ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. Гост полуавтомат
Сварка арматуры ГОСТ 14771 76
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
Сварка арматуры ГОСТ – полуавтоматическая сварка
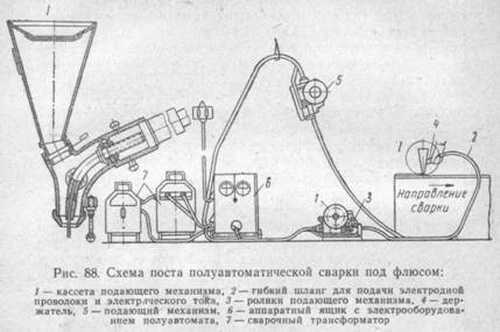
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов.
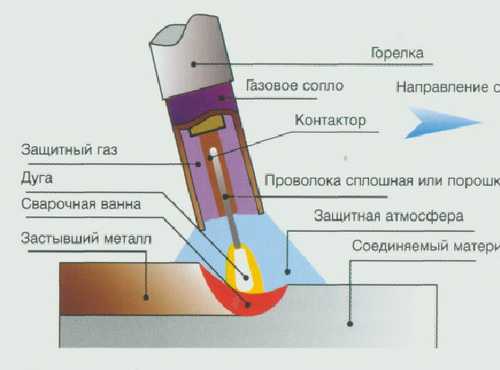
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ.

Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
- Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
- Сварочный полуавтомат.
- Баллон, наполненный специальным защитным газом.
- Редуктор.
- Шланги.
Типы сварочной проволоки
- Стальная сварочная.
- Стальная наплавочная.
- Проволока из алюминия или сплавов.
- Чугунные прутики.
- Порошковая и легированная проволока.
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.
Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности.
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.

swarka-rezka.ru
ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры (с Изменением N 1), ГОСТ от 07 января 1985 года №26408-85
ГОСТ 26408-85
Группа Г26
КОЛОННЫ ДЛЯ СВАРОЧНЫХ ПОЛУАВТОМАТОВ
Типы, основные параметры и размеры
Columns for welding semiautomats. Types, basic parameters and dimensions
ОКП 38 6221
Дата введения 1986-01-01в части п.5 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССРРАЗРАБОТЧИКИ
Б.М.Шпаков (руководитель темы), Ж.Г.Дубровина, Н.М.Кононученко, Э.Н.Антонова, Е.М.Гиварцев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.01.85 N 14
3. Срок проверки - 1994;периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ПЕРЕИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 г. (ИУС 5-90)
6. ПРОВЕРЕН в 1990 г. Срок действия продлен до 01.01.96* (Постановление Государственного комитета СССР по управлению качеством продукции и стандартам от 12.02.90 N 194)________________* Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-12 1994 г.). - Примечание изготовителя базы данных.
1. Настоящий стандарт распространяется на стационарные колонны для сварочных полуавтоматов общего применения (далее - колонны), предназначенные для установки и перемещения в зоне выполнения сварки подающего механизма сварочного полуавтомата и мотков сварочной проволоки.
2. Колонны следует изготовлять двух типов:
1 - без наклона консоли;
2 - с наклоном консоли.
3. Колонны типов 1 и 2 следует изготовлять следующих исполнений: с постоянным вылетом консоли и постоянным расстоянием до стойки колонны площадки для подающего механизма; с постоянным вылетом консоли и регулируемым расстоянием до стойки колонны площадки для подающего механизма;с регулируемым вылетом консоли и постоянным относительно нее положением площадки для подающего механизма;с регулируемым вылетом консоли и регулируемым относительно нее положением площадки для подающего механизма;с шарниро-сочлененной консолью.
4. Колонны типа 1 следует изготовлять в зависимости от высоты консоли:с регулируемой высотой консоли;с постоянной высотой консоли.Колонны типа 1 допускается изготовлять более чем с одной консолью.
5. Для колонн с механизированными приводами:скорость подъема, опускания и горизонтального движения консоли должна быть не менее 0,016 м/с;скорость поворота и наклона консоли - не менее 0,2 рад/с.
6. В колоннах с регулируемой высотой консоли наименьшая высота от пола до площадки для подающего механизма должна быть 1600 мм. (Измененная редакция, Изм. N 1).
7. Наибольший угол наклона консоли колонны типа 2 должен быть не менее 40° относительно горизонта.
8. Угол поворота консоли в горизонтальной плоскости должен быть не менее 270°.
9. Грузоподъемность колонны при установке одного подающего механизма должна быть 100 кг.При установке более одного подающего механизма грузоподъемность определяют расчетом.
10. Усилие при ручном изменении положения консоли должно быть не более 200 Н.
