Устройство инверторов сварочных и их технические характеристики. Сварочный аппарат технические характеристики
технические характеристики и специфические свойства
Использование сварки в быту является довольно частым. Сварочные операции производят агрегатом, действующим за счет силового трансформатора, являющегося центральным конструкционным элементом в устройстве.
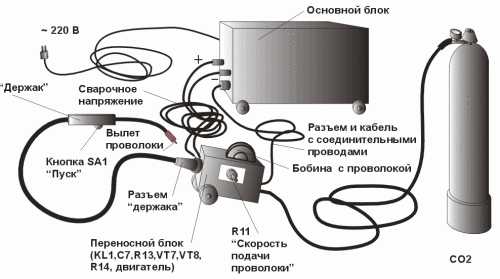
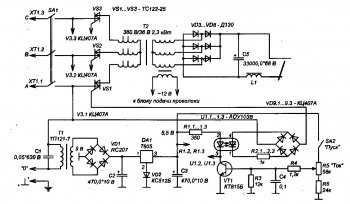
Схема инвенторного сварочного аппарата.
Агрегаты для сварки имеют не только достоинства, одновременно можно выделить и наличие эксплуатационных недостатков. Использование сварочных инверторов в быту связано с качественным скачком в области сварки. Что же представляет собой данный агрегат?
Особенности работы сварочных инверторов
Выбор инвертора нужной модели определяется соответствующими техническими характеристиками. Отсутствие знаний обо всех конструктивных особенностях сварочных инверторов будет препятствовать качественному выбору. Отличие сварочных инверторов состоит в особой мобильности, то есть их можно с легкостью перемещать по определенной площади и поднимать на определенную высоту.
Универсальный сварочный инвертор позволяет работать с любыми электродами, поддерживающими постоянный или переменный ток. При этом можно использовать неплавящиеся электроды, то есть аргонодуговую сварку. Регулировать силу тока инвертора можно в большом диапазоне. В агрегате предусмотрены специальные функции, которые устройство может с успехом реализовать:
Схема устройства инвертора для сварки.
- Предотвратить процесс залипания (Arc Force).
- Снизить силу тока во время короткого замыкания для минимальных значений (Anti-Sticking).
- Обеспечить розжиг для электрода (Hot start).
Недостатки, которые можно выделить:
- Длина кабеля должна быть не больше 2,5 м, что является ограничением.
- Необходимый температурный диапазон будет определяться типом инвертора.
- «Внутренняя» схема нуждается в постоянной очистке от пыли.
- Высокая стоимость инвертора, который стоит в два раза дороже, чем трансформатор.
Некоторые из моделей нельзя эксплуатировать в зимних холодных условиях, как и любую электронику. Контраргументом, который противостоит недостаткам, является многофункциональность инвертора и удобство в его работе. Вместе с тем способ усвоения метода работы со сварочным инвертором является наиболее простым, поэтому и доступным многим покупателям.
Таблица сварочных токов
Инверторы получили широкое применение благодаря разнообразию всех характеристик, помогающих превосходно осуществлять сварку как металлов, так и сплавов. Свойства инверторов зависят от вида сварки, который характерен для определенной модели:
- Ручной дуговой.
- Автоматической.
- Полуавтоматической.
Инвертор выполняет не только процесс сварки металлов, но и резки. Устройство инвертора отличается по своим конструктивным особенностям в зависимости от типа сварки.
Основные технические характеристики инверторов
Показатель мощности выступает одной из основных технических характеристик, присущих любой модели инвертора. За счет показателя потребляемой мощности определяются значения величины показателя и диапазона его изменений, в пределах которых происходит изменение значений тока. Максимальным значением тока для сварки является показатель, превышающий 300 А. Если инвертор с показателем малой мощности, то регулировка технических характеристик происходит в диапазоне 10-130 А.
Максимальный ток при сварке может не только влиять на скорость сварки, но и позволяет использовать сварочные электроды с разным размером диаметра. Это автоматический процесс, поскольку регулирование скорости сварки не связано с ее указанием на датчиках прибора.
Схема утройства передней панели инверторного аппарата.
За счет повышенного сварочного тока возможен быстрый переход металлического состава электрода на свариваемую кромку. Производительность сварки не зависит от ее скорости. Это связано с тем, что сварочный процесс больше ориентирован на настройки и подгонку необходимых для сварки деталей. На это может уйти очень много времени, как и на то, чтобы удалить шлак, накопившийся на сварочных швах.
Присущие агрегату для сварки технические характеристики, которые способны защитить его от воздействий извне, сводятся к свойствам:
- Противоударности.
- Влагозащищенности.
- Пылезащищенности.
Для каждой модели инвертора предусмотрен уровень температурного рабочего диапазона, определяемого в процессе производства агрегата. Если помещение является холодным, то после хранения в нем инверторов может не произойти их включения.
Специфические технические характеристики инверторов
Устройствам присущ ряд важных характеристик, позволяющих осуществлять резку по металлу способом воздушно-дугового вида резки.
Схема дросселя для инверторного аппарата.
Их можно одновременно применять в процессе ручной сварки. С этой целью осуществляют настройку сварочного тока, выбрав значение полярности. Расчет бытового устройства необходим в получасовом интервале при условии непрерывного горения дуги.
Если интервал непрерывного процесса работы выбран небольшой, то это позволяет использовать силовые элементы с транзисторными ключами, имеющими малую мощность. Эти технические характеристики являются определяющими для стоимости сварочных инверторов и их размеров.
Наличие иных характеристик устройства инвертора и его возможностей не будет оказывать влияние на качество сварных швов после того, как будет окончена работа агрегата. Разделение различных моделей инверторов по данному признаку считается условным.
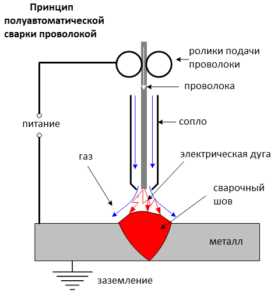
Принцип работы сварочного оборудования
Технические характеристики промышленных и бытовых приборов
В процессе работы современного инвертора используется принцип двойного преобразования. Если не вникать во все нюансы работы агрегата, в которых может разобраться только специалист, можно остановиться на основном моменте, связанном с параметром частоты переменного тока. На входе агрегата ток выпрямляется, а затем, пройдя фильтр, он переходит на транзисторную сборку, где происходит его преобразование. Поэтому вырабатываемый ток высокой частоты будет иметь параметры, которые определяются видом модели.
Максимальным значением тока в/ч является 50 кГц. Этот результат связан с особенностью, которая сводится к скачкообразным повышениям силы тока. По этой причине в аппаратах для сварки применяются малогабаритные трансформаторы с небольшим весом. Обычный сварочный аппарат и трансформатор инвертора имеют разницу в весе, которая колеблется в интервале нескольких десятков раз, что и определяет небольшие габариты устройства.
Продолжительность включения сварочного инвентора.
