Содержание
Трубная резьба: размеры, таблица, ГОСТ
Резьба – это спираль с постоянным шагом, нарезаемая на поверхности цилиндрической или конической формы. У некоторых людей существует устойчивое мнение что трубная и дюймовая резьба – это одно и то же, но это в корне не верно. Размеры трубной резьбы – это не диаметр в мм или дюймах, а число, которое показывает проходной диаметр стандартной трубы.
Трубная резьба – это один из самых надежных методов создания разъемного соединения труб в водопроводных и газоснабжающих системах.
Резьба получается за счет формирования спиралевидного канала на внешней или внутренней поверхности трубы.
Резьбу этого класса получают или нарезкой, или накаткой. Получаемая любым из названных способов канавка резьбы должна отвечать все требованиями стандартов.
На территории нашей страны действует ГОСТ 6357-73 «Резьба трубная цилиндрическая».
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
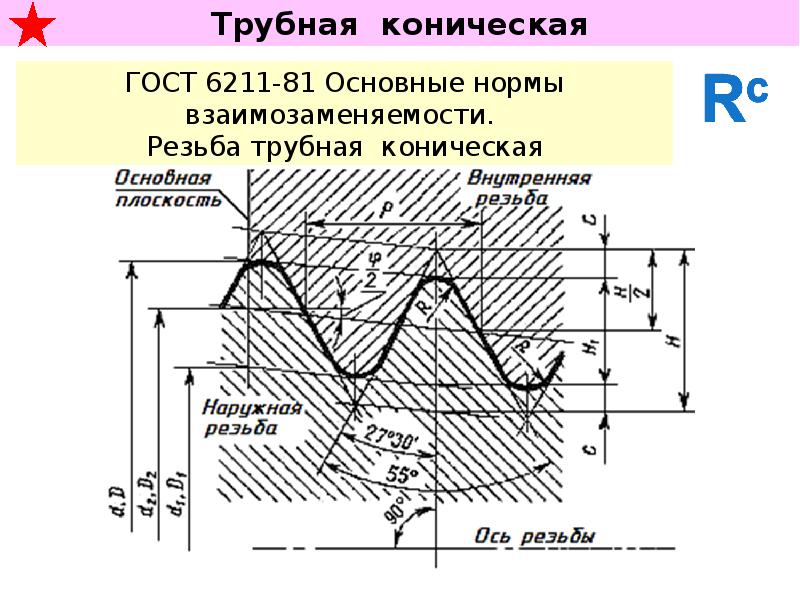
- коническая;
- дюймовая.


Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Размеры трубной резьбы
Размеры определены в соответствующих нормативных документах. Геометрические размеры сводятся к следующим параметрам:
Геометрические размеры сводятся к следующим параметрам:
- Диаметр;
- Количество шагов на 1 дюйм;
- Шаг между впадинами (вершинами).
На практике резьбу нарезают (накатывают) на трубах с размером диаметра от 1/8 до 6 дюймов.
На трубах с диаметром свыше 6 дюймов рекомендовано использовать сварку. Размер шага трубной резьбы составляет от 0,9 до 2,309. При этом количество витков на дюйм равно:
- 28 для трубы 1/8;
- 19 для труб 1/4, 3/8;
- 14 для труб от 1/2 до7/8;
- 11 для труб от 1 до 6.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.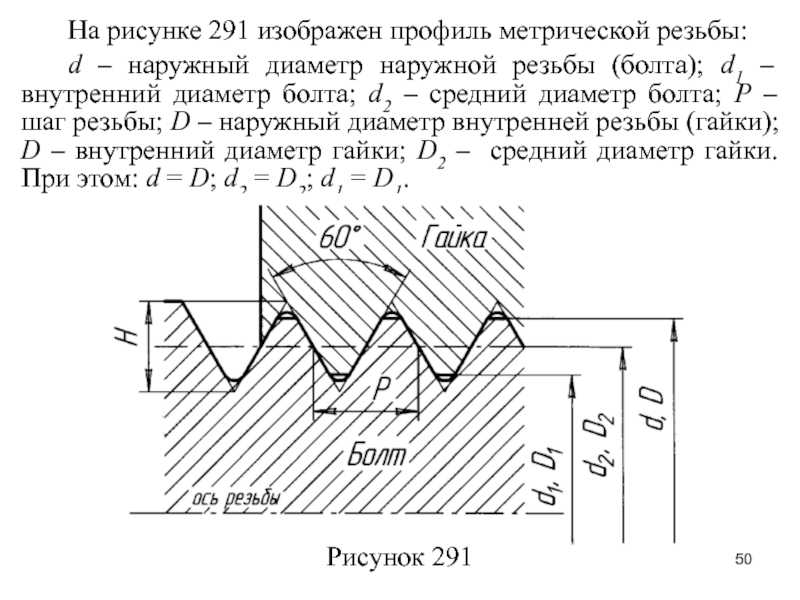
