Сварка арматуры по ГОСТ 14771 76 — полуавтоматическая сварка. Гост полуавтоматическая сварка
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ ГОСТ 11533-75 ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва - 1991 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. Требования настоящего стандарта являются обязательными. (Измененная редакция, Изм. № 1). 2. В стандарте приняты следующие обозначения способов сварки: А - автоматическая дуговая сварка под флюсом; Ac - автоматическая дуговая сварка под флюсом на стальной подкладке; Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва; П - полуавтоматическая дуговая сварка под флюсом; Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке; Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва. 3. Основные типы сварных соединений должны соответствовать указанным в табл. 1. 4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-23. Примечание. При применении специальных способов автоматической сварки под флюсом, допускается изменение размера с по сравнению с указанным в табл. 2-23. Таблица 1
Таблица 2 Размеры, мм
Таблица 3 Размеры, мм
Таблица 4 Размеры, мм
Таблица 5 Размеры, мм
| ||||||||||||||||||||
files.stroyinf.ru
Сварка арматуры ГОСТ 14771 76
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
Сварка арматуры ГОСТ – полуавтоматическая сварка
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов.
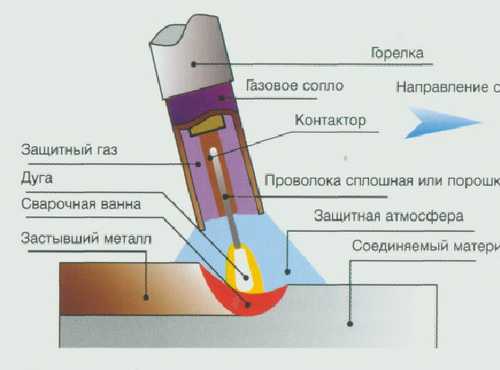
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ.

Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
- Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
- Сварочный полуавтомат.
- Баллон, наполненный специальным защитным газом.
- Редуктор.
- Шланги.
Типы сварочной проволоки
- Стальная сварочная.
- Стальная наплавочная.
- Проволока из алюминия или сплавов.
- Чугунные прутики.
- Порошковая и легированная проволока.
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.
Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности.
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.

swarka-rezka.ru
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ ГОСТ 14806-80 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ МОСКВА ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.07.81 до 01.07.96 1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно. Стандарт не распространяется на сварные соединения трубопроводов. Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва. 2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах: РИНп - ручная неплавящимся электродом с присадочным металлом; АИНп - автоматическая неплавящимся электродом с присадочным металлом; АИНп-3 - автоматическая неплавящимся электродом с присадочным металлом - трехфазная; АИП - автоматическая плавящимся электродом - однодуговая; ПИП - полуавтоматическая плавящимся электродом. 3. Основные типы сварных соединений должны соответствовать указанным в табл. 1. 4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-51. Таблица 1
| |||||||||||
files.stroyinf.ru
Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм, для способов сварки | Условное обозна- чение сварного соеди- нения | ||||||
подготовленных кромок | выполненного шва | ИН | ИНп | ИП | УП | ||||||
| Стыковое | С отбортовкой двух кромок | Односторонний | 0,5-2,0 | - | 0,5-4,0 | 0,5-4,0 | С1 | ||||
- | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | С28 | |||||||
С отбортовкой одной кромки | 0,5-2,0 | - | 0,5-4,0 | 0,5-4,0 | С3 | ||||||
Без скоса кромок | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-6,0 | С2 | ||||||
Односторонний на съемной подкладке | 0,8-8,0 | С4 | |||||||||
Односторонний на остающейся подкладке | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-8,0 | С5 | ||||||
Односторонний замковый | С6 | ||||||||||
Двусторонний | 3,0-6,0 | 3,0-6,0 | 3,0-6,0 | 3,0-12,0 | С7 | ||||||
Co скосом одной кромки | Односторонний | - | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | С8 | |||||
Односторонний на съемной подкладке | С9 | ||||||||||
Односторонний на остающейся подкладке | С10 | ||||||||||
Односторонний замковый | - | 3-10 | 3-10 | 3-40 | С11 | ||||||
| Двусторонний | - | 3-60 | С12 | |||||||
С криволинейным скосом одной кромки | - | - | 18-100 | 18-100 | С13 | ||||||
С ломаным скосом одной кромки |
| - | - | С14 | |||||||
С двумя симметричными скосами одной кромки | - | 6-20 | 8-100 | 8-100 | С15 | ||||||
С двумя симметричными криволинейными скосами одной кромки | Двусторонний | - | - | 30-120 | 30-120 | С16 | |||||
Со скосом двух кромок | Односторонний | - | 3-10 | 3-10 | 3-60 | С17 | |||||
Односторонний на съемной подкладке | С18 | ||||||||||
Односторонний на остающейся подкладке | - | C19 | |||||||||
Односторонний замковый | - | С20 | |||||||||
Двусторонний | - | С21 | |||||||||
Со ступенчатым скосом двух кромок | Односторонний | - | 4-20 | 4-20 | - | С22 | |||||
С криволинейным скосом двух кромок | Двусторонний | - | - | 24-100 | 24-100 | С23 | |||||
С ломаным скосом двух кромок | - | - | 24-100 | 24-100 | С24 | ||||||
С двумя симметричными скосами двух кромок | - | 6-20 | 6-120 | 6-120 | С25 | ||||||
С двумя симметричными криволинейными скосами двух кромок | - | - | 26,0-120,0 | 26,0-120,0 | C26 | ||||||
С двумя симметричными ломаными скосами двух кромок | - | - | - | С27 | |||||||
Угловое | С отбортовкой одной кромки | Односторонний | 0,5-3,0 | 0,5-3,0 | 0,5-4,0 | 0,5-4,0 | У1 | ||||
- | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | У2 | |||||||
Без скоса кромок | - | 0,8-4,0 | 0,8-8,0 | 0,8-8,0 | У4 | ||||||
- | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
Двусторонний | - | 0,8-4,0 | 0,8-12,0 | 0,8-12,0 | У5 | ||||||
- | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
Со скосом одной кромки | Односторонний | - | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | У6 | |||||
Двусторонний | - | 3-10 | 3-10 | 6-60 | У7 | ||||||
С двумя симметричными скосами одной кромки | - | 6-20 | 6-20 | 6-100 | У8 | ||||||
Со скосом двух кромок | Односторонний | - | 3-20 | 3-20 | 3-60 | У9 | |||||
Двусторонний | - | У10 | |||||||||
| Тавровое | Без скоса кромок | Односторонний | - | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | T1 | ||||
Двусторонний | - | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | Т3 | ||||||
Со скосом одной кромки | Односторонний | - | 3-10 | 3-60 | 3-60 | Т6 | |||||
Двусторонний | Т7 | ||||||||||
С двумя симметричными скосами одной кромки | Двусторонний | - | 6-20 | 6-80 | 6-80 | Т8 | |||||
- | - | 12-100 | 12-100 | Т9 | |||||||
Нахлесточное | Без скоса кромок | Односторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н1 | ||||
Двусторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н2 | ||||||
dokipedia.ru