Инверторы могут использоваться не только в промышленных условиях, но и в быту, так как предусмотрены различные виды сварки. Данный критерий позволяет разделить инверторы на четыре основных типа, из которых для бытовой сварки пригодно только устройство, имеющее аббревиатуру ММА («ручная дуговая»). Предназначение других типов инверторов связано с более сложным технологическим процессом сварки.
Электроды, применяемые в устройстве ММА для сварки в быту, могут быть обычными, все зависит от размера элемента. Толщина свариваемого металла определяется маркой электрода, то есть его сечением.
Учитывая параметры, которые определяют напряжение и мощность прибора, лучше всего воспользоваться аппаратом, подключаемым к обычным розеткам. В любом случае рассчитаны они на приборы, имеющие мощность не больше 4 кВт. На это и требуется опираться при покупке сварочных инверторов, поскольку при этом не надо будет производить установку отдельной розетки, ограничивая возможную мобильность устройства, так как оно везде может понадобиться.
Вместе с тем требуется уделить внимание параметру частоты силы тока: чем данный показатель больше, тем прибор более легок и компактен. Будет достаточно параметра силы тока максимум 160 А.
Способность прибора к постоянной работе сводится к одной операции по сварке за 15 минут, после чего можно начинать следующую. Чем выше напряжение прибора при «холостом ходе», тем дуга загорается легче. Среди добавочных функций можно выделить выпрямление тока, в результате чего при нагреве металла получается высококачественный шов.
Поскольку перемещать инвертор можно путем ручной переноски, к агрегату прилагают дополнительно «чемоданчик». Данный вид прибора «не любит» пыли и грязи, поэтому требуется уделить особое внимание этому моменту, выяснив у продавца особенности ухода за инвертором. Вместе с тем следует поинтересоваться о возможности ремонта агрегата.
Как правильно выбрать инвертор?
При покупке следует подготовиться к худшему. Если учитывать данное правило, то оно никогда не подведет, поэтому предварительно следует задать соответствующий вопрос продавцу о том, где данную модель можно отремонтировать, проведя сервисное обслуживание и гарантийный ремонт.
Для любого обычного человека понятно, что никто не станет делать ремонт прибора, если он не обеспечен соответствующими гарантийными обязательствами. Поэтому перед покупкой следует задать все соответствующие вопросы продавцу, которые должны быть связаны со взаимоотношением изготовителя и магазина.
Таблица требуемых технических характеристик для сварочного инвертора.
Все технические и общие вопросы должны выясняться с особенной тщательностью, иначе время нахождения агрегата на гарантийном ремонте может увеличиться. Все указанные выше аспекты должны быть предусмотрены с целью, чтобы соответствующий выбор был сделан и новичком, а не только профессионалом.
К другим свойствам сварочных инверторов относятся такие, которые неподготовленным покупателям не будут полезны. Если возникли какие-либо сомнения в процессе выбора инвертора, то целесообразным будет разговор с экспертом-практиком. Необходимо осмысливать, что, делая оценку сварочных инверторов по определенной технической характеристике, к наилучшему выбору можно и не прийти. Необходимо тщательно и всесторонне исследовать свойства прибора, выяснив способы наилучшего его применения, ориентируясь сначала на цель покупки аппарата.
Одним делом является каждодневная профессиональная работа, а другим — использование устройства в быту. Возможно, что прибор будет применяться не часто, а только с целью проведения легких операций. Платить излишние средства за многофункциональный сварочный инвертор, потенциал которого не будет применяться на практике, смысла нет.
Как правильно прочитать перечень характеристик?
Для более полной технической характеристики нужен перечень, который предусматривает каждый элемент с единицами измерения. Приведена таблица для модели KEMPPI MINARC EVO150.
Например, в строке таблицы информация «Рном при Iмакс ПВ 35%TIG 150 A / 3,2 кВт» читается следующим образом. При использовании дуговой сварки максимальный уровень силы тока составляет 150 А, а номинальная мощность при данной силе тока — 3,2 кВт, если нагрузка равна (ПВ) 35% в среде защищенного газа. Данное устройство должно иметь эффективную систему охлаждения.
Питающая сеть должна иметь уровень напряжения и соответствующую частоту, которые определены теми значениями, являющимися характерными именно для РФ. Сварочный инвертор имеет предел допустимого уровня при падении напряжения, составляющий 180 В. Необходимая сила тока при сварке поддерживается плавной настройкой аппарата либо стабилизатором, который в него встроен.
Расшифровка аббревиатуры характеристик аппарата
Рассмотрим значения характеристик, которые связаны с аббревиатурой MMA, TIG, MIG/MAG, PAC, ПВ. Характеристики инвертора, обозначаемые аббревиатурой TIG, ПВ и ММА, требуется рассмотреть отдельно. TIG (tungsten inert gas) означает в переводе с английского: дуговой метод сварки с использованием электрода на присадке, который является тугоплавким. При защитной среде аргона либо иных видов газа, являющихся инертными. Этот вид электрода применим при сварке металлов или сплавов.
ПВ — означает продолжительность включения. Значение данного параметра указывается в процентах и определяется отношением продолжительности рабочего времени в условиях нагрузки к общему времени, которое включает всю сумму времени работы устройства под нагрузкой, а также паузы.
Общее время составляет значение, равное 5 минутам. Оптимальным значением ПВ, достигающим 80%, принято считать 1 минуту перерыва и 4 минуты работы. Если время работы под нагрузкой увеличивается, то это приводит к тому, что срабатывает тепловая защита в блоке управления агрегатом. Обозначение ММА расшифровывается как metal manual arc, что в переводе с английского читается как «сварка ручная со сменным электродом».
Например, если рассматривать в приведенной выше таблице строку с содержанием «Рвых. (to = 40°C) ММА ПВ 100% 100A / 24,0В», то она будет иметь информацию о выходной мощности сварочного аппарата Рвых. включая ее показатели в процессе непрерывной работы за счет сменных электродов в ручном режиме при полной нагрузке, равной 5 мин, при силе тока 100 А и напряжении 24 В.
Охлаждение радиатора происходит при температуре 40 градусов по Цельсию в окружающей среде. Сопоставляя одноименные значения, указанные в перечне для разных моделей, реально сделать вывод о том, насколько являются эффективными показатели, присущие системе охлаждения.
В характеристиках разных приборов может содержаться аббревиатура: PAC, MIG или MАG (metal inert/active gas), что в переводе с английского означает полуавтоматическую сварку с использованием проволоки при наличии среды инертных газов с защитной функцией, например аргона либо углекислого, являющегося активным. В устройствах, оснащенных данной функцией, имеется:
Схема работы сварочного инвертора.
- Сварочная горелка для режима работы на автомате.
- Механизмы для подачи проволоки.
- Шланг, отвечающий за подачу газа при наличии отсекающего клапана.
Последний элемент синхронизируется с работой системы подачи газа туда, где крепится баллон с газом.
Под аббревиатурой РАС (plasma arc cutting) подразумевают плазменно-дуговую резку. Этот метод связан с процессом удаления из зоны работы сварочной дуги сплава через сопло при сжатом воздухе. Использование кислорода на основе подогрева для наибольшей эффективности позволяет в достаточной степени повысить скорость реза и его качество.