11. Другие основные параметры и размеры колонн должны соответствовать приведенным на черт.1 и 2 и в таблице.
Черт.1. Колонна типа 1; Колонна типа 2
Колонна типа 1 Колонна типа 2
1 - стойка; 2 - площадка для подающего механизма; 3 - устройство для сварочной проволоки; 4 - консоль
Черт.1
Примечание. Чертежи не определяют конструкцию колонны.
Тип колонны | Исполнение в зависимости от высоты консоли | Наибольший вылет консоли , мм | Высота площадки для подающего механизма H*, мм |
1 | С регулируемой высотой консоли | 1800 | 2500 |
2800 | |||
4500 | 3150 | ||
6300 | 4000 | ||
С постоянной высотой консоли | 1000 | ||
1800 | 1400 | ||
2800 | 2000 | ||
2500 | |||
4500 | |||
4000 | |||
6300 | |||
8000 | |||
2 | - | 1800 | 1250 |
1600 | |||
2800 | 2000 | ||
2500 |
______________* Для колонн типа 1 с регулируемой высотой консоли - при верхнем положении консоли, для колонн типа 2 - при горизонтальном положении консоли. 10, 11. (Измененная редакция, Изм. N 1).
12. (Исключен. Изм. N 1). Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеСварка, пайка и термическая резка металлов. Часть 1. Терминология, классификация и оборудование: Сб. ГОСТов. -М.: Издательство стандартов, 1990
docs.cntd.ru
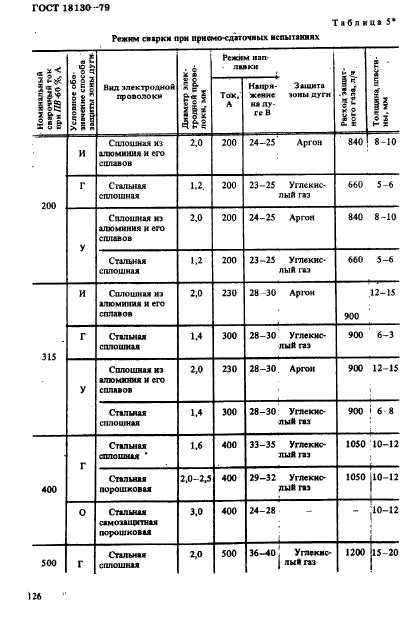
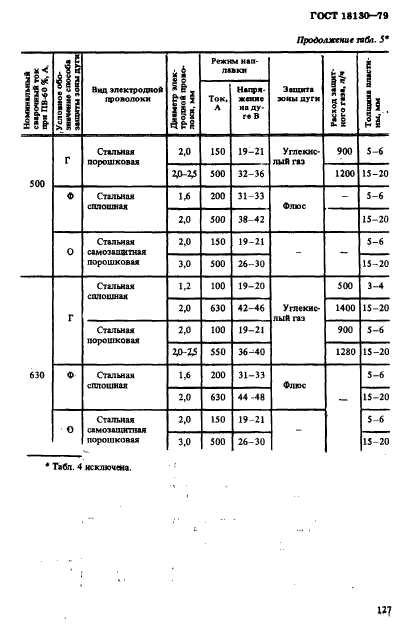
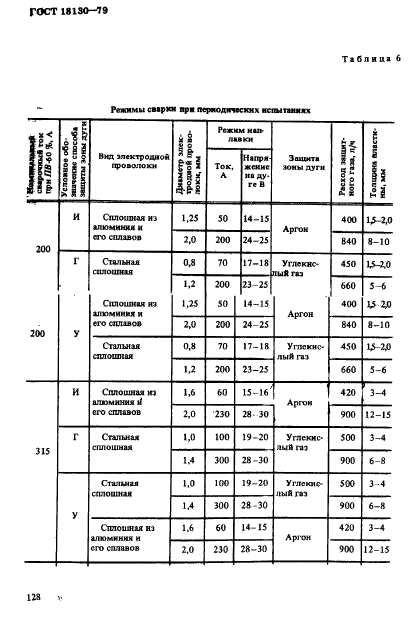
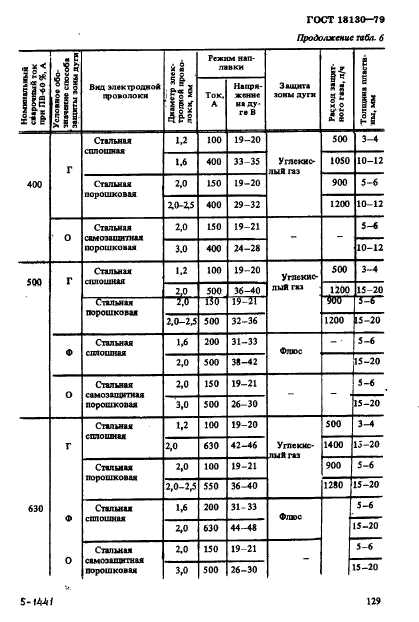
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 18130-79
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
Semi-automatic consumable-electrode arc-welding machines. General specifications
Область применения:Настоящий стандарт распространяется на полуавтоматы общего назначения для дуговой сварки плавящимся электродом на постоянном токе под флюсом, в защитных газах илиоткрытой дугой, изготовляемые для нужд народного хозяйства и для экспорта
weldering.com
ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры
Текст ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры
Группа Г26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА <3 С Р
КОЛОННЫ ДЛЯ СВАРОЧНЫХ ПОЛУАВТОМАТОВ Типы, основные параметры и размеры
Columns for welding semiautomats Types, basic parameters and dimensions
ОКП 38 6221
ГОСТ
26408—85
Срок действия c0l.0l.8B до 01.01.96
в части п. б с 01.01.87
1. Настоящий стандарт распространяется на стационарные колонны для сварочных полуавтоматов общего применения (далее — колонны), предназначенные для установки и перемещения в зоне выполнения сварки подающего механизма сварочного полуавтомата и мотков сварочной проволоки.
