ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. Гост сварка ручная электродуговая
ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 5264-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
|
Москва Стандартинформ2009 |
СОДЕРЖАНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Manual are welding. Welding joints. Main types, design elements and dimensions |
ГОСТ 5264-80* Взамен ГОСТ 5264-69 |
Срок действия с 01.07. 81.г.
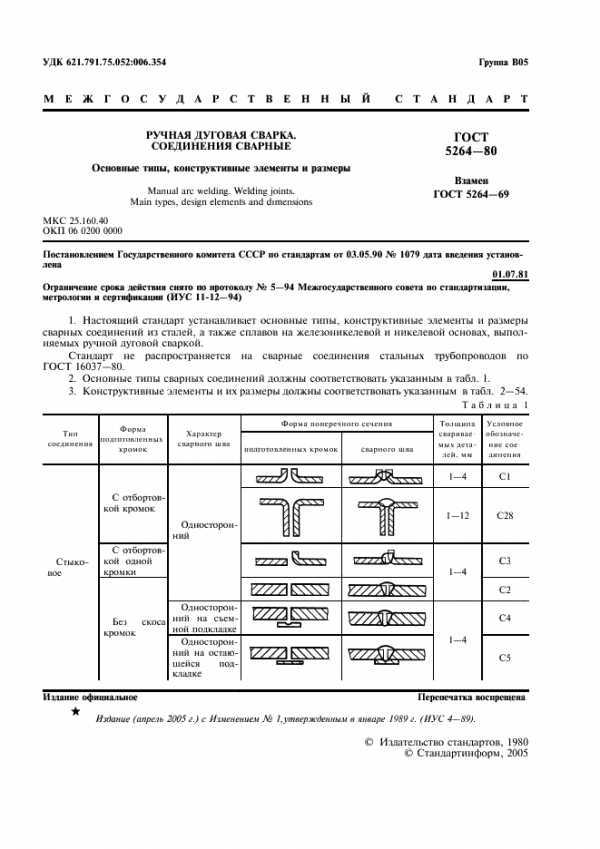
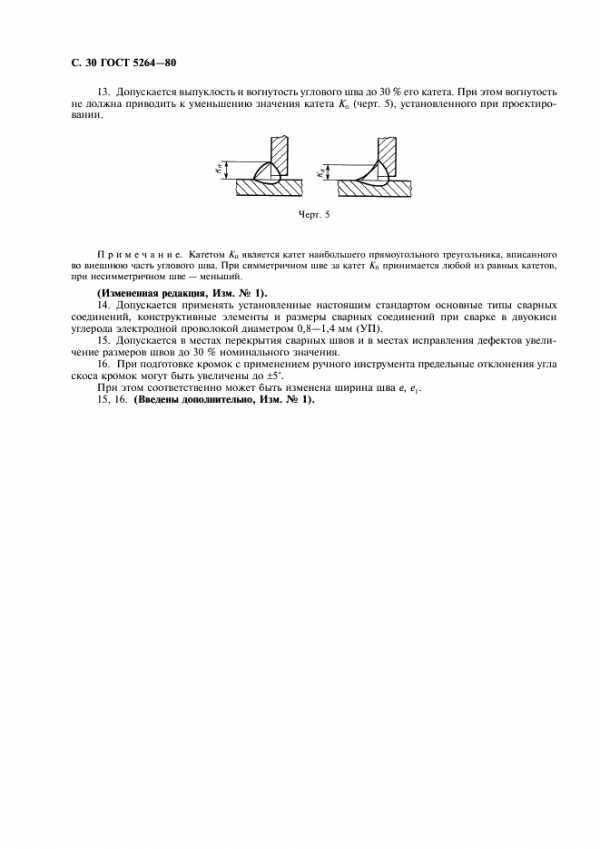
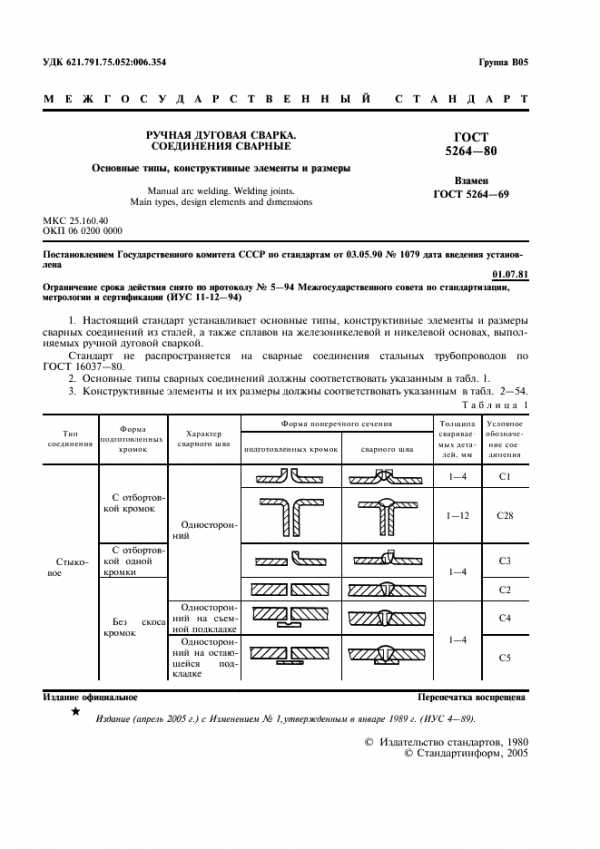
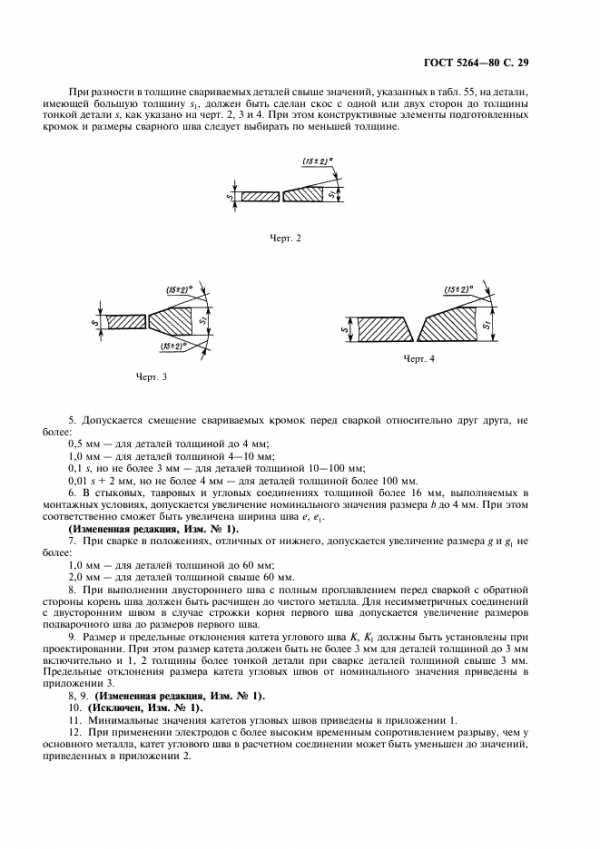
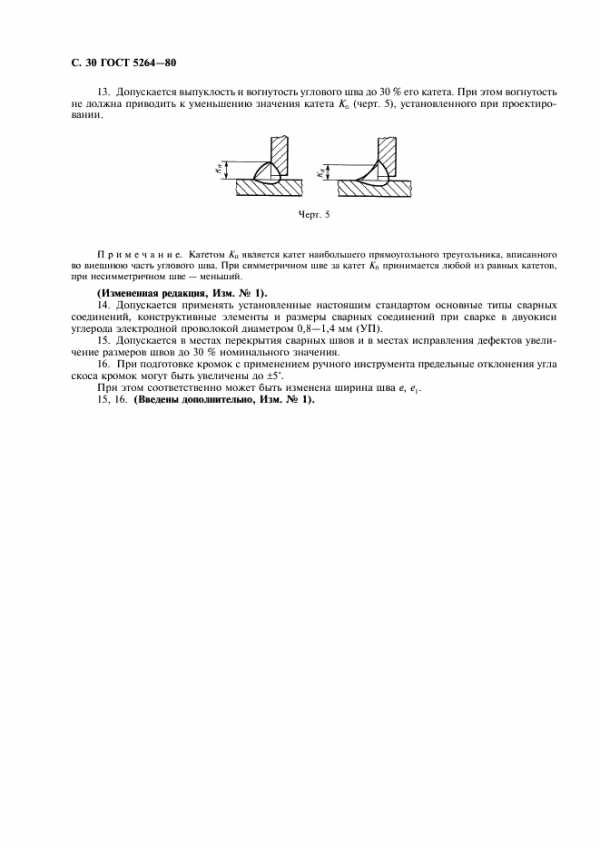
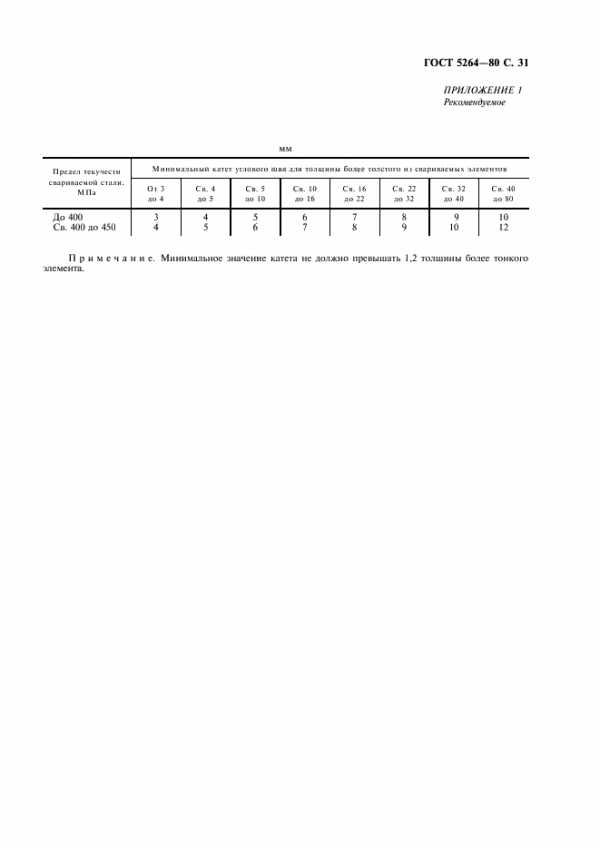
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
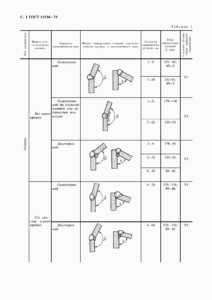
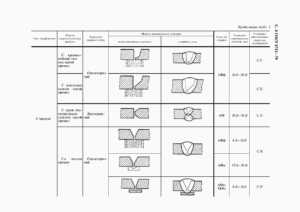
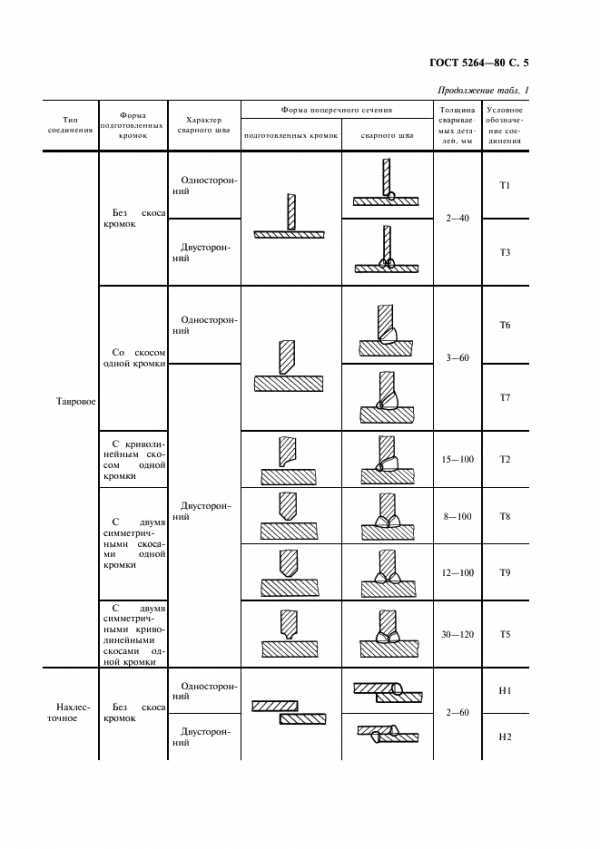
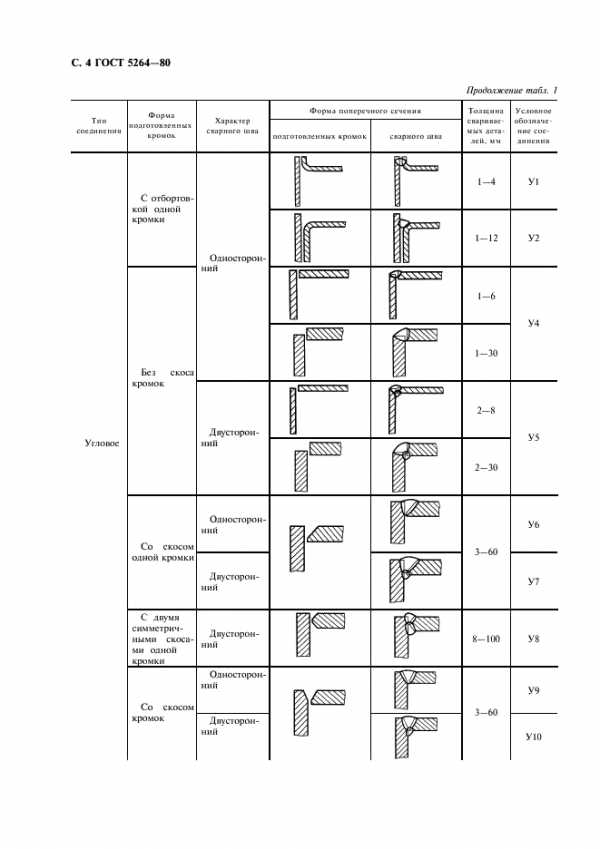
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
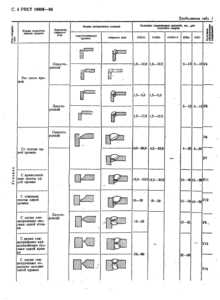
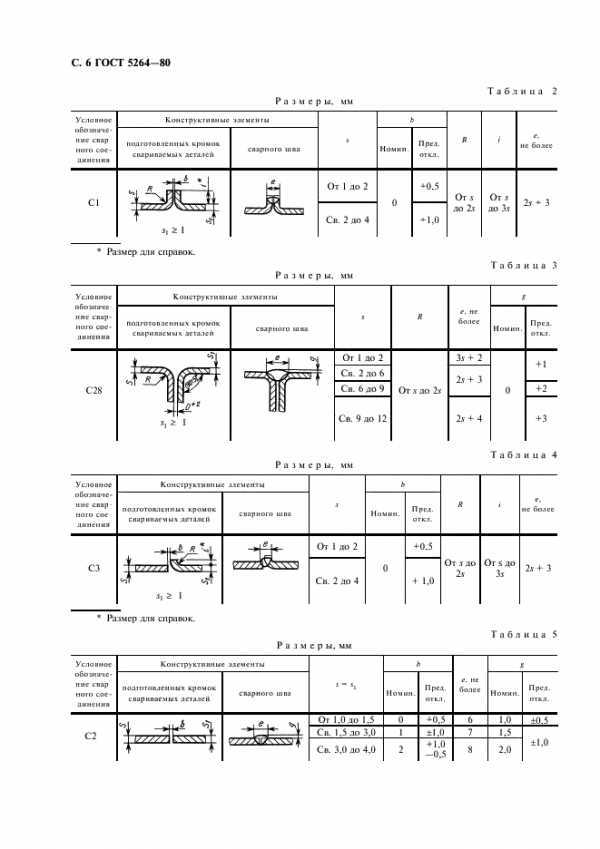
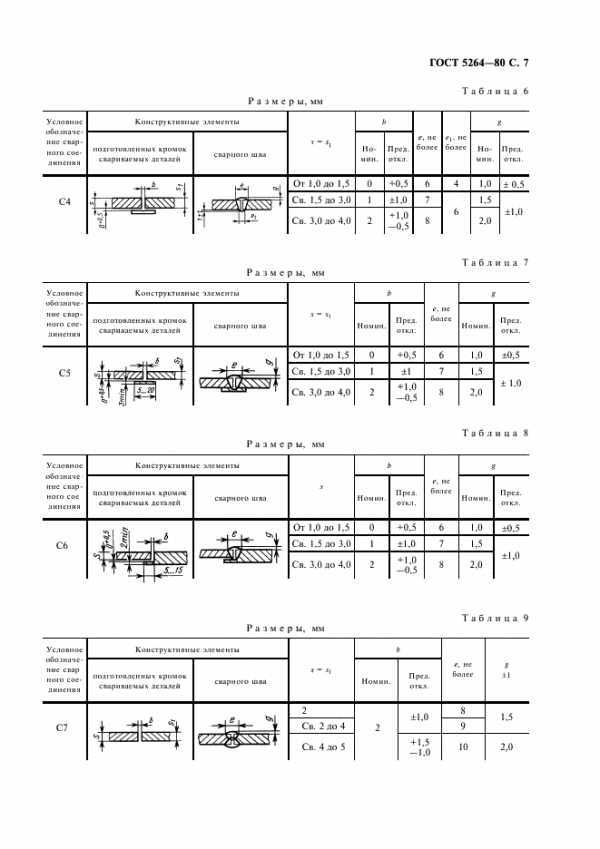
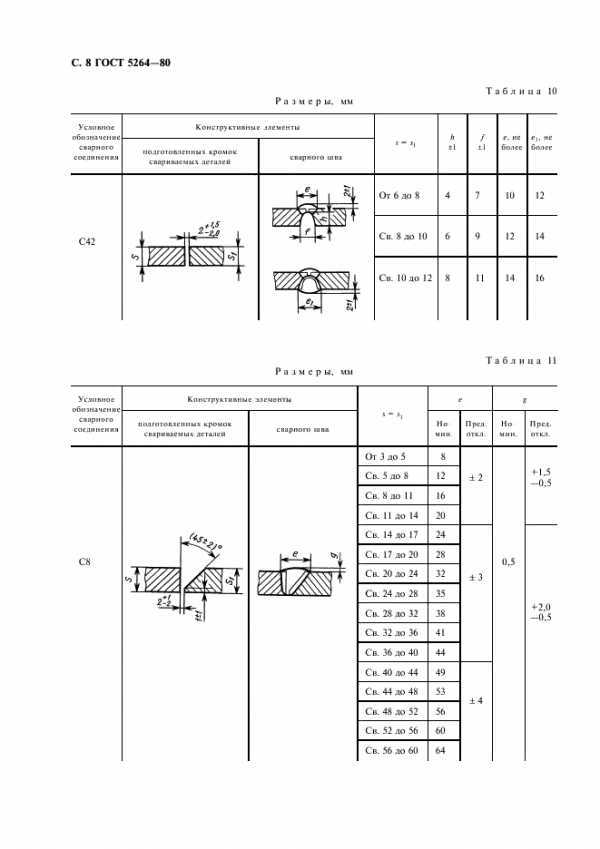
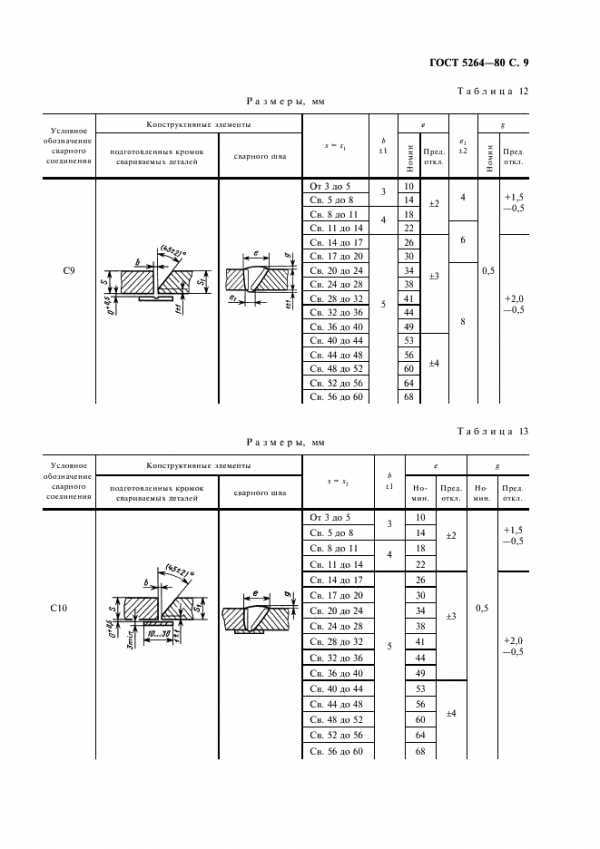
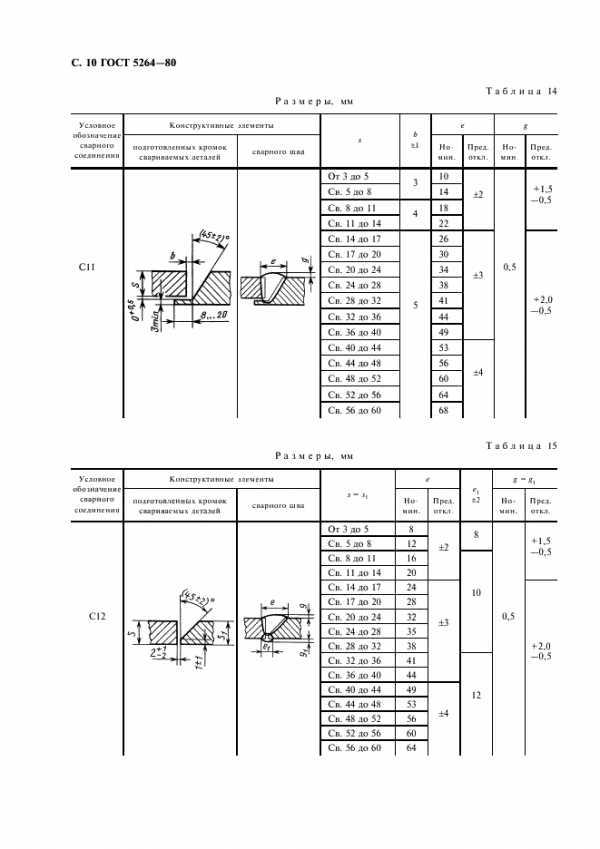
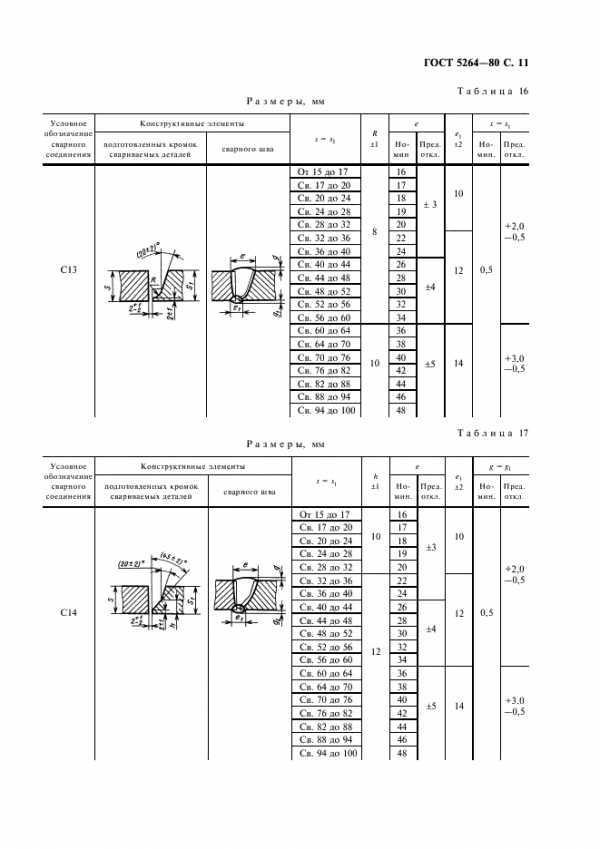
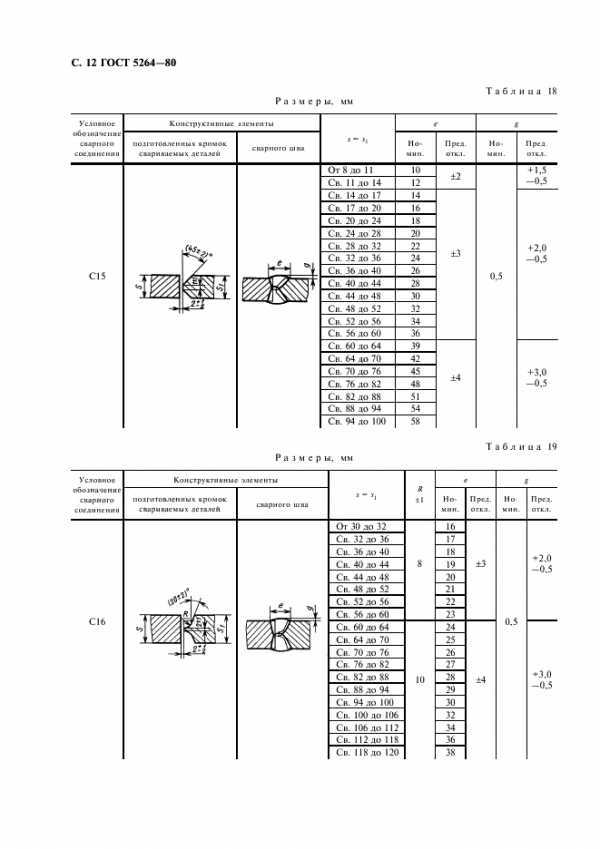
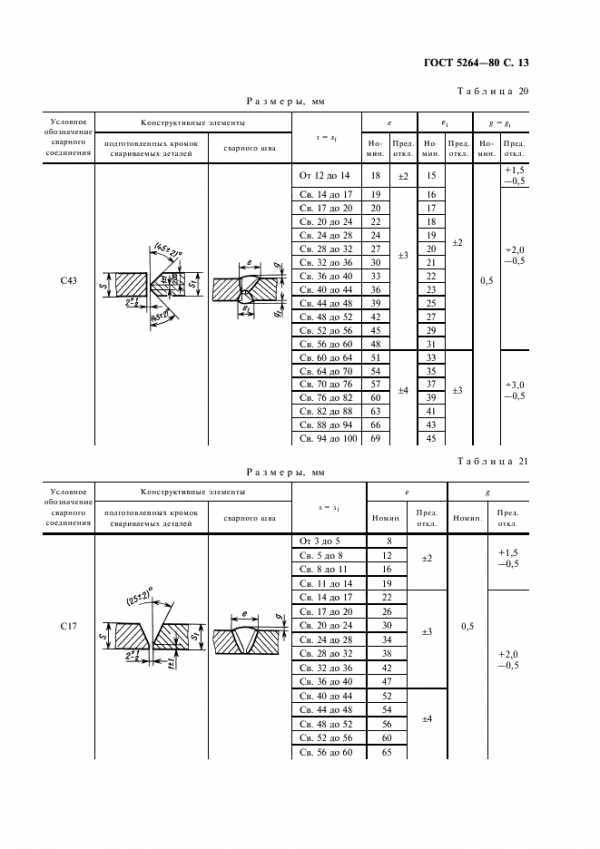
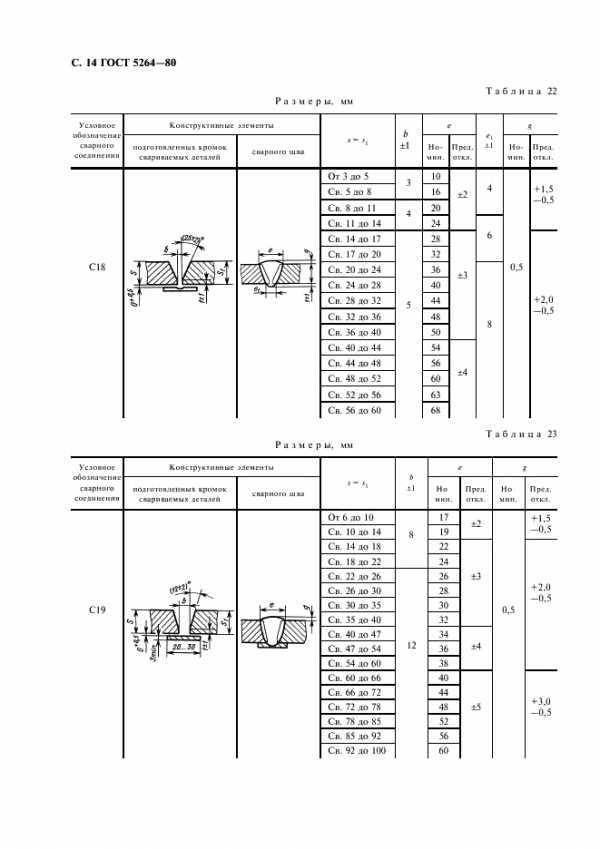
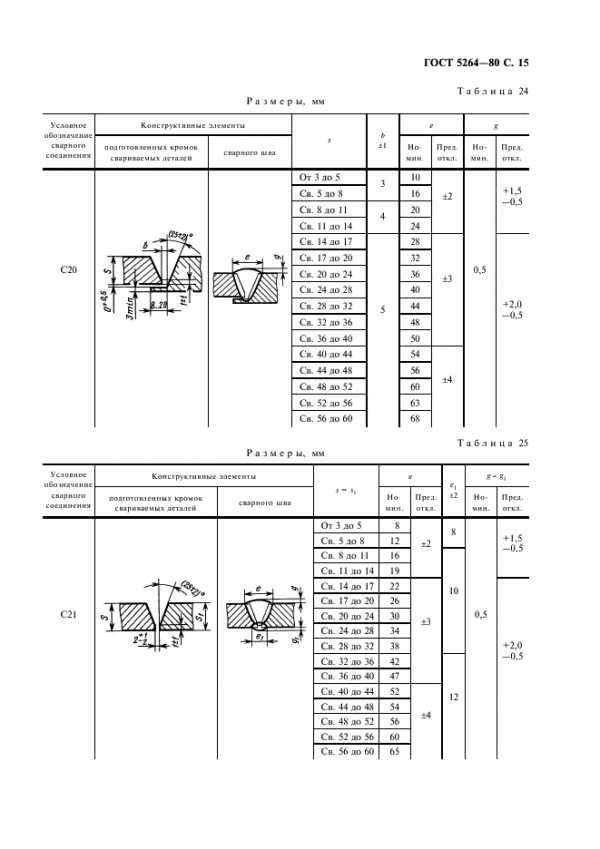
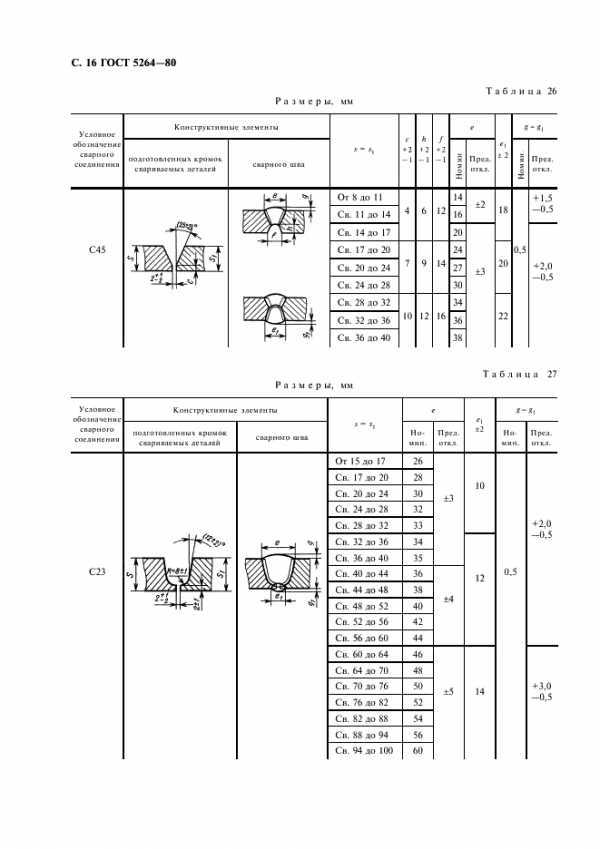
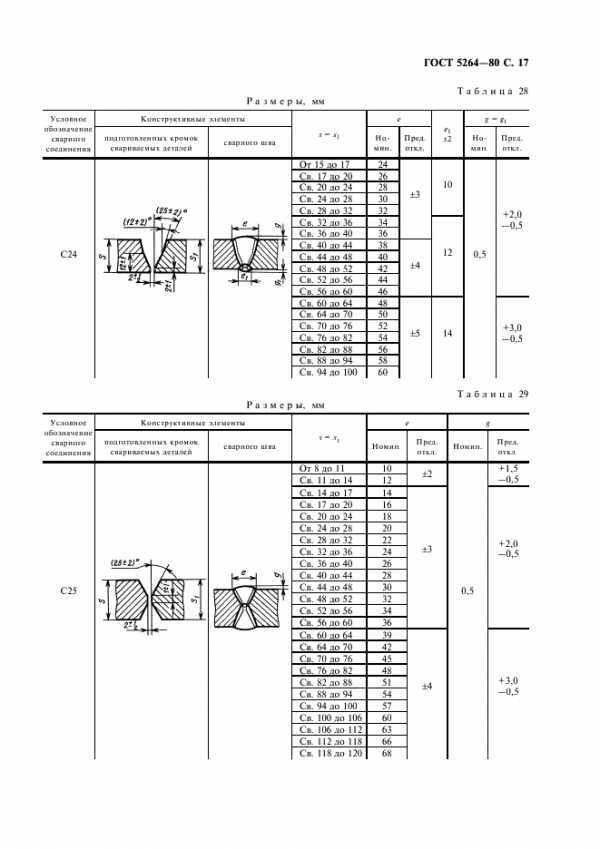
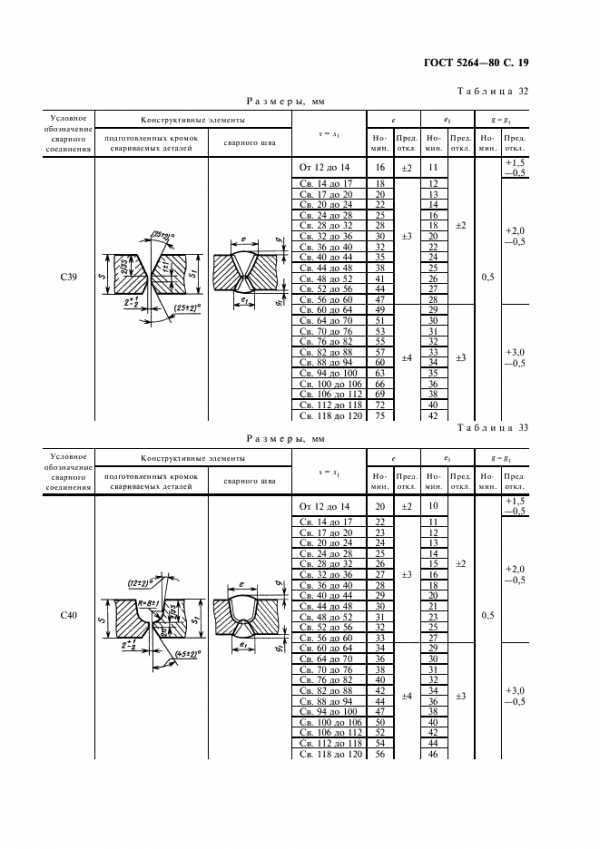
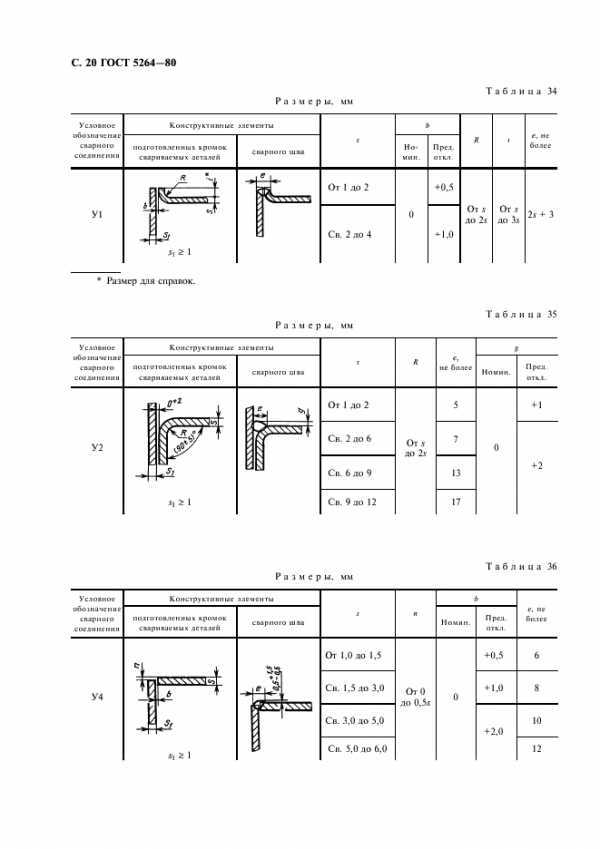
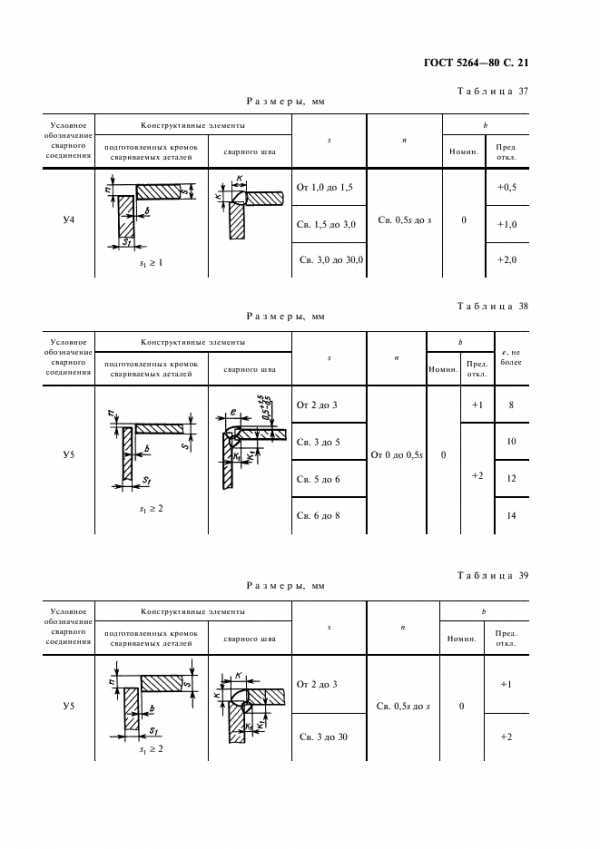
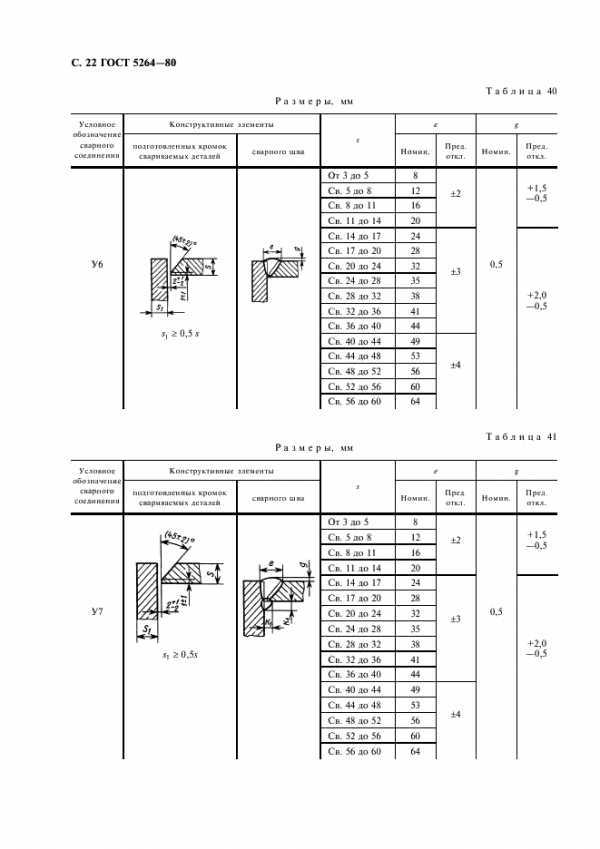
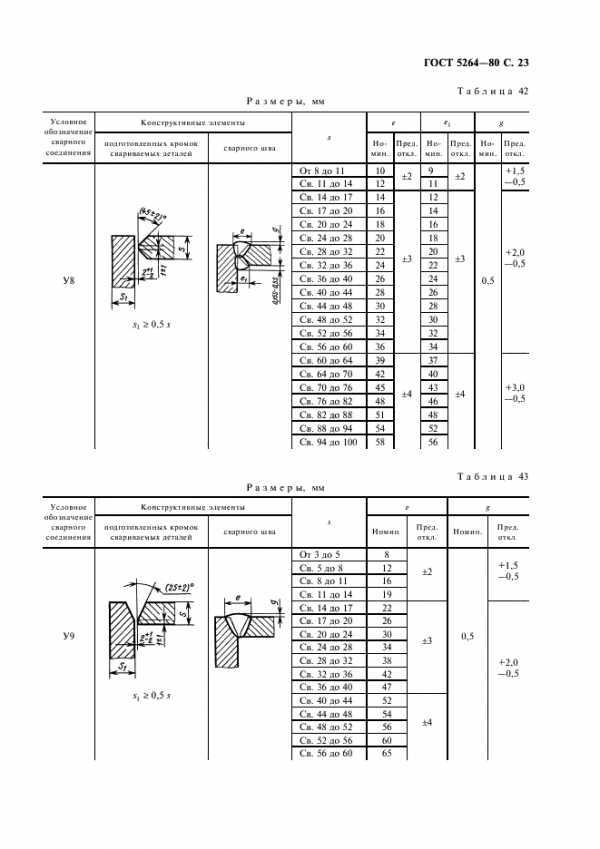
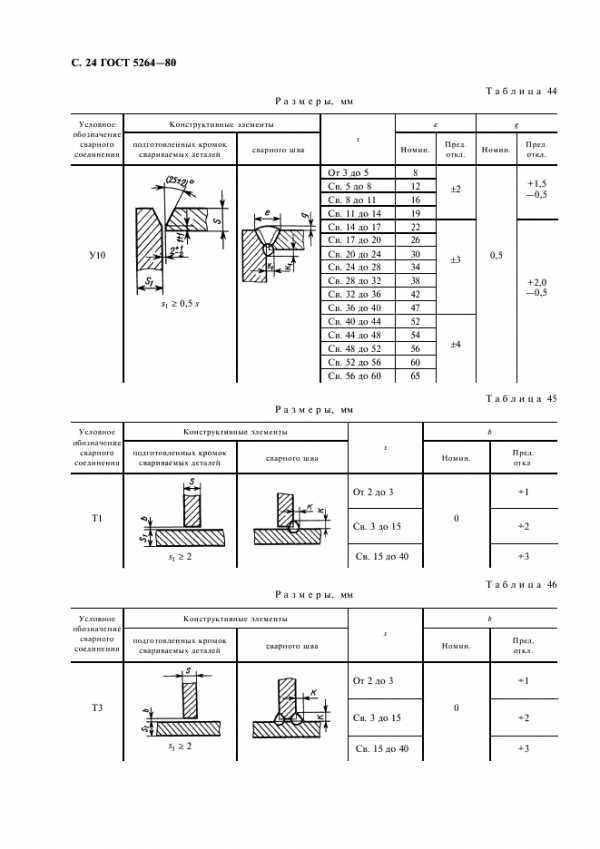
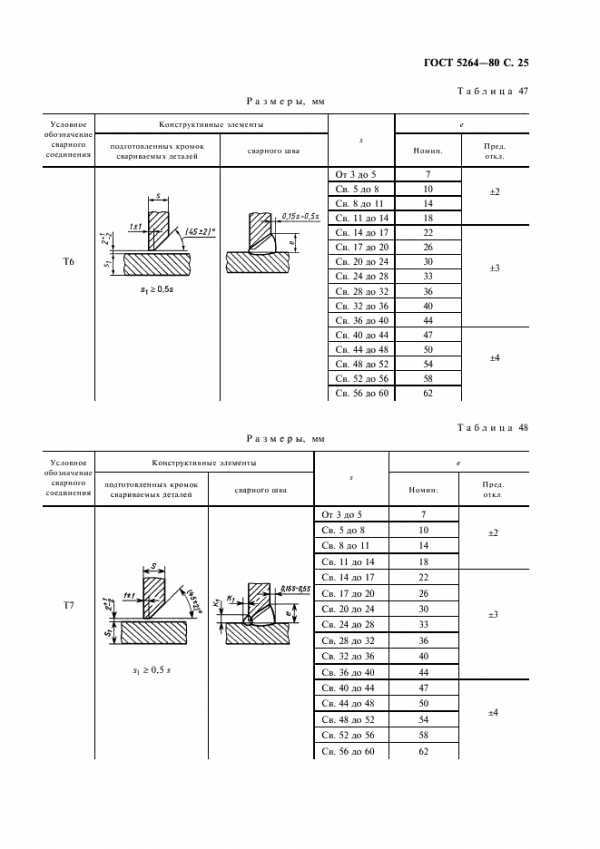
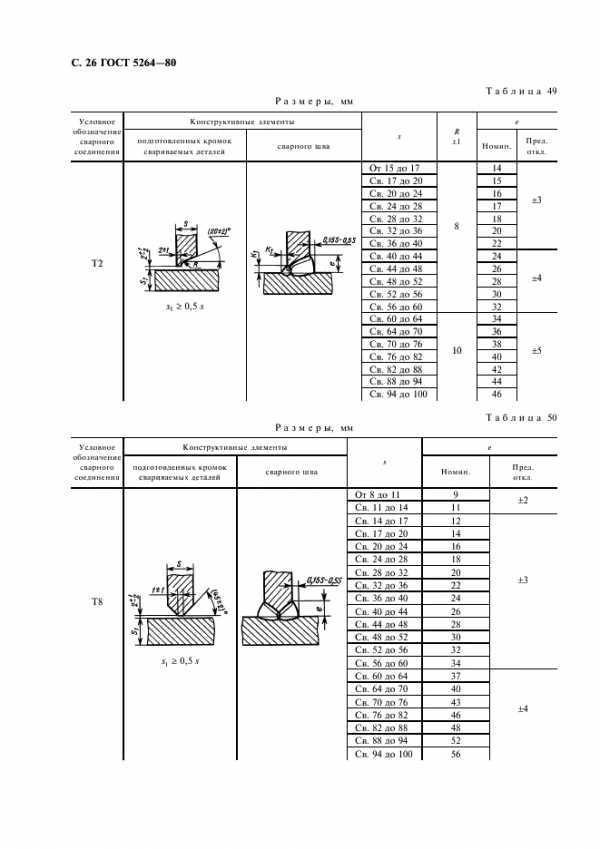
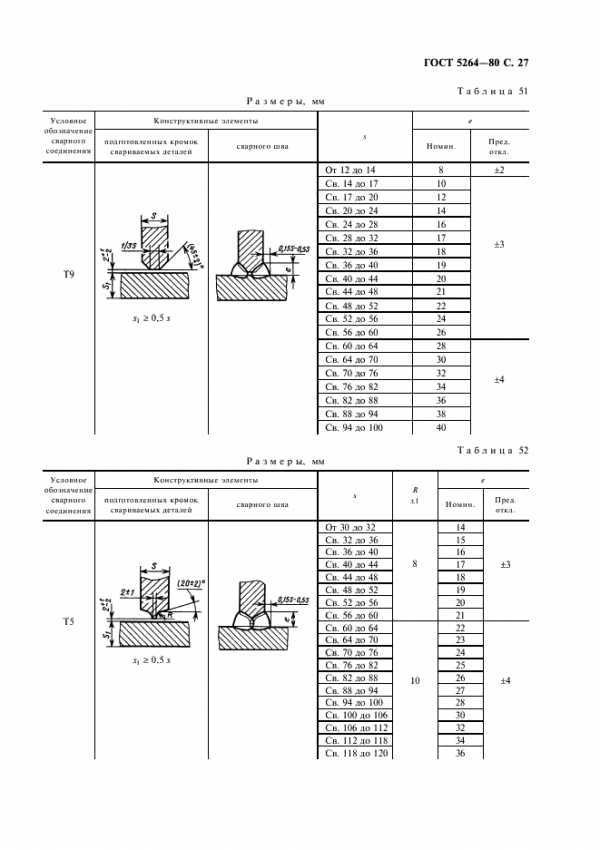
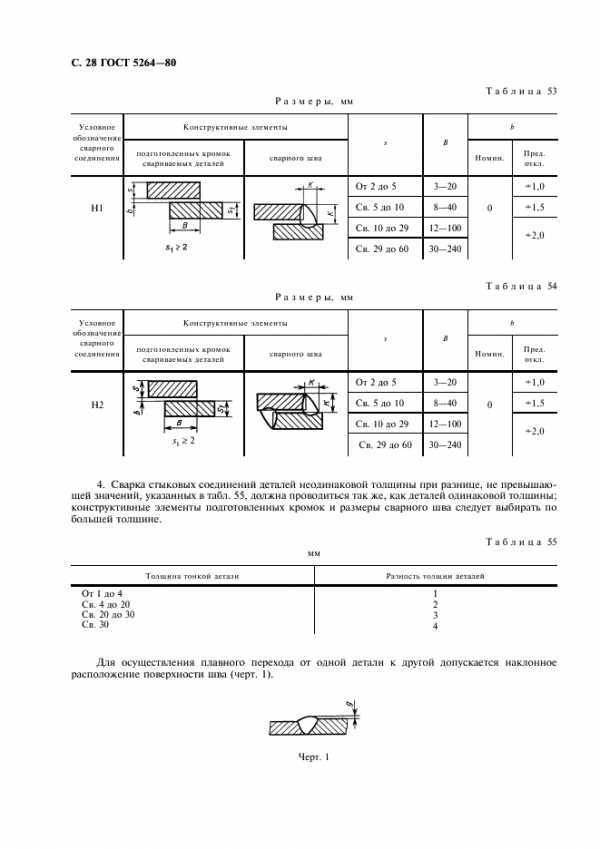
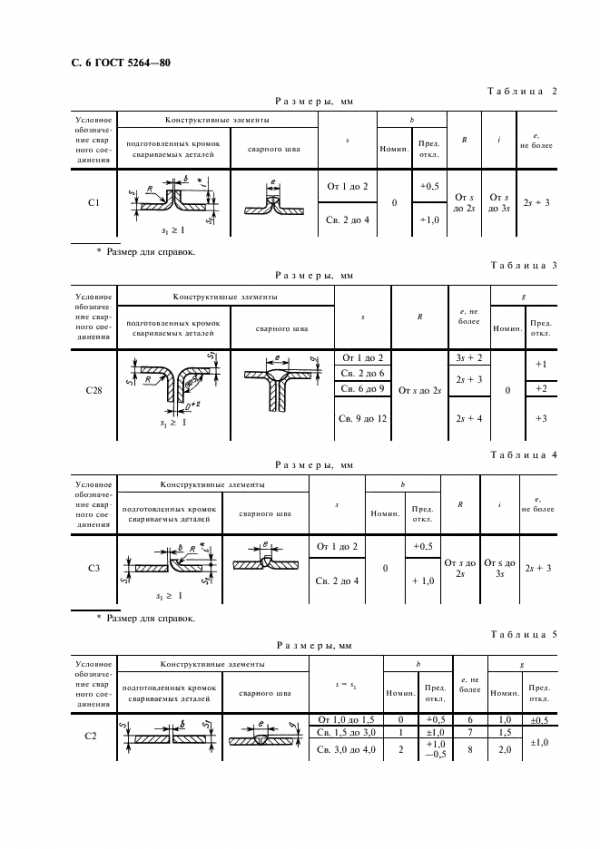
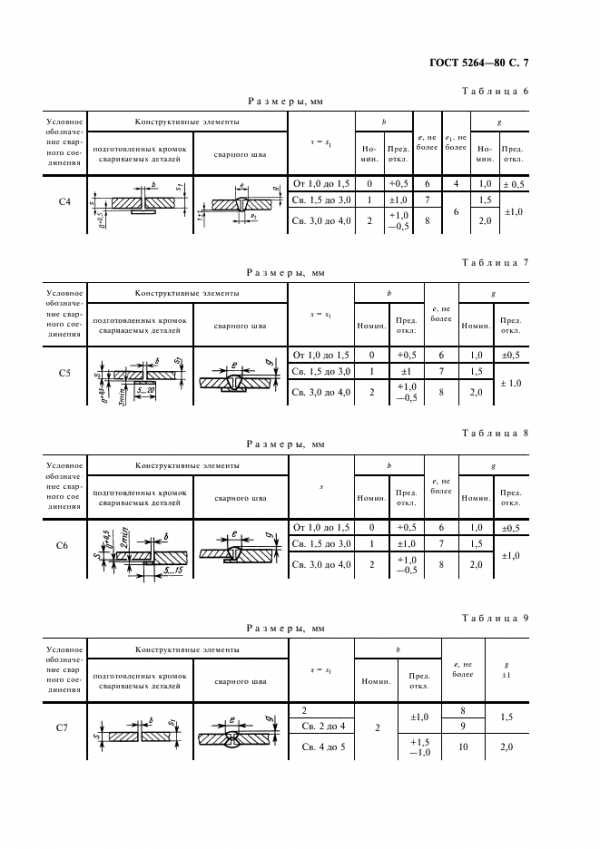
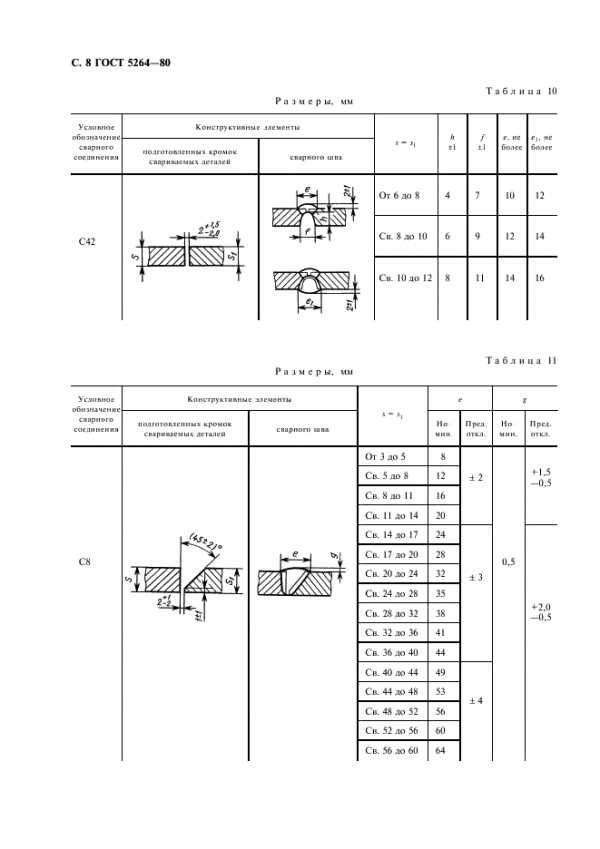
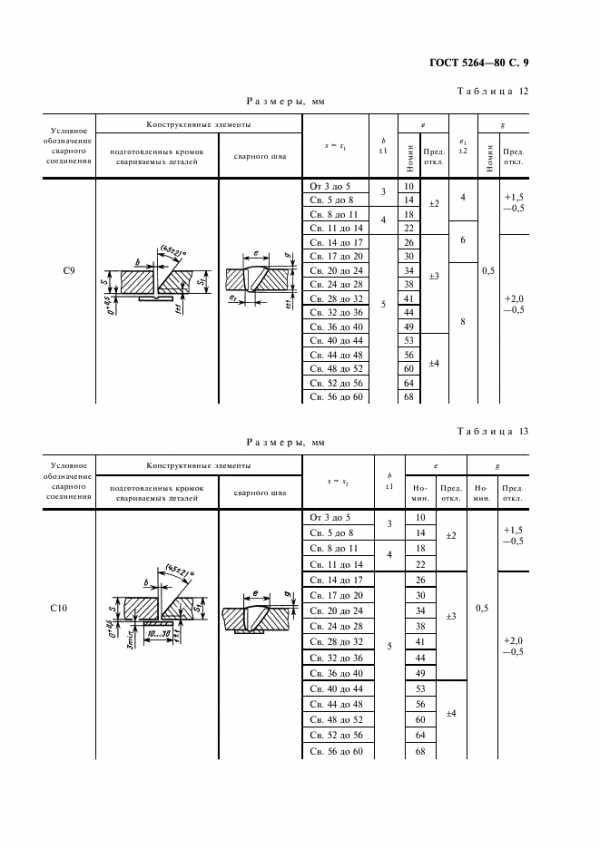
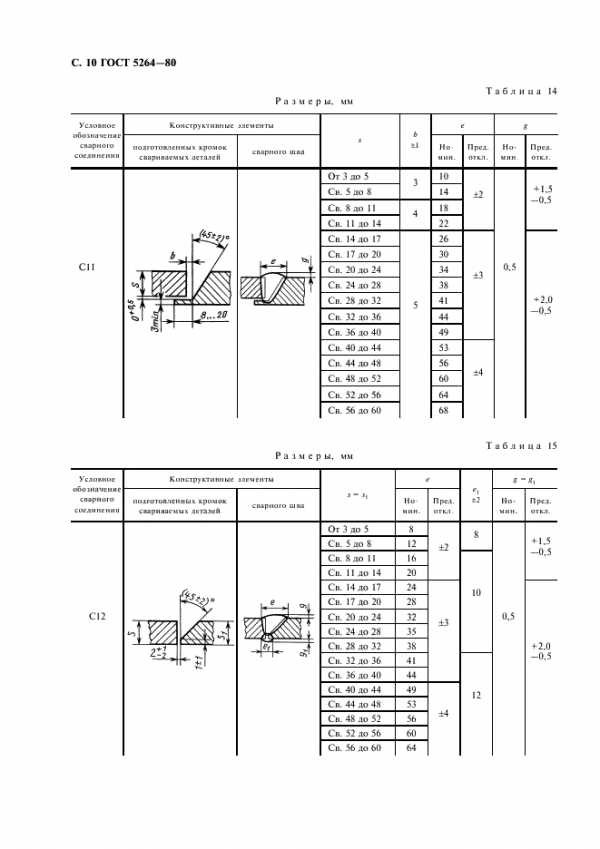
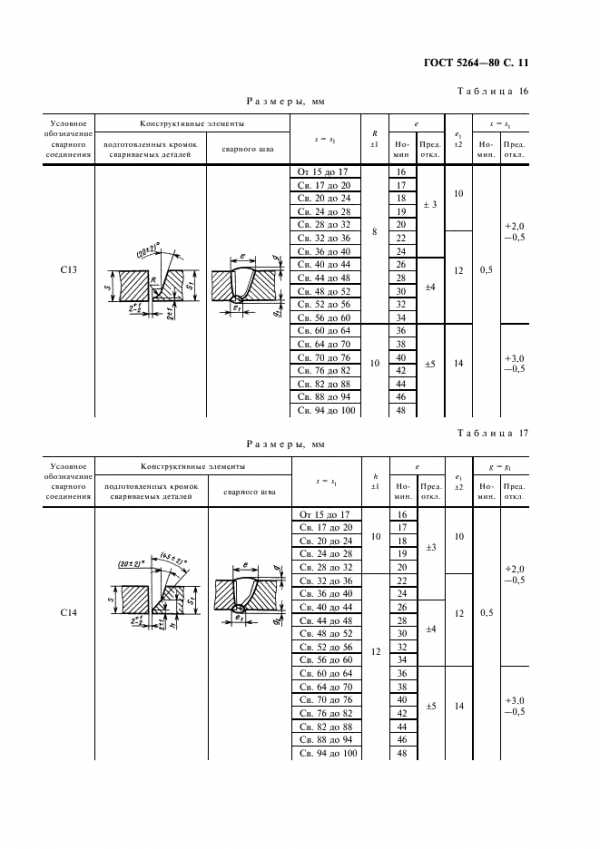
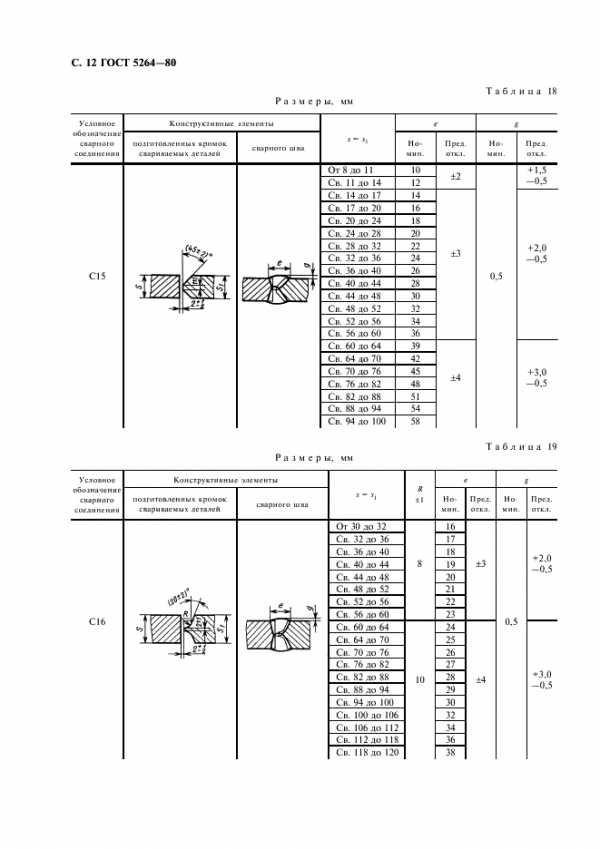
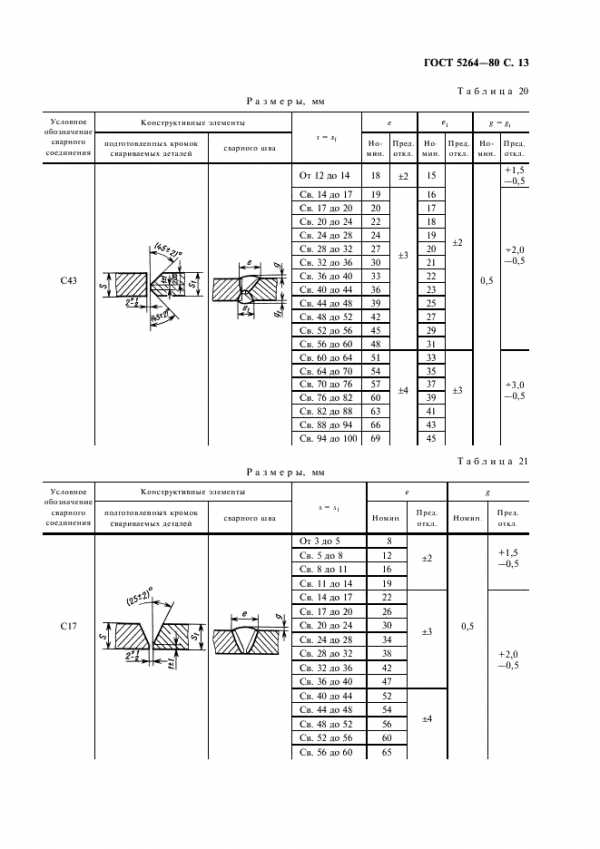
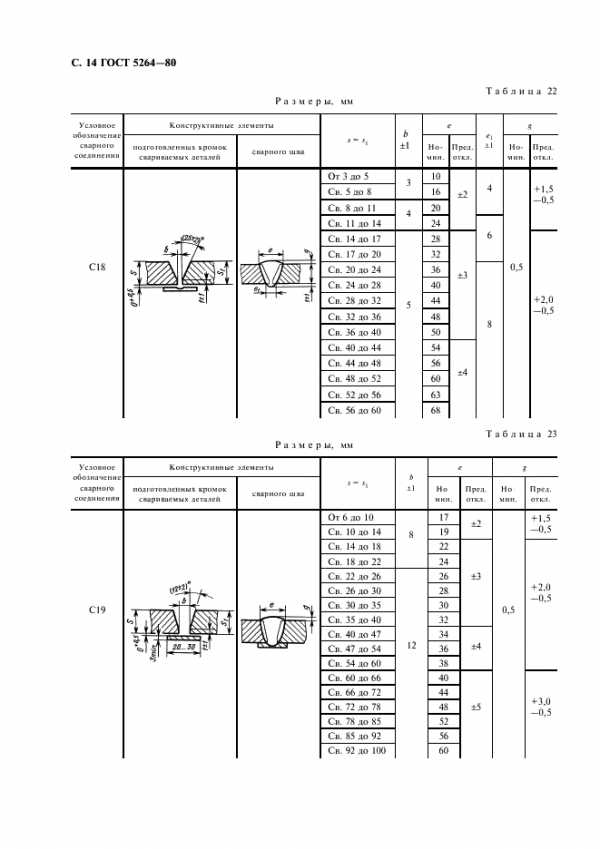
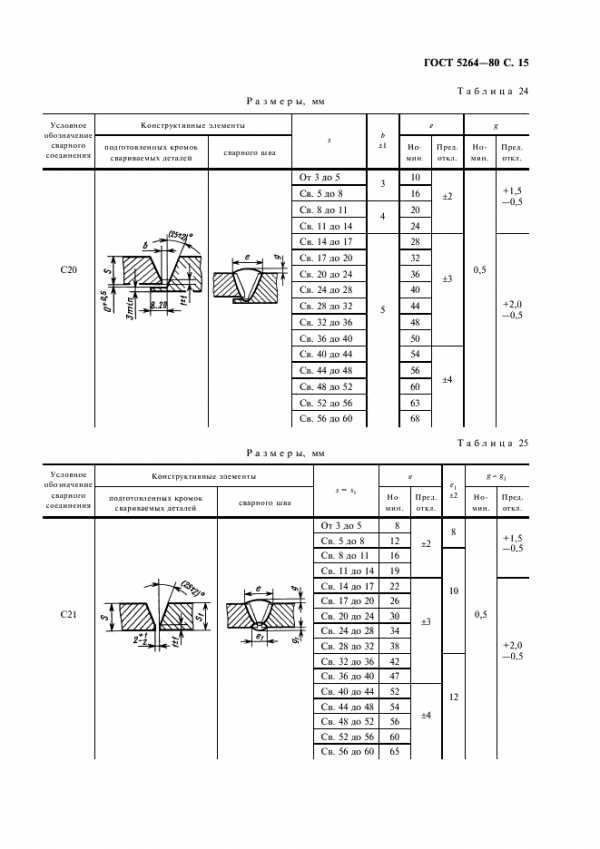
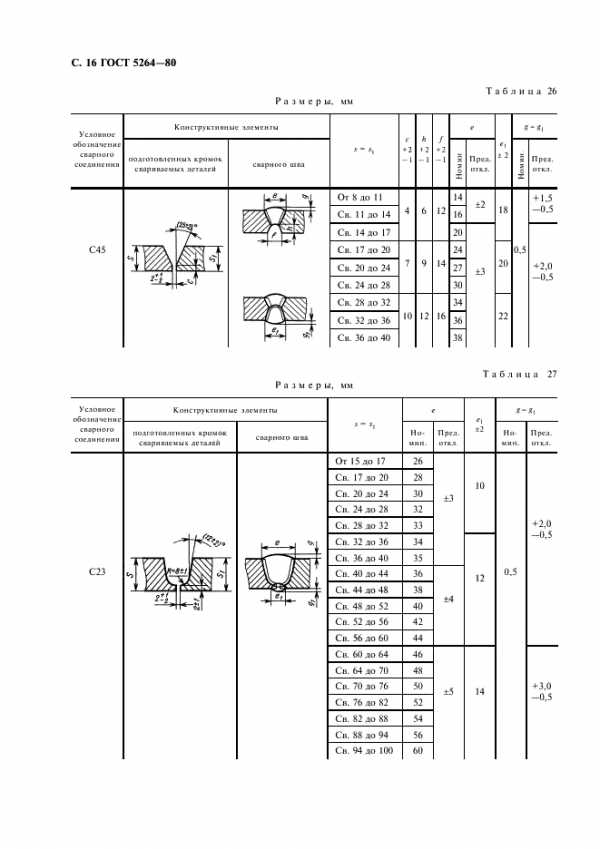
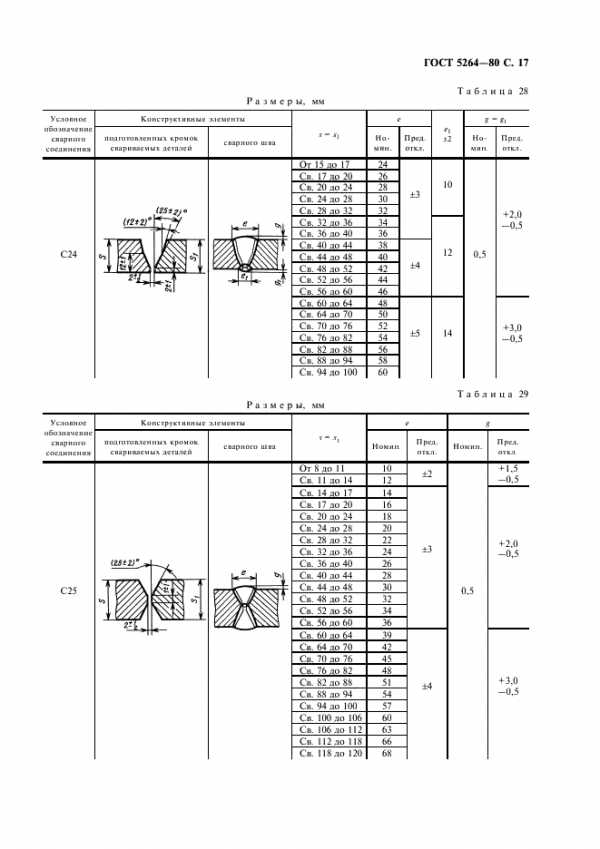