Следует отдельно рассмотреть значения аббревиатуры для составляющих элемента, то есть их технические характеристики.
moyasvarka.ru
Как выбрать инверторный сварочный аппарат и для каких видов работ он пригоден
Вкратце рассмотрим принцип работы инвертора.Переменный ток подается на выпрямитель, превращается в ток постоянного напряжения, далее переходит на устройство, преобразующее постоянный ток обратно в переменный, но уже с заданными характеристиками частоты и силы тока.
Главное отличие инвертора от трансформаторного аппарата это возможность регулировки сварочного тока в широком диапазоне и поддержание режима работы в случае незначительных колебаний напряжения в сети, от чего зависит устойчивость в дуги и как следствие, качество сварного шва.
Числовые параметры сварочных инверторных аппаратов
Сварочный ток
Сварочный ток измеряется всегда в амперах (А). Для сварочного аппарата инверторного типа важен диапазон между максимальным и минимальным токами.
Для сварки массивных заготовок толщиной более 5 мм необходимо обратить внимание на параметр максимального сварочного тока Imax.
Для сварки тонкого металла, наоборот, стоит обратить внимание на минимальный сварочный ток Imin. Чем этот показатель меньше, тем меньшей толщины металл можно сваривать.
[note]Если нужно купить инверторный сварочный аппарат с широкими возможностями на все случаи жизни, то следует выбирать аппарат, у которого диапазон сварочного тока будет довольно широкий, например от 15 до 250 А.[/note]В технических характеристиках сварочных аппаратов иногда пишут диаметр электродов, который можно использовать с конкретным инвертором. Этот показатель второстепенный, так как диаметр электрода зависит от величины сварочного тока. Это тесно связанные параметры, и по указанному сварочному току всегда можно понять, какие электроды следует использовать.
Степень защиты (IP)
Имеется в виду степень защиты от влаги. Например, IP21 — это электробезопасность при прямом дожде, IР23 — защита от косого дождя. Уточнить эти параметры можно по специальным таблицам. Теоретически чем выше этот параметр, тем лучше. Но по технике безопасности под дождем сварочные работы выполнять нельзя, поэтому на практическую эксплуатацию инвертора этот параметр влияет мало.
Потребляемая мощность
Потребляемая мощность измеряется в киловаттах и имеет принципиальное значение там, где с мощностью могут быть проблемы. Например, бытовая электрическая сеть позволяет получать мощность 2,2 кВт. В садовых товариществах бывает, что допустимая мощность на участок составляет всего 1,5 кВт или даже меньше.

Аппарат подходит для работ в городе на открытом воздухе
Для выполнения сварочных работ в городе или еще где-то, где проблем с мощностью электрической сети нет, этот параметр не так актуален.
Обзор бюджетных сварочных аппаратов — самые популярные инверторы прошлого года. Подробности в этом видео.
ПВ, ПН, НПР (продолжительность включения, продолжительность нагружения, непрерывная продолжительность работы).
Это разные обозначения одного и того же параметра, который показывает в процентах, какое количество времени сварочный аппарат может работать и сколько ему необходимо простаивать (для остывания).
Правила работы на сварочном аппарате таковы, если взять цикл за 100%, то ПВ = 60% означает, что 60% времени инвертор может работать, а 40% ему нужно «отдыхать». Циклы бывают 5 и 10 — минутные, и желательно, чтобы в технических характеристиках также было указано, какой именно цикл имеется в виду.
Например, если при цикле 10 минут время непрерывной работы составляет 60%, то 6 минут можно работать, а 4 минуты сварочный аппарат должен простаивать и остывать. Обычно при разных токах эти проценты отличаются. Например, при большем токе (180 А) время работы может составлять 70%, а при меньшем токе (120 А) тому же сварочному аппарату не нужно никакого простоя, то есть время непрерывной работы составляет 100%.
[tip]Следует еще раз отметить, что цикл может быть только 5 или 10 минут, и никак не больше![/tip] [note]Параметр ПВ/ПН/НПР имеет значение, когда необходимо сделать длинный шов или долго работать без перерыва. Для выполнения шва длиной 5 — 10 см или нескольких таких швов этот параметр не особо важен. Тем не менее, необходимо учитывать, что этот параметр связан со сварочным током. Например, если работать с током 100 А, у инвертора с максимальным сварочным током 150А ПВ/ПН/НПР может быть, например, 60 — 70%.[/note]При этом, работая с тем же током 100 А, у инвертора с максимальным током 200 А ПВ/ ПН/НПР может составлять 80 — 100%. Таким образом, чем рабочий ток относительно максимального меньше, тем ПВ/ПН/НПР может быть выше.
Если кроме режима сварки покрытыми электродами инвертор имеет режим сварки в среде защитных газов (MMA/TIG), то эта характеристика может быть указана отдельно для ММА и для TIG.
Внутри каждого режима могут быть указаны разные величины тока, при которых параметр ПВ/ПН/НПР будет различаться. Иными словами, величина этого параметра не едина для всех режимов инвертора, а изменяется в зависимости от тока и выбранного режима. Чем более полная информация дана по этому параметру, тем лучше.
Напряжение холостого хода
Напряжение холостого хода — это разность потенциалов между металлом детали и электродом до зажигания дуги при включенном рабочем напряжении. Измеряется в вольтах (В), обозначается буквой U. Также возможны варианты обозначения Uхх или может быть написано словами «Напряжение холостого хода».
Сварочные аппараты инверторного типа
Прежде чем будут рассмотрены различные типы сварочных инверторов, стоит отметить, что есть два подхода к достижению качества выполняемых сварных швов: можно полагаться на вспомогательные функции инвертора, а можно повышать свое мастерство в электросварке. Однако, зная о существовании таких систем, можно оценивать необходимость их присутствия при выборе аппарата и, соответственно, выбирать инверторный сварочный аппарат с тем или иным перечнем функций.
Hot Start (горячий старт, облегченный старт)
Режим облегченного поджига дуги позволяет запрограммировать аппарат на то, чтобы в самом начале выполнения сварного шва сварочный ток подавался несколько большим, чем тот, на котором будет выполняться весь шов. Время и величина увеличенного сварочного тока задаются и настраиваются в достаточно широких пределах (вплоть до максимального тока, который способен выдавать инвертор, и в диапазоне от одной десятой секунды до пяти и более секунд)
График режима горячий старт
Этот режим служит для того, чтобы при зажигании дуги электрод не прилипал, быстрее формировалась сварочная ванна, и в конечном итоге для повышения удобства и качества сварки в начале шва.
Arc Force (режим форсирования дуги)
Если по каким-то причинам расстояние между электродом и металлом уменьшается (например, из-за ошибки сварщика или дефекта электрода), есть риск, что электрод прилипнет к детали, придется прекратить сварку и отрывать прилипший электрод. В режиме форсирования дуги инвертор автоматически увеличивает сварочный ток при приближении электрода к детали, чтобы больше расплавить металл сварочной ванны и исключить прилипание электрода.
