ГОСТ 7722-77 (СТ СЭВ 1168-78) Развертки ручные цилиндрические. Конструкция и размеры (с Изменением N 1). Гост ручные развертки
ГОСТ 7722-77 (СТ СЭВ 1168-78) Развертки ручные цилиндрические. Конструкция и размеры (с Изменением N 1)
ГОСТ 7722-77*(СТ СЭВ 1168-78)
Группа Г23
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 18 марта 1977 г. N 666 срок введения установлен с 01.01.78ВЗАМЕН ГОСТ 7722-70* ПЕРЕИЗДАНИЕ (февраль 1993 г.) с Изменением N 1, утвержденным в декабре 1980 г. (ИУС 2-81)
1. Настоящий стандарт распространяется на цилиндрические ручные развертки с прямыми и винтовыми канавками:чистовые - для обработки отверстий с полями допусков по К6, J6, Н6, G6, N7, М7, К7, J7, Н7, G7, F8, Е8, Н8, F9, D9, Н9, Н10, h21, Р7 и Е9 - по ГОСТ 13779-77;с припуском под доводку - N 1, 2, 3, 4, 5, 6;черновые - с полем допуска по U8.Стандарт полностью соответствует СТ СЭВ 1168-78.(Измененная редакция, Изм. N 1).
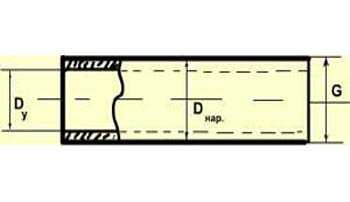
2. Конструкция и основные размеры ручных цилиндрических разверток должны соответствовать указанным на чертеже и в таблице.
Конструкция и основные размеры ручных цилиндрических разверток
Размеры, мм
Развертки исполнения 1 | Развертки исполнения 2 | для рядов | Число зубьев | ||||||||
Обозначение | Применяе-мость | Обозначение | Применяе-мость | 1 | 2 | ||||||
2360-0101 | - | 1,0 | - | 38 | 18 | 4 | 18 | 2 | 5 | ||
2360-0102 | - | 1,1 | - | ||||||||
2360-0103 | - | 1,2 | - | 20 | 5 | ||||||
2360-0104 | - | 1,4 | - | ||||||||
2360-0105 | - | - | 1,5 | 1,5 | 4 | ||||||
2360-0106 | - | 1,6 | - | 44 | 21 | 6 | 20 | 1,6 | |||
2360-0107 | - | 1,8 | - | 47 | 23 | 1,8 | |||||
2360-0108 | - | 2,0 | - | 50 | 25 | 7 | 22 | 2,0 | |||
2360-0109 | - | 2,2 | - | 54 | 27 | 2,2 | |||||
2360-0110 | - | 2,5 | - | 58 | 29 | 8 | 25 | 2,5 | |||
2360-0111 | - | 2,8 | - | 62 | 31 | 2,8 | |||||
2360-0112 | 2360-0181 | 3,0 | - | 10 | 3,0 | 6 | |||||
2360-0113 | 2360-0182 | - | 3,2 | 3,2 | |||||||
2360-0114 | 23-60-0183 | - | 3,4 | 3,4 | |||||||
2360-0115 | 2360-0184 | 3,5 | - | 71 | 35 | 32 | 3,5 | ||||
2360-0116 | 2360-0185 | - | 3,6 | 3,6 | |||||||
2360-0117 | 2360-0186 | - | 3,8 | 3,8 | |||||||
2360-0118 | 2360-0187 | 4,0 | - | 76 | 38 | 11 | 4,0 | ||||
2360-0119 | 2360-0188 | - | 4,2 | 4,2 | |||||||
2360-0120 | 2360-0189 | 4,5 | - | 81 | 41 | 4,5 | |||||
2360-0121 | 2360-0190 | - | 4,8 | 4,8 | |||||||
2360-0122 | 2360-0191 | 5,0 | - | 87 | 44 | 12 | 36 | 5,0 | |||
2360-0123 | 2360-0192 | - | 5,2 | 5,2 | |||||||
2360-0124 | 2260-0193 | 5,5 | - | 93 | 47 | 40 | 5,5 | ||||
2360-0125 | 2360-0194 | 6,0 | - | 13 | 6,0 | ||||||
2360-0126 | - | 6,3 | 6,3 | ||||||||
2360-0127 | 2360-0196 | - | 6,5 | 6,5 | |||||||
2360-0128 | 2360-0197 | 7,0 | - | 107 | 54 | 15 | 45 | 7,0 | |||
2360-0129 | 2360-0198 | - | 7,5 | 7,5 | |||||||
2360-0130 | 2360-0199 | 8,0 | - | 115 | 58 | 8,0 | |||||
2360-0131 | 2360-0200 | - | 8,5 | 8,5 | |||||||
2360-0132 | 2360-0201 | 9,0 | - | 124 | 62 | 16 | 50 | 9,0 | |||
2360-0133 | 2360-0202 | - | 9,5 | 9,5 | |||||||
2360-0134 | 2360-0203 | 10,0 | - | 133 | 66 | 10,0 | |||||
2360-0135 | 2360-0204 | - | 10,5 | 10,5 | 8 | ||||||
2360-0136 | 2360-0205 | 11,0 | - | 142 | 71 | 18 | 55 | 11,0 | |||
2360-0137 | 2360-0206 | - | 11,5 | 11,5 | |||||||
2360-0138 | 2360-0207 | 12,0 | - | 152 | 76 | 60 | 12,0 | ||||
2360-0139 | 2360-0208 | - | 13,0 | 13,0 | |||||||
2360-0140 | 2360-0209 | 14,0 | - | 163 | 81 | 21 | 65 | 14,0 | |||
2360-0141 | 2360-0210 | - | 15,0 | 15,0 | |||||||
2360-0142 | 2360-0211 | 16,0 | - | 175 | 87 | 70 | 16,0 | ||||
2360-0143 | 2360-0212 | - | 17,0 | 23 | 17,0 | ||||||
2360-0144 | 2360-0213 | 18,0 | - | 188 | 93 | 80 | 18,0 | ||||
2360-0145 | 2360-0214 | - | 19,0 | 19,0 | |||||||
2360-0146 | 2360-0215 | 20,0 | - | 201 | 100 | 26 | 20,0 | ||||
2360-0147 | 2360-0216 | - | 21,0 | 21,0 | |||||||
2360-0148 | 2360-0217 | 22,0 | - | 215 | 107 | 90 | 22,0 | ||||