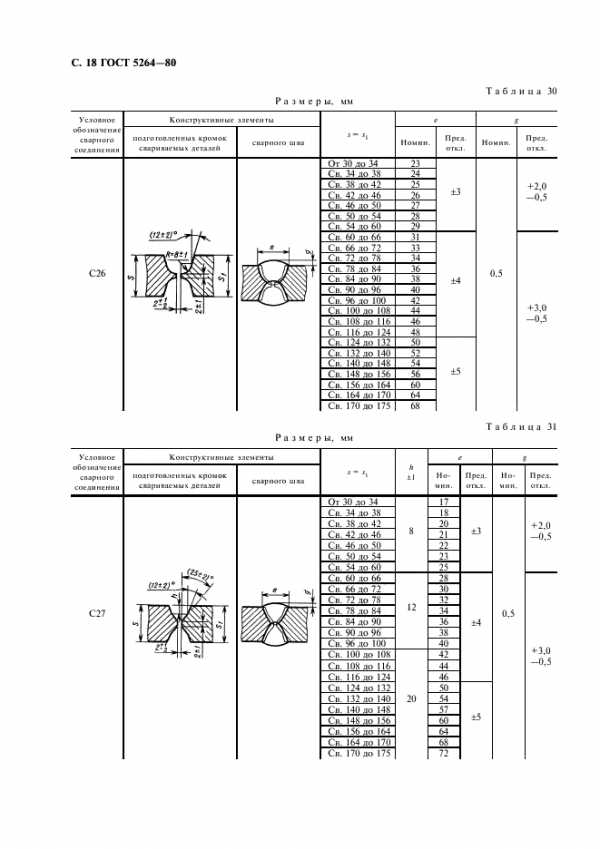
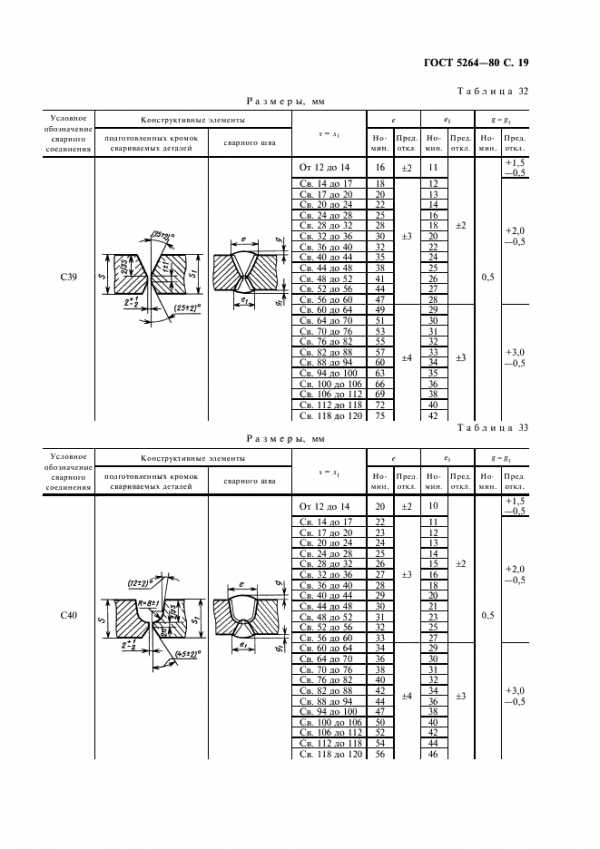
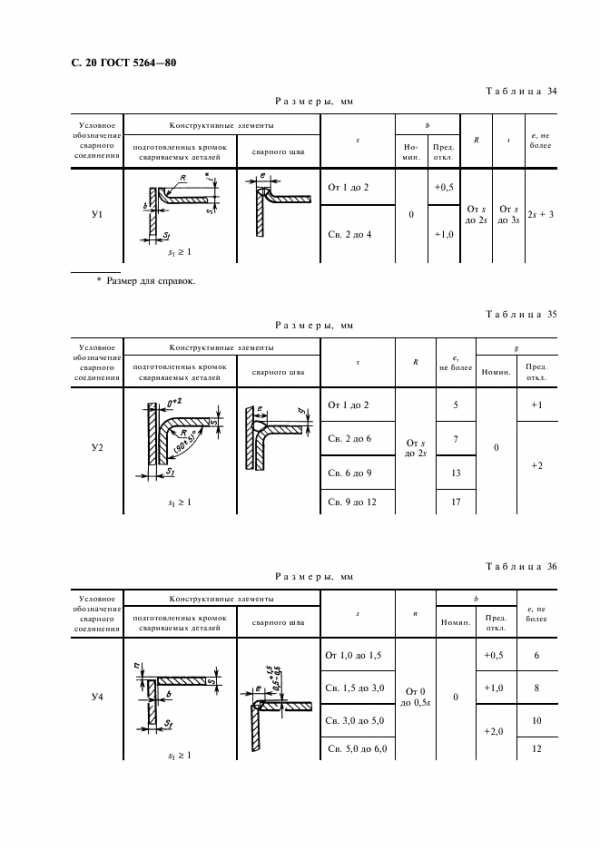
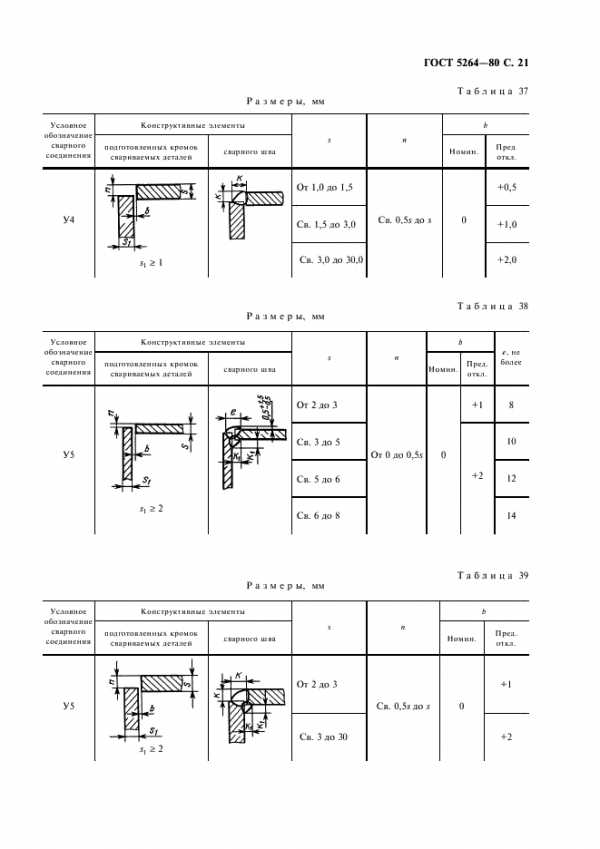
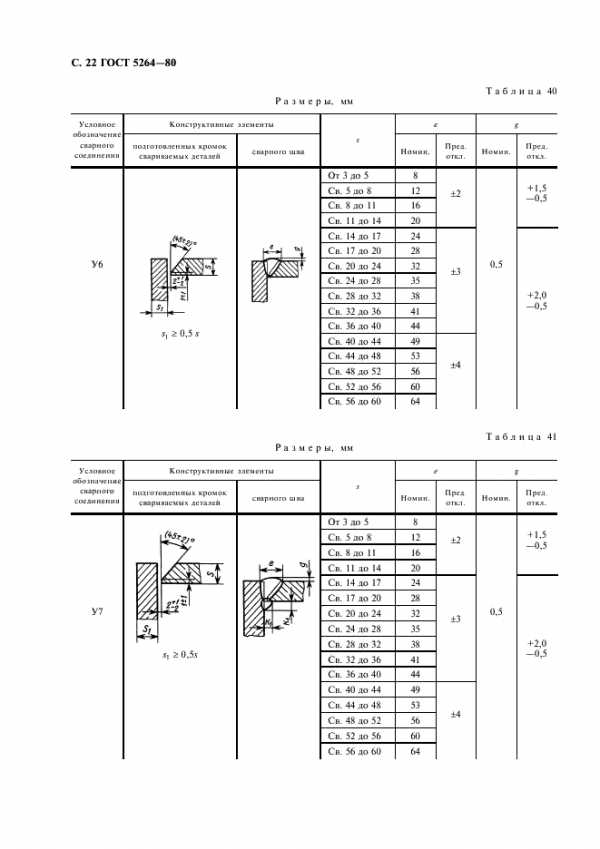
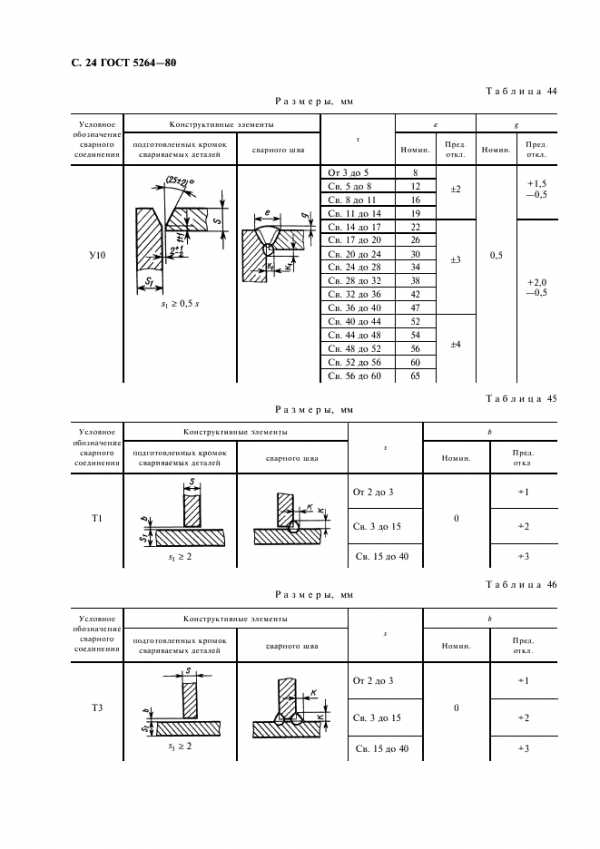
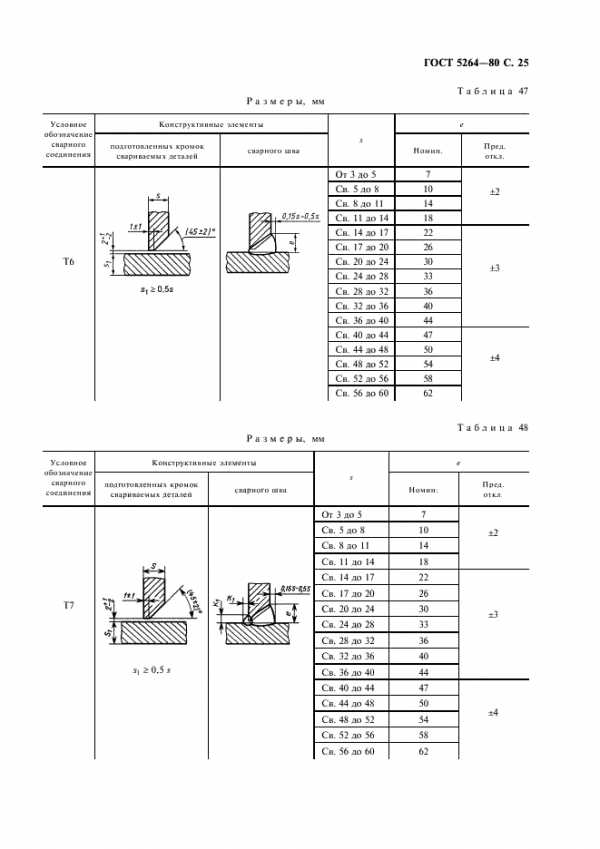
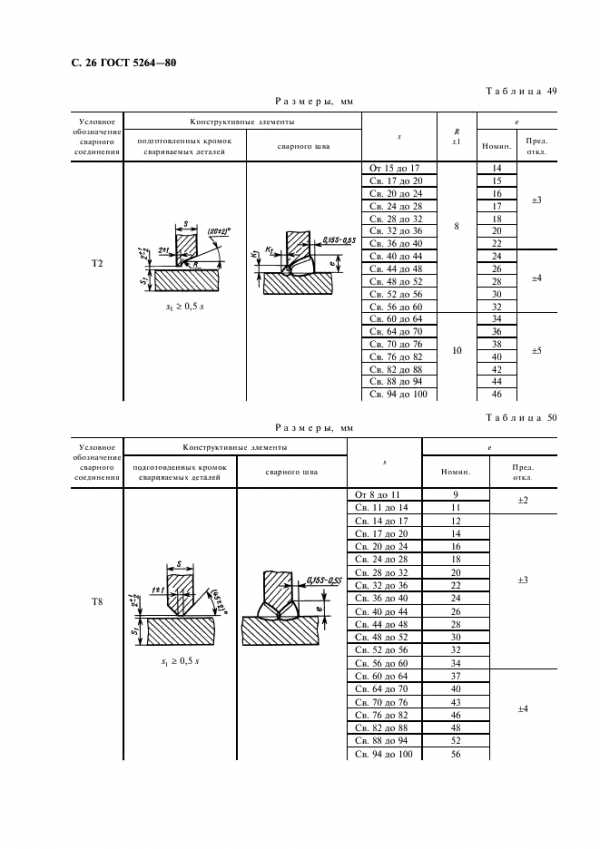
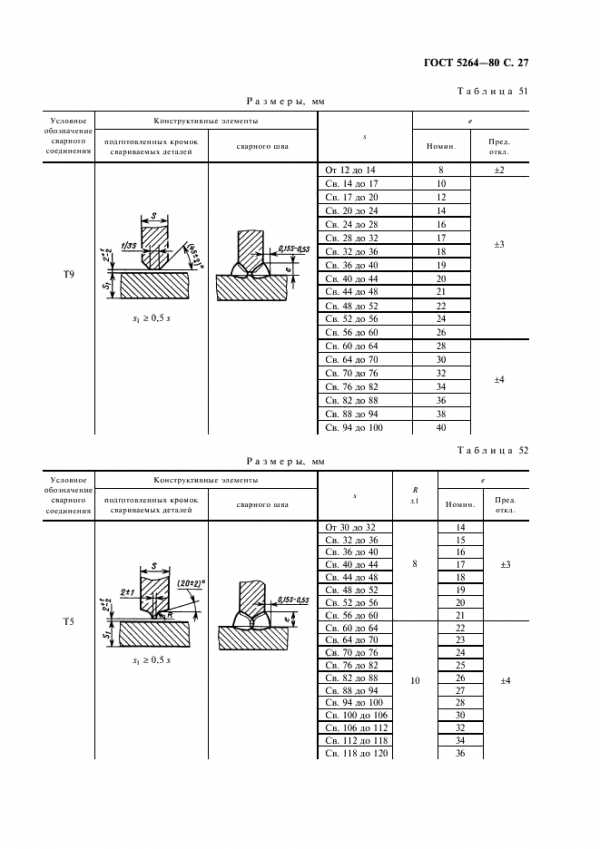
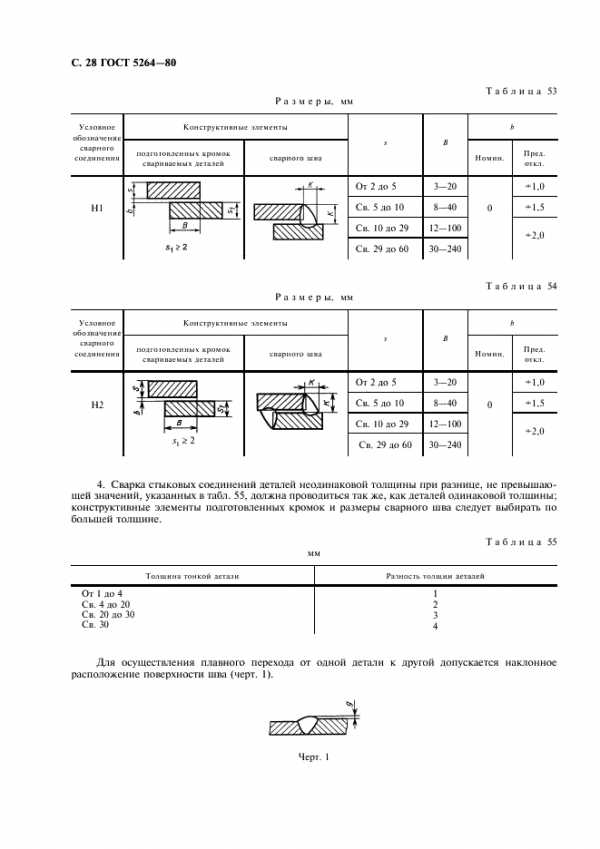
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 54.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
|
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |
1 - 4 |
С1 |
||
|
1 - 12 |
С28 |
|||||
|
С отбортовкой одной кромки |
1 - 4 |
С3 |
||||
|
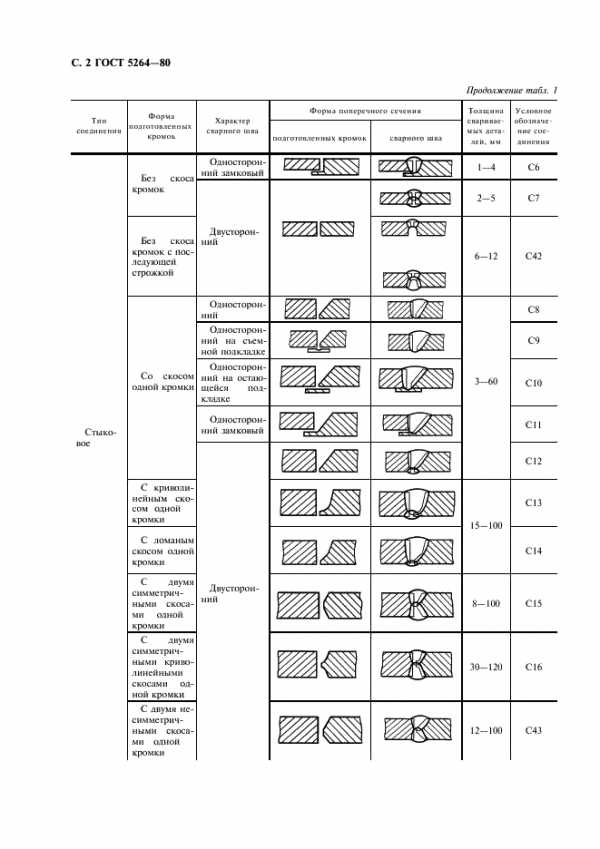
Без скоса кромок |
С2 |
|||||
|
Односторонний на съемной подкладке |
1 - 4 |
С4 |
||||
|
Односторонний на остающейся подкладке |
С5 |
|||||
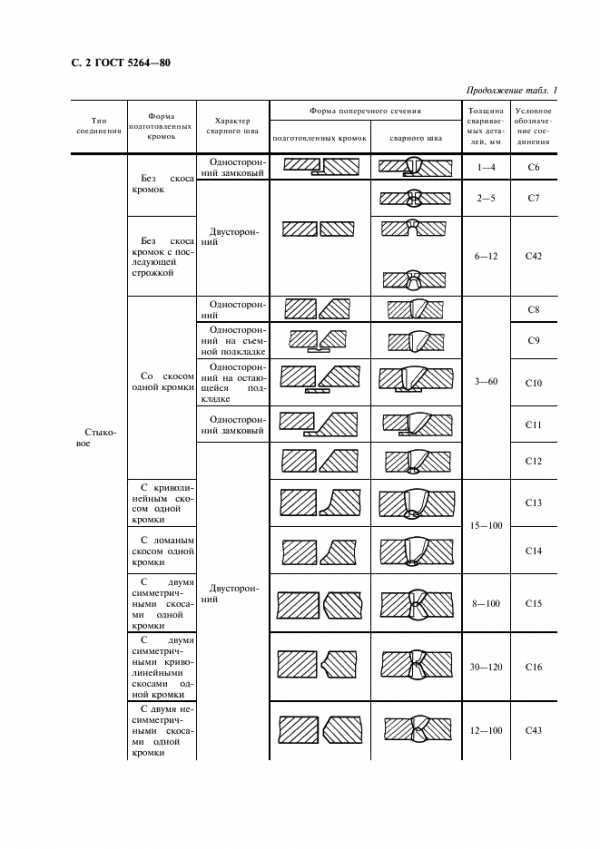
Односторонний замковый |
1 - 4 |
С6 |
||||
|
Двухсторонний |
2 - 5 |
С7 |
||||
|
Без скоса кромок с последующей дорожкой |
6 - 12 |
С42 |
||||
|
Со скосом одной кромки |
Односторонний |
|
3 - 60 |
С8 |
||
|
Односторонний на съемной подкладке |
С9 |
|||||
|
Односторонний на остающейся подкладке |
C10 |
|||||
|
Односторонний замковый |
C11 |
|||||
|
Двухсторонний |
C12 |
|||||
|
С криволинейным скосом одной кромки |
15 - 100 |
C13 |
||||
|
С ломаным скосом одной к | ||||||
files.stroyinf.ru
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |
|
|
1 - 4 |
С1 |
|
|
|
1 - 12 |
С28 |
|||
|
С отбортовкой одной кромки |
|
|
1 - 4 |
С3 |
||
|
Без скоса кромок |
|
|
С2 |
|||
|
Односторонний на съемной подкладке |
|
|
1 - 4 |
С4 |
||
|
Односторонний на остающейся подкладке |
|
|
С5 |
|||
|
Односторонний замковый |
|
|
1 - 4 |
С6 |
||
|
Двухсторонний |
|
2 - 5 |
С7 |
|||
|
Без скоса кромок с последующей дорожкой |
|
|
6 - 12 |
С42 |
||
|
|
||||||
|
Со скосом одной кромки |
Односторонний |
|
|
3 - 60 |
С8 |
|
|
Односторонний на съемной подкладке |
|
|
С9 |
|||
|
Односторонний на остающейся подкладке |
|
|
C10 |
|||
|
Односторонний замковый |
|
|
C11 |
|||
|
Двухсторонний |
|
|
C12 |
|||
|
С криволинейным скосом одной кромки |
|
|
15 - 100 |
C13 |
||
|
С ломаным скосом одной кромки |
|
|
C14 |
|||
|
С двумя симметричными скосами одной кромки |
|
|
8 - 100 |
C15 |
||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
30 - 120 |
C16 |
||
|
С двумя симметричными скосами одной кромки |