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Оцените статью:
Рейтинг: 0/5 — 0
голосов
ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 20.1 (США)
20.1 (США) ru:
ru:ГОСТ 633-80 Трубы насосно-компрессорные и муфты бурильные
Трубы насосно-компрессорные применяются для добычи нефти и газа. НКТ должны быть бесшовными, гладкими или высаженными и муфтовыми с высокогерметичными соединениями.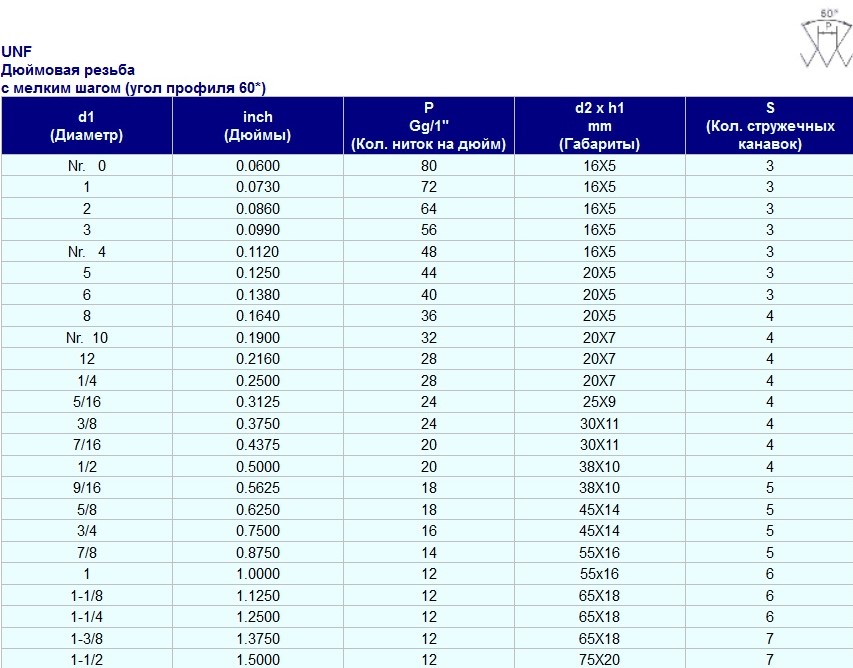 Возможны безмуфтовые соединения.
Возможны безмуфтовые соединения.
Настоящий стандарт распространяется на трубы стальные бесшовные гладкие и муфтовые, с высаженными концами и муфты гладкие, высокогерметичные и муфтовые, а также на бесшовные трубы с высаженными концами, применяемые для эксплуатации нефтяных и газовых скважин.
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT H-40
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT J-55
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT K-55
- ГОСТ 633-80 E (Обсадные и трубные) = API 5CT N-80
- ГОСТ 633-80 Э (Обсадные и насосно-компрессорные трубы) = API 5CT L-80
- ГОСТ 633-80 L (Обсадные и насосно-компрессорные трубы) = API 5CT C-90
- ГОСТ 633-80 Л (Обсадные и насосно-компрессорные трубы) = API 5CT C-95
- ГОСТ 633-80 М (Обсадные и насосно-компрессорные трубы) = API 5CT P-110
Трубы по настоящему стандарту должны изготавливаться двух марок В и А в зависимости от точности и уровня качества.
Размерный ряд трубок, типы соединений для двух марок приведены в таблице 1.
Таблица 1 размерный ряд трубок марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
Наружная и внутренняя поверхности труб не должны иметь трещин, наплывов, неровностей, каверн и включений.