2360-0149 | 2360-0218 | - | (23,0) | 28 | 23,0 | ||||||
2360-0150 | 2360-0219 | - | 24,0 | 231 | 115 | 24,0 | |||||
2360-0151 | 2360-0220 | 25,0 | - | 25,0 | |||||||
2360-0152 | 2360-0221 | - | 26,0 | 31 | 26,0 | ||||||
2360-0153 | 2360-0222 | - | (27,0) | 247 | 124 | 27,0 | |||||
2360-0154 | 2360-0223 | 28,0 | - | 100 | 28,0 | ||||||
2360-0155 | 2360-0224 | - | 30,0 | 35 | 30,0 | 10 | |||||
2360-0156 | 2360-0225 | 32,0 | - | 265 | 133 | 110 | 32,0 | ||||
2360-0157 | 2360-0226 | - | 34,0 | 284 | 142 | 38 | 120 | 34,0 | |||
2360-0158 | 2360-0227 | - | (35,0) | 35,0 | |||||||
2360-0159 | 2360-0228 | 36,0 | - | 36,0 | |||||||
2360-0160 | 2360-0229 | - | (37,0) | 305 | 152 | 125 | 37,0 | 12 | |||
2360-0161 | 2360-0230 | - | 38,0 | 38,0 | |||||||
2360-0162 | 2360-0231 | 40,0 | - | 42 | 40,0 | ||||||
2360-0163 | 2360-0232 | - | 42,0 | 42,0 | |||||||
2360-0164 | 2360-0233 | - | (44,0) | 326 | 163 | 47 | 130 | 44,0 | |||
2360-0165 | 2360-0234 | 45,0 | - | 45,0 | |||||||
2360-0166 | 2360-0235 | - | (46,0) | 46,0 | |||||||
2360-0167 | 2360-0236 | - | (47,0) | 47,0 | |||||||
2360-0168 | 2360-0237 | - | 48,0 | 347 | 174 | 135 | 48,0 | ||||
2360-0169 | 2360-0238 | 50,0 | - | 50,0 | |||||||
2360-0170 | 2360- | ||||||||||
docs.cntd.ru
ГОСТы. Инструмент режущий. Развертки коническая, машинная, ручная, цилиндрическая
Развертка цилиндрическая ГОСТ 1523-81 Развертки цилиндрические. Технические условияГОСТ 13779-77 Развертки цилиндрические. Допуски на диаметр
Развертка коническаяГОСТ 11181-71 Развертки конические под укороченные конусы Морзе. Конструкция и размерыГОСТ 10079-71 Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размерыГОСТ 10080-71 Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размерыГОСТ 11182-71 Развертки конические с цилиндрическим хвостовиком под конусы Морзе. Конструкция и размерыГОСТ 11183-71 Развертки конические с цилиндрическим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размерыГОСТ 11179-71 Развертки конические. Конусность 1:10. Конструкция и размерыГОСТ 11180-71 Развертки конические. Конусность 1:7. Конструкция и размерыГОСТ 10083-81 Развертки конические. Технические условия
Развертка машинная ГОСТ 6226-71 Развертки машинные конические конусностью 1:16 с коническим хвостовиком. Основные размерыГОСТ 10082-71 Развертки машинные конические конусностью 1:30 с коническим хвостовиком. Основные размерыГОСТ 10081-84 Развертки машинные конические конусностью 1:50. Основные размерыГОСТ 20392-74 Развертки машинные насадные со вставными ножами из быстрорежущей стали для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 21527-76 Развертки машинные насадные со вставными ножами, оснащенными твердосплавными пластинами, для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размерыГОСТ 20388-74 Развертки машинные насадные цельные прямозубые для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 20389-74 Развертки машинные насадные цельные с винтовыми канавками для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 11172-70 Развертки машинные с удлиненной рабочей частью. Конструкция и размерыГОСТ 883-80 Развертки машинные со вставными ножами из быстрорежущей стали. Типы и основные размерыГОСТ 16088-70 Развертки машинные цельные из твердого сплава. Технические условияГОСТ 16087-70 Развертки машинные цельные с коническим хвостовиком из твердого сплава. Типы и основные размерыГОСТ 20390-74 Развертки машинные цельные с торцовыми зубьями для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 16086-70 Развертки машинные цельные с цилиндрическим хвостовиком из твердого сплава. Типы и основные размерыГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размерыГОСТ 19272-73 Развертки машинные цилиндрические для обработки деталей из легких сплавов. Допуски на диаметрГОСТ 19268-73 Развертки машинные цилиндрические с коническим хвостовиком для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 19267-73 Развертки