Фрезерный станок 676: описание, технические характеристики. Фрезы по металлу для фрезерного станка. Характеристика фрезерных станков
описание, технические характеристики. Фрезы по металлу для фрезерного станка
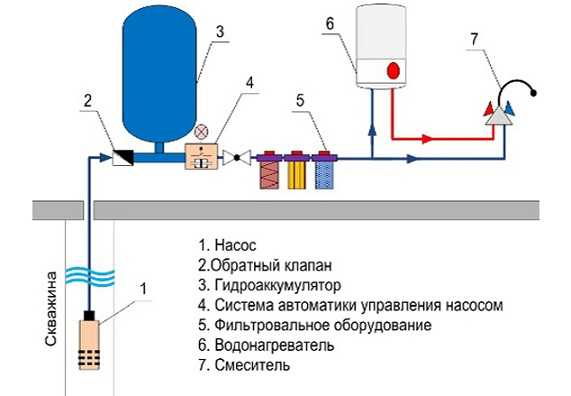
Фрезерный станок 676 представляет собой универсальное оборудование, используемое для фрезерной обработки различных деталей. Агрегат может работать со шпоночными, концевыми, дисковыми и другими типами фрез. Конфигурация станка дает возможность фрезеровать заготовки по горизонтали и вертикали, что существенно расширяет возможности агрегата.

Описание
Многофункциональный фрезерный станок 676 может комплектоваться поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали при помощи торцовых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Главным отличием рассматриваемого оборудования от аналогичных станков является наличие второй головки шпинделя, которая регулируется в перпендикулярных плоскостях. Рассматриваемый агрегат может задействовать в работе одновременно оба шпинделя. Кроме фрезерования, оборудование рассчитано на проведение сверления, зенкерования и растачивания.
В промышленной сфере универсальный фрезерный станок 676 используется для выполнения ряда операций, а именно:
- Проведения обработки внутренних и наружных поверхностей, в том числе и вращательных тел, способом обточки.
- Нарезания уступов и пазов.
- Обточки шлицев на валах.
- Формирования конфигурации зубчатых колес.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Фрезерный станок 676: технические характеристики
Ниже представлены технические параметры рассматриваемого оборудования:
- Размер горизонтального/вертикального рабочего стола – 250*800/250*630 мм.
- Предельная масса устанавливаемой для обработки заготовки – 100 кг.
- Осевое расстояние от шпинделя до стола – 80-450 мм.
- Вынос шпинделя – 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) – 300/380 мм.
- Оборотистость шпинделя (горизонталь/вертикаль) – 1630/2040 оборотов в минуту.
- Число скоростей – 16 штук.
- Габаритные размеры – 1200/1240/1005 мм.
- Масса – 1000 кг.
- Мощность электропривода – 3 кВт.

Кроме того, универсальный фрезерный станок 676 оснащается вспомогательной системой подачи СОЖ с мотором, от которого активируется электронасос производительностью 23 литра в минуту.
Отличия между моделями 676П и СФ-676
Модификация 676П от СФ-676 отличается незначительно:
- Имеет расстояние по оси от стола к шпинделю на 10 мм меньше.
- Перемещение бабки шпинделя по вертикали составляет 250 мм.
- Показатель мощности основного электропривода – 2,2 кВт.
- Масса – 910 кг.
- Габариты – 1260/1210/1780 мм.
Широкоуниверсальный фрезерный станок 676П относится к устаревшим модификациям, и сейчас не выпускается. Приобрести его можно только на вторичном рынке.

Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол – на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта – удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.

Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и ходовых винтов.
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.

После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
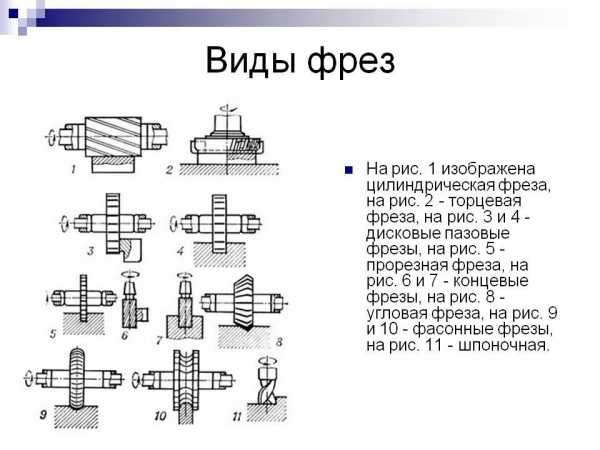
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
fb.ru
Фрезерование, фрезерный станок - описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
Фрезерные станки с ЧПУ
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.

Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Другие статьи по сходной тематике
tochmeh.ru
Горизонтально-фрезерный станок: назначение, описание, характеристики
Содержание статьи:
Фрезерная обработка заготовок является одной из ключевых операций по производству стальных изделий. Для выполнения этой операции используют несколько типов оборудования. Наиболее распространенным является горизонтально-фрезерный станок. Для первичного ознакомления с ним требуется изучить специфику расположения компонентов и технические параметры.
Особенности конструкции
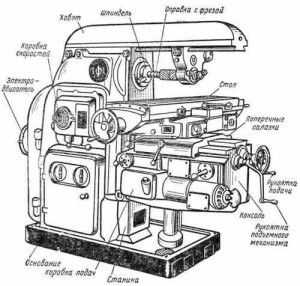
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Одним из главных параметров станка являются характеристики подач рабочего стола. Они определяют скорость обработки металлической заготовки, а также максимально допустимые размеры детали.
