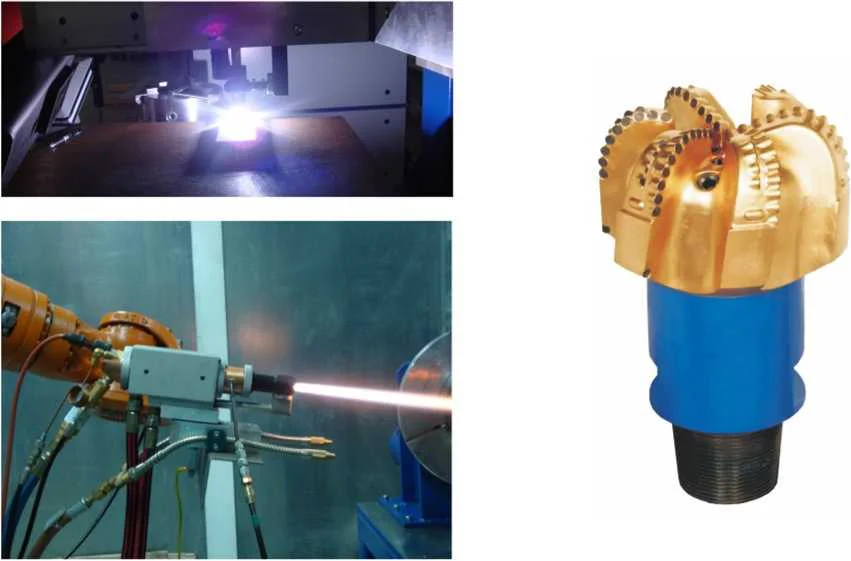 Теперь поверхность заготовки может получить вариации
Теперь поверхность заготовки может получить вариации
далее:
- Антимикроволновое излучение
- Дезинфекция
- Герметизация
- Проводимость
- Теплоизоляция
- Стойкость к окислению
- Термостойкость
- Коррозионная стойкость
- Износ
- Твердость
Дополнительно,
могут быть получены специальные химические и физические свойства.
Через
процесс термического напыления цинка, отходы оборудования могут быть сведены к минимуму, потому что
части, которые обычно утилизируются, могут быть восстановлены. Процесс также может,
при изготовлении новых деталей обеспечить повышенную долговечность защитой
и укрепление.
Требования к распылению
Там
Это ряд требований, которые необходимо соблюдать для достижения успеха при термическом напылении цинка.
Требования к процессу распыления следующие:
- Нанесение дополнительных покрытий распылением можно начинать, как только температура
поверхность с покрытием упала ниже 70°C (после первого покрытия). - Между слоями распылитель должен стоять перпендикулярно.
- Толщина распыления должна быть как можно более равномерной, и
распылительная лента должна иметь ширину перехлеста в одну треть. - 25 – 80 мкм
соответствующую толщину нанесения движущимся пистолетом-распылителем. - Под углом не менее 45° подложка
поверхность должна находиться под прямым углом к распылителю, на расстоянии распыления
от 100 до 200 мм. - При давлении не менее 0,4
МПа, распыляемый сжатый воздух должен быть сухим и чистым.

Требования к опрыскиванию следующие:
- Без складок, без масла и без ржавчины, цинковая проволока должна быть гладкой
и имеют диаметр от 2,0 до 3,0 мм. - Металл должен иметь чистоту не менее 99,99 %.
распыление цинка.
Для
Более 70 лет компания A&A Coatings работает в сфере производства покрытий для термического напыления.
передний план. У нас также есть возможности механической обработки, притирки и шлифовки. Если
Если
Процесс термического напыления цинка, описанный выше, звучит как то, что вы и ваши
может быть полезно для бизнеса, поговорите с одним из наших знающих
представителей. Мы предлагаем множество других материалов и процессов для термического напыления, таких как
Что ж. Имея так много предложений, мы обслуживаем почти все мыслимые отрасли. За
больше информации, свяжитесь с нами сегодня.
Цинковые покрытия для термического напыления | AFT Fluorotec
Обладая впечатляющими свойствами коррозионной стойкости, цинк обычно выбирают в качестве защитного покрытия для ряда компонентов, которые должны выдерживать суровые условия окружающей среды и не поддаваться ржавчине и коррозии.
