Горячее цинкование металла: оборудование и технология. Горячий цинк
Горячее цинкование металлоконструкций - полное описание технологии
Для предохранения металлов от коррозии существует много способов, отличающихся и эффективностью, и себестоимостью. Один из них – анодное покрытие. Оно производится по различным методикам, которые предполагают использование соответствующего оборудования, характеризуются определенной сложностью процесса и необходимым временем на его проведение.
Пожалуй, самая известная из них (и наиболее широко распространенная) – горячее цинкование. По популярности уступает лишь способу электролитического покрытия металлоконструкций, но только в плане финансовых вложений, так как по долговечности намного его превосходит.
Принцип цинкования
Поверхность заготовки покрывается слоем этого металла (как правило, толщиной 40 – 65 мкм). В результате исключается прямой контакт «основы» с жидкостями и обеспечивается надежная антикоррозийная защита. Применяется (в основном) для обработки железа или стали. Но делается это разными способами.
С точки зрения оптимального сочетания экономичности и высокого результата лучшим вариантом считается именно горячее цинкование. По оценкам специалистов, при эксплуатации металлоконструкций даже в самых неблагоприятных условиях эффективность такого покрытия не снижается на протяжении не менее 65 – 70 лет. Вот эту технологию и рассмотрим подробнее.
Преимущества горячего цинкования
- Возможность обработки любых заготовок, независимо от сложности их формы.
- Способность к «самовосстановлению». Если какой-либо участок металлоконструкции получил механическое повреждение, то дефект покрытия постепенно минимизируется и полностью устраняется без постороннего вмешательства.
- Устойчивость перед жидкостями примерно в 6 раз выше аналогичного показателя «защищенности», обеспеченной другими методиками.
- Все имеющиеся дефекты основы (раковины, поры и так далее) тщательно скрываются слоем цинка.
- Надежное скрепление защитного слоя с поверхностью заготовки.
- Низкие эксплуатационные затраты. Основной пункт экономии – отсутствие необходимости в регулярной обработке и окрашивании металлоконструкций.
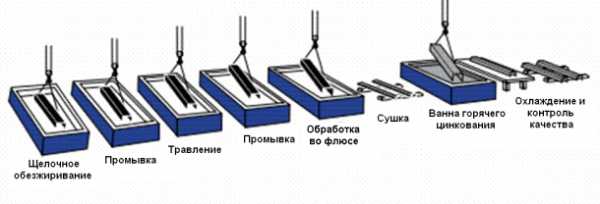
Принцип и технология горячего цинкования
Суть процесса коротко можно описать так – после предварительного «освежения» (этап подготовительных мероприятий) деталь погружается в резервуар с расплавленным цинком. Металл буквально «обволакивает» заготовку, проникая в самые труднодоступные места конструкции.
Более подробно ознакомиться со всеми нюансами цинкования по «горячей» методике можно в ГОСТ № 9.307 от 1989 года. Мы же рассмотрим основные операции, и этого будет вполне достаточно, чтобы понять принцип такой обработки деталей.
Подготовка металлоконструкции
Данная работа включает в себя несколько операций (технологических этапов).
Механическая обработка
Производится с целью удаления с поверхности заготовки грязи, окалины и тому подобное. То есть фракций инородных веществ. На производстве это делается пескоструйными аппаратами в специальных боксах.
Обезжиривание
Производится при средней температуре +75 ºС с целью повысить качество скрепления цинка с основой. Присутствие на ней в процессе дальнейшей обработки каких-либо химических соединений (к примеру, масляных пятен) не допускается, так как это может привести впоследствии или к отслоению покрытия, или к неравномерности его толщины (а то и образованию «голых» зон). Удаление посторонних веществ производится специальными средствами (реагентами).
Промывка
Смысл данной операции понятен – удалить с детали все использовавшиеся в процессе обезжиривания химикаты.

Травление
На поверхности металла, подлежащего цинкованию, всегда присутствуют в определенных долях различные окислы (в том числе и ржавчина). Вот от них и очищается заготовка. Это делается с использованием кислоты, преимущественно соляной, при комнатной температуре (порядка 22 – 24 ºС). Ориентировочная концентрация раствора – от 140 до 200 г/л (зависит от степени загрязнения металла).
Особенности
Во-первых, если ранее заготовка подвергалась цинкованию, то сначала в отдельной емкости удаляется защитный слой. Во-вторых, для минимизации воздействия кислоты на материал основы и исключения усиленного выделения водорода используются специальные вещества (ингибиторы), которые вводятся в раствор.
Промывка
Эта операция необходима для удаления продуктов химических реакций, протекавших на этапе травления, и остатков кислотного раствора.