Небольшие вмятины, царапины незначительного масштаба производственного происхождения допускаются, если они выходят за пределы толщины стенки в установленных пределах.
Участки выхода от высаженной части к корпусу трубы должны быть плавными и постепенными; толщина стенки должна быть в указанных пределах. Вставная часть длиной 85 мм с торцов не должна иметь дефектов.
Химический состав стали не указывается, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждого.
Механические свойства металла НКТ и муфты приведены в таблице 2.
Механические свойства металла НКТ и муфты Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом. Все НКТ, кроме марки ТВО, должны поставляться с муфтой (герметичная свинцовка) и нанесенными антикоррозионными и герметизирующими составами. При транспортировке трубы и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ марки А должны наноситься по запросу.
Профиль резьбы для гладких труб и труб с высаженным концом показан на рис. 1.
Рис. 1. Круглый профиль резьбы для НКТ.
Размеры круглой резьбы для классов В и А приведены ниже.
Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для гладких труб марок В и А
Условные обозначения к таблице 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ±0,75
- — на полнопрофильной резьбе ±0,120
- Конусность, мм при длине резьбы 100 мм:
- корпус трубы (+0,66) — (0,22)
- (+0,22) — (0,36)
Муфта
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок В и А
Символы для таблицы 4
Резьбовые соединения с высоким уплотнением типа NKM.
Резьбовой профиль для труб.
Профиль резьбы для условных проходов от 60 до 102 мм показан на рис.2; для номинального диаметра 114 мм см. рис. 3. Размер резьбы указан в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- а- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип NKM 114)
- а — муфта;
- б — трубка.
Скос С можно заменить закруглением до радиуса 0,2 мм.
Размеры соединительных частей см. на рис. 4 и в таблице 6.
Рис.4. Резьба НКМ.
Предельные допуски на резьбу приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра отверстия от 60 до 102 мм и 24–2,5 мм для номинального диаметра 114 мм. мм.
мм.
Натяг резьбы для оцинкованной или обработанной фосфатом муфты, измеренный с помощью резьбомера, должен составлять 5,0–1,2 мм для номинального отверстия от 60 до 102 мм и 6,0–2,5 мм для номинального отверстия 114 мм.
Для силового свинчивания труб и оцинкованных или обработанных фосфатом муфт резьбовые натяги указаны ниже:
Силовое свинчивание НКТ и муфт должно обеспечивать полный контакт торца трубы с упорной поверхностью муфты. Трубка класса B может иметь зазор 0,5 мм между вышеуказанными поверхностями.
Таблица 5 Размеры резьбы для труб с высокогерметичными соединениями типа НКМ и укупорочными соединениями НКБ классов В и А
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для труб
Условные обозначения к таблице 6
Суставы щенков.
Профиль резьбы и размеры см. на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
Натяг резьбы для наружной резьбы, измеренный с помощью соответствующих резьбовых калибров с полным и неполным профилем резьбы, должен составлять 18+1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяг резьбы на конце втулки, измеренный соответствующим калибром, должен составлять 5-1,2 мм.
Таблица 8 Размер НКТ с муфтовыми соединениями марок Б и А, мм
Разброс толщины стенок как охватываемого, так и охватывающего концов не должен превышать 1,0 мм.
Условные обозначения для таблицы 8
Ширина упорного ремня должна соответствовать приведенной ниже:
Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра.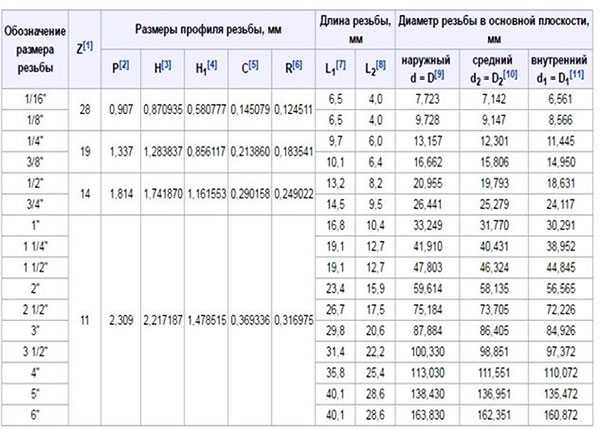 Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Резьбовые поверхности, упорные пояски на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и уплотняющие свойства.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разнотолщинность муфт и резьбовых концов труб марки НКБ не должна превышать 0,1 мм для номинальных отверстий 27 по ГОСТ 17410-78.