Цинковая поверхность, нанесенная термическим способом, обеспечивает «текстурированную» поверхность, что является отличной подготовкой к нанесению верхнего слоя. Верхнее покрытие может наноситься либо порошковым способом, либо с использованием многолетнего опыта компании AFT в области технически совершенных жидких функциональных покрытий.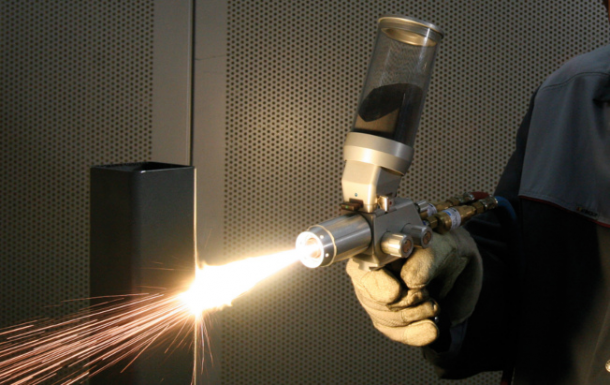
Как следует из названия, термическое напыление цинка представляет собой процесс, при котором цинк размягчается путем нагревания, после чего мелкие расплавленные частицы выбрасываются на очищенную и подготовленную поверхность, где они прилипают, образуя сплошное защитное цинковое покрытие. Комбинация тепловой и кинетической энергии заставляет частицы сплющиваться или «рассыпаться» на поверхность и другие ранее распыленные капли. Термическое напыление цинка AFT известно как «холодный» процесс, так как практически отсутствует подвод тепла к подложке (<80 ° C, поэтому нет деформации).
Цинковое напыление также позволяет наносить более толстое покрытие, что продлевает срок службы компонентов, делая их функциональными в более жестких условиях.
Где еще используется термически напыленный цинк и почему?
Этот процесс используется во многих областях, где требуется жертвенная коррозионная стойкость. Цинковое термическое напыление AFTs обеспечивает защиту от окружающей среды декоративных стальных конструкций и скульптур перед окончательным нанесением порошка жидкого верхнего покрытия. Архитекторы и дизайнеры даже требуют, чтобы недорогие стальные изделия были покрыты термическим напылением из бронзы и/или латуни поверх термически напыленного цинка, что позволяет производить долговечные очень декоративные изделия с гораздо меньшими затратами, чем изделия из цельной бронзы.
Архитекторы и дизайнеры даже требуют, чтобы недорогие стальные изделия были покрыты термическим напылением из бронзы и/или латуни поверх термически напыленного цинка, что позволяет производить долговечные очень декоративные изделия с гораздо меньшими затратами, чем изделия из цельной бронзы.
Помимо обеспечения расширенной защиты от коррозии стальных конструкций и отливок (до 50 лет), термически напыленный цинк обеспечивает электронную защиту от небольших портативных устройств до военного оборудования связи.
Многочисленные ПРЕИМУЩЕСТВА
Наше цинковое термическое напыление имеет ряд преимуществ по сравнению с традиционным цинкованием погружением.
- Идеально подходит для крупных компонентов или компонентов неправильной формы, которые не помещаются в погружной бак.
- Гибкость — детали можно оцинковывать напылением в цеху по изготовлению металла или на месте.
- Отсутствие риска тепловой деформации.
- Более толстые покрытия означают, что компонент способен выдерживать более суровые условия.
- Процесс быстрее и дешевле, чем цинкование погружением.

ЦИНКОВЫЕ ТЕРМОРАСПЫЛИТЕЛЬНЫЕ ПОКРЫТИЯ
Свяжитесь с нашей командой экспертов, чтобы обсудить наши услуги по нанесению покрытий.
Наша команда будет рада ответить на любые ваши вопросы об использовании наших продуктов и услуг в вашем следующем проекте. Заполните свои данные ниже, и мы свяжемся с вами.
Ваше имя *
Номер телефона *
Загрузить проектный документ
Наш отдел покрытий может обслуживать только бизнес-клиентов, базирующихся в Великобритании.