Флюсование
На этом этапе производится окончательная подготовка заготовки к обработке расплавленным цинком. Во-первых, тонкий слой используемого средства (флюса) предотвращает окисление материала (а данный процесс идет постоянно). Во-вторых, по аналогии с пайкой, повышает надежность «сцепки» (цинк + основа).
Обработка производится в условиях + 60 ºС раствором концентрацией порядка 500 г вещества на 1 л воды. Как правило, это состав из хлоридов аммония и цинка.
Особенность
В процессе флюсования осуществляется постоянный контроль над содержанием железа, кислотностью и плотностью раствора. При необходимости вводится перекись водорода. Она снижает процентное содержание железа путем образования его солей, которые выпадают в осадок.
Термическая подготовка металлоконструкции
После обработки растворами заготовку необходимо тщательно просушить. Если в процессе ее погружения на поверхности будут остатки жидкости, то это приведет к образованию ее паров и отразится на качестве конечного покрытия. Кроме того, такое предварительное повышение температуры образца (до 100 ºС) позволяет снизить эн/затраты в ходе операции по цинкованию.
Подача (выемка) заготовок в печь производится механизированным способом. Для обеспечения высокого качества осушки используется не менее 2-х термических камер.

Покрытие слоем цинка
Собственно, это является конечной целью всех подготовительных операций. Необходимый температурный режим выбирается исходя из местных условий и специфики заготовки. В среднем это +420 ºС (предельное значение – до +455).
Особенности
- Наличие эффективной вытяжки, так как процесс цинкования сопровождается интенсивным парообразованием.
- Строгое соблюдение скорости погружения и времени выдержки детали в резервуаре с «расплавом».
- Качество охлаждения металлоконструкции.
Основные операции
- Погружение.
- «Выдержка» в емкости (порядка 4 – 10 минут). Если образуется шлак, то он удаляется механическим способом.
- Выемка заготовки из ванны. Толщина слоя защитного покрытия во многом определяется скоростью извлечения детали из емкости, поэтому рассчитывается индивидуально для каждого образца.
Охлаждение
Может проводиться или принудительно, или протекать естественно, в условиях помещения.
Вот, собственно, и весь смысл технологических операций, которые позволяют обеспечить качественное цинкование материалов. Для общего понимания сути всех процессов вполне достаточно.
ismith.ru
технология и метод по ГОСТ
Изделия, изготавливаемые из стали, подвергаются агрессивным воздействиям окружающей среды. Образование коррозии невозможно предупредить без обработки после производства изделия. Наиболее действенным, долговечным способом является горячее цинкование. Популярность появилась после проверки временем обработанных изделий и экономичности производства.

Горячее цинкование стали
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.

Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.
Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
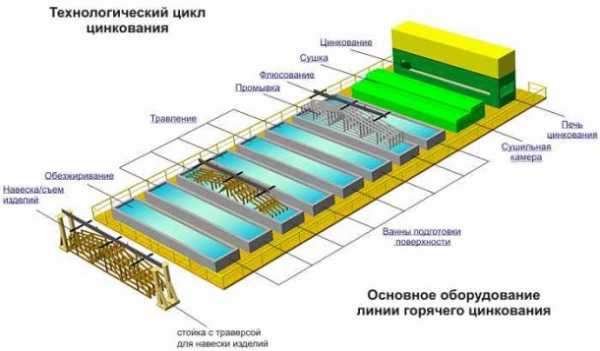
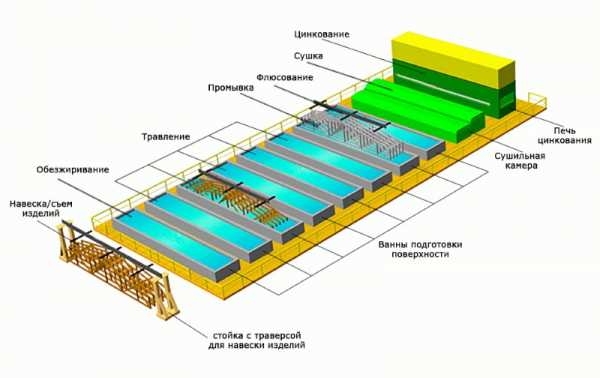
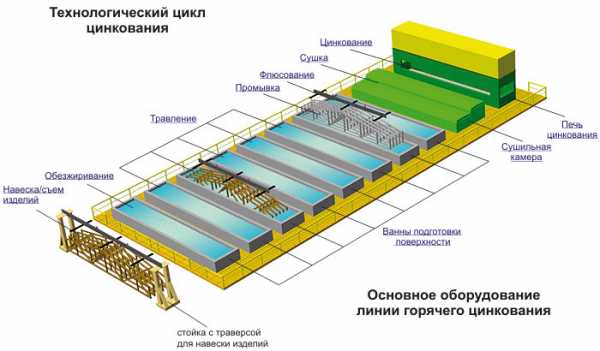
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.

Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.

Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Горячее цинкование - это... Что такое Горячее цинкование?
Кристаллическая поверхность горячеоцинкованного металлаГорячее цинкование — покрытие металла (обычно железа или стали) слоем цинка для защиты от коррозии путём окунания изделия в ванну с расплавленным цинком при температуре около 460 °C. Под атмосферным воздействием чистый цинк (Zn) вступает в реакцию с кислородом (O2) и формирует оксид цинка (ZnO), с последующей реакцией с двуокисью углерода (CO2) и формированием карбоната цинка (ZnCO3), обычно серого матового, достаточно твёрдого материала, останавливающего дальнейшую коррозию материала.
Горячее цинкование считается одним из самых надёжных, экономичных и потому распространённых методов защиты железа и стали от коррозии.
Для металлоконструкций горячее цинкование является бесспорно самым распространённым видом покрытия.
Толщина цинкового слоя колеблется от 30 до 100 мкм[1], обычно - от 45 до 65 мкм.
По данным American Galvanizer Association горячее цинкование обеспечивает защиту от коррозии:
- В промышленной среде : 65 лет
- В тропической среде : 70 лет
- В пригородной среде : 85 лет
- В загородной среде : 120 лет.
История
- В 1742 году французский химик и физик Поль Жак Малуэн (1701—1778) описал метод цинкования железа погружением в ванну с расплавленным цинком в докладе французской Королевской академии.
- В 1836 году французский химик Станислас Сорел (1803—1871) получил патент на данный метод цинкования железа, после очистки его сначала 9 % раствором серной кислоты (h3SO4) и затем флюсом — хлоридом аммония (Nh5Cl).
Фото
-
Ванна с расплавленным цинком для горячего цинкования
-
Горячеоцинкованная балка
-
Горячеоцинкованный уголок
-
Стальная труба, готовая к горячей оцинковке
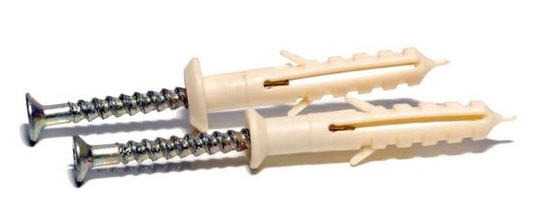
Горячее цинкование крепежных изделий
Процесс
Горячеоцинкованные болты, гайки и шайбыТехнология нанесения покрытия, в двух словах, такова. После обезжиривания, промывки, травления и повторной промывки, детали в барабане окунают в ванну (обычно керамическую) с расплавленным цинком. Вращением барабана обеспечивают поток цинковой массы относительно деталей для заполнения всех пор и микротрещин. Затем барабан вынимают из ванны и раскручивают для удаления излишков цинка центрифугированием. Однако на внутренней резьбе (на гайках) все же остаются излишки цинка, поэтому внутреннюю резьбу после цинкования протачивают. Отсутствие покрытия на внутренней резьбе не влияет на коррозионную устойчивость соединения, если гайка применяется с горячеоцинкованным болтом или шпилькой. Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
Достоинства
1. Коррозионная устойчивость в 5-7 раз превышает электрооцинкованный крепеж и приближается к устойчивости нержавеющей стали.
2. Покрытие само себя восстанавливает на поврежденных участках.
3. Покрытие более устойчиво к сколам при ударах, чем аналогичные по коррозионной устойчивости полимерные лакокрасочные покрытия.
4. Покрытие устраняет поверхностные дефекты, приводящие к разрушению резьбы под нагрузкой.
5. По прочности горячеоцинкованный крепеж превышает крепеж из нержавеющей стали, широко распространён класса прочности 8.8, доступен 10.9.
6. Покрытие препятствует водородному охрупчиванию крепежа.
7. Горячеоцинкованный крепеж дешевле нержавеющего в 3-4 раза, и всего на 20- 40% дороже электрооцинкованного.
8. Красится, благодаря шероховатой пористой поверхности. Главным функциональным достоинством горячеоцинкованного крепежа является существенная экономия на эксплуатации сооружений, благодаря отсутствию необходимости их перекрашивать.
Недостатки
1. Требует специальной высадки под толщину покрытия. Нельзя, из-за значительной толщины покрытия, просто купить болты без покрытия и оцинковать их горячим методом.
2. Не все типоразмеры доступны (только от М8).
3. Внешний вид - серый матовый.
4. Из-за неравномерной толщины покрытия невозможно достичь высокой точности изделия.
5. Гайки поставляются покрытыми транспортировочной смазкой (видно на фото- гайка блестит), для защиты от коррозии поврежденных проточкой участков внутренней резьбы.