Принцип работы оборудования

Станок с ЧПУ
После ознакомления со спецификой конструкции горизонтально-фрезерного станка и его назначения следует изучить принцип обработки заготовок. Для этого лучше всего проанализировать каждый этап работ и выявить оптимальный режим обработки для конкретного случая.
После установки детали на поверхности рабочего стола и ее фиксации вычисляются режим обработки. Это зависит от конфигурации заготовки и степени ее фрезерования. Затем происходит установка оптимальной фрезы. Именно с ее помощью происходит обработка поверхности. За счет вращения и контакта режущей части инструмента с металлической поверхностью происходит процесс контролируемого удаления материала.
В зависимости от вида работы можно выбрать следующие типы фрез, каждая из которых имеет определенное назначение:
- плоскостное фрезерование. Для этого необходимо применять цилиндрические фрезы. Они отличаются конфигурацией режущих частей и могут иметь несколько типов зубьев. Их главная функция – удаление определенного объема материала со всей поверхности заготовки;
- торцевые. Применяются для обработки вертикальных плоскостей. Они могут быть установлены только в универсальные горизонтально-фрезерные станки. Главным отличием от цилиндрических заключается в том, что обработка происходит только за счет контакта вершин режущих поверхностей, в результате чего формируется определенная профильная структура;
- угловые фрезы. Необходимы для придания кромки детали формы нужной конфигурации.
Виды фрез
Кроме этих моделей существуют специальные фрезы, предназначенные для выполнения узкопрофильных операций. Для работы на ученических станках чаще всего устанавливают универсальные режущие инструменты.
Для формирования отверстий применяются концевые фрезы. Аналогичной конструкцией обладают шпоночные. Разница между ними заключается в конфигурации режущей части.
Технические характеристики

Станок с ручным управлением
Для анализа технических характеристик фрезерного оборудования рекомендуется изучить паспорт конкретной модели. В этом документе указываются не только основные качества, которыми обладает горизонтально-фрезерный станок, но и правила его эксплуатации.
Оборудование этого типа имеет вертикальное расположение компонентов. Поэтому необходимо учитывать общую высоту конструкции. Если же в ней есть возможность установки дополнительного стола – к размерам станка прибавляют его габариты. Средняя масса оборудования составляет от 800 кг до 5-ти тонн.
Для анализа технических возможностей модели необходимо знать такие параметры, которыми должен обладать горизонтально-фрезерный станок:
- количество оборотов головки шпинделя. Обычно этот параметр варьируется от 400 до 3500 об/мин;
- число скоростей переключения частоты вращения;
- характеристики хода стола в продольном поперечном и вертикальном направлении. Учитывается тип подачи – ручная или механическая;
- мощность силовой установки;
- наличие системы охлаждения;
- тип управления – электронный или ручной.
На основании этих данных составляются оптимальные технологические схемы применения фрезеровального оборудования. Также все модели имеют ограничения по массе заготовки и ее габаритах. Чаще всего производитель указывается максимально допустимый вес детали, распложенной в центре стола.
Дополнительная накладная головка может проворачиваться на угол до 360°. Это необходимо учитывать при составлении технологической схемы обработки.
Правила эксплуатации
Работа на станке
Помимо обязательных к исполнению требований производителя горизонтально-фрезерного станка в течение всего периода эксплуатации необходимо придерживаться общих рекомендаций и описания правил. В основном они относятся к организации рабочего процесса и соблюдении техники безопасности.
Прежде всего необходимо подготовить рабочее место для установки оборудования. Учитывается его масса и габариты. Важно, чтобы опорная платформа могла частично гасить колебания, возникающие в процессе работы станка. Для этого можно установить специальные опоры с компенсирующими подушками и возможностью регулировки уровня.
Также во время эксплуатации необходимо учитывать такие факторы:
- при массе заготовки более 20 кг ее монтаж на рабочий стол выполняется с помощью подъемных механизмов;
- работник не должен надевать защитные перчатки или рукавицы. Это может привести к опасной ситуации;
- для защиты глаз необходимо применять рабочие очки;
- при возникновении вибрации станок следует немедленно остановить. Чаще всего это явление происходит из-за неправильной фиксации фрезы;
- в течение фрезеровки проверяется уровень подачи СОЖ;
- по окончании работы станок необходимо очистить от металлической стружки.
В случае возникновения аварийных ситуаций эксплуатация оборудования запрещена. Устранением их должны заниматься только специалисты. Попытки выполнить ремонт без должного уровня знаний устройства станка может только усугубить ситуацию.
В видеоматериале показан пример работы на горизонтально-фрезерном станке:
stanokgid.ru
Основные характеристики фрезерных станков по металлу и дереву. Обзор некоторых моделей фрезерных станков фрезерные станки
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок. Паспорт на станок состоит из следующих основных разделов: В разделе "Общие сведения о станке" помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
Фрезерные станки относятся к тем специализированным техническим устройствам, которые позволяют обрабатывать поверхности предметов, придавая им различную форму, нанеся на их поверхность узоры и рельеф. Они просты в управлении и универсальны в использовании, имеют различные технические характеристики, определяющие их возможности. Поэтому эти станки применяются в самых разных отраслевых хозяйствах и пользуются неизменным спросом.
Преимущества станков с чпу
Одной из разновидностью фрезерного станка стал копировально фрезерный станок с чпу. Этот станок обладает возможностью серийного изготовления деталей по ранее созданному шаблону или по эталонному образцу. Работой такого станка управляет процессорный блок, называемый числовым программным управлением.