Antisticking (режим антиприлипания)
Эта функция служит тем же целям, что и предыдущая, но действует несколько иначе. Если не вдаваться в технические подробности, главное — усвоить, что это тоже полезная функция, которая создает дополнительное удобство.Бесконтактный поджиг дуги. Обычно для поджига дуги нужно кратковременно коснуться электродом металла детали. Функция бесконтактного поджига за счет кратковременного повышения напряжения холостого хода позволяет зажигать дугу, не касаясь детали электродом, при поднесении окончания электрода на расстояние в несколько миллиметров.
Импульсный режим
По аналогии с функцией «горячего старта», сварочный аппарат, работающий в импульсном режиме, увеличивает сварочный ток, но не только в самом начале выполнения шва при зажигании дуги, а периодически на протяжении всего времени выполнения шва. Как и с функцией Hot Start, величина и продолжительность импульсов большого и малого тока настраиваются для достижения наилучшего результата.
Импульсный режим может понадобиться при сварке тонкого металла. Например, при работе с тонкой заготовкой на большом токе можно прожечь металл насквозь, так как глубина сварочной ванны окажется больше толщины детали, а при меньшем токе электрод будет прилипать к детали.
На что влияет импульсный режим и как это может повлиять на выбор инвертора в этом видео. Импульсная TIG сварка.
Чтобы решить эту проблему, необходим импульсный режим — в момент импульса большого тока деталь прогревается, происходит собственно сварка и электрод не прилипает, затем во время импульса меньшего тока деталь немного остывает, и в итоге сквозного прожигания тонкой детали не происходит. Далее этот цикл повторяется, и таким образом выполняется весь шов.
Графическое изображение работы инверторного сварочного аппарата в импульсном режиме
Также импульсный режим удобно использовать для выполнения вертикальных и потолочных швов. Однако необходимо учесть, что импульсный режим требует весьма точной настройки и максимально ровного перемещения электрода.
Память
У более дорогих инверторов, полупрофессиональных и профессиональных, обычно есть функция памяти. Она позволяет запомнить тонкие настройки режимов, например «Горячий старт» или «Импульсный режим». Таким образом, можно создать определенный режим и при работе в следующий раз уже ничего не менять, не регулировать и не записывать все эти параметры на бумаге или где-то еще.
То есть, если есть какие-то однотипные задачи, можно занести весь режим в память и потом вызывать его из памяти подобно тому, как, например, вызываются телефонные номера из адресной книги в мобильном телефоне.
Защита от перегрева и от перегруза
Наличие этой функции крайне желательно. Если во время работы по каким-то причинам инвертор окажется, перегрет или перегружен, такая защита просто отключит рабочее напряжение, и инвертор будет остывать столько, сколько необходимо, чтобы продолжить работу. Если же такой функции нет, то можно попросту сжечь сварочный аппарат.
Встроенный корректор мощности
Эта функция актуальна для тех ситуаций, когда или мощность электросети недостаточна, или напряжение часто «гуляет». Например, в тех же садовых товариществах и на дачных участках такая функция будет полезна.
Адаптация к напряжению в сети. Эта функция из той же категории, что и предыдущая. Иногда пишут, в каких пределах напряжения сети аппарат может работать. Соответственно, чем шире эти границы, тем лучше. Опять же, возвращаясь к дачным участкам, на которых бывают проблемы с мощностью, данная функция будет полезна. При стабильных параметрах питающей электросети эта функция на удобство эксплуатации инвертора не влияет.
Перед покупкой сварочного инвертора обязательно следует осведомиться о его ремонтопригодности. Своими силами ремонтировать инвертор сложнее, чем трансформаторный аппарат, поэтому лучше заблаговременно поинтересоваться местонахождением сервисных центров той фирмы, инвертор которой планируется покупать. Особенно это актуально для жителей небольших и отдаленных населенных пунктов!
Рассмотрим на примерах, как выбрать инверторный сварочный аппарат
Далее будут рассмотрены несколько примеров подбора инверторов для определенных задач.
- Если сварочные работы планируются в небольшом количестве и предполагается сварка обычной углеродистой стали толщиной 3-5 мм, то сварочный инвертор можно выбрать относительно недорогой;
- Если объем и вид будущих сварочных работ не известны или же предстоит сваривать различные металлы разной толщины, то следует выбирать сварочный аппарат, который обладает большими возможностями (MMA/TIG, AC/DC, широкий диапазон сварочного тока и т.д.).
Если инвертор покупается для дачи, то есть предполагает транспортировку, то важны вес и габариты. В таком случае вполне достаточно инвертора с максимальным током в 130-150 А (для стали толщиной до 6 мм).
Сварочный аппарат с таким максимальным током будет небольших габаритов и веса, так как чем больше сварочный ток, тем больше по размерам сам аппарат. Таким образом, если нужен транспортабельный инвертор, то придется выбирать модели, у которых сравнительно небольшой максимальный ток.

Инвертор для профессиональных работ
Для не толстого металла этого вполне достаточно. Для сварки тонкого металла величина минимального тока инвертора должна быть не более 30 А.
Необходимость наличия в выбранном инверторе вспомогательных функций («Горячий/облегченый старт», «Антиприлипание», «Форсирование дуги» и т.д.) зависит от желания покупателя тратить силы и время на совершенствование своей квалификации электросварщика.
Как правильно выбрать сварочный инвертор в магазине, на что обратить внимание — видео рекомендации.
Видео обзор сварочных аппаратов инверторного типа
В этом обзоре будут рассмотрены 6 различных инверторных аппаратов, их достоинства и недостатки. Чтобы сделать правильный выбор сварочного инвертора, посмотрите видео обзор.
Для того чтобы сваривать цветные металлы в режиме TIG, возможно, стандартной комплектации инвертора будет недостаточно, поэтому при покупке полезно уточнить комплект поставки и, в случае необходимости, запланировать дополнительные расходы.
В заключение этого раздела еще один совет, но он совсем не технического характера, а скорее эмоционального. Важно, чтобы выбранный инвертор банально нравился — на уровне эмоций. Характеристики, безусловно, важны, но при прочих равных условиях стоит выбрать ту вещь, которая вызывает больше положительных эмоций!
obinstrumente.ru
Технические характеристики сварочных аппаратов ВД-161, ВД-201, ВД-253, ВД-315
Темы: Ручная дуговая сварка, Сварочное оборудование.