Марки Д и К поставляются без неразрушающего контроля по специальному согласованию.
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Базальт литой
- Фитинги для труб с базальтовым покрытием
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- A333 Низкотемпературная труба
- Ребристая труба, котельные трубы
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
| 1 | [ГБ] ГБ/T 9125.1 — 2020 | Двойные торцевые шпильки для фланцевого соединения труб — PN обозначен как Поставщики(1) | |
| 2 | [ГБ] ГБ/T 9125 — 2010 | Двусторонние шпильки — класс продукта B для трубного фланцевого соединения Поставщики(1) | |
| 3 | [ГБ] ГБ/T 9125 — 2010 | двойных торцевых стержней для фланцевого соединения трубы Поставщики(1) | |
| 4 | [ГБ] ГБ/T 13807.  2 (S) — 2008 2 (S) — 2008 | Соединения с зауженной шпилькой — тип S | |
| 5 | [ГБ] ГБ/T 9125 — 2003 | двойных торцевых стержней для фланцевого соединения трубы Поставщики(1) | |
| 6 | [ГБ] ГБ/T 13807.2 — 1992 | Соединения с зауженными шпильками — тип S | |
| 7 | [ГБ] ГБ 897 — 1988 | Двусторонние шпильки-bm=1d Поставщики(2) | |
| 8 | [ГБ] ГБ 898 — 1988 | Двусторонние шпильки-bm=1,25d Поставщики(3) | |
| 9 | [ГБ] ГБ 899 — 1988 | Двусторонние шпильки b1=1,5d Поставщики(4) | |
| 10 | [ГБ] ГБ 900 — 1988 | Двусторонние шпильки-bm=2d Поставщики(2) | |
| 11 | [ГБ] ГБ 901 — 1988 | Двусторонние шпильки (зажимного типа) — класс продукта B Поставщики(3) | |
| 12 | [ГБ] ГБ 953 — 1988 | Двусторонние шпильки (зажимного типа) — класс продукта C Поставщики(2) | |
| 13 | [ГБ] ГБ/т 13807,2 (л) — 2008 | Соединения с зауженной шпилькой — тип L | |
| 14 | [ГБ] ГБ/T 13807.  2 (SD) — 2008 2 (SD) — 2008 | Соединения с зауженной шпилькой — тип SD | |
| 15 | [ГБ] ГБ/т 13807,2 (А) — 2008 | Соединения с зауженной шпилькой — тип A | |
| 16 | [ГБ] ГБ/T 13807.2 (AD) — 2008 | Соединения с зауженной шпилькой — тип AD | |
| 17 | [МФУ] МФУ 136 — 2006 | Двусторонние шпильки Поставщики(1) | |
| 18 | [МФУ] ИФИ 528 — 1999 | Метрические двусторонние шпильки | |
| 19 | [ДИН] ДИН 2509 — 2016 | Двусторонние шпильки | |
| 20 | [ДИН] ДИН 938 — 2012 | Шпильки — Металлический конец ≈ 1 д Поставщики(3) | |
| 21 | [ДИН] ДИН 835 — 2010 | Шпильки — металлический конец ≈ 2 дня Поставщики(2) | |
| 22 | [ДИН] ДИН 940 — 2010 | Шпильки с длиной зацепления около 2,5d Поставщики(4) | |
| 23 | [ДИН] ДИН 797 — 2009 | Специальные фундаментные болты | |