|
|
12 - 100 |
C43 |
||
|
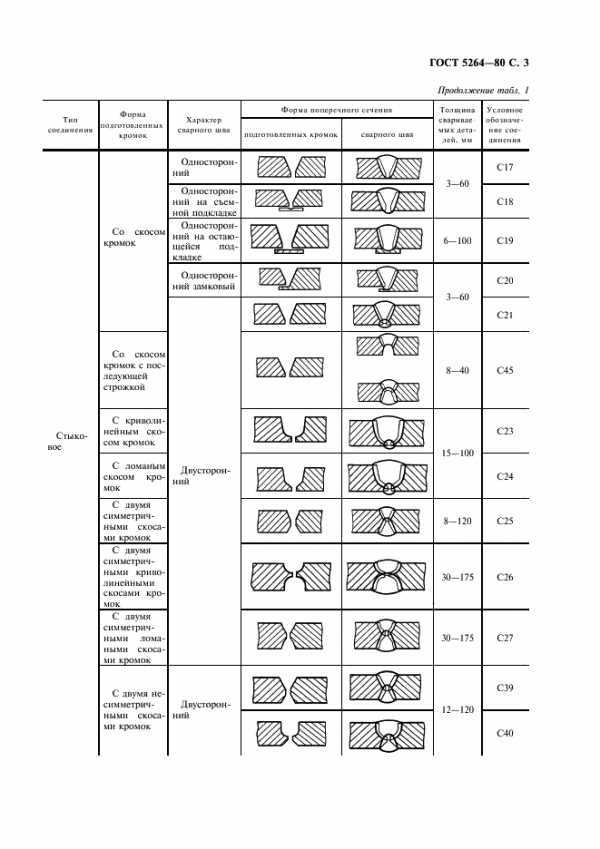
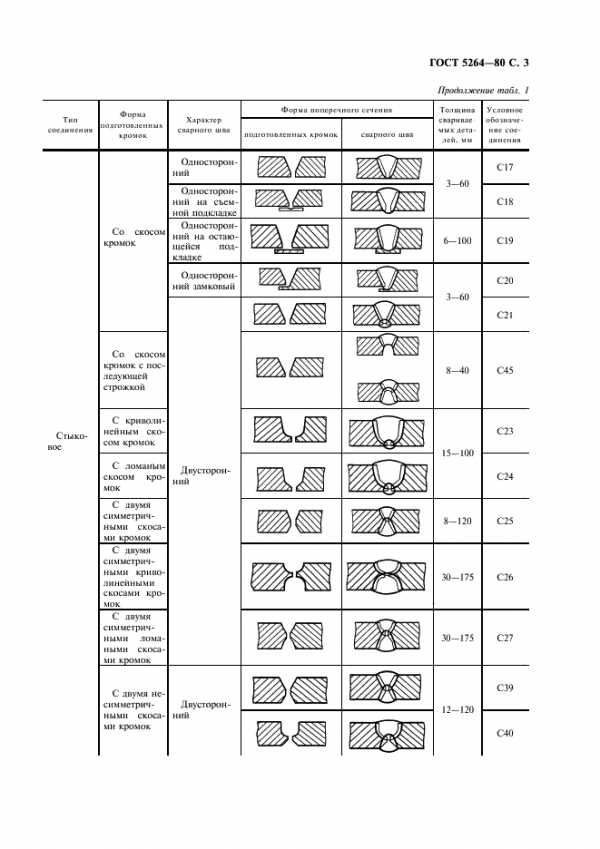
Со скосом кромок |
Односторонний |
|
|
3 - 60 |
С17 |
|
|
Односторонний на съемной подкладке |
|
|
С18 |
|||
|
Со скосом кромок |
Односторонний на остающейся подкладке |
|
|
6 - 100 |
С19 |
|
|
Односторонний замковый |
|
|
3 - 60 |
С20 |
||
|
Двусторонний |
|
|
С21 |
|||
|
Со скосом кромок с последующей дорожкой |
|
|
8 - 40 |
С45 |
||
|
|
||||||
|
С криволинейным скосом кромок |
|
|
15 - 120 |
С23 |
||
|
С ломаным скосом кромок |
|
|
С24 |
|||
|
С двумя симметричными скосами кромок |
|
|
8 - 120 |
С25 |
||
|
С двумя симметричными криволинейными скосами кромок |
|
|
30 - 175 |
С26 |
||
|
С двумя симметричными ломаными скосами кромок |
|
|
30 - 75 |
С27 |
||
|
С двумя несимметричными скосами кромок |
|
|
12 - 120 |
С39 |
||
|
|
|
С40 |
||||
|
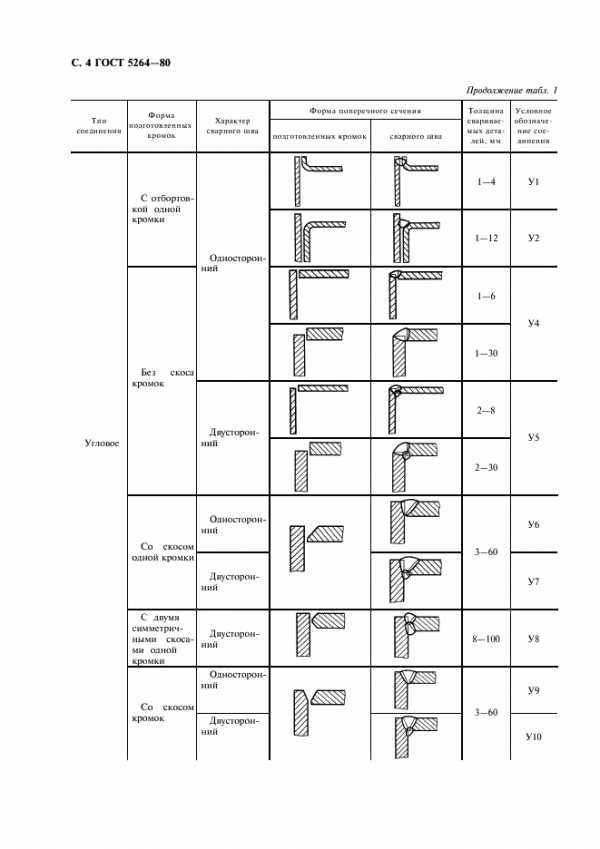
Угловое |
С отбортовкой одной кромки |
Односторонний |
|
|
1 - 4 |
У1 |
|
|
|
1 - 12 |
У2 |
|||
|
Без скоса кромок |
|
|
1 - 6 |
У4 |
||
|
|
|
1 - 30 |
||||
|
Двусторонний |
|
|
2 - 8 |
У5 |
||
|
|
|
2 - 30 |
||||
|
Со скосом одной кромки |
Односторонний |
|
|
3 - 60 |
У6 |
|
|
Двусторонний |
|
У7 |
||||
|
С двумя симметричными скосами одной кромки |
|
|
8 - 100 |
У8 |
||
|
Со скосом кромок |
Односторонний |
|
|
3 - 60 |
У9 |
|
|
Двусторонний |
|
У10 |
||||
|
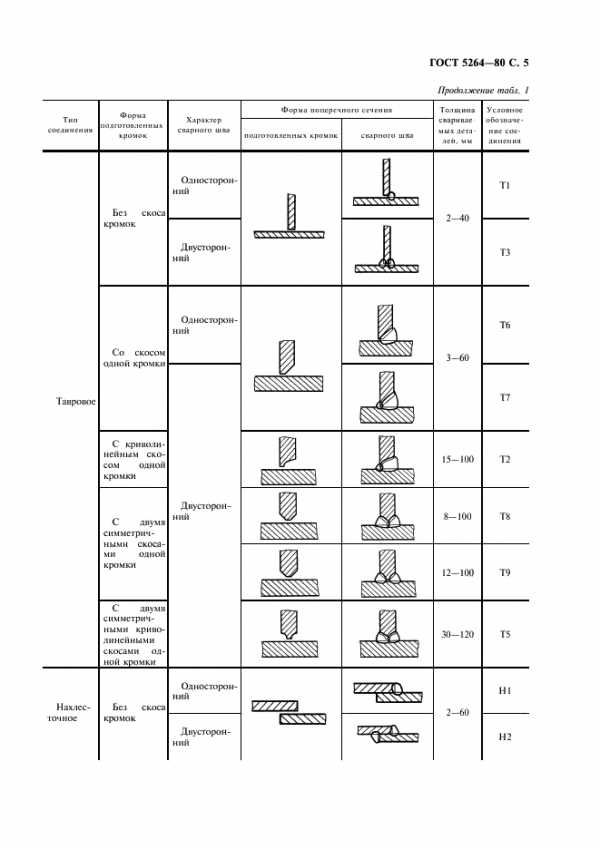
Тавровое |
Без скоса кромок |
Односторонний |
|
|
2 - 10 |
Т1 |
|
Двусторонний |
|
Т3 |
||||
|
Со скосом одной кромки |
Односторонний |
|
|
3 - 60 |
Т6 |
|
|
Двусторонний |
|
Т7 |
||||
|
С криволинейным скосом одной кромки |
|
|
15 - 100 |
Т2 |
||
|
С двумя симметричными скосами одной кромки |
|
|
8 - 100 |
Т8 |
||
|
|
|
12 - 100 |
Т9 |
|||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
30 - 120 |
Т5 |
||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
|
2 - 60 |
Н1 |
|
Двусторонний |
|
Н2 |
||||
www.gosthelp.ru
Тип соеди- нения | Форма подготов- ленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина сварива- емых деталей, мм | Услов- ное обозна- чение соеди- нения | |
подготовленных кромок | сварного шва | |||||
1-4 | С1 | |||||
С отбор- товкой кромок | 1-12 | С28 | ||||
Стыковое | С отбор- товкой одной кромки | Одно- сторон- ний | СЗ | |||
1-4 | С2 | |||||
Без скоса кромок | Одно- сторон- ний на съемной подклад- ке | С4 | ||||