2. Колонны следует изготовлять двух типов:
1 — без наклона консоли;
2 — с наклоном консоли.
3. Колонны типов 1 и 2 следует изготовлять следующих исполнений: с постоянным вылетом консоли и постоянным расстоянием до стойки колонны площадки для подающего механизма;
с постоянным вылетом консоли и регулируемым расстоянием до стойки колонны площадки для подающего механизма;
с регулируемым вылетом консода и постоянным относительно нее положением площадки для подающего механизма;
с регулируемым вылетом консоли и регулируемым относительно нее положением площадки для подающего механизма;
с шарнирно-сочлененной консолью.
4. Колонны типа 1 следует изготовлять в зависимости от высоты консоли:
с регулируемой высотой консоли;
с постоянной высотой консоли.
Издание официальное
Перепечатка воспрещена
Колонны типа 1 допускается изготовлять более чем с одной консолью.
5. Для колонн с механизированными приводами:
скорость подъема, опускания и горизонтального движения
консоли должна быть не менее 0,016 м/с;
скорость поворота и наклона консоли — не менее 0,2 рад/с.
6. В колоннах с регулируемой высотой консоли наименьшая высота от пола до площадки для подающего механизма должна быть не более 1600 мм.
(Измененная редакция, Изм. № 1).
7. Наибольший угол наклона консоли колонны типа 2 должен быть не менее 40° относительно горизонта.
8. Угол поворота консоли в горизонтальной плоскости должен быть не менее 270°.
9* Грузоподъемность колонны при установке одного подающего механизма должна быть 100 кг.
При установке более одного подающего механизма грузоподъемность определяют расчетом.
10. Усилие при ручном изменении положения консоли должно быть не более 200 Н.
11. Другие основные параметры и размеры колонн должны соответствовать приведенным на черт. 1 и 2 и в таблице.
Колонна типа 1
Колонна типа 2
J
1 - стойка; 2 — площадка для подающего механизма; 3 — устройство для сварочной проволоки; 4 — консоль
Черт. 1
Черт. 2
Примечание. Чертежи не одределявд^конструхцию колонны.
Тип
колонны
Исполнение в зависимости
ОТ ВЫСОТЫ
консоли
Наибольший вылет консоли L, мм
Высота площадки для подающего механизма H*t мм
С регулируемой высотой консоли
1
|
1800 |
2500 |
|
2800 | |
|
4500 |
3150 |
|
6300 |
4000 |
|
1000 |
1250 |
|
1800 |
1400 |
2000
С постоянной высотой консоли
2800
4500
25 00
2
6300
8000
4000
1800
2800
1250
1600
2000
2500 *
* Для колонн типа 1 с регулируемой высотой консоли — при верхнем положении консоли, для колонн типа 2 — при горизонтальном положении консоли.
10, 11. (Измененная редакция, Изм. № 1).
12. (Исключен, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1- РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промьцпленности СССР
РАЗРАБОТЧИКИ
Б. М. Шпаков (руководитель темы), Ж. Г. Дубровина, Н. М. Кононученко, Э. Н. Антонова, Е. М. Гиварцев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.01.85 № 14
3. Срок проверки— 1994; периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в феврале 1990 г. (ИУС 5-90)
6. ПРОВЕРЕН в 1990 г. Срок действия продлен до 01.01.96 (Постановление Государственного комитета СССР по управлению качеством продукции и стандартам от 12.02.90 № 194)
allgosts.ru