| 24 | [ДИН] ДИН 6379 — 2003 | Шпильки для использования с Т-образными гайками | |
| 25 | [ДИН] ДИН 835 — 1995 | Резьбовой конец Stude ≈2d Поставщики(2) | |
| 26 | [ДИН] ДИН 938 — 1995 | Шпильки с длиной зацепления около 1 дня Поставщики(3) | |
| 27 | [DIN] DIN 939 — 1995 | Шпильки с металлическим наконечником ≈ 1,25 d Поставщики(3) | |
| 28 | [ДИН] ДИН 940 — 1995 | Шпильки с металлическим наконечником ≈ 2,5d Поставщики(4) | |
| 29 | [DIN] DIN 949 (-2) — 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 2. Длина зацепления ≈ 2,5 d (тип B) Часть 2. Длина зацепления ≈ 2,5 d (тип B) Поставщики(1) | |
| 30 | [ДИН] ДИН 949-1 — 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 1. Длина зацепления ≈ 2 d (тип A) Поставщики(1) | |
| 31 | [ДИН] ДИН 2509 — 1986 | Двойные торцевые шпильки | |
| 32 | [ДИН] DIN 940 — 1983 | Шпильки с длиной зацепления около 2,5d Поставщики(4) | |
| 33 | [DIN] DIN 835 — 1972 | Резьбовой конец Stude ≈2d Поставщики(2) | |
| 34 | [ДИН] ДИН 797 — 1970 | Специальные фундаментные болты | |
| 35 | [ДИН] ДИН 6379 — 2003 | Шпильки для использования с Т-образными гайками (длинные b1) | |
| 36 | [DIN] DIN 2510-3 (L) — 1971 | Соединения с зауженной шпилькой — тип L | |
| 37 | [DIN] DIN 2510-3 (K) — 1971 | Соединения с зауженной шпилькой — тип K | |
| 38 | [DIN] DIN 2510-3 (КУ) — 1971 | Соединения с зауженной шпилькой — тип KU | |
| 39 | [DIN] DIN 2510-3 (Z) — 1971 | Соединения с зауженной шпилькой — тип Z | |
| 40 | [DIN] DIN 2510-3 (ZU) — 1971 | Соединения с зауженной шпилькой — тип ZU | |
| 41 | [DIN] DIN 2510-4 (GP) — 1971 | Соединения с двухсторонними шпильками — тип GP | |
| 42 | [DIN] DIN 2510-4 (GQ) — 1971 | Соединения с двухсторонними шпильками — тип GQ | |
| 43 | [DIN] DIN 2510-4 (GR) — 1971 | Соединения с двухсторонними шпильками — тип GR | |
| 44 | [DIN] DIN 2510-4 (GS) — 1971 | Соединения с двухсторонними шпильками — тип GS | |
| 45 | [DIN] DIN 2510-4 (HP) — 1971 | Соединения с двухсторонними шпильками — тип HP | |
| 46 | [DIN] DIN 2510-4 (HQ) — 1971 | Соединения с двухсторонними шпильками — тип HQ | |
| 47 | [DIN] DIN 2510-4 (HR) — 1971 | Соединения с двухсторонними шпильками — тип HR | |
| 48 | [DIN] DIN 2510-4 (HS) — 1971 | Соединения с двухсторонними шпильками — тип HS | |
| 49 | [JIS] JIS B 1173 — 2010 | Шпильки Поставщики(2) | |
| 50 | [JIS] JIS B 1173 — 1995 | Двойные шпильки Поставщики(2) | |
| 51 | [JIS] JIS B 1220 — 2010 | комплект анкерных болтов с накатанной резьбой для структур | |