машинные цилиндрические с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 19269-73 Развертки машинные цилиндрические твердосплавные с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размерыГОСТ 5735-81 Развертки машинные, оснащенные пластинами твердого сплава. Технические условияГОСТ 28321-89 Развертки машинные, оснащенные твердосплавными напаиваемыми пластинами. Типы, параметры и размерыРазвертка ручная ГОСТ 11184-84 Развертки ручные конические конусностью 1:30 с цилиндрическим хвостовиком. Основные размерыГОСТ 11177-84 Развертки ручные конические конусностью 1:50 с цилиндрическим хвостовиком. Основные размерыГОСТ 3509-71 Развертки ручные разжимные. Конструкция и размерыГОСТ 7722-77 Развертки ручные цилиндрические. Конструкция и размеры
ГОСТ 11173-76 Развертки с припуском под доводкуГОСТ 11176-71 Развертки сборные насадные с привернутыми ножами, оснащенными пластинами из твердого сплава. Конструкция и размерыГОСТ 18121-72 Развертки котельные машины. Размеры
* справочная информация:Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например, под инструментальные конусы) специальными коническими развертками.Не следует путать развертку с зенкером. Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку.Классификация разверток.Развертки классифицируются:По типу обрабатываемого отверстия:— Цилиндрические.— Конические (под различные инструментальные, котельные (заклепочные) и другие конуса).— Ступенчатые.По точности:— С указанием квалитета для цилиндрических.— С указанием качества (черновые, промежуточные, чистовые) для конических.— N1..N6 — цилиндрические развертки с калиброванным припуском для последующей шлифовки инструмента слесарем в требуемый размер.— Регулируемые (раздвижные, разжимные, шкворневые).По способу зажима инструмента:— Ручные с квадратным хвостовиком под вороток.— Машинные с цилиндрическим хвостовиком.— Машинные с коническим хвостовиком.— Машинные насадные (для установки на соответствующую оправку, обычно для инструмента больших размеров).Другие свойства:— Прямые или спиральные стружкоотводные канавки.— Количество режущих кромок Z.— Материал инструмента.Информация взята из Википедии.
tu-passport.ru
ГОСТ 1672-80 (ИСО 521-75, ИСО 2402-72) Развертки машинные цельные. Типы, параметры и размеры (с Изменениями N 1, 2, с Поправкой)
ГОСТ 1672-80(ИСО 521-75,ИСО 2402-72)
Группа Г23
ОКП 39 1731
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССРРАЗРАБОТЧИКИ
Н.И.Минаева, А.В.Шахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.03.80 N 1222Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 521-75 "Развертки машинные с цилиндрическим хвостовиком и коническим хвостовиком Морзе" в части размеров разверток, с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок проверки - 1999 г.;периодичность проверки - 10 лет
4. Стандарт полностью соответствует СТ СЭВ 1169-78, СТ СЭВ 1170-78, СТ СЭВ 1278-78
5. ВЗАМЕН ГОСТ 1672-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. Проверен в 1990 г. Ограничение срока действия снято Постановлением Госстандарта от 26.12.90 N 3312
8. ПЕРЕИЗДАНИЕ (ноябрь 1997 г.) с Изменениями N 1, 2, утвержденными в декабре 1990 г., феврале 1995 г. (ИУС 4-91, 5-95)ВНЕСЕНА поправка, опубликованная в ИУС N 10, 2002 годПоправка внесена изготовителем базы данных
1. Настоящий стандарт распространяется на машинные цельные развертки:чистовые - для обработки отверстий с полями допусков G6, Н6, 6, К6, G7, Н7, 7, К7, М7, N7, Р7, Е8, U8, F8, Н8, D9, Е9, F9, Н9, Н10, Н11;с припуском под доводку - N 1, 2, 3, 4, 5, 6.Требования настоящего стандарта по пп.2, 3 (кроме примечаний 1, 2, 3), 4 (кроме примечаний 1, 2, 3), 5 (кроме примечания), 6, 7, 8, 9, 12, 16, 17 и приложения 2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.(Измененная редакция, Изм. N 1, 2).
2. Развертки должны изготовляться типов:
1 - с цилиндрическим хвостовиком,
2 - с коническим хвостовиком,
3 - насадные.