Одно- сторон- ний на остаю- щейся подклад- ке | 1-4 | С5 | ||||
Одно- сторон- ний замко- вый | 1-4 | С6 | ||||
2-5 | С7 | |||||
Без скоса кромок с после- дующей строжкой | Дву- сторон- ний | 6-12 | С42 | |||
Стыковое |
| Одно- сторон- ний | С8 | |||
Со скосом одной кромки | Одно- сторон- ний на съемной подклад- ке | 3-60 | С9 | |||
Одно- сторон- ний на остаю- щейся подклад- ке | C10 | |||||
Одно- сторон- ний замко- вый |
| С11 | ||||
Стыковое | С12 | |||||
С криво- линей- ным скосом одной кромки | Дву- сторон- ний | С13 | ||||
С лома- ным скосом одной кромки | 15-100 | С14 | ||||
С двумя симмет- ричны- ми скосами одной кромки | 8-100 | С15 | ||||
С двумя симмет- ричны- ми криво- линей- ными скосами одной кромки | 30-120 | С16 | ||||
Стыковое | С двумя несим- метрич- ными скосами одной кромки | 12-100 | С43 | |||
Одно- сторон- ний | С17 | |||||
| Одно- сторон- ний на съемной подклад- ке | 3-60 | C18 | |||
Одно- сторон- ний на остаю- щейся подклад- ке | 6-100 | С19 | ||||
Со скосом кромок | Одно- сторон- ний замко- вый | С20 | ||||
Стыковое | 3-60 | С21 | ||||
Со скосом кромок с после- дующей строж- кой | Дву- сторон- ний | 8-40 | С45 | |||
С криво- линей- ным скосом кромок | С23 | |||||
С лома- ным скосом кромок | 15-100 | С24 | ||||
Стыковое | С двумя симмет- ричны- ми скосами кромок | Дву- сторон- ний | 8-120 | С25 | ||
С двумя симмет- ричны- ми криво- линей- ными скосами кромок | 30-175 | С26 | ||||
С двумя симмет- ричны- ми лома- ными скосами кромок | 30-175 | С27 | ||||
Стыковое | С двумя несим- | С39 | ||||
метрич- ными скосами кромок | 12-120 | С40 | ||||
Угловое | С отбор- товкой одной кромки | Одно- сторон- ний | 1-4 | У1 | ||
С отбор- товкой одной кромки | 1-12 | У2 | ||||
Угловое | Одно- сторон- ний | 1-6 | ||||
| Без скоса кромок | 1-30 | У4 | |||
| 2-8 | |||||
Без скоса кромок | Дву- сторон- ний | 2-30 | У5 | |||
Угловое |
| Одно- сторон- ний | У6 | |||
Со скосом одной кромки | 3-60 | У7 | ||||
С двумя симмет- ричны- ми скосами одной кромки | Дву- сторон- ний | 8-100 | У8 | |||
Угловое | Одно- сторон- ний | У9 | ||||
Со скосом кромок | Дву- сторон- ний | 3-60 | У10 | |||
| Одно- сторон- ний | T1 | ||||
Без скоса кромок | Дву- сторон- ний | 2-40 | Т3 | |||
Тавровое |
|
Одно- сторон- ний | Т6 | |||
Со скосом одной кромки | Дву- сторон- ний | 3-60 | Т7 | |||
С криво- линей- ным скосом одной кромки | 15-100 | T2 | ||||