Применение программных методов управления станком приводит к ряду преимуществ таких станков перед обычными фрезеровальными станками:
один рабочий-специалист может руководить работой нескольких станков, что повышает производительность его труда и снижает количество рабочих, необходимых на производстве; программное управление значительно уменьшает влияние человеческого фактора на результат работы и повышает качество выполнения задач; значительно увеличивается скорость работы, переналадка станка для выполнения новой задачи занимает мало времени.
Технические особенности
Копировально фрезерный станок с чпу является технически сложным и функционально насыщенным устройством. При обработке деталей процессор, следуя заданной программе, управляет перемещением рабочего стола и вращением шпинделя.
Для обработки трехмерных деталей шпинделю можно придавать как вертикальное, так и горизонтальное или наклонное положение. Благодаря таким особенностям заготовке можно придать самые разные формы и выполнять работы на всех ее поверхностях. А при копировании какого-либо изделия специальный копировальный ролик передает сведения о своем перемещении на центральный блок, откуда уже идет команда на выполняющие обработку узлы.Сочетание фрезерно-копировального станка с компьютерным управлением позволяет значительно ускорить разработку новых изделий. Это значительно облегчает работу по созданию малых, узконаправленных серий изделия. Использование копировально-фрезерного станка с чпу позволяет сразу же получить электронную копию изделия и заниматься ее подгонкой в цифровом виде, что значительно ускоряет процесс и снижает затраты на производство.
Отдельные станки, имея большую площадь рабочего станка, позволяют обрабатывать сразу нескольких деталей.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков.В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то "методом тыка", а где-то вообще, как придется. Но поколения меняются, уходят старые рабочие, а пришедшей молодежи просто не на что опереться.
Время простоя оборудования при поломке очень часто значительно увеличивается просто из-за того, что найти и устранить неисправность электрику без электрической схемы перед глазами намного труднее, чем в случае если бы он имел в наличии полноценный заводской паспорт на оборудование. Но где же сейчас найти эти паспорта? Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна.
А выход, на самом деле, есть. В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков.
Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме. Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник.
Все ксерокопии паспортов станков по каждой модели содержат:
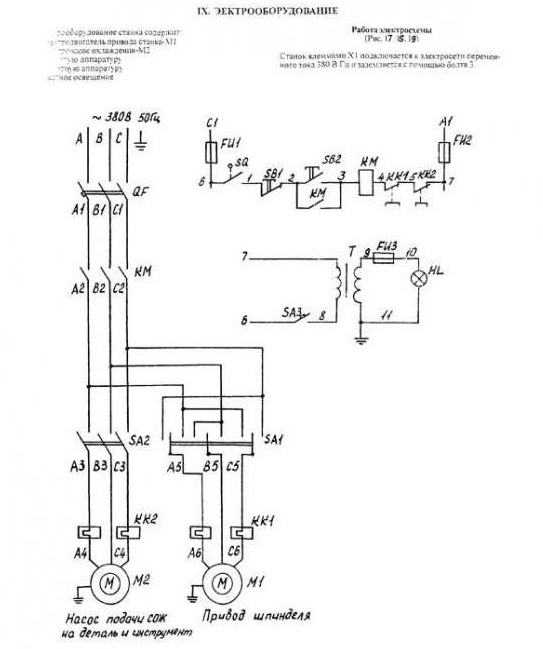
1. Основные технические характеристики (техническое описание) станка.2. Схему электрическую принципиальную.3. Схему электрическую монтажную.4. Описание работы принципиальной схемы.5. Состав электрооборудования с техническими характеристиками.Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка с обозначением органов управления, основные данные станка, краткое описание конструкции и работы станка, электрооборудование станка (описание работы схемы), спецификация электрооборудования, характеристика электродвигателей, указания по обслуживанию электрооборудования станка, схема электрическая принципиальная, схема электрическая монтажная.
Паспорта токарных станков:
Токарно-винторезный станок модели 1624М (без монтажной схемы)Токарный станок модели 6А125Универсальный токарно-винторезный станок 16Б16П (SAMAT 400) – (без монтажной схемы и перечня электрооборудования)Станок токарно-винторезный 1В62Г (16В20)Токарно-винторезный станок 16Д20 (16Д20П, 16Д20Г, 16Д25, 16Д25Г)Станок токарно-винторезный 16Е20Токарно-винторезный станок 16К20Токарно-винторезный станок 16К20ГТокарно-винторезный станок 16К20ПТокарно-винторезный станок 16К25Автомат токарно-револьверный одношпиндельный прутковый модели 1Б140 (1Б125)Многошпиндельный токарный автомат модели 1Б240-6 (1Б240-6К) – (без монтажной схемы)Станок токарно-винторезный модель 1В62ГУниверсальный токарно-винторезный станок модели 1К62Универсальный токарно-винторезный станок модели 1К625Станок токарно-винторезный модели 1К62ДАвтоматический токарно-продольный станок модели 1М10ДА (без монтажной схемы)Станок токарно-винторезный 1М63Станок токарно-винторезный 1М63Д (без монтажной схемы)Станок токарно-винторезный модели 1М63МФ101Станок токарный 1Н318Токарно-револьверный станок модели 1П365 (1П371)Станок токарный ГС526УСпециализированный токарно-винторезный станок облегченного типа модели ИТ-1М (ИТ-1ГМ)Станок токарно-винторезный повышенной точности СА564С100Токарно-винторезный станок модели ТВ-320 (без монтажной схемы)Станок специальный токарно-винторезный повышенной точности модели ФТ-11МТокарные станки моделей 1Б140(125), 1Б240П-6, 1В62Г, 1К62, 1К62Д, 1К625, 1М10ДА, 1М63, 1М63Д(ДФ101), 1М63МФ101, 1М3681, 1Н318(Р)Токарные станки моделей 1П365(371), 16А25, 16Б16П, 16В20, 16Д20(П,Г,25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25Токарные станки моделей 1516Ф3-FAGOR-8035, 1624М, ГС526У, ИТ-1М(ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М