Сравнительный анализ
Горячее цинкование (Г/Ц) является вторым по распространённости после электролитического.
коррозия электро- и горячеоцинкованных болтов, 5 суток в р-рах NaCl, HCl и в воде- Электролитическое цинкование (здесь- ЭЦ, или электроцинкование, также - гальваническое цинкование, англ. zinc electroplating, zinc plating, фр. zingage electrolytique, нем. elektrolytische Verzinkung)- самое распространённое для крепежных изделий покрытие. Главные достоинства - низкая цена и привлекательный внешний вид (обычно глянцевый серебристый, голубоватый либо жёлтый, бывает и матовый). Возможно ЭЦ деталей с пластиковыми элементами, например самоконтрящихся гаек. Главные недостатки - недостаточная коррозионная устойчивость делает это покрытие скорее транспортировочно-декоративным. Предназначено для деталей, используемых в сухих помещениях. Подвергает покрываемые детали водородному охрупчиванию, поэтому применимо для деталей класса прочности до 10.9.
Крепеж с покрытием Дельта (Дакромет)- Дельта (Дакромет)- ближайшее к горячему цинкованию по цене, коррозионной устойчивости и внешнему виду покрытие, третье по распространённости покрытие для крепежных изделий. Главное достоинство- малая толщина (до 10 мкм) позволяет получить высокую точность детали, поэтому это покрытие получило широкое распространение в автомобильной промышленности. Позволяет покрывать детали любого класса прочности. Более привлекательный, чем у Г/О внешний вид - поверхность также матовая, но более ровная, без наплывов и бугорков; кроме того, возможны разные оттенки - от светло-серого (серебристого) до чёрного. Препятствует водородному охрупчиванию. Возможно покрытие деталей с пластиковыми элементами, например самоконтрящихся гаек. Недостаток - покрытие легче, чем Г/О скалывается и неспособно самовосстанавливаться на поврежденных участках. Поэтому, например, на днищах автомобилей часто применяют Г/О крепеж.
- Термодиффузионное цинкование (ТДЦ, англ. sherardising, фр. cherardisation, нем. sherardisieren) примерно в два раза дороже, чем Г/Ц и Дельта (Дакромет), поэтому значительно менее распространено. Требует специальной высадки под толщину покрытия. Технология ТДЦ позволяет наносить цинковое покрытие любой толщины, в зависимости от требований. Но для получения удовлетворительной коррозионной устойчивости требуется толщина покрытия, не позволяющая нанесение на стандартно высаженные болты, из-за значительной толщины (от 40 мкм). Невозможно термодиффузионное цинкование деталей с пластиковыми элементами, например самоконтрящихся гаек. Температура процесса 290-450 °C позволяет покрывать детали класса прочности до 10.9- то есть так же, как и Г/О.
- Газотермическое напыление - позволяет качественно наносить цинковое покрытие толщиной 200+ мкм на внешние поверхности крупногабаритных деталей непосредственно на месте монтажа, но неприменимо для крепежа, резьб, внутренних поверхностей диаметром менее 500 мм из-за технологических ограничений.
Примечания
Ссылки
dic.academic.ru
Горячее цинкование металла: технология и оборудование
 Одно из наиболее надежных покрытий для металлических изделий получают методом горячего цинкования. Срок службы такого покрытия составляет около 50 лет. Горячее цинкование металла осуществляется путем погружения изделия в расплав цинка. В результате этого на поверхности металла образуется защитное покрытие, называемое карбонатом цинка, устойчивое к физическим воздействиям, не допускающее возникновения коррозии.
Одно из наиболее надежных покрытий для металлических изделий получают методом горячего цинкования. Срок службы такого покрытия составляет около 50 лет. Горячее цинкование металла осуществляется путем погружения изделия в расплав цинка. В результате этого на поверхности металла образуется защитное покрытие, называемое карбонатом цинка, устойчивое к физическим воздействиям, не допускающее возникновения коррозии.
Горячему цинкованию можно подвергать любые виды сталей, но качество полученных поверхностей будет различным. Это зависит от химического состава конкретного металла. Различие будет касаться цвета, блеска поверхности, толщины покрытия, адгезионной способности изделия.
Преимущества и недостатки горячего цинкования
Почему так ценится горячее цинкование? Давайте убедимся в этом сами, взглянув на некоторые факты:
- Цинковое покрытие увеличивает срок эксплуатации изделий в среднем на 30 лет.
- После обработки методом горячего цинкования изделия не требуют ухода и текущего ремонта.
- Цинковое покрытие имеет возможность самовосстановления в случае механического повреждения.
- Сохраняется высокая теплопроводность изделий, так как цинк отлично проводит тепло.
- Возможность покрытия внутренностей изделия сможет обеспечить только горячее цинкование. ГОСТ предъявляет свои требования к оцинковке изделий.