Тавровое | С двумя симмет- | Дву- сторон- ний | 8-100 | Т8 | ||
ричными скосами одной кромки | 12-100 | Т9 | ||||
Тавровое | С двумя симмет- ричными криво- линей- ными скосами одной кромки | Дву- сторон- ний | 30-120 | Т5 | ||
Нахлес- | Без | Одно- сторон- ний | h2 | |||
точное | скоса кромок | Дву- сторон- ний | 2-60 | h3 | ||
dokipedia.ru
ГОСТ на сварку для условного обозначения соединений, применения оборудования и материалов
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
 Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
 ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
 Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
 Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
 Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
svaring.com
Гост сварка электродуговая
Электродуговая сварка: ГОСТ, технология :
Электродуговая сварка – высокотехнологический способ обработки металла, который позволяет эффективным методом работать с толстыми металлическими конструкциями.
Именно такой вид сварки используют при монтаже различных металлических изделий, а в домашних делах она по сегодняшний день просто великолепный помощник.
Естественно, что характер сварного шва находится в зависимости как от качества изделия, так и от квалификационных данных самого исполнителя. Но если к металлоконструкции не предъявляются особенные требования, то сварное дело может постигнуть даже человек без большого опыта работы. А появившееся недавно современное инверторное оборудование значительно упрощает работу по сварке изделий.
Безопасность работ
Перед тем как разбираться, что такое электродуговая сварка металлов и как ее выполнять, следует подумать от безопасности проведения работ со сварочным оборудованием. Большая часть новичков не обращает внимания на режим техники безопасности, что приводит к неприятным и тяжелым последствиям.
- Самым важным является электробезопасность. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в надлежащем виде. Нельзя работать во время дождя или при влажной погоде.
- При сварочных работах следует использовать индивидуальные средства предохранения. Особенно это касается глаз. Ведь электродуговая сварка выделяет много ультрафиолета, что вредно для зрения. Поэтому в работе надо использовать специальный щиток с темным стеклом.
- Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.

Техника исполнения работ