Паспорта сверлильных станков:
Универсальный вертикально-сверлильный станок 2А125Станок вертикально-сверлильный модели 2Г125Радиально-сверлильный переносной станок 2К52-1Станок радиально-сверлильный 2К522Станок радиально-сверлильный облегченный 2ЛУ3УРадиально-сверлильный станок модели 2М55Радиально-сверлильный станок модели 2М57 (без монтажной схемы)Вертикально-сверлильный станок 2Н118-1 (без монтажной схемы)Вертикально-сверлильный станок 2Н125Вертикально-сверлильный станок ГС2116Станок радиально-сверлильный модели ГС545Сверлильные станки моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57Сверлильные станки моделей 2Н118-1, 2Н125(135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116(508), ГС 520, долбежный 7М430
Паспорта фрезерных станков:
Станок настольный сверлильно-фрезерный. Модель ГС 520Станок инструментальный широкоуниверсальный фрезерный повышенной точности модели 675ПФ1Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПРСтанок фрезерный 6А23Станок фрезерный 6Е416 (без монтажной схемы)Консольно-фрезерный станок 6М82 (6М82Г, 6М82ГБ)Станок фрезерный 6Н81 (6Н81Г)Вертикальный консольно-фрезерный станок 6Р12 (без принципиальной схемы, только с монтажной)Консольно-фрезерный станок 6Р81 (6Р81Г, 6Р81Ш, 6Р811)Консольно-фрезерный станок общего назначения 6Р82 (6Р82Г)Консольно-фрезерный станок общего назначения 6Р83 (6Р83Г, 6Р83Ш)Консольно-фрезерный станок 6Т12-1 (6Т13-1)Консольно-фрезерный станок FA5ВСтанок специализированный фрезерный консольный ВМ127Станок специализированный фрезерный консольный ВМ127МСтанок фрезерный деревооборабатывающий ВФК-2Специализированный фрезерный станок ОФ-55Карусельно-фрезерный станок УФ0803Фрезерные станки моделей 6А23, 6Е416, 6М82(Г,ГБ), 6Н81(Г),6Н11, 6Р12(Б,13,13Б), 6Р81(81Г,Ш,11), 6Р82, 6Р83 Фрезерные станки моделей 6Т12-1(13-1), 67К25ПР, 675ПФ1, FA5B, ВМ127, ВМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803
Паспорта шлифовальных станков:
Внутришлифовальный станок модели 3225 (3225П)Универсальный круглошлифовальный станок модели 3Б12 (без монтажной схемы)Круглошлифовальный станок модели 3А151 (3А161)Продольношлифовальный станок 3Б722Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем модели 3Е710В-1 (без монтажной схемы)Станок плоскошлифовальный 3Е711ВСтанок универсально-заточной 3Е642Универсальный круглошлифовальный станок 3К12Станок шлифовально-полировальный ШПА-500 (без монтажной схемы)Шлифовальные станки моделей 3Б12, 3Б151(161), 3Б722, 3Е642, 3Е710В-1, 3Е711В, 3К12, 3К225В(227В), 3225, ШПА-500
Фрезерный станок Carver ATC PRO 1224 и его применение
Двигаясь вперед и развиваясь наша компания хочет представить вашему вниманию оборудование нового поколения фрезерно гравировальный станок Carver ATC PRO.
Данное оборудование поступает к нам на склад не впервые, и пользуется устойчивым спросом у клиентов нашей компании.
Фрезерный станок Carver ATC PRO имеет несколько существенных отличий от других моделей фрезерно гравировальных станков линейки.Основные преимущества в конструкции и комплектации мы рассмотрим на примере фрезерно гравировального станка Carver ATC PRO 1224.
О чем в первую очередь нужно упомянуть – это вес, 2000 кг , станок массивен и тяжел , - что позволяет ему выдерживать большие инерционные и силовые нагрузки.
Станок оборудован автоматической сменой инструмента карусельного типа на 8 инструментов, смена инструмента занимает 4 -5 секунд , - что является достаточно хорошим показатем для производства.
Особое внимание стоит обратить на шпиндель и двигатели подач. Шпиндель итальянского производства HSD позволяет работать на скоростях до 50 м/мин и оборотах до 24 000 в минуту.
Серводвигатели подач YASKAWA на 1,3 кВт каждый позволяют максимально эффективно использовать данное оборудование на всем диапазоне рабочих подач.
Направляющие фрезерно гравировальныого станка Carver ATC PRO изготовлены из высококачественной легированной инструментальной стали . Передача вращательного движения от серводвигателей в поступательное движение портала осуществляется по косозубой рейке с эвольвентным зубчатым зацеплением, таким образом достигается точность позиционирования 0,03 мм на 300 мм и повторяемость в пределах 0,03 мм.
Вес шпинделя и механики автосмены (около 90 кг) компенсируется пневматическими амортизаторами, для предотвращения динамических и силовых нагрузок, вызванных тяжестью шпинделя и автосмены.
В стандартной комплектации фрезерно гравировальные станки Carver ATC PRO комплектуются компрессором и регулятором давления которые стационарно подключаются к системе автосмены инструмента.
Вакуумная подготовка Carver ATC PRO осуществляется на заводе производителем. Пластинчато – роторный вакуумный насос фирмы Bekker (Германия)устанавливается на систему вакуумного прижима.
На станке Carver ATC PRO установлена принципиально новая стойка Числового-программного управления(ЧПУ) Syntec, данная система позволяет удаленно управлять автоматической сменой инструмента, осуществлять автоматическое программирование циклов обработки, работать практически со всеми форматами файлов, осуществлять коррекцию длины инструмента программно, визуализировать симуляцию обработки и многое другое
Фрезерный станок по металлу FDB Maschinen DM40 - описание модели
Цена: 59438 p.Фрезерный станок DM 40 используются для выполнения различных фрезерных операций для нужд общего машиностроения, выполняемых с помощью фрез.Особенности станка:
- На фрезерном станке можно обрабатывать разные плоскости, канавки, зубчатые колеса, растачивать отверстия в деталях из стали, чугуна, цветных металлов и пластмассы.- Широкий диапазон оборотов шпинделя позволяет применять станки для сверлильных и расточных операций.- Технологические возможнoсти фрезерного станка могут быть расширены с использованием универсального делительного приспособления, поворотного делительного стола, устройства для нарезания гребенок и других приспособлений. Технические характеристики:
Рекомендовано: Напряжение питания 380 В Клиновой ремень к DМ 40 Потребляемая мощность 1,1 кВтЧисло скоростей 6Диапазон оборотов 200 - 2300 об/мин Угол наклона головки +/- 90°Размер стола 730 х 210 мм Конус шпинделя MT 3, R 8Поперечный ход стола 230 мм Продольный ход стола 500 мм Ход шпинделя 120 мм Макс. растояние между шпинделем и столом 470 ммМакс. диаметр сверления 40 мм Регулировка глубины сверления + Точная подача шпинделя + Ширина Т- образного паза 40 ммОдно деление нониуса продольный ход стола 0,02 мм поперечный ход стола 0,02 мм точная подача шпинделя 0,05 мм Вес 300 кг
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок.
Паспорт станка фрезерного состоит из следующих основных разделов:
- В разделе "Общие сведения о станке" помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
- В разделе "Основные технические данные" приводят параметры станка, его приводов и механизмов привода главного движения и подач, типы приводов, основные размеры исполняющих органов, расстояние между ними и предельные перемещения исполняющих органов, минимальные и максимальные размеры обрабатываемых заготовок, данные для крепления инструмента и заготовок, данные для крепления инструмента и заготовок.
- В разделе "Привод" паспорта на станок указывают характеристики электродвигателей, ремней, цепей, подшипников муфт и т.д.
- В раздел "Кинематическая схема станка" приводят последнюю и указывают спецификацию зубчатых и червячных колес, червяков, ходовых винтов, а также все данные, необходимые для подсчета перемещений в станке.
- В разделе "Механика станка" приводят частоты вращения шпинделей (1/мин), числа двойных ходов исполняющих органов, передаваемые крутящие моменты и мощности, величины подач, наибольшие допустимые силы резания, КПД станка, КПД кинематических цепей, приводимых от каждого электродвигателя. Паспорт станка содержит также разделы: "Гидравлические механизмы", "Изменения в станке", "Дата капитального ремонта", "Принадлежности и приспособления", "Таблицы настройки", "Схема управления".
sawwood.ru
Вертикально-фрезерный станок 6Р13 описание, характеристики
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.
Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.

Фото: 6Р13.
Модельный ряд
Горьковский завод фрезерных станков начал их производство в 1932 году с модели 682. За ней последовали:
- 6Б12 –выпускался с 1937 года;
- 6Н12 – с 1951 года;
- 6Н13ПР – с 1956 года, признан лучшим станком своего времени;
- 6Н13Ф3-2 – с 1957 года, впервые установлено ЧПУ;
- 6М12 – с 1960 года;
- 6М12П – с 1961 года, высокоточный станок;
- 6Р13 – с 1972 года, заменил станок морально устаревший 6М12;
- 6Р12Б – с 1974 года, относится к классу быстроходных станков;
- 6Р13РФ3 – с 1976 года, использовано ЧПУ, установлена револьверная головка;
- 6Р12К-1К-1 – с 1978 года, установлено копировальное устройство;
- 6Т12-1 – с 1985 года, унифицированы основные узлы и агрегаты;
- 6Т12 – с 1991 года, усовершенствованная модель 1985 года.
Технические характеристики
Информация о некоторых характеристиках станка заложена уже в маркировке. Так, цифра «6» означает тип станка – фрезерный, буква «Р» указывает на поколение (пятое, после поколений Б, К, Н, М), а индекс «13» говорит о размерах стола – они составляют 1600*400 мм. Среди других важных данных:
- Высота шпинделя над поверхностью стола – от 30 до 500 мм;
- Величина максимального перемещения стола: в вертикальной плоскости – 430 мм; в продольной – 1000 мм; в поперечной – 400 мм.
- Величина перемещения стола на одно деление лимба – 0,05 мм в любой плоскости.
- Скорость холостого перемещения стола – до 4000 мм/мин в горизонтальной плоскости и до 1330 мм/мин в вертикальной.
- Величина подачи – до 12,5-1600 мм/мин в горизонтальной плоскости и до 4,1-530 мм/мин в вертикальной.
- Максимальный диаметр фрезы при черновой обработке – 200 мм.
- Всего скоростей шпинделя – 18.
- Скорость вращения шпинделя – от 31,5 до 1600 об/мин.
- Максимальный угол поворота головки шпинделя – 45 градусов.
- Мощность привода главного движения – 11 кВт.
- Мощность привода подач – 3 кВт.
- Максимальная масса обрабатываемой заготовки или детали – 630 кг.
- Габаритные размеры станка: высота – 2430 мм; длина – 2570 мм; ширина – 2250 мм.
- Масса снаряженного станка – 4300 кг.
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным – подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
stanki-info.ru
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного широкоуниверсального станка 679
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский механический (станкостроительный) завод, ИМЗ
Станки, выпускаемые предприятием Иркутский станкостроительный завод
679 станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Основные характеристики фрезерного широкоуниверсального станка 679
Разработчик: Одесский завод фрезерных станков, ЗФС
За основу был взят фрезерный станок немецкой фирмы Deckel - FP1.
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
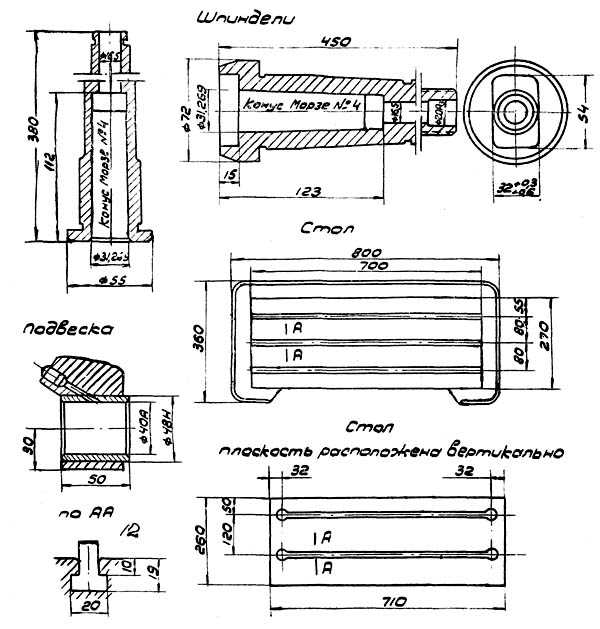
- Стол угловой горизонтальный - 270 х 700 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола - 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола - 0..265 мм
- Расстояние от станины до оси вертикального шпинделя - 155..355 мм
- Наибольший продольный ход стола (X) - 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) - 200 мм
- Наибольший вертикальный ход стола (Z) - 330 мм
- Конец шпинделя - Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя - 110..1230 об/мин
- Пределы частот вращения вертикального шпинделя - 150..1660 об/мин
- Электродвигатель привода шпинделя - 2,8 кВт; 1420 об/мин
- Вес станка - 1,19 т.
Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
679 Габаритные размеры рабочего пространства фрезерного станка
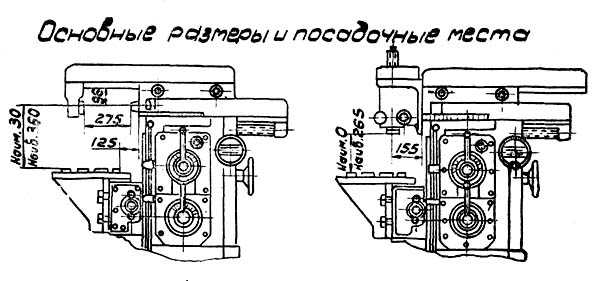
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
Посадочные и присоединительные базы фрезерного станка 679
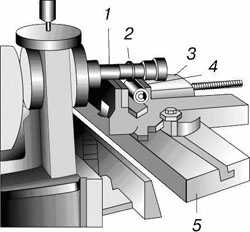
Общий вид фрезерного станка 679
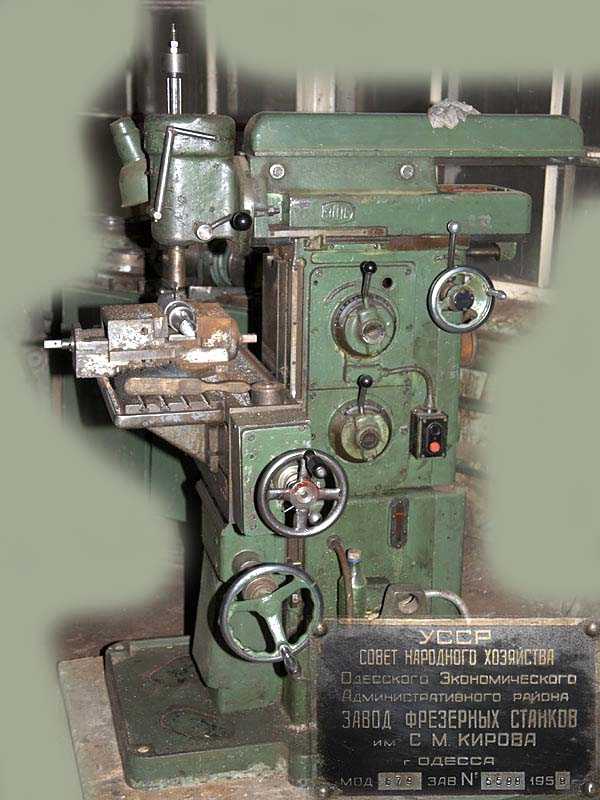
Фото фрезерного станка 679
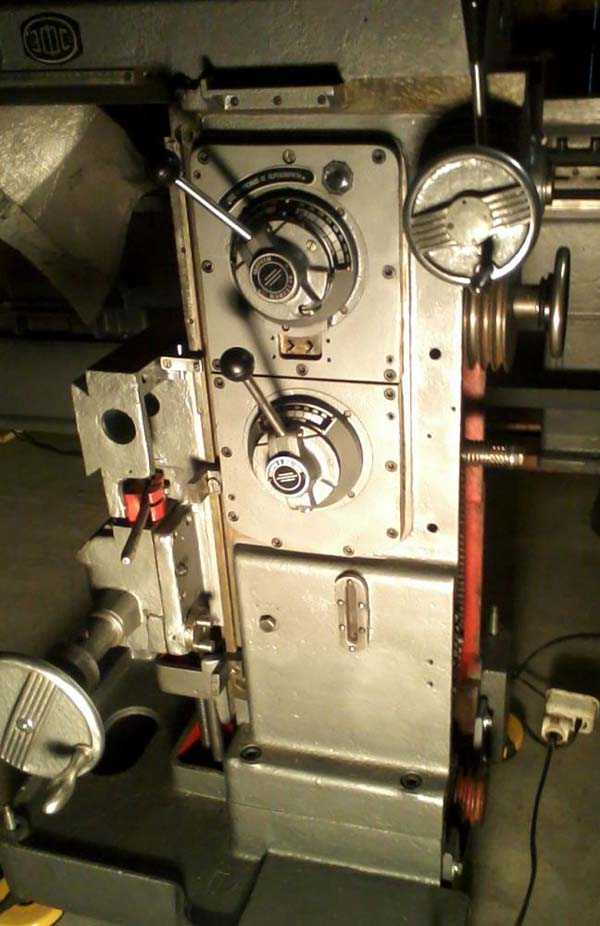
Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка Deckel FP1
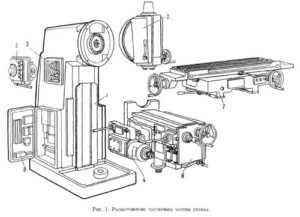
Расположение составных частей фрезерного станка 679
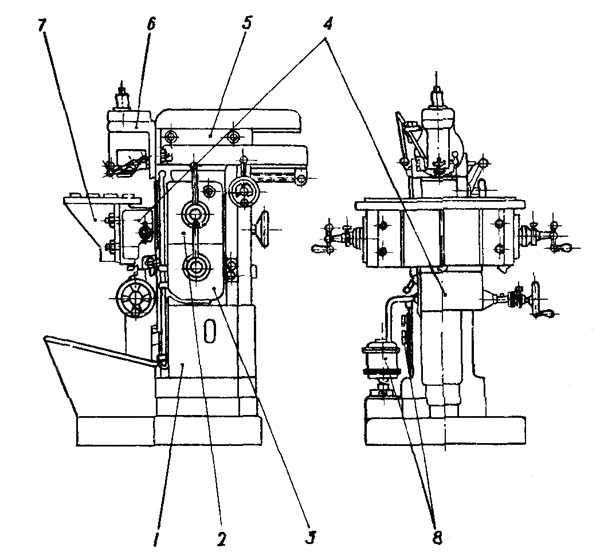
Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.
Расположение органов управления фрезерным станком 679
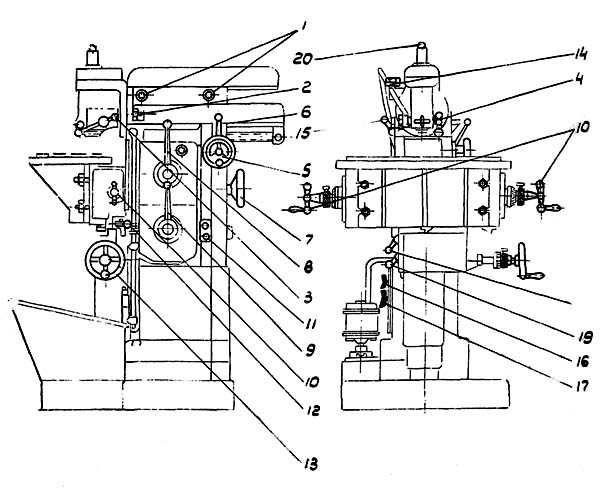
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 679
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов
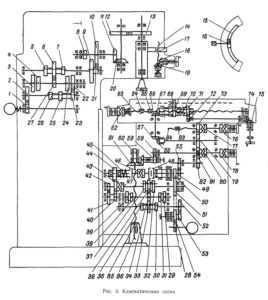
6М76П Схема кинематическая фрезерного станка
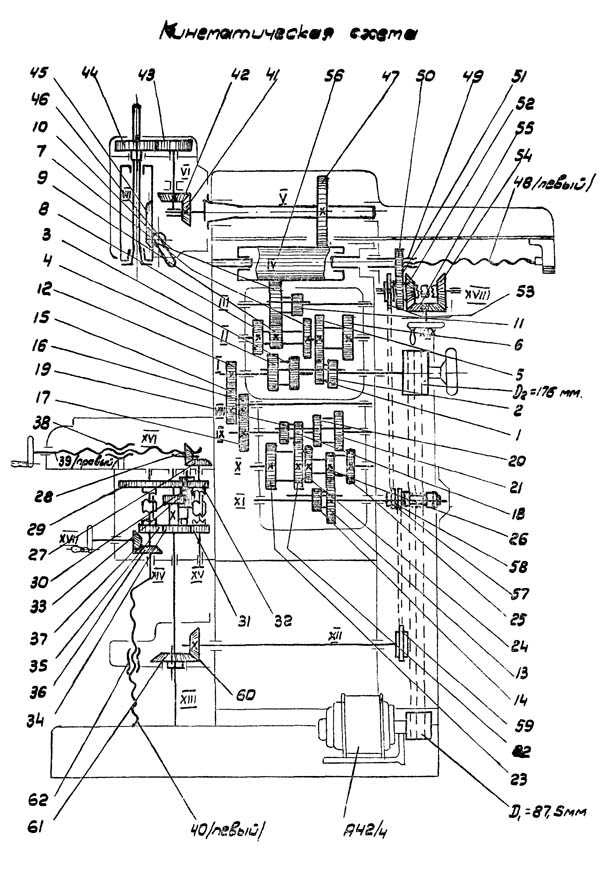
Кинематическая схема фрезерного станка 679
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
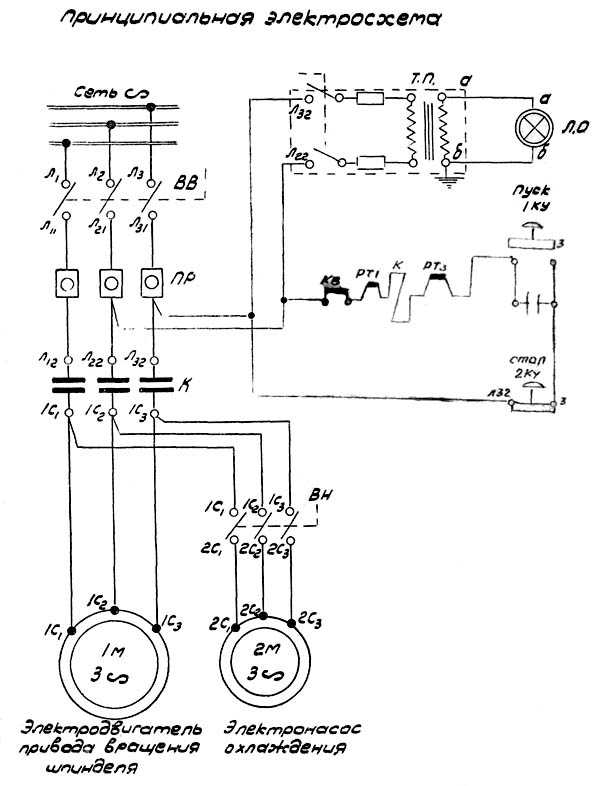
Схема электрическая принципиальная фрезерного станка 679
679 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 679
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т - образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | - | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | - | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Связанные ссылки. Дополнительная информация
Каталог справочник широкоуниверсальных фрезерных станков
Паспорта к широкоуниверсальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Технические характеристики фрезерных станков с нижним расположением шпинделя.
| ФС-I | ФСШ-I | ФСШ-II | |
| Наибольшая толщина обрабатываемого изделия, мм….. | 100 | 100 | 100 |
| Длина стола, мм………………….. | 1000 | 1000 | 1000 |
| Ширина стола, мм……………….. | 800 | 800 | 800 |
| Размер внутреннего конуса Морзе по СТ СЭВ 147-75……….. | 4 | 4 | 4 |
| Частота вращения шпинделя, мин-1……………………………… | 3550; 7100 | 4500; 9000 | 3000; 6000; 4500; 9000 |
| Вертикальное перемещение шпинделя, мм……………………. | 160 | 160 | 160 |
| Диаметр шпиндельной насадки, мм………………………………… | 32 | 32; 27* | 32 |
| Наибольший диаметр режущего инструмента, мм………………… | 250 | 250 | 250 |
| Наибольшая ширина заготовки, устанавливаемой на столе шипорезной каретки при глубине шипа 100 мм, мм………………… | --- | 230 | 230 |
| Ход шипорезной каретки, мм…... | --- | 500 | 500 |
| Привод подачи шипорезной каретки……………………………. | --- | Ручной | Механический |
| Наибольшая скорость механической подачи, м/мин, не менее……………………………… | --- | --- | 20,0 |
| Габаритные размеры станка (длина х ширина х высота), мм…. | 1085 х 1150 х 1320 | 1550 х 1500 х 1320 | 1420 х 1510 х 1360 |
| Масса станка, кг…………………. | 840 | 940 | 920 |
Техническая характеристика фрезерных копировальных станков с верхним расположением шпинделя.
| ВФК-1 | ВФК-2 | |
| Размер стола, мм…………………………….......... | 700 х 760 | 800 х 1180 |
| Частота вращения шпинделя, мин-1……………… | 18 000 | 18 000 |
| Диаметр фрезы, мм……………………………….. | 2 – 36 | 2 – 36 |
| Вертикальное перемещение шпинделя, мм…….. | Ручное 130 | Пневматическое 130 |
| Мощность электродвигателя механизма резания, кВт…………………………………………………. | 1,5 | 1,5 |
| Вылет шпинделя, мм……………………………… | 600 | 710 |
| Наибольший просвет между шпинделем и столом, мм………………………………………………….. | 460 | 300 |
| Высота стола от пола, мм: | ||
| наибольшая………………………………………… | 1000 | 1000 |
| наименьшая……………………………………….. | 800 | 800 |
| Габаритные размеры (длина х ширина х высота) | 1170 х 1240 х 1670 | 1180 х 1450 х 1600 |
| Масса, кг, не более…………………………………. | 750 | 870 |
Станки фрезерные карусельные предназначены для плоскостного и фигурного фрезерования брусковых и щитовых деталей из древесины и древесных материалов по копирам в различных деревообрабатывающих производствах. Различают фрезерные карусельные станки с верхним Ф1К-2, Ф1К-2А и нижним Ф2К-ШЗ расположением шпинделя.
Для получения деталей с высокими требованиями к.шероховатости обработанной поверхности (чаще всего детали, поверхность которых в дальнейшем должна подвергнуться облагораживанию — лакированию, крашению (например, ножки, царги и сиденья стульев), фрезерные карусельные станки оснащаются шлифовальными головками.
studfiles.net