3. Основные размеры разверток типа 1 должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Размеры, мм
Обозначение разверток с углом | Применяемость | Число зубьев | ||||||
5° | 15° | |||||||
2368-0111 | 2368-0112 | 1,4 | 1,4 | 40 | 8 | - | 4 | |
2368-0113 | 2368-0114 | (1,5) | 1,5 | |||||
2368-0115 | 2368-0116 | 1,6 | 1,6 | 43 | 9 | |||
2368-0117 | 2368-0118 | 1,8 | 1,8 | 46 | 10 | |||
2363-3381 | 2363-3382 | 2,0 | 2,0 | 49 | 11 | 6 | ||
2363-3383 | 2363-3384 | 2,2 | 2,2 | 53 | 12 | |||
2363-3385 | 2363-3386 | 2,5 | 2,5 | 57 | 14 | |||
2363-3387 | 2363-3388 | 2,8 | 2,8 | 61 | 15 | |||
2363-0044 | 2363-0043 | 3,0 | 3,0 | |||||
2363-0032 | 2363-0031 | 3,2 | 3,2 | 65 | 16 | |||
2363-0048 | 2363-0047 | 3,5 | 3,5 | 70 | 18 | |||
2363-0052 | 2363-0051 | 4,0 | 4,0 | 75 | 19 | 32 | ||
2363-0056 | 2363-0055 | 4,5 | 4,5 | 80 | 21 | 33 | ||
2363-0060 | 2363-0059 | 5,0 | 5,0 | 86 | 23 | 34 | ||
2363-0082 | 2363-0081 | 5,5 | 5,6 | 93 | 26 | 36 | ||
2363-0064 | 2363-0063 | 6,0 | ||||||
2363-0068 | 2363-0067 | 7,0 | 7,1 | 109 | 31 | 40 | ||
2363-0072 | 2363-0071 | 8,0 | 8,0 | 117 | 33 | 42 | ||
2363-0094 | 2363-0093 | 9,0 | 9,0 | 125 | 36 | 44 | ||
2363-3389 | 2363-3391 | 10,0 | 10,0 | 133 | 38 | 46 | ||
2363-3392 | 2363-3393 | 11,0 | 142 | 41 | 8 | |||
2363-3394 | 2363-3395 | 12,0 | 151 | 44 | ||||
2363-3396 | 2363-3397 | 13,0 | ||||||
2363-3398 | 2363-3399 | 14,0 | 12,5 | 160 | 47 | 50 | ||
2363-3401 | 2363-3402 | 15,0 | 162 | 50 | ||||
2363-3403 | 2363-3404 | 16,0 | 170 | 52 | ||||
2368-0119 | 2368-0121 | (17) | 14,0 | 175 | 54 | 52 | ||
2368-0122 | 2368-0123 | 18 | 182 | 56 | ||||
2368-0124 | 2368-0125 | (19) | 15,0 | 189 | 58 | 58 | ||
2368-0126 | 2368-0127 | 20 | 195 | 60 | ||||
Примечания:
1. Размеры, указанные в скобках, применять не рекомендуется.
2. По согласованию с потребителем допускается изготовление разверток с другими значениями угла в плане и числом зубьев .
3. Развертки диаметрами от 5,5 до 7 мм допускается изготовлять с размерами .Пример условного обозначения развертки типа 1, диаметром =8 мм, с =5°, для обработки отверстия с полем допуска по Н7:
Развертка 2363-0072 Н7 ГОСТ 1672-80
То же, развертки N 2 с припуском под доводку:
Развертка 2363-0072 N 2 ГОСТ 1672-80
4. Основные размеры разверток типа 2 должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры, мм
Обозначение разверток с углом | Применяемость | Конус Морзе | Число зубьев | |||||||
5° | 15° | 45° | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | ||||
2363-3405 | 2363-3406 | 2363-3407 | 5,5 | 138 | - | 26 | - | 1 | 6 | |
2363-3408 | 2363-3409 | 2363-3411 | 6,0 | |||||||
2363-3412 | 2363-3413 | 2363-3414 | 7,0 | 150 | 31 | |||||
2363-3415 | 2363-3416 | 2363-3417 | 8,0 | 156 | 33 | |||||
2363-3418 | 2363-3419 | 2363-3421 | 9,0 | 162 | 36 | |||||
2363-3422 | 2363-3423 | 2363-3424 | 10,0 | 168 | - | 38 | - | |||
2363-0104 | 2363-0189 | 2363-0351 | - | 140 | - | 16 | ||||
2363-3425 | 2363-3426 | 2363-3427 | 11,0 | 175 | - | 41 | - | 8 | ||
2363-0191 | 2363-0107 | 2363-0353 | - | 140 | - | 16 | ||||
2363-3428 | 2363-3429 | 2363-3431 | 12,0 | 182 | - | 44 | - | |||
2363-0193 | 2363-0111 | 2363-0355 | - | 150 | - | 18 | ||||
2363-3432 | 2363-3433 | 2363-3434 | 13,0 | 182 | - | 44 | - | |||
2363-0194 | 2363-0115 | 2363-0356 | - | 150 | - | 18 | ||||
2363-3435 | 2363-3436 | 2363-3437 | 14,0 | 189 | - | 47 | - | |||
2363-0195 | 2363-0119 | 2363-0357 | - | 160 | - | 18 | ||||
2363-3438 | 2363-3439 | 2363-3441 | (15) | 204 | - | 50 | - | 1 | ||
2363-3442 | 2363-3443 | 2363-3444 | 2 | |||||||
2363-0196 | 2363-0123 | 2363-0358 | - | 160 | - | 18 | 1 | |||
2363-3445 | 2363-3446 | 2363-3447 | 2 | |||||||
2363-3448 | 2363-3449 | 2363-3451 | 16 | 210 | - | 52 | - | 2 | ||
2363-0197 | 2363-0127 | 2363-0359 | - | 170 | - | 18 | ||||
2363-3452 | 2363-3453 | 2363-3454 | (17) | 214 | - | 54 | - | |||
2363-0198 | 2363-0131 | 2363-0360 | - | 170 | - | 18 | ||||
2363-3455 | 2363-3456 | 2363-3457 | 18 | 219 | - | 56 | - | |||
2363-0199 | 2363-0373 | 2363-0374 | - | 180 | - | 20 | ||||
2363-3458 | 2363-3459 | 2363-3461 | (19) | 223 | - | 58 | - | |||
2363-0375 | 2363-0376 | 2363-0377 | - | 190 | - | 20 | ||||
2363-3462 | 2363-3463 | 2363-3464 | 20 | 228 | - | 60 | - | |||
2363-0378 | 2363-0379 | 2363-0380 | - | 190 | - | 20 | ||||
2368-0128 | 2368-0129 | 2368-0131 | (21) | 232 | - | 62 | - | |||
2368-0138 | 2368-0139 | 2368-0141 | - | 200 | - | 20 | ||||
2363-3465 | 2363-3466 | 2363-3467 | 22 | 237 | - | 64 | - | |||
2363-0384 | 2363-0385 | 2363-0386 | - | 200 | - | 20 | ||||
2368-0132 | 2368-0133 | 2368-0134 | (23) | 241 | - | 68 | - | |||
2368-0142 | 2368-0143 | 2368-0144 | - | 210 | - | 20 | ||||
2363-3468 | 2363-3469 | 2363-3471 | (24) | 268 | - | 68 | - | 3 | ||
2363-0387 | 2363-0388 | 2363-0389 | - | 210 | - | 20 | ||||
2363-3472 | 2363-3473 | 2363-3474 | 25 | 268 | - | 68 | - | |||
2363-0390 | 2363-0391 | 2363-0392 | - | 220 | - | 22 | ||||
2363-3475 | 2363-3476 | 2363-3477 | (26) | 273 | - | 70 | - | |||
2363-0393 | 2363-0394 | 2363-0395 | - | 220 | - | 22 | ||||
2368-0135 | 2368-0136 | 2368-0137 | (27) | 277 | - | 71 | - | |||
2368-0145 | 2368-0146 | 2368-0147 | - | 220 | - | |||||
docs.cntd.ru
Развертки ручные ГОСТ 7722-77
Обозначение по ГОСТ D, мм L, мм l, мм Число зубьев
Развертка ручная цилиндр 2360-0101 1,0 38 18 5
Развертка ручная цилиндр 2360-0102 1,1 38 18 5
Развертка ручная цилиндр 2360-0103 1,2 41 20 5
Развертка ручная цилиндр 2360-0104 1,4 41 20 5
Развертка ручная цилиндр 2360-0105 1,5 41 20 4
Развертка ручная цилиндр 2360-0106 1,6 44 21 4
Развертка ручная цилиндр 2360-0107 1,8 47 23 4
Развертка ручная цилиндр 2360-0108 2 50 25 4
Развертка ручная цилиндр 2360-0109 2,2 54 27 4
Развертка ручная цилиндр 2360-0110 2,5 58 29 4
Развертка ручная цилиндр 2360-0111 2,8 62 31 4
Развертка ручная цилиндр 2360-0112 3 62 31 6
Развертка ручная цилиндр 2360-0113 3,2 62 31 6
Развертка ручная цилиндр 2360-0114 3,4 62 31 6
Развертка ручная цилиндр 2360-0115 3,5 71 35 6
Развертка ручная цилиндр 2360-0116 3,6 71 35 6
Развертка ручная цилиндр 2360-0117 3,8 71 35 6
Развертка ручная цилиндр 2360-0118 4 76 38 6
Развертка ручная цилиндр 2360-0119 4,2 76 38 6
Развертка ручная цилиндр 2360-0120 4,5 81 41 6
Развертка ручная цилиндр 2360-0121 4,8 81 41 6
Развертка ручная цилиндр 2360-0122 5 87 44 6
Развертка ручная цилиндр 2360-0123 5,2 87 44 6
Развертка ручная цилиндр 2360-0124 5,5 93 47 6
Развертка ручная цилиндр 2360-0125 6 93 47 6
Развертка ручная цилиндр 2360-0126 6,3 93 47 6
Развертка ручная цилиндр 2360-0127 6,5 93 47 6
Развертка ручная цилиндр 2360-0128 7 107 54 6
Развертка ручная цилиндр 2360-0129 7,5 107 54 6
Развертка ручная цилиндр 2360-0130 8 115 58 6
Развертка ручная цилиндр 2360-0131 8,5 115 58 6
Развертка ручная цилиндр 2360-0132 9 124 62 6
Развертка ручная цилиндр 2360-0133 9,5 124 62 6
Развертка ручная цилиндр 2360-0134 10 133 66 6
Развертка ручная цилиндр 2360-0135 10,5 133 66 8
Развертка ручная цилиндр 2360-0136 11 142 71 8
Развертка ручная цилиндр 2360-0137 11,5 142 71 8
Развертка ручная цилиндр 2360-0138 12 152 76 8
Развертка ручная цилиндр 2360-0139 13 152 76 8
Обозначение по ГОСТ D, мм L, мм l, мм 2360-0140 14 163 81 8
2360-0141 15 163 81 8
2360-0142 16 175 87 8
2360-0143 17 175 87 8
2360-0144 18 188 93 8
2360-0145 19 188 93 8
2360-0146 20 201 100 8
2360-0147 21 201 100 8
2360-0148 22 215 108 8
2360-0149 23 215 107 8
2360-0150 24 231 115 8
2360-0151 25 231 115 8
2360-0152 26 231 115 8
2360-0153 27 247 124 8
2360-0154 28 247 124 8
2360-0155 30 247 124 10
2360-0156 32 265 133 10
2360-0157 34 284 142 10
2360-0158 35 284 142 10
2360-0159 36 284 142 10
2360-0160 37 305 152 12
2360-0161 38 305 152 12
2360-0162 40 305 152 12
2360-0163 42 305 152 12
2360-0164 44 326 163 12
2360-0165 45 326 163 12
2360-0166 46 326 163 12
2360-0167 47 326 163 12
2360-0168 48 347 174 12
2360-0169 50 347 174 12
2360-0170 52 347 174 12
2360-0171 55 367 184 12
2360-0172 56 367 184 12
2360-0173 58 367 184 12
2360-0174 60 367 184 12
2360-0175 62 387 194 12
2360-0176 63 387 194 12
2360-0177 67 387 194 12
2360-0178 71 406 203 12
sverlo50.ru
ГОСТ 3509-71
ГОСТ 3509-71*
Группа Г232362-0000
Adjustable hand reamers.Construction and dimensions
Дата введения 1972-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 3 февраля 1971 г. N 160 срок введения установлен с 01.07.72ПРОВЕРЕН в 1981 г.ВЗАМЕН ГОСТ 3509-65* ПЕРЕИЗДАНИЕ (ноябрь 1986 г.) с Изменением N 1, утвержденным в октябре 1981 г. (ИУС 1-82).
1. Основные размеры разверток должны соответствовать указанным на чертеже и в табл.1.
Таблица 1
Размеры, мм
Обозначения разверток | Применя-емость | для рядов | Число зубьев | ||||||||
1 | 2 | ||||||||||
2362-0001 | 8 | - | 8 | 7,7 | 110 | 50 | 8 | 10 | 32 | 6 | |
2362-0002 | 9 | - | 9 | 8,7 | 125 | 10 | 13,5 | 38 | |||
2362-0003 | 10 | - | 10 | 9,7 | |||||||
2362-0004 | 11 | - | 11 | 10,7 | 140 | 60 | 12 | 15 | 8 | ||
2362-0005 | 12 | - | 12 | 11,7 | |||||||
2362-0006 | - | 13 | 13 | 12,7 | |||||||
2362-0007 | 14 | - | 14 | 13,7 | 160 | 70 | 20 | 40 | |||
2362-0008 | - | 15 | 15 | 14,7 | |||||||
2362-0009 | 16 | - | 16 | 15,7 | |||||||
2362-0010 | - | 17 | 17 | 16,7 | |||||||
2362-0011 | 18 | - | 18 | 17,7 | 180 | 75 | 30 | 45 | |||
2362-0012 | - | 19 | 19 | 18,7 | |||||||
2362-0013 | 20 | - | 20 | 19,7 | 200 | 85 | 35 | 17,5 | |||
2362-0014 | - | 21 | 21 | 20,7 | |||||||
2362-0015 | 22 | - | 22 | 21,7 | 220 | 90 | 42 | 19 | 50 | ||
2362-0016 | - | 24 | 24 | 23,7 | |||||||
2362-0017 | 25 | - | 25 | 24,7 | 240 | 100 | 60 | ||||
2362-0018 | - | 26 | 26 | 25,7 | |||||||
2362-0019 | - | 27 | 27 | 26,7 | |||||||
2362-0020 | 28 | - | 28 | 27,7 | 260 | 110 | 45 | 20 | 65 | ||
2362-0021 | - | 30 | 30 | 29,7 | |||||||
2362-0022 | 32 | - | 32 | 31,7 | 10 | ||||||
2362-0023 | - | 34 | 34 | 33,7 | |||||||
2362-0024 | 36 | - | 36 | 35,7 | 300 | 125 | 90 | ||||
2362-0025 | - | 38 | 38 | 37,7 | |||||||
2362-0026 | 40 | 40 | 39,7 | 340 | 140 | 55 | 22,5 | 100 | |||
2362-0027 | - | 42 | 42 | 41,7 | |||||||
2362-0028 | 45 | - | 45 | 44,7 | 380 | 150 | 65 | 120 | |||
2362-0029 | - | 48 | 48 | 47,7 | 12 | ||||||
2362-0030 | 50 | - | 50 | 49,7 | |||||||
Примечание. Развертки по 1-му ряду являются предпочтительными для применения.Пример условного обозначения разжимной ручной развертки диаметром 20 мм:
Развертка 2362-0013 ГОСТ 3509-71
2. Размеры квадратов - по ГОСТ 9523-84.
3. Размеры центровых отверстий - форма В ГОСТ 14034-74.
4. Предельные отклонения диаметра - по h9. (Измененная редакция, Изм. N 1).
5. Допускаемое регулирование по диаметру (от номинального размера) должно быть не менее величин, указанных в табл.2.
Таблица 2
мм
развертки | Регулирование |
От 8 до 10 | +0,16 |
Св. 10 до 20 | +0,25 |
Св. 20 до 30 | +0,40 |
Св. 30 до 50 | +0,50 |
6. Размеры шариков - по ГОСТ 3722-81.
7. Технические требования - по ГОСТ 1523-81, кроме п.13.
Электронный текст документа
подготовлен ЗАО "Кодекс" и сверен по:официальное изданиеМ.: Издательство стандартов, 1987
docs.cntd.ru
Развертки ручные ГОСТ 7722-77 | ЛИНКОР
В нашем интернет-магазине по лучшим в Санкт-Петербурге ценам вы сможете купить ручные развертки изготовленные соответственно ГОСТ 7722-77.
Назначение
Развертки ручные являются одними из самых распространенных, в частности потому, что не требую для использования приобретения дорогостоящего оборудования или станков. Они предназначены для доводки точности и чистоты поверхности отверстий в металлических изделиях и деталях и обеспечивают достаточную эффективность и аккуратность работ. Широко используются во многих отраслях, в частности в приборо- и машиностроении.
Особенности конструкции и использования
Их рабочая поверхность имеет цилиндрическую форму, с плавно зауженной для большего комфорта и точности работы заборной частью, и заостренные грани (зубья) по всей длине, а хвостовик изготавливается в квадратном сечении. Такой вид зажимной части инструмента позволяет использовать его в воротке – достаточно простом и удобном устройстве.
В зависимости от особенностей конструкции режущей части они могут быть предназначены для чистовой, промежуточной или черновой обработки отверстий в изделиях из легированной стали, серого или ковкого чугуна, алюминия, бронзы и практически любых других металлов и сплавов.
Для их изготовления используется легированная сталь марки 9ХС или быстрорежущая сталь, не уступающая ей по прочности и рабочим характеристикам.
Режущая часть ручных разверток соответственно ГОСТ 7722-77 может быть оснащена прямыми или винтовыми зубьями с соответствующим профилем канавок для отвода отработанного материала. Прямые зубья лучше всего подходят для работы со сплошными материалами без пустот внутри слоя, тогда как винтовые обеспечивают более удобную работу с изделиями и заготовками, внутри которых могут быть дополнительные отверстия, а также с металлами низкой плотности (легких сплавов), так как их конструкция снижает риск заклинивания инструмента, позволяя более эффективно отводить стружку.
Стоит отметить, что качество обработки ручными развертками напрямую связано с количеством зубьев – чем их больше, тем эффективнее и аккуратнее они работают. Чаще всего используют развертки с четным количеством зубьев, а соответственно ГОСТ 7722-77 их может быть 4, 5, 6, 8, 10 или 12 штук. Представленные в нашем каталоге развертки ручные могут выпускаться соответственно требованиям ГОСТа 7722-77 диаметром от 1 до 71 мм.
Заказать у нас развертки ручные ГОСТ 7722-77 можно по достаточно низкой стоимости, с возможностью доставки по городу или в любую точку страны сторонними транспортными службами.
www.linkormet.ru
Ручная развертка: виды, назначение, ГОСТ
Домашний уют 8 мая 2017Получить методом сверления отверстие, стенки которого были бы идеально ровными, получается далеко не в каждом случае даже при условии использования качественных сверл и дрелей. Кроме этого, диаметр отверстия может отличаться от необходимого на несколько десятых миллиметров. Чтобы зазоры были идеальными, нужна ручная развертка. Эти металлорежущий инструмент, специально предназначенный для финишной обработки отверстий после операций сверления и зенкерования. Давайте рассмотрим, что собой представляет этот инструмент, как он работает, для чего он необходим и как его применять.
Характеристика
Развертка представляет собой режущий инструмент для обработки металла. Обрабатывая отверстие данным приспособлением, можно увеличить его диаметр, а также значительно повысить чистоту поверхности и точность размера. Развертки применяются как для финишной, так и для предварительной обработки. Существует стандарт, по которому регламентируется развертка ручная – ГОСТ 7722-77. Ручными считаются инструменты, предназначенные для обработки отверстий с диаметром в диапазоне от 3 до 60 мм (шаг - 1 мм).
C помощью этих инструментов можно получать размеры, точность которых будет соответствовать второму и третьему классу. Что касается чистоты поверхности, то она может быть от Rz 10 до Rz 6.3. Сверлением такой чистоты добиться невозможно.
Принцип действия разверток
Используя инструмент для обработки отверстий, можно достичь высокой точности и качества поверхности – об этом уже сказано выше. Ручная развертка работает с небольшими масштабами. Корректировать отверстия с такой точностью удается потому, что инструмент оснащен несколькими режущими кромками. Так, ручная развертка - в зависимости от вида - может иметь от 4 до 14 режущих кромок. Именно за счет этого снимаются самые малые прикуски.
Работает инструмент следующим образом. Развертку нужно вставить в отверстие, затем, если она ручная, надеть специальный вороток и вращать с помощью него инструмент. Приспособление будет работать не только при вращательных движениях, но и при одновременном продвижении вниз или вверх по оси. Инструмент способен снимать тонкие слои металла – от нескольких десятых до сотых долей миллиметра.
Обрабатывать таким образом можно не только традиционные цилиндрические отверстия, но и конические. Для этого используется развертка коническая. Существует несколько видов этого режущего инструмента. В статье мы рассмотрим каждый из этих видов.
Видео по теме
Как выглядит развертка?
А выглядит приспособление следующим образом. Это цилиндрический либо конический стержень, который на рабочей части имеет продольные канавки. Другая же часть его гладкая и может быть оснащена на конце квадратом или коническим хвостовиком.
Рабочая сторона инструмента представлена несколькими отделами. Передняя часть - коническая и короткая. Затем идет непосредственно режущая, после - направляющая часть и, наконец, задняя рабочая.  Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Классификация
Как известно, развертки предназначены для финишной чистовой обработки отверстий. В прямой зависимости от технологических требований, при помощи этих инструментов получают отверстия в разных диапазонах допуска – от четвертого класса до первого. От конструкции, а также от качества инструмента зависит точность ее работы. Для разных отверстий используются разная ручная развертка – рассмотрим основные виды.
Что касается характеристик инструмента, то здесь играет роль далеко не один фактор:
- Режимы резания.