Ниже рассмотрены технические характеристики мощных, легких инверторных сварочных аппаратов для ручной дуговой сварки покрытыми электродами, для промышленного и бытового использования.
|
Модель сварочного аппарата |
ВД-161 |
ВД-201 |
ВД-253 |
ВД-315 |
|
Напряжение питания сети, В |
220 (-20%+15%) |
220 (-20%+15%) |
380 (-20%+15%) |
380 (-20%+15%) |
|
Количество фаз |
1 |
1 |
3 |
3 |
|
Частота, Гц |
50 |
50 |
50 |
50 |
|
Максимальный сварочный ток выпрямителя, А |
160 |
200 |
250 |
300 |
|
Потребляемая мощность, кВА |
от 0,6 до 4,2 |
от 0,6 до 4,9 |
от 0,7 до 8,3 |
от 0,7 до 11,4 |
|
КПД при максимальном токе, % |
Не менее 90% |
Не менее 90% |
Не менее 90% |
Не менее 90% |
|
Номинальный режим работы ПН, % |
80 |
80 |
80 |
80 |
|
Диапазон сварочного тока, A (min-max) |
30-160 |
30-200 |
40-250 |
40-300 |
|
Род сварочного тока |
постоянный |
постоянный |
постоянный |
постоянный |
|
Тип охлаждения |
Принудительное воздушное |
Принудительное воздушное |
Принудительное воздушное |
Принудительное воздушное |
|
Диаметр электродов, мм |
1,6-4 |
1,6-5 |
1,6-6 |
1,6-7 |
|
Габаритные размеры выпрямителя, мм |
135х200х355 |
170х220х400 |
170х220х400 |
170х220х400 |
|
Macca сварочного выпрямителя, кг |
6,3 |
9,5 |
10,5 |
11,5 |
- Блок снижения напряжения холостого хода >
weldzone.info
Виды сварочных аппаратов, их технические характеристики, параметры и особенность применения
В результате развития и совершенствования сварочных технологий, появились десятки различных способов сваривания металлических изделий. Отличия каждого вида определяются таким фактором, как необходимость создавать неразъёмные соединения материалов, имеющих самые разнообразные свойства.
Определённая технология, с успехом применяемая к одному виду материалов, оказывается совершенно неприемлемой для других. Необходимость выбирать способы сварки и виды сварочного оборудования в каждом конкретном случае диктуется также различием эксплуатационных требований, предъявляемых к той или иной конструкции.
Принцип деления
Классификация применяемых сегодня видов сварочных аппаратов, реализующих всё многообразие технологических процессов, может быть построена на основе нескольких базовых свойств, к которым следует отнести:
- вид источника тока для осуществления сварочного процесса;
- использование различных видов защитных сред для оптимизации образования сварочного соединения;
- степень автоматизации сварочного процесса.
Все это относится к электросварке. А кроме нее существует газосварка, лазерная, диффузионная, и многие другие виды. Но сварочные аппараты, работающие за счет действия электрического тока, наиболее распространены на мелком, крупном производстве и в быту.
Трансформаторы
Трансформаторные устройства находятся у самых истоков сварочных технологий. На их основе строятся распространённые виды сварочных аппаратов, по сей день имеющие весьма широкое применение, как на производстве, так и в быту.
Конструктивно такой аппарат представляет собой обычный понижающий трансформатор, имеющий две обмотки. Первичная обмотка может быть рассчитана на напряжение 220 вольт, либо на напряжение 380 вольт.
В первом случае выводы трансформатора подключаются к фазному и нулевому проводам электрической сети. Такие сварочные аппараты чаще всего встречаются в компактном исполнении, имеют относительно небольшую мощность и предназначены для работы в бытовых условиях.
Выводы трансформаторов второго вида подключаются к двум фазным проводам, выпускаются в более широком диапазоне мощностей и предназначены для производственного применения.
Напряжение вторичной обмотки сварочного трансформатора в режиме холостого хода составляет 40 – 60 вольт. Регулирование тока сварки может осуществляться несколькими способами.
Наиболее распространён метод, связанный с плавным изменением величины воздушного зазора в стальном сердечнике трансформатора. Регулирование осуществляется вращением рукоятки, связанной с ходовым винтом, по которому перемещается подвижная часть магнитопровода.
Аппараты с регулированием тока путём переключения отпаек вторичной обмотки менее удобны. Регулирование имеет дискретный характер, возможно в небольшом диапазоне. Кроме этого, при переключении отпаек изменяется напряжение холостого хода, что может затруднять зажигания дуги.
Существует универсальный способ, заключающийся в применении балластного сопротивления, включаемого в сварочную цепь. Регулятор представляет собой проводник из нихрома или другого материала с большим удельным сопротивлением.
Выпрямители
Этот вид аппаратов является источником выпрямленного тока. Сварка, выполняемая на постоянном токе, имеет более стабильные параметры дуги, сварной шов, выполняемый этим способом, выглядит более ровным.
Сварочный выпрямитель состоит из трансформатора и собственно выпрямителя в виде мощных диодов, собранных по мостовой схеме. Трансформатор в таких аппаратах обычно используется трёхфазный, подключаемый к сети 380 вольт.
Вторичное выпрямленное напряжение трансформаторов этого вида обладает малым уровнем пульсаций, хорошо удерживает электрическую дугу.

Выпрямители продолжают пока удерживать лидерство по количеству аппаратов, используемых на производстве для ручной сварки. В крупных цехах обычно прокладываются специальные магистрали, к которым подключены сварочные посты – отдельные рабочие места сварщиков.
Питается магистраль от мощного выпрямителя. Регулирование сварочного тока в таких системах осуществляется индивидуально на постах с использованием балластных сопротивлений.
Генераторы
 Сварочные аппараты, самостоятельно генерирующие ток, предназначены для работы в полевых условиях при отсутствии источников электропитания. Представляют собой агрегаты, в которых трёхфазный генератор переменного тока объединён с приводным двигателем внутреннего сгорания.
Сварочные аппараты, самостоятельно генерирующие ток, предназначены для работы в полевых условиях при отсутствии источников электропитания. Представляют собой агрегаты, в которых трёхфазный генератор переменного тока объединён с приводным двигателем внутреннего сгорания.
Выходное переменное напряжение выпрямляется диодным мостом. Такими генераторами комплектуются специализированные машины технической помощи, мощные агрегаты монтируются на автомобильных прицепах.
Современная промышленность выпускает агрегаты мощностью до 10 кВт, габариты и вес которых позволяет перевозить их в багажнике легкового автомобиля.
Инверторы
Появление аппаратов этого вида открыло ряд новых возможностей в сфере сварочного производства. Использование инверторной технологии позволило кардинально уменьшить размеры и вес, а также получить качественно новые характеристики сварочных аппаратов.
 В аппарате инверторного типа сетевое напряжение подвергается ряду преобразований. На первом этапе происходит выпрямление и сглаживание пульсаций фильтрующим конденсатором.
В аппарате инверторного типа сетевое напряжение подвергается ряду преобразований. На первом этапе происходит выпрямление и сглаживание пульсаций фильтрующим конденсатором.
Выпрямленное сетевое напряжение поступает в инвертор, являющийся главной частью аппарата. Инвертор построен на мощных IGBT транзисторах, переключение которых создает на его выходе напряжение с частотой, достигающей нескольких десятков килогерц.
На выходе инвертора установлен высокочастотный трансформатор, понижающий напряжение до уровня, требуемого для осуществления сварочных работ. Сниженное напряжение выпрямляется и поступает на выходные клеммы сварочного аппарата.
Смысл описанных преобразований заключается в том, что трансформатор, предназначенный для таких высоких частот, буквально на порядок меньше и легче, чем работающий на промышленной частоте при той же мощности.
То же можно сказать и о фильтровых конденсаторах и дросселях. Появление сварочных инверторов привело к тому, что аппарат, имеющий размеры небольшого чемоданчика, легко переносимый на плечевом ремне, способен выполнять те же операции, что и выпрямитель, весящий сотню килограммов.