| 52 | [JIS] JIS A 5542 (A3) — 2003 | Болты талрепа для строительства из прокатной стали — двухсторонняя шпилька | |
| 53 | [UNI] UNI 5909 — 1993 | Двусторонние шпильки, bm=1d | |
| 54 | [UNI] UNI 5911 — 1993 | Шпильки со средним концом (b1=1,5d) — метрическая крупная резьба ISO — класс продукта A | |
| 55 | [UNI] UNI 5909 — 1966 | Двусторонние шпильки, bm=1d | |
| 56 | [UNI] UNI 5911 — 1966 | Шпильки со средним концом — метрическая крупная резьба ISO — класс продукта A | |
| 57 | [УНИ] УНИ 5914 | Длинные металлические торцевые шпильки — метрическая крупная резьба ISO | |
| 58 | [NF] NF E 25-135 — 1986 | Шпильки — изделия A и B b1=1,5d | |
| 59 | [NF] NF E 25-135 — 1986 | Шпильки — продукт A и B (b1=1d, 1,25d ≤ 2d) | |
| 60 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — резьба UNC [Таблица 4] | |
| 61 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — B. S.F. Резьба [Таблица 5] S.F. Резьба [Таблица 5] | |
| 62 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки с резьбой B.S.W. [Таблица 6] | |
| 63 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — B.A. Резьба [Таблица 7] | |
| 64 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — резьба UNF [Таблица 3] | |
| 65 | [ЦНС] ЦНС 4606 — 1983 | Двусторонние шпильки | |
| 66 | [ЦНС] ЦНС 4607 — 1983 | Двусторонние шпильки для Т-образных гаек | |
| 67 | [ЦНС] ЦНС 4609 — 1983 | Двусторонние шпильки | |
| 68 | [ЦНС] ЦНС 4603 — 1978 | Двусторонние шпильки | |
| 69 | [ЦНС] ЦНС 4604 — 1978 | Двусторонние шпильки | |
| 70 | [ЦНС] ЦНС 4605 — 1978 | Двусторонние шпильки | |
| 71 | [ГОСТ] ГОСТ 28919 — 1991 | Фланцевые соединения устьевого оборудования — шпилька — модификация 1 | |
| 72 | [ASME] ASME B 18. 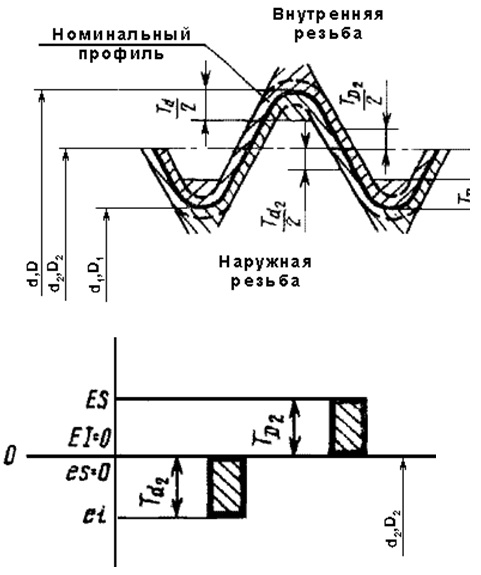 31.1M — 2008 (R2016) 31.1M — 2008 (R2016) | Метрические шпильки зажимного типа [Таблица 2] (ASTM F568, F738M, F468M) Поставщики(2) | |
| 73 | [ASME] ASME B 18.31.1M — 2008 (R2016) | Метрические резьбовые шпильки (зацепление 1,50) [Таблица 3] (ASTM F568, F738M, F468M) | |
| 74 | [ASME] ASME B 18.31.2 — 2014 | Размеры шпилек зажимного типа (A193 / A320 / A437 / A453 / A540 / A1014) (дюймовая серия) [Таблица 2] | |
| 75 | [ASME] ASME B 18.31.2 — 2014 | Размеры шпилек с резьбой (зацепление 1,5d) (серия в дюймах) (A193 / A320 / A437 / A453 / A540 / A1014) [Таблица 3] | |
| 76 | [ASME] ASME B 18. 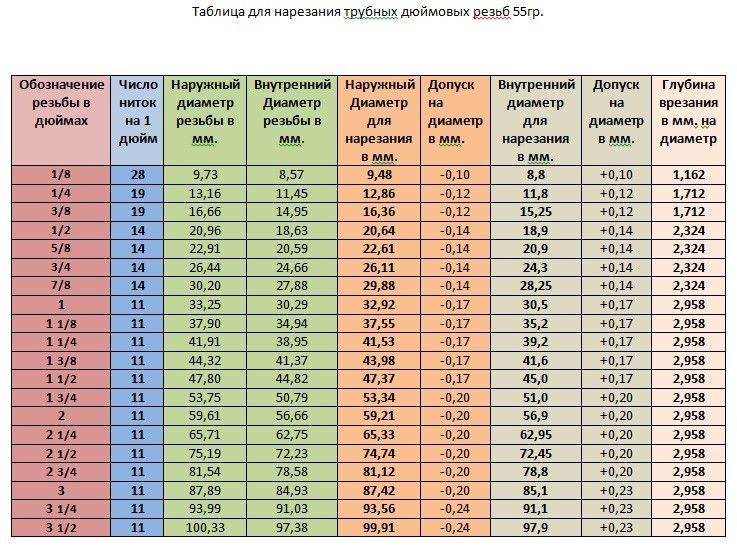
|