Сварка осуществляется благодаря тепловой энергии, которую производит электрическая дуга, появляющаяся между горелкой и металлом. Для вырабатывания дуги используют специальные электроды, которые расплавляют кромку изделия и соединяют расплавленный металл, образуя сварочный шов.
Сами электроды для электродуговой сварки состоят из проволоки определенной толщины, на которую сверху нанесено специальное покрытие. Каждый металл и различные режимы работы требуют применения особенных марок электродов. Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.

Сварочный аппарат
Главное снаряжение, которым пользуется сварщик, называется сварочным трансформатором. В его задачу входит снижение напряжения, которое влияет на усиление силы тока, достаточного для плавки металла.
Аппарат электродуговой сварки может быть «домашним», для применения в бытовых условиях с подключением к одной фазе, и промышленным, обладающим большой мощностью, который подключается к трем фазам. Также сварочное оборудование делится на вырабатывающее постоянный ток и на преобразующее постоянное напряжение (трансформаторы).
В домашнем быту специалисты рекомендуют иметь сварочный инвертор, который хоть и дороже обычных аппаратов, зато имеет ряд положительных сторон:
1. Небольшой вес.
2. Устойчивость к величине силы тока и выходного напряжения, что, в свою очередь, влияет на качество электрической дуги, практически не зависящее от скачков напряжений в сети.
3. Простота и легкость в работе на высоте.

ГОСТ: сварка ручная электродуговая
Те, кто профессионально занимаются сварными делами, знают, что существуют специально разработанные стандарты сварки металлов, типов соединений, работ с алюминием, качества электродов и так далее. Для более эффективной работы нужно придерживаться этих правил. Например, ГОСТ 5264-80 отвечает за методы соединительных сварных швов металлических конструкций: прямой шов, скошенный или скошенный с замком.
Чем еще регламентируется электродуговая сварка? ГОСТ 14771-76 вводит правила варки в защитных газах. Бывают и другие ГОСТы, регулирующие методы работ с электросваркой. В промышленности и на производствах к этим стандартам относятся серьезно и требовательно. Каждый сварщик, работающий на предприятии, должен знать все ГОСТы и по возможности их применять.
При выполнении домашних работ придерживаться этих стандартов необязательно, но желательно иметь о них хотя бы общее представление. Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Те же стандарты описывают основные сварочные соединения:
- Внахлест, когда одна деталь немного накрывает другую.
- Встык – оба объекта состыковываются друг с другом на одной плоскости.
- Соединение углом.
- Торцовая варка в виде буквы «Т».

Технология электродуговой сварки
Техника ручной сварки состоит в следующем: создание дуги и удержание ее в определенном месте, передвижение электрода и образование сварного шва. Дуга может появляться двумя способами:
1. Недолгим касанием (ударом) электрода по металлической поверхности.
2. Скольжением электрода по металлу в виде чирканья спичками.
После того как появилась дуга, горелку немного отводят для устойчивой поддержки горения. Исходя из режима сварки, электрод отводят на расстояние, равное 0,5-1 его диаметра.

Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
- Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
- Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
- Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.

Режимы сварных работ
Чтобы узнать силу тока, необходимую для сварки, необходимо определиться, какой тип шва планируется делать и какого диаметра электрод употребляется в работе:
- При налаживании нижнего шва ток для электрода в три миллиметра должен быть 75-100 А, а для пяти миллиметров – 160-180 А.
- При отвесном монтаже необходимо снизить силу тока для тех же электродов до 80 А и до 150 А соответственно.
- Верхние швы, называемые потолочными, накладываются 3-4-миллиметровыми электродами, сила тока которых не должна быть меньше 70 А и больше 100 А.
Нюансы сварочных работ
Электродуговая сварка может преобразовывать электрическую энергию в тепловую. И это ее главная особенность. Дуга нагревается до температуры в 6000-8000 градусов по Цельсию, что дает возможность расплавлять практический любой металл или сплав. Сама дуга окружена ореолом. На поверхности электрода температура несколько снижается и составляет около 4000 градусов по Цельсию.
Во время сварки на поверхности детали формируется ванна раскаленного и расплавленного металла с небольшой ямкой. При этом дуга имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех видов бытовых и некоторых промышленных сварных работ.
Сварку выполняют короткой дугой, так как при длинной дуге начинается сильное разбрызгивание, шов прерывается и происходит плохая спайка металла.