Существуют различные виды инверторов, питающихся от однофазной или трёхфазной сети. Трёхфазные аппараты ориентированы на промышленное применение, однофазные разновидности преобразователя используются в аппаратах бытового назначения.
Виды аппаратов, осуществляющих сварку в защитной среде
Газы и пары воды, содержащиеся в воздухе, негативно сказываются на качестве сварочного шва. Поэтому применяют технологии и сварочные аппараты, создающие защитную среду в зоне сплавления металлов.
Сварка в инертных газах
 Роль инертных газов играют такие вещества, как аргон, гелий или их смесь. Инертные газы, поступающие под давлением в зону сварки, вытесняют воздух, препятствуя окислению и азотированию образующегося сварного шва. Применение инертных газов позволяет сваривать такие материалы, атмосферная сварка которых затруднена или невозможна.
Роль инертных газов играют такие вещества, как аргон, гелий или их смесь. Инертные газы, поступающие под давлением в зону сварки, вытесняют воздух, препятствуя окислению и азотированию образующегося сварного шва. Применение инертных газов позволяет сваривать такие материалы, атмосферная сварка которых затруднена или невозможна.
Аппараты, осуществляющие сварку в защитной среде, различаются по виду применяемых электродов, которые могут быть плавящимися в процессе сварки и неплавкими.
Технические характеристики некоторых инверторных аппаратов позволяют осуществлять несколько видов сварочных процессов. Для этих целей инверторные аппараты комплектуются набором аксессуаров – держателей электродов и горелок.
Сварка в среде активных газов
К такому виду сварочного процесса относится сварка в углекислом газе, которая является разновидностью сварки под флюсом. Преимущество использования углекислого газа вместо порошкового флюса заключается в хорошей видимости протекающего процесса сварки, позволяющей вести за ним эффективный контроль. Обычно функции сварки в инертной и активной среде объединены в одном виде инверторных аппаратов.
Ручные и автоматизированные устройства
Сварочные аппараты могут существенно упрощать работу, если снабжать их некоторыми автоматическими функциями. В зависимости от степени автоматизации аппараты подразделяют на три вида.
Для ручной дуговой сварки
К этому виду электросварочных аппаратов относятся упомянутые выше трансформаторы и выпрямители, а также большой сегмент инверторных преобразователей.
Ручная электросварка характеризуется применением штучных сменяемых электродов, обычно покрытых специальным составом. Химический состав электродных покрытий зависит от того, для сваривания каких материалов и каким видом тока (переменный, постоянный) предназначен электрод.
Для полуавтоматической сварки
 Так называется вид аппаратов, использующих в качестве электрода специальную сварочную проволоку, намотанную на катушку. Полуавтоматы отличаются тем, что в процессе сварки подача проволоки осуществляется автоматически, и сварщику остаётся только управлять дугой и визуально контролировать образование шва.
Так называется вид аппаратов, использующих в качестве электрода специальную сварочную проволоку, намотанную на катушку. Полуавтоматы отличаются тем, что в процессе сварки подача проволоки осуществляется автоматически, и сварщику остаётся только управлять дугой и визуально контролировать образование шва.
Полуавтоматические инверторы объединяют в себе возможность работать в среде защитных газов. Подача газа происходит по тем же соединительным шлангам, что и подача сварочной проволоки.
Следует заметить, что некоторые инверторные аппараты обладают такой универсальностью, что могут быть использованы для ручной сварки, полуавтоматической сварки в защитных средах и сварки неплавким электродом в аргоне.
Полная автоматизация
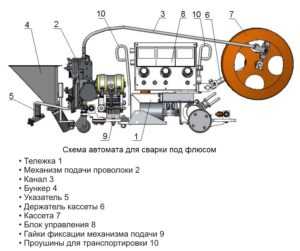 Эти аппараты автоматически контролируют процесс сварки. Подобно полуавтоматам используют сварочную проволоку и подачу защитных газов.
Эти аппараты автоматически контролируют процесс сварки. Подобно полуавтоматам используют сварочную проволоку и подачу защитных газов.
В основе современных конструкций таких аппаратов лежит инверторная технология. Конструкция рабочих органов автоматических аппаратов для сварки может быть различной – от перемещающейся вдоль шва на тележке сварочной головки до размещения её на манипуляторе, позволяющем варить швы любой конфигурации из любого положения.
Полностью автоматизированная сварка используется на крупных сборочных конвейерах.
svaring.com
Типы сварочных аппаратов: особенности и характеристики
Современные типы сварочных аппаратов предназначены как для профессиональной сферы, так и для любительской.

На современном рынке представлен большой ассортимент сварочных аппаратов, поэтому для правильного выбора агрегата лучше обратиться к специалисту.
Благодаря развитию технологий, нынешний инструментарий настолько прост в управлении, что отпадает необходимость в высокой квалификации оператора. Большинство моделей оборудования отлично сочетают в себе хороший набор опций, при этом не требуют специфических навыков для работы с ним. Это, в свою очередь, помогает не зацикливаться на конкретных модификациях.
Основные типы инструмента
Сварочное оборудование может быть представлено в виде:
- трансформаторов;
- выпрямителей;
- инверторов;
- полуавтоматами;
- генераторов, которые могут быть бензиновыми или дизельными.
Современные типы сварочных аппаратов.
Есть несколько видов сварочных аппаратов, чтобы знать их характеристики, следует разбираться и в терминологии, связанной со сваркой.
- «AC» — в переводе с английского означает переменный ток.
- «DC» — постоянный ток.
- «MMA» — ручная дуговая сварка с применением штучных электродов.
- «TIG» — ручное сваривание с использованием вольфрамового неплавящегося электрода с аргоном.
- «MIG/MAG» — полуавтоматическая дуговая сварка за счет плавящейся электродной проволокой с инертным или активным газом, при этом проволока подается автоматически.
- «ПВ» — аббревиатура от продолжительности включения. Этот момент обозначает, какое время будет работать сварочный аппарат, пока не перегреется и не отключиться автоматически.
Вернуться к оглавлению
Сварочные трансформаторы
Схема устройства сварочного трансформатора.
Трансформатор — инструмент, который преобразовывает электроток и может его регулировать, дабы питание электродуги было устойчивым.
Принцип действия такого агрегата заключается в следующем: первичные и вторичные обмотки располагаются на сердечнике, который является и магнитопроводом, но при этом они неподвижны. Одна из обмоток закрепляется статично, а вот вторая должна беспрепятственно двигаться по магнистору касательно первой обмотки. Такое взаимодействие обеспечивает регулировку тока. Но это не значит, что другие способы неприемлемы для такого инструмента. Основная роль, которую выполняет данная аппаратура, понижающий трансформатор.
Для такой модели подходят фтористо-кальциевые или рутиловые электроды с сечением 1,5-2,5 мм. Чтобы правильно сориентироваться с выбором электродов, следует знать максимальный ток и напряжение в аппарате.
Сварочный аппарат трансформаторного типа способен работать в широком диапазоне сварочного тока.