- Величины припусков для развертывания.
- Уровень заточки инструмента.
- Геометрия режущей кромки, а также многие другие факторы.
Развертки различают по типу отверстия, для которых они предназначены. Также важна форма режущих зубьев и обрабатываемый материал.
В эксплуатации для выполнения основной части слесарных операций используются: развертка цилиндрическая, регулируемые инструменты, конические. Наряду с ручными, существуют также и машинные. Эти инструменты могут быть разных видов. Существуют цилиндрические, конические, со сменными зубьями, с твердосплавными режущими пластинами.
Развертка коническая включает в себя большую группу инструмента – для конических штифтов, для обработки конической резьбы, под конус Морзе, под метрические конуса. Особенно широко в слесарном деле применяют цилиндрический мелкозернистый инструмент.
Цилиндрическая
Такая развертка предназначена для обработки отверстий цилиндрической формы.  Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Коническая
Такой инструмент предназначен для работы с отверстиями конической формы.  Также их можно использовать и для традиционных цилиндрических отверстий.
Также их можно использовать и для традиционных цилиндрических отверстий.
Черновые, промежуточные, чистовые
Если нужно расширить размер отверстия в серьезных пределах, то здесь не обойтись без комплекта инструментов разной чистоты. Развертка коническая, как и все прочие, разделяется на черновые, промежуточные, и чистовые.
Первый инструмент отличается зубьями, расположенными по всей линии ступенями. Работает такой инструмент следующим образом. Срезается узкая стружка при помощи режущей кромки каждой из ступеней. При этом, если отверстие было цилиндрическим, то после такой обработки оно превращается в ступенчатое коническое.  Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Регулируемая
Современный режущий инструмент такого типа может быть различных конструкций. На рынке можно встретить разжимные и раздвижные модели. Оба типа работают на базе одного принципа – при движении вверх или вниз, диаметр отверстия может уменьшаться или же увеличиваться. Развертка регулируемая двух этих типов различается по тому, как осуществляется затяжка, а также по диапазону размеров.  Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Что касается последнего типа, то конструктивно инструмент похож на все прочие развертки. Он представляет собой корпус, изготовленный из недорогих сталей и вставных режущих частей. Ножи изготавливают чаще в виде тонких пластин. В качестве материала используются инструментальные стали. Пластины снимаются, поддаются заточке и замене.  Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Что нужно знать о развертывании отверстий?
Процесс расточки отверстия лучше всего выполнять с применением двух классов инструмента – черновой разверткой и чистовой. Первые изготавливаются чаще из старых и изношенных материалов. Прежде чем развертывать отверстие, его торцевую часть обтачивают. Делается это для того, чтобы развертка могла эффективно работать каждым своим зубом. Это актуально и для деталей из чугуна. Если пренебречь такой предварительно обработкой, есть риск затупить развертку.  В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
Отопительная система обязательно должна быть настроена, осуществить эти работы можно разными способами. Эта потребность возникает для достижения эффективности работы, когда на каждом участке сети параметры максимально...
Бизнес Маховик сцепления: описание, виды, назначение и принцип работыВсе знают, что главная задача двигателя заключается в преобразовании энергии на крутящий момент. Передача его осуществляется через специальный маховик диска сцепления. Данный узел имеется в любом автомобиле. Как он ус...
Бизнес Пулеметная лента: виды, назначение, зарядкаСкорострельность оружия в определенном промежутке времени во многом зависит от боезапаса. Ленточная система подачи патронов дает возможность повысить практическую скорострельность стрелкового оружия, позволяя вести не...
Бизнес Комбайны свеклоуборочные: виды, назначение, характеристикиКомбайны свеклоуборочные – сельскохозяйственные машины для сбора урожая сахарной и кормовой свеклы для ее последующей переработки на производстве. Эта техника оснащена высокоточным навесным оборудованием и функц...
Бизнес Виды, назначение и обозначения подшипниковОбозначения подшипников сегодня крайне активно используются в различных сферах современного производства, ведь это абсолютно незаменимая деталь, которая сегодня применяется в преимущественном большинстве самых разнооб...
Дом и семья Кашпо напольное: виды, назначениеКрасоту придомовой территории придает обилие цветов и зелени. Часто во дворе нет места для дополнительной клумбы и качественного озеленения. На помощь тут способны прийти горшечные цветы. Более интересно выглядят раст...
Дом и семья Органайзер - что такое, виды, назначение, применениеИдеальным порядком в голове и доме могут похвастаться не многие современные люди. Что делать, если мысли и вещи постоянно пребывают в хаосе? Правильно – организовать их! А поможет вам в этом органайзер. Что тако...
Дом и семья Металлизированная пленка: виды, назначениеМеталлизированная пленка представляет собой материал, состоящий из нескольких прозрачных или тонированных слоев определенной толщины, между которыми находится микрофольга. Применяется пленка во многих промышленных сфе...
Домашний уют Кран для радиаторов отопления: виды, назначение, установкаСовременный радиатор отопления – это достаточно функциональное устройство. К батарее при помощи резьбы или фитингов подсоединяются трубы центральных или автономных отопительных систем. На первый взгляд может пок...
Домашний уют Конфирмат: размеры, виды, назначениеДревесно-стружечная плита, из которой изготавливают практически всю корпусную мебель, отличается хрупкостью. Все знают, как неудобно транспортировать советскую мебель. Ее надо либо разбирать полностью, либо в собранно...
monateka.com