- Благодаря высокому качеству подготовки и самого процесса оцинковки можно гарантировать высокое качество полученных изделий.
Нельзя умолчать и о некоторых минусах горячего цинкования:
- Оборудование для горячего цинкования дает возможность обрабатывать далеко не все детали. Все зависит от габаритов изделий, ведь они просто могут не поместиться в ванну.
- Большой расход цинкового расплава.
- Некоторые изделия могут иметь неравномерный слой цинкового покрытия.
Технология горячего цинкования
Линии горячего цинкования состоят из нескольких последовательных операций, выполнение которых обязательно. Большую часть занимает предварительная подготовка изделия. Перечислим все этапы и дадим комментарии к ним:
- Обезжиривание поверхности изделия для удаления жировых и масляных пятен. Операция проводится при температуре 80-80 градусов.
- Промывка изделия.
- Травление. Деталь опускают в ванну с соляной кислотой для удаления с ее поверхности различных оксидов (ржавчины, потемнения, окалины), которые образуются в процессе хранения изделия.
- Промывка в нескольких ваннах с целью удаления остатков кислоты.
- Флюсование. Это образование защитной пленки флюса, которая препятствует дальнейшему окислению металла, а также улучшает адгезию поверхности с цинковым расплавом. Деталь обрабатывается раствором флюса при температуре около 60 градусов.
- Сушка изделия при температуре 100 градусов. Удаляется влага с поверхности изделия, которая способна вызвать разбрызгивание цинка при погружении в него детали.
- Цинкование. Деталь погружается в расплав цинка с температурой 440-460 градусов. В ванне с цинком изделие находится 3-10 минут.
К сведению: толщина будущего покрытия зависит не только от марки стали, но и от времени извлечения детали из ванны. Скорость кристаллизации цинка для различных деталей регулируется индивидуально.
- Охлаждение готового изделия.
 Метод горячего цинкования, несмотря на свою громоздкость и длительность, позволяет получить покрытие высочайшего качества.
Метод горячего цинкования, несмотря на свою громоздкость и длительность, позволяет получить покрытие высочайшего качества.
Области применения изделий, подвергнутых горячему цинкованию
- Промышленное и частное строительство. Любые металлические конструкции и изделия подвергаются подобной обработке с целью продления своего ресурса и защиты от всевозможных воздействий. Чего стоят только водопроводные трубы, металлические сетки для ограждений, оконные отливы, профнастил и масса других изделий.
- Защита металлических емкостей, труб, баков, посуда и прочей хозяйственной утвари.
- Компоненты изделий, эксплуатирующихся под открытым небом, также нуждаются в подобной защите. Это вышки, опоры мостов и ЛЭП, радиомачты, ретрансляторы и т. д.
- Дорожное строительство. Дренажные трубы, ограждения, мостовые конструкции, перила и прочие элементы, подверженные влиянию влаги.
Вывод
Метод горячего цинкования является весьма надежным и современным способом защиты металлических конструкций от воздействия неблагоприятных внешних условий. Результаты, полученные при помощи данного метода, существенно расширяют возможности по внедрению металлоконструкций в нашу жизнь.
Вконтакте
Google+
Одноклассники
sarstroyka.ru
Горячий цинк преимущества использования (техническая статья) / ЦКИ
Самыми распространенными способами защиты стали от коррозии являются гальваническое цинкование и горячее цинкование. Цинк подвергается коррозии гораздо медленнее стали (примерно в 10-40 раз), он "жертвует" собой, чтобы защитить сталь, на которую он нанесен.
Независимо от метода оцинковки , цинк изнашивается одинаково под одним и тем же коррозионным воздействием. Таким образом долговечность крепежной детали определяется толщиной цинкового покрытия. При электрооцинковке толщина покрытия составляет в лучшем случае около 10 микрон, а обычно – около 5 мкм. При горячей оцинковке толщина слоя как минимум 40 мкм, обычно от 45 до 65 мкм.
Горячеоцинкованная обработка обеспечивает долговечную защиту от коррозии - в отличии от электрооцинковки, которая предназначена для использования в сухих условиях в закрытом помещении. При горячей оцинковки, в отличие от диффузирования и холодных методик, жидкий цинк равномерно заполняет все внутренние полости изделий самой сложной формы.
Коротко о технологии: детали обезжиривают, промывают, травят, повторно промывают, в барабане окунают в ванну (обычно керамическую) с расплавленным цинком температурой около 460° С. Вращением барабана обеспечивают поток цинковой массы относительно деталей для заполнения всех пор и микротрещин. Затем барабан вынимают из ванны и раскручивают для удаления излишков цинка центрифугированием. Однако на внутренней резьбе (на гайках) все же остаются излишки цинка, поэтому внутреннюю резьбу после цинкования протачивают. Отсутствие покрытия на внутренней резьбе не влияет на коррозионную устойчивость соединения, если гайка применяется с горячеоцинкованным болтом или шпилькой. Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
Благодаря этому, горячая оцинковка хорошо подходит для подготовки изделий, предназначенных для ответственных целей, обладающих высокими антикоррозийными свойствами и продолжительным сроком эксплуатации. Примером использования горячеоцинкованного крепежа могут служить:
- стальные конструкции: торговые центры, стадионы, производственные здания$
- конструкции башен и мачт (вышки мобильной связи, ЛЭП, теплоэлектроцентрали)
- мосты, автодорожные и железнодорожные конструкции
- сельскохозяйственные конструкции
Основной ассортимент горячеоцинкованного крепежа включает в себя:
- Болты DIN 931, DIN 933
- Гайки DIN 934;
- Шайбы DIN 125, DIN 126, DIN 127, DIN 434, DIN 436, DIN 440, DIN 9021, DIN 7989;
- Резьбовая шпилька DIN 975;
- Шурупы DIN 571;
Отдельная можно выделить крепёж для высоконагруженных, предварительно напряжённых (HV) резьбовых соединений стальных конструкций:
- Болты с увеличенным размером под ключ DIN 6914 (EN14399-4) кл.пр. 10.9;
- Гайки с увеличенным размером под ключ DIN 6915 (EN14399-4) кл.пр. 10;
- Шайба усиленная DIN 6916 (EN14399-6).
Преимущества использования горячеоцинкованного крепежа:
- Катодная защита
Благодаря высокой анодности цинка по отношению к железу при температурах до 70° С покрытие само себя восстанавливает на поврежденных участках, создавая при этом защиту от коррозии.
- Возможность окрашивания
Серебристо-серая матовая поверхность горячеоцинкованного крепежа сочетается по своей окраске со стальными конструкциями. При желании горячеоцинкованный крепеж, благодаря шероховатой поверхности, хорошо окрашивается.
- Хорошее соотношение цены и качества
Длительный срок службы горячеоцинкованного крепежа делает выгодным его использование. Применение нержавеющего крепежа в конструкциях из углеродистой стали нецелесообразно с экономической точки зрения.
- Экологичность
Горячая оцинковка – экологически более чистый вариант обработки крепежа для окружающей среды. В отличие от электрооцинковки, в горячей оцинковке не применяются химические добавки. Горячеоцинкованное покрытие не содержит, к примеру, летучих органических соединений «VOC».
- Не подвержен риску водородной хрупкости
В крепеже класса прочности 10.9 не рекомендуется использовать электрооцинковку из-за возможности появления водородной хрупкости. Чтобы предотвратить это явление, рекомендуется использовать горячеоцинкованный крепеж в случаях, когда требуется крепеж класса прочности 10.9 (HV).
- Совместимость
Крепежные изделия, предназначенные для горячеоцинкованной обработки, изготавливаются специально уменьшенного диаметра с учетом последующего нанесения на них цинкового покрытия. Размеры и допуски обработанных изделий соответствуют необходимым стандартам.
www.cki-com.ru
Структура и свойства горячего цинкового покрытия
Сталь с горячим цинковым покрытием широко применяют в нефтехимической промышленности, машиностроении, энергетике, промышленном и гражданском строительстве, мостостроении. Инженеры-проектировщики выбирают именно горячее цинкование, потому что оно обеспечивает непревзойденную стойкость к самым суровым климатическим воздействиям.
Горячему цинковому покрытию сохраняет свои защитные свойства в течение многих лет благодаря трем своим качествам:
- высокой стойкости к истиранию;
- однородной толщины покрытия;
- полной защиты всей поверхности изделия.
Структура горячего цинкового покрытия
Уникальной особенностью горячего цинкового покрытия является его структура из крепко соединенных между собой интерметаллических слоев, которые обладают высокой износостойкостью.
На рисунке 1 показано поперечное сечение цинкового покрытия стали, состоящее из трех интерметаллических слоев (Gamma, Delta и Zeta) и верхнего слоя из чистого цинка (Eta).
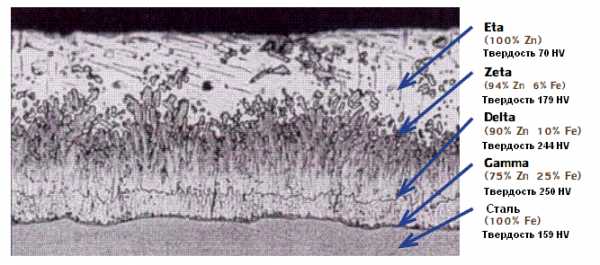 Рисунок 1 – Структура горячего цинкового покрытия
Рисунок 1 – Структура горячего цинкового покрытия
При погружения стального изделия в расплавленный цинка структура из этих слоев естественным образом образуется в результате металлургической реакции между железом в стали и цинком. Для каждого слоя на рисунке 1 указана твердость в единицах Виккерса. Можно видеть, что все три интерметаллических слоя тверже, чем основа-сталь, тогда как наружный слой Eta имеет низкую твердость и высокую пластичность. Такое сочетание свойств цинкового покрытия обеспечивает ему высокую стойкость к износу.
Высокая износостойкость горячего цинкового покрытия обеспечивает ему непревзойденную стойкость к повреждениям при транспортировке, установке на объекте или уже при эксплуатации.
Однородная толщина цинкового покрытия
Другой важной особенностью горячего цинкового покрытия, которая обеспечивает ему его долговечность, является его одинаковая толщина по всей поверхности изделия, включая наружные и внутренние углы (рисунок 2).
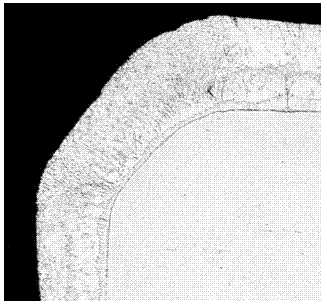 Рисунок 2 – Горячее цинковое покрытие на углу изделия
Рисунок 2 – Горячее цинковое покрытие на углу изделия
Это исключает уязвимость для коррозии наружных углов изделия, что характерно для большинства защитных покрытий, таких как окраска кистью или напылением.
Полная коррозионная защита всей поверхности
Горячее цинкование осуществляется полным погружением изделия в рабочие растворы обезжиривания и травления и, в конце концов, в ванну с расплавленным цинком. Это дает то, что все внутренние поверхности и полости, а также резьбы стального крепежа – болтов, винтов, гаек – получают полноценное защитное покрытие.
Поскольку коррозия имеет тенденцию проходить с повышенной скоростью именно внутри полых конструкций из-за конденсации в них влаги, то это преимущество горячих цинковых покрытий очень полезно.
Полное защитное покрытие стального крепежа также имеет большое значение, так как он работает в точках соединений конструкций, которые являются критическими для обеспечения их прочности и целостности.
Срок службы горячего цинкового покрытия
При горячем цинковании получают самое толстое и самое плотное покрытие по сравнению с другими методами цинкования. Требования к толщине или удельной массы покрытия зависит от среды эксплуатации изделия и от заданного срока его службы. Поэтому толщина горячего цинкового покрытия может составлять от 25 до 200 мкм.
Срок службы горячего цинкового покрытия до его первого технического обслуживания зависит от толщины покрытия и атмосферных условий, в которых оно эксплуатируется (рисунок 3).
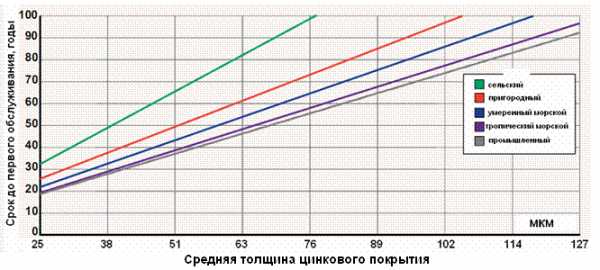 Рисунок 3 – Срок службы горячего цинкового покрытиядо первого технического обслуживания.Принято, что необходимость в техническом обслуживании цинкового покрытия возникает, когда ржавлению подвергнется 5 % стальной поверхности.
Рисунок 3 – Срок службы горячего цинкового покрытиядо первого технического обслуживания.Принято, что необходимость в техническом обслуживании цинкового покрытия возникает, когда ржавлению подвергнется 5 % стальной поверхности.
Источник: http://www.galvanizeit.org
steel-guide.ru
Горячее цинкование, технология, методы, ванна для горячего цинкования
В современном мире для покрытия металлов защитным раствором применяются различные вещества. одним из самых распространенных является цинк, который покрывает слой тонким слоем и выполняет помимо декоративной функции еще и защитную.
Горячее цинкование металлоконструкций

На современных промышленных предприятиях не редко используется горячее цинкование при обработке стальных материалов. Данный метод обработки представляет собой процедуру, которая заключается в погружении предметов из стальных материалов в специально разработанную емкость с расплавленным цинком. Его температура нагрева составляет не менее 450 градусов Цельсия.
Данная процедура не является сложной, если в наличии имеется необходимое оборудование. Она является проверенным методом покрытия стальной поверхности защитной пленкой, эффективность которой проверена многими годами использования. Ее толщина тщательным образом контролируется, чтобы металлу была обеспечена надежная защита от влияния окружающей среды.
Благодаря цинковому сплаву обеспечивается гораздо более долгая защита от коррозии, чем при использовании обычных методов, в числе которых и адгезия. Во время данного процесса между железным сплавом и цинковым появляется взаимодействие. Они соединяются в одно вещество. Это не просто адгезия железа к цинку. Это уже отдельное вещество, состоящее из смешивания сплавов этих двух металлов. Благодаря этому антикоррозийное свойство сохраняется на более продолжительный период времени.
Кроме придания металлу устойчивости к появлению коррозии обработка горячим цинковым сплавом придает металлу еще ряд свойств, которые проявляются в:
- улучшении внешнего качества изделия,
- увеличению эксплуатационного срока,
- устойчивости е агрессивным влияниям окружающей среды.
Главным отличием покрытия стали цинковым сплавом от всех других методов обработки является то, что этот метод защиты является более надежным. Цинк помогает контролировать появление ржавчины и других дефектов на предметах из стали. Другие же методы лишь маскируют недостатки.
Внимание: На сталь, покрытую цинковым сплавом можно нанести лакокрасочное покрытие, которое может придать не только привлекательный внешний вид с эстетической точки зрения, но и обеспечить двойную защиту металла.
Таблица 1. Сравнение показателей стоимости и срока службы стали после горячего цинкования с другими способами защиты (себестоимость принята за 100%)
| Горячее цинкование | 25 | 100 | уход не требуется |
| Дробеметная очистка, окраска в три слоя | 12 | 75 | 150 |
| Дробесруйная очистка вручную, окраска в три слоя | 12 | 120 | 195 |
| Травление и окраска в три слоя | 10 | 85 | 200 |
| Очистка металлической щеткой и окраска в три слоя | 8 | 75 | 230 |
| То же и окраска в два слоя | 5 | 55 | 280 |
Метод горячего цинкования

У данного метода обработки стальных предметов имеется большое количество достоинств, которые делают его таким популярным:
Во время погружения отдельных элементов в ванну с горячим цинком происходит покрытие защитным слоем сразу всех элементов предмета. Покрытию подвергаются даже самые недоступные участки, которые можно с легкостью пропустить, используя другие методы обработки.
Процедура обработки стали цинком не является сложной. Для этого достаточно лишь опустить металлический материал в сплав и подождать определенное количество времени.
- Экономичность
На проведение процедуры горячего цинкования предметов из стали не затрачивается изначально большого количества средств. Данный процесс отличается своей дешевизной и способностью изготовлять изделия, которые в среднем служат не менее двадцати лет.
- Доступ к труднодоступным элементам
При обработке предметов из стали обычными методами появляется большое количество трудностей, потому что в некоторые места практически невозможно добраться. При обработке цинковым сплавом такого не происходит.
Технология горячего цинкования

Технология горячего цинкования делится на несколько этапов:
1. подготовка поверхностиПеред процедурой необходимо тщательным образом подготовить стальную поверхность к нанесению цинковой пленки. Сначала необходимо обезжирить поверхность, чтобы с нее были удалены масла или загрязнения. После этого нужно тщательным образом промыть материала или изделия из стали, что поверхность была идеально чистой. На следующем этапе подготовки важно произвести процедуру травления. Она заключается в устранении с поверхности всех оксидов металла. Сделать это можно благодаря нагретой соляной кислоте или ингибоиторам. После этого проводится обработка металла специальными веществами для того, чтобы остановить процессы окисления. На заключительном этапе осуществляется сушка металла или металлического предмета.
2. Подготовка цинкового сплаваНа данном этапе осуществляется нагревание цинка до температуры 450 градусов Цельсия.
- Погружение металла в ванну с горячим цинком
Важно: Во время погружения материалов для покрытия их цинковым сплавом необходимо соблюдать определенную скорость, потому что медленное погружение позволит на поверхности металла образоваться оксидам, чего нельзя допустить.
Данный этап является завершающим. Он осуществляется на открытом воздухе. Сплав на поверхности стали застывает.
Оборудование для горячего цинкования

В современном мире для процедуры горячего цинкования используются виды оборудовании, которые подходят для сильного нагревания цинка. К ним относится ванна горячего цинкования. Ведущими поставщиком такого оборудования в мире является Китай.
Ванна горячего цинкования
Есть несколько категорий таких ванн:
- ванны для мелкогабаритных изделий,
- ванны для обработки цинковым сплавом труб,
- ванны для крупногабаритных изделий.
Они отличаются своими размерами. Он способна нагреваться благодаря:
- системе электронагревания,
- жидкому топливу,
- сжиженному газу,
- каменному углю.
У каждой ванны имеется своя система нагревания, которая позволяет за короткое время расплавить цинк и нагреть его до определенной температуры.
lkmprom.ru