Как и любая другая техника, аппарат трансформаторного типа имеет свои положительные и отрицательные моменты. К плюсам можно отнести следующее:
- он имеет достаточно простую конструкцию;
- уровень надежности не оставляет сомнений;
- вполне приемлем по цене;
- в случае необходимости с его обслуживанием проблем не возникает;
- уровень КПД составляет 90%.
Но следует отметить и минусы:
- крупные размеры, что не всегда удобно в эксплуатации;
- из первого недостатка вытекает и второй — тяжелый вес, что составляет определенные сложности в транспортировке такого типа техники;
- расход энергии велик, так как ее много нужно для разогрева машины;
- имеет прямую зависимость от напряжения, если оно начнет понижаться, то это существенно скажется на выходных значениях.
На самом деле, так как при сварке используется переменный ток, то в большинстве случаев качество сварного шва оставляет желать лучшего, причем у неопытных операторов могут возникать проблемы с удержанием электрической дуги. Лучше всего такой вид использовать для работ с деталями низколегированной стали. Если попытаться поработать с цветными металлами, то следует позаботиться о дополнительном оборудовании.
Вернуться к оглавлению
Сварочный выпрямитель
Схема сварочного выпрямителя.
Данный тип техники являет собой источник питания, в основе которого лежит трансформатор, регулирующее устройство и выпрямительный блок, который может быть тиристорным или диодным. Такие сварочные аппараты работают за счет того, что электрическая дуга питается постоянным током, который, в свою очередь, проходит по вторичной обмотке, далее на выпрямительный блок кремневых или селеновых выпрямителей. Если агрегат оснастить дополнительным дросселем, то появится возможность регулировать необходимые характеристики.
Такие типы аппаратов обеспечивают постоянную стабильность и непрерывность дуги, а это очень влияет на качество свариваемого шва, причем в лучшую сторону. Простота эксплуатации допускает работу даже неопытных операторов, так как с ними легко справиться.
Плюсы техники:
Электрическая схема устройства инверторного сварочного аппарата.
- устройство обеспечивает высокую надежность шва вне зависимости от того, кто работает с выпрямителем — профессионал или новичок;
- если аппарат укомплектован должным образом, то есть возможность проводить сварку деталей из чугуна и цветных металлов;
- электрическая дуга постоянна и стабильна;
- такой агрегат работает с низколегированной и нержавеющей сталью.
Благодаря широкой функциональности он может быть незаменим не только в профессиональном производстве, но и в домашнем обиходе.
Вернуться к оглавлению
Сварочные инверторы: нюансы
С помощью сварочного инвертора можно выполнять швы вертикального характера.
Данный тип сварочных аппаратов отличается повышенной частотой. Разработка такой модели была придумана для работы при стабильном напряжении, которое обеспечивается наличием электрического генератора и соединительных проводов.
В большинстве моделей инверторов есть защита от скачков в электросети и прилипания электродов. Чтобы процесс сварки был более легким, производителями была придумана функция «горячий старт». Чтобы данный агрегат не перегревался, устройство оснащено автоматическим стабилизатором мощности.
Развитие технологий позволило создать технику, которая легко выдерживает перепады в напряжении от 160 до 270 В.
Что касается перегрева, то это тоже предусмотрено, инверторы имеют системы охлаждения. Такой набор опций позволяет применять данные типы устройств в сварке серьезных металлоконструкций, при этом не бояться больших нагрузок. Что способствует широкому применению их в промышленности.
Если судить объективно, то сварочный аппарат инверторного типа универсален в своем использовании.
Положительные качества:
Устройство сварочного инвертора.
- оснащение такого аппарат позволило значительно повысить показатель коэффициента полезного действия;
- имеет небольшие размеры, массу, что делает его удобным в использовании не только на предприятиях, но и в домашних условиях;
- высокочастотная техника позволяет производить качественную работу, так как имеет предел регулирования;
- электрическая дуга характеризуется высокой устойчивостью;
- по окончании работ стыки имеют ровную поверхность;
- данные сварочные аппараты могут работать в широком диапазоне электротока;
- такая техника не боится перегрузок;
- данным аппаратом под силу пользоваться даже новичкам в этом деле;
- инвертору подходят все типы электродов, которые известны на сегодняшний день.
Этот агрегат удобен тем, что имеет широкую сферу использования, как в профессиональной, так и домашней деятельности.
Вернуться к оглавлению
Полуавтоматы и их характеристики
Сварочный аппарат данного типа работает на постоянном или импульсном электрическом токе с использованием защитных газов. Есть возможность по необходимости применить специализированную проволоку, которая не требует использования газов.
Такой агрегат работает за счет выхода электродной проволоки через гибкий шланг, расположенный в держателе. Параллельно с проволокой идет подача и газов (аргона, углекислого газа или их смесей). Даже если нет баллона с газом, то это не будет препятствовать эксплуатации аппарата, так как защитная проволока может работать и без него.
Плюсы полуавтоматов заключаются в следующем:
Схема устройства сварочного полуавтомата.
- получаемый шов отличается высоким качеством;
- во время сварки разбрызгивание металла минимально;
- такая техника имеет высокий показатель производительности;
- при необходимости есть возможность сваривать листы тонких металлов.
Чаще всего полуавтоматы можно встретить в автомастерских, так как они отлично справляются с ремонтом машин. Работая с кузовом, они обеспечивают высокую устойчивость к такому негативному моменту, как коррозия. При этом прочность имеет высокий уровень. Одним из положительных моментов также является то, что по окончании сварки, на шве нет образования окалин флюса, значит, затрачивать время на дополнительную очистку стыков не нужно.
Вернуться к оглавлению
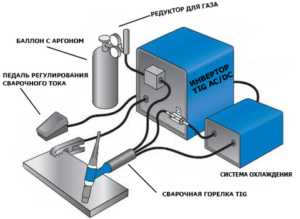
Аргонодуговая сварка: особенности
Сварочные аппараты для такого типа сварки имеют неплавящиеся электроды, выполненные из вольфрама. Для роли защитного газа используется аргон или гелий.
Допускается использование присадочной проволоки. Для применения данной техники необходим ток, причем нет разности какой он: постоянный, переменный или импульсный. Оформление стыка идет за счет вольфрамового неплавящегося электрода.
Аппарат для аргонодуговой сварки используется с целью соединения деталей из нержавеющей стали, алюминиевых, латунных, медных, титановых элементов, может работать со сплавами магния.
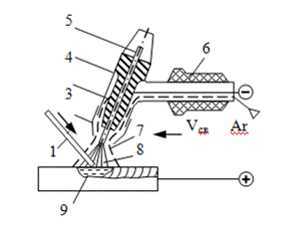
Схема аргоннодуговой сварки.
Преимущество такого агрегата:
- шов имеет одно из наилучших качеств;
- широкая сфера использования различных металлов.
Но у данной техники есть и своя негативная особенность: новичку с таким аппаратом не справиться, тут нужна высокая квалификация.
Если предстоит работа с цветными металлами и оператор имеет должную квалификацию, только тогда есть смысл использовать именно такой агрегат.