Если работы ведутся угольным электродом, то длина электрической дуги может быть порядка 20 миллиметров.
Как уже говорилось, электродуговая сварка может использовать переменный или постоянный ток. При переменном токе электрическая дуга слаба и неустойчива. Для улучшения ее качества увеличивают силу тока. Поэтому необходимо следить за напряжением при варке определенных изделий. Например, если сваривают мелкие детали, то есть опасность их прожечь.
При постоянном токе дуга стабильна, что позволяет сваривать мелкие и тонкие металлоконструкции.

Базовые правила сваривания труб
Электродуговая сварка труб позволяет работать с трубным материалом диаметром 5-120 см и толщиной стенок от 3 до 25 мм.
Стыки труб свариваются несколькими швами. После каждого прохождения обязательно производят зачистку поверхности прошлого шва от наслоения шлака.
Трубы, чей диаметр меньше 22 см, сваривает один рабочий. При этом толщина стенок не имеет значения. Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Процесс варки происходит как можно меньшей дугой, чтобы не нарушить структуру и качество шва. Сам шов обязан перекрывать линию соединения на пару миллиметров в каждую сторону. При этом, чем толще стенки труб, тем больше швов необходимо наложить. Специалисты, работающие сварщиками в нефтяных и газовых компаниях, знают, что:
- при толщине стенок до 6 мм – количество шовных слоев – 2;
- 7-11 мм – 3 слоя;
- 12-14 мм – 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов ведется электродом, чей диаметр должен быть 3 мм.
Особенности существующих сварных материалов
Чугунные изделия
Сварка чугунных деталей — трудоемкий процесс из-за химического состава чугуна и его особенностей. Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов. Однако все существующие способы работы с этим металлом делят на два вида: горячую сварку, когда объект нагревают, а потом дают остыть, и холодную – изделие предварительно не разогревают, но варят специально предназначенными для чугуна электродами.
Цветные металлы и их сплавы
Изделия из этих элементов, особенно алюминия, массово применяются для запчастей в автотранспорте. Однако медные, латунные и бронзовые поверхности свариваются трудно, так как эти металлы обладают в расплавленном состоянии большой текучестью, они быстро поглощают кислород и окисляются. В зоне сварки такие металлы изменяют свою структуру.
Специалисты советуют работать с цветметаллом электродами марки МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Также многие сварщики при работе с латунью и медью используют прутья, содержащие цинк. Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Так, чистый алюминий начинает плавиться при температуре 6600С, а его сплавы – при 20000С. Потому для работы с ним вместо стандартных электродов используют проволоку, которая похожа по своему составу с алюминием. Например, электроды для алюминия ОЗА-1 и ОЗА-2 часто используют на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Вывод
Аппарат для ручной электрической сварки – полезная вещь не только на производстве, но и в домашних делах. Практически любую металлоконструкцию можно сварить собственными силами дома, если прислушиваться к советам специалистов и иметь базовые знания и навыки по работе с электродуговой сваркой.
Самым важным элементом при работе на сварочном оборудовании является соблюдение техники безопасности, так как научиться варить металл можно даже методом проб и ошибок, но экспериментировать с собственным здоровьем не следует.
www.syl.ru
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Название англ.: Manual arc welding. Welding joints. Main types, design elements and dimensionsСодержание госта: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80



Похожие документы
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
- ГОСТ Р МЭК 61557-4-2007 Сети электрические распределительные низковольтные напряжением до 1000 В переменного тока и 1500 В постоянного тока. Электробезопасность. Аппаратура для испытания, измерения или контроля средств защиты. Часть 4. Сопротивление заземления и эквипотенциального соединения
znaytovar.ru
ГОСТ 5264-80 Ручная дуговая сварка (2003)
ГОСТ 5264-80
УДК 621.791.75.052:006.354 Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Постановлением Государственного комитета СССр по стандартам от 03.05.90 № 1079 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу №5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (Октябрь 2003 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 54.
Таблица 1
| Тип соединения | Форма подготовлен ных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
| подготовленных кромок | сварного шва | |||||
| Стыко вое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
| 1-12 | С28 | |||||
| С отбортовкой одной кромки | 1-4 | С3 | ||||
| С2 | ||||||
| Односторонний на съемной подкладке | 1-4 | С4 | ||||
| Без скоса кромок | Односторонний на остающейся подкладке | С5 | ||||
| Односторонний замковый | 1-4 | С6 | ||||
| Двухсторонний | 2-5 | С7 | ||||
| Без скоса кромок с | 6-12 | С42 | ||||
| последующей строжкой | ||||||
| Односторонний | С8 | |||||
| Стыко вое | Односторонний на съемной подкладке | С9 | ||||
| Со скосом одной кромки | Односторонний на остающейся подкладке | 3-60 | C10 | |||
| Односторонний замковый | C11 | |||||
| C12 | ||||||
| С криволиней ным скосом одной кромки | 15-100 | C13 | ||||
| С ломаным скосом одной кромки | Двухсторонний | C14 | ||||
| С двумя симметричными скосами одной кромки |
|
| 8-100 | C15 | ||
| С двумя симметричными криволиней ными скосами одной кромки |
|
| 30-120 | C16 | ||
| С двумя симметричны ми скосами одной кромки |
|
| 12-100 | C43 | ||
| Со скосом кромок | Односторонний |
|
| 3-60 | С17 | |
| Односторонний на съемной подкладке |
|
| С18 | |||
| Стыко вое | Со скосом кромок | Односторонний на остающейся подкладке | 6-100 | С19 | ||
| Односторонний замковый | 3-60 | С20 | ||||
| С21 | ||||||
| Со скосом кромок | 8-40 | С45 | ||||
| с последующей строжкой | ||||||
| С криволиней ным скосом кромок | Двусторонний | 15-100 | С23 | |||
| С ломаным скосом кромок | С24 | |||||
| С двумя симметричны ми скосами кромок | 8-120 | С25 | ||||
| Стыко вое | С двумя симметричны ми криволиней ными скосами кромок | 30-175 | С26 | |||
| С двумя симметричными ломаными скосами кромок | Двусторонний | 30-75 | С27 | |||
| С двумя несимметрич ными скосами кромок | 12-120 | С39 | ||||
| С40 | ||||||
| Угловое | С отбортовкой одной кромки | 1-4 | У1 | |||
| Односторонний | 1-12 | У2 | ||||
| Без скоса кромок | 1-6 | У4 | ||||
| 1-30 | ||||||
| Угловое | Двусторонний | 2-8 | У5 | |||
| 2-30 | ||||||
| Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
| Двусторонний | У7 | |||||
| Угловое | С двумя симметричными скосами одной кромки | Двусторонний | 8-100 | У8 | ||
| Со скосом кромок | Односторонний | 3-60 | У9 | |||
| Двусторонний | У10 | |||||
| Без скоса кромок | Односторонний | 2-40 | Т1 | |||
| Двусторонний | Т3 | |||||
| Тавровое | Со скосом одной кромки | Односторонний | 3-60 | Т6 | ||
| Т7 | ||||||
| С криволиней ным скосом одной кромки | 15-100 | Т2 | ||||
| С двумя симметричны ми скосами одной кромки | Двусторонний | 8-100 | Т8 | |||
| 12-100 | Т9 | |||||
| С двумя симметричны ми криволинейными скосами одной кромки | 30-120 | Т5 | ||||
| Нахлес точное | Без скоса кромок | Односторонний | 2-60 | Н1 | ||
| Двусторонний | Н2 |
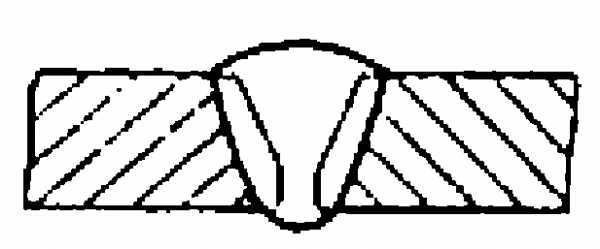
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
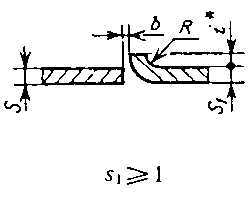
| С1 | | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | |
| Св. 2 до 4 | +1,0 |
__________
* Размер для справок
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | e, не более | g | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин | Пред. откл. | ||||
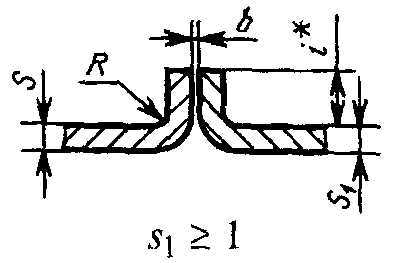
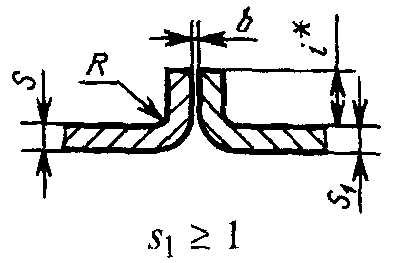
| С28 |
|
| От 1 до 2 | От s до 2s | 3s +2 | +1 | |
| Св. 2 до 6 | 2s + 3 | 0 | |||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 |
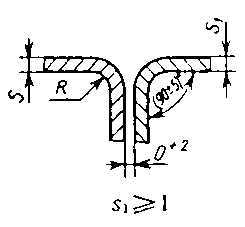
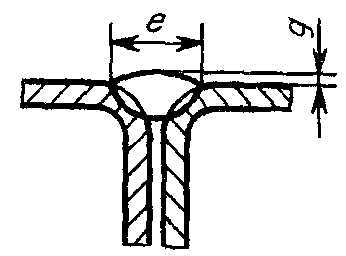
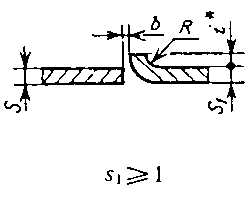
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 |
| От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | |
| Св. 2 до 4 | +1,0 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
studfiles.net
www.samsvar.ru
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Название англ.: Manual arc welding. Welding joints. Main types, design elements and dimensionsСодержание госта: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80



Похожие документы
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
- ГОСТ Р МЭК 61557-4-2007 Сети электрические распределительные низковольтные напряжением до 1000 В переменного тока и 1500 В постоянного тока. Электробезопасность. Аппаратура для испытания, измерения или контроля средств защиты. Часть 4. Сопротивление заземления и эквипотенциального соединения
znaytovar.ru
ГОСТ 5264-80 Ручная дуговая сварка (2003)
38
ГОСТ 5264-80
УДК 621.791.75.052:006.354 Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Постановлением Государственного комитета СССр по стандартам от 03.05.90 № 1079 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу №5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (Октябрь 2003 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 54.
Таблица 1
| Тип соединения | Форма подготовлен ных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
| подготовленных кромок | сварного шва | |||||
| Стыко вое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
| 1-12 | С28 | |||||
| С отбортовкой одной кромки | 1-4 | С3 | ||||
| С2 | ||||||
| Односторонний на съемной подкладке | 1-4 | С4 | ||||
| Без скоса кромок | Односторонний на остающейся подкладке | С5 | ||||
| Односторонний замковый | 1-4 | С6 | ||||
| Двухсторонний | 2-5 | С7 | ||||
| Без скоса кромок с | 6-12 | С42 | ||||
| последующей строжкой | ||||||
| Односторонний | С8 | |||||
| Стыко вое | Односторонний на съемной подкладке | С9 | ||||
| Со скосом одной кромки | Односторонний на остающейся подкладке | 3-60 | C10 | |||
| Односторонний замковый | C11 | |||||
| C12 | ||||||
| С криволиней ным скосом одной кромки | 15-100 | C13 | ||||
| С ломаным скосом одной кромки | Двухсторонний | C14 | ||||
| С двумя симметричными скосами одной кромки |
|
| 8-100 | C15 | ||
| С двумя симметричными криволиней ными скосами одной кромки |
|
| 30-120 | C16 | ||
| С двумя симметричны ми скосами одной кромки |
|
| 12-100 | C43 | ||
| Со скосом кромок | Односторонний |
|
| 3-60 | С17 | |
| Односторонний на съемной подкладке |
|
| С18 | |||
| Стыко вое | Со скосом кромок | Односторонний на остающейся подкладке | 6-100 | С19 | ||
| Односторонний замковый | 3-60 | С20 | ||||
| С21 | ||||||
| Со скосом кромок | 8-40 | С45 | ||||
| с последующей строжкой | ||||||
| С криволиней ным скосом кромок | Двусторонний | 15-100 | С23 | |||
| С ломаным скосом кромок | С24 | |||||
| С двумя симметричны ми скосами кромок | 8-120 | С25 | ||||
| Стыко вое | С двумя симметричны ми криволиней ными скосами кромок | 30-175 | С26 | |||
| С двумя симметричными ломаными скосами кромок | Двусторонний | 30-75 | С27 | |||
| С двумя несимметрич ными скосами кромок | 12-120 | С39 | ||||
| С40 | ||||||
| Угловое | С отбортовкой одной кромки | 1-4 | У1 | |||
| Односторонний | 1-12 | У2 | ||||
| Без скоса кромок | 1-6 | У4 | ||||
| 1-30 | ||||||
| Угловое | Двусторонний | 2-8 | У5 | |||
| 2-30 | ||||||
| Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
| Двусторонний | У7 | |||||
| Угловое | С двумя симметричными скосами одной кромки | Двусторонний | 8-100 | У8 | ||
| Со скосом кромок | Односторонний | 3-60 | У9 | |||
| Двусторонний | У10 | |||||
| Без скоса кромок | Односторонний | 2-40 | Т1 | |||
| Двусторонний | Т3 | |||||
| Тавровое | Со скосом одной кромки | Односторонний | 3-60 | Т6 | ||
| Т7 | ||||||
| С криволиней ным скосом одной кромки | 15-100 | Т2 | ||||
| С двумя симметричны ми скосами одной кромки | Двусторонний | 8-100 | Т8 | |||
| 12-100 | Т9 | |||||
| С двумя симметричны ми криволинейными скосами одной кромки | 30-120 | Т5 | ||||
| Нахлес точное | Без скоса кромок | Односторонний | 2-60 | Н1 | ||
| Двусторонний | Н2 | |||||

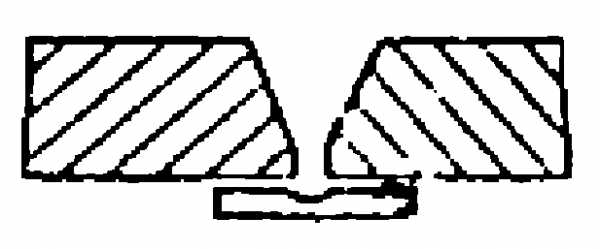
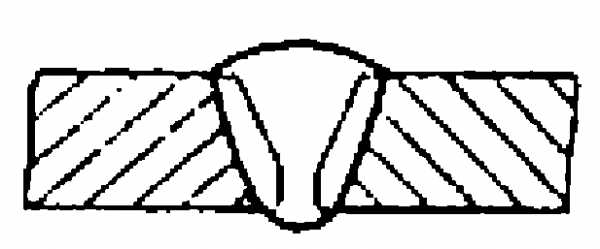
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С1 | | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | |
| Св. 2 до 4 | +1,0 | |||||||
__________
* Размер для справок
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | e, не более | g | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин | Пред. откл. | ||||
| С28 |
|
| От 1 до 2 | От s до 2s | 3s +2 | +1 | |
| Св. 2 до 6 | 2s + 3 | 0 | |||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
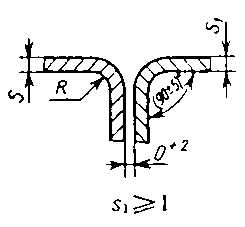
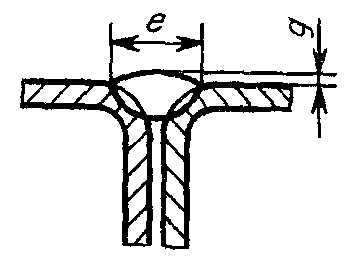
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 |
| От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | |
| Св. 2 до 4 | +1,0 | |||||||
studfiles.net