Вернуться к оглавлению
Сварочный агрегат: принципы
Данный инструмент имеет автоматическое питание. Он представляет собой сложное электромеханическое устройство, так как имеет мотор и генератор высокой мощности. Механическая энергия получается благодаря тому, что вращается коленчатый вал в двигателе за счет дополнительных систем.
Получаемая энергия переходит в состояние электрического тока, за счет преобразования генератором и выпрямителем. На стабильность работы сварочной дуги указывают показатели самого выпрямителя.
Правила сварочных работ.
В такой технике есть свои положительные и отрицательные стороны. Начнем с первых:
- если рабочее место не оснащено централизованным электроснабжением, это не станет препятствием к использованию такого агрегата;
- шов получается отменного качества.
Минусы:
- крупные размеры существенно сказываются на проблемах транспортировки, так как массу такая техника имеет значительную;
- сложная эксплуатация, без навыков и опыта тут не обойтись.
Это обуславливает тот момент, что в домашнем хозяйстве такую аппаратуру встретишь нечасто. Хотя ради справедливости стоит отметить, что даже если по каким-то причинам в доме пропадает электроэнергия, такой сварочный аппарат будет продолжать работать.
Вернуться к оглавлению
Практические рекомендации
Сварочные аппараты, вне зависимости от типа конструкции, являют собой достаточно травмоопасную технику. Поэтому если за работу берется новичок, то ему лучше знать азы безопасной работы:
- Сварка производится только в специальной одежде со средствами защиты, а именно: сварочная маска, одежда с длинными рукавами и штанинами, перчатки, обувь закрытого типа. Главное, чтоб одежда была не из синтетики, так как если на нее попадет капля расплавленного металла, то она расплавиться и может приклеиться к поверхности кожи.
- Во время рабочего процесса проволоку следует держать так, чтоб разбрызгивание металла происходило в обратную сторону от того места, где стоит оператор.
- Ни в коем случае нельзя допускать контакта с токонесущими кабелями, к тому же в рабочем состоянии нельзя трогать электродержатель или горелку, а также рабочую поверхность.
- Так как для большинства сварочных аппаратов требуется электропитание, то, соответственно, контакт с водой им запрещен. Перед тем как транспортировать агрегат в рабочее помещение, следует убедиться в том, что влажность в нем имеет оптимальный уровень, а не завышенный.
- Сварку производят только в хорошо проветриваемых и вентилируемых помещениях, иначе дым и газ, выделяемые в процессе, могут очень навредить здоровью человека.
- Во время работы нужно следить, чтоб не прикоснуться к деталям сварочного аппарата, которые могут находиться под напряжением. Во избежание этого, как только заканчивается сварка, агрегат сразу же обесточивается. То же самое касается, если оператору по какой-либо причине необходимо отлучиться.
- В помещении, где планируется производить сварку, не должны быть легковоспламеняющиеся или взрывоопасные вещества. Поверхность рабочих деталей должна быть очищена и обезжирена.
- Если работа происходит в домашних условиях, то обязательным условием является отсутствие домочадцев (особенно детей) и животных на рабочей площадке. Кстати, такая техника образует электромагнитные волны, поэтому, если у кого-то поблизости (не говоря уж о самом операторе) будет кардиостимулятор, это может иметь неблагоприятное воздействие.
- Сварочные аппараты не предназначены для размораживающих работ.
Перед тем как начинать работать такой техникой, следует помнить, что это все же электроинструмент, значит, он имеет напряжение. Поэтому до того как включить его в электросеть, следует внимательно осмотреть его внешний вид на наличие деформаций или других аналогичных повреждений. К тому же сами провода должны быть целыми, без нарушения изоляции. Такая проверка требуется перед каждым разом, как только планируется осуществлять сварку. Если эксплуатация имеет эпизодический характер, то следует обеспечить должные условия хранения техники: сухое и хорошо проветриваемое помещение, чтоб не было рядом агрессивных сред.
В случае каких-либо поломок самостоятельным ремонтом лучше не заниматься. Особенно это касается тех моделей, которые выпускались одними из последних, так как в своих «внутренностях» они имеют много наворотов. Такую технику лучше сразу нести в сервис, только там высококвалифицированные мастера смогут оказать помощь.
moiinstrumenty.ru
Самодельный сварочный аппарат: схема и технические характеристики
Нередко неотложные дела в хозяйстве требуют изготовления самодельного сварочного аппарата. Собрать из подручных материалов такой аппарат не так сложно, а опыт такого рода будет полезен любому мастеру. Вопрос сварки деталей часто возникает в самых разных ситуациях, и при этом купить сварочный аппарат не все могут себе позволить. Предпочтительнее собрать его из трехфазного трансформатора, так как в этом случае никакой перемотки он не потребует.

Схема устройства сварочного аппарата.
Материалы и инструменты для сборки понадобятся следующие:
- электротехническая сталь;
- старый трансформатор;
- шпильки из проволоки;
- напильник;
- электрокартон;
- изолента;
- обмоточный провод;
- электроды;
- диоды;
- радиаторы.
Схема и технические характеристики сварочных аппаратов
Рисунок 1. Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Аппарат, собираемый дома, должен обладать следующими характеристиками:
- габариты и вес небольшие;
- 220 В питания;
- длительность работы, которая составит не менее 5-7 электродов dэ=3-4 мм.
Масса изделия и его габариты могут быть скорректированы уменьшением его мощности, потому что зависят от нее. Длительность его нормальной работы зависит от качества материала, из которого выполнен сердечник и степени термостойкости провода, которым выполнена обмотка. Чтобы максимально увеличить время сварки, используют сердечник из стали с высокой магнитной проницаемостью.
Вернуться к оглавлению
Какой ток использовать для сварочного аппарата
В самодельных сварочных аппаратах может применяться ток постоянный или переменный. Те агрегаты, в которых применяют малые переменные токи, могут использоваться для сварки кровельного и автомобильного железа, а также любого другого тонколистового металла. Такие самодельные сварочные аппараты отличаются устойчивостью сварочной дуги, а сам процесс сварки с их помощью может производиться прямой или же обратной полярностью при условии подаваемого постоянного напряжения.
Функциональная схема источника питания сварочного аппарата.
При подаче постоянного тока можно сваривать при помощи электродной проволоки, не используя обмазку, в том числе и электродами, которые изначально предназначены для сварки металлов постоянным или переменным током. Чтобы дуга загоралась при подаче малого тока, изоляционной обмотке желательно придать завышенное напряжение на холостом ходу. Чтобы выпрямить дугу переменного тока используются мостовые выпрямители с диодами большой мощности и обязательными радиаторами охлаждения (рис.1).
На этом рисунке видно, что для уменьшения скачков напряжения к держателю электродов присоединяется один вывод СА, используя для этого Т-образный специальный фильтр. Сам этот фильтр должен состоять из дросселя L1, который является катушкой, обмотанной медной шиной в 50-70 витков с обязательным отводом от середины, с конденсатором С1.
Таблица требуемых технических характеристик для сварочного аппарата.
Медную шину наматывают на сердечник ОСО-12, который можно взять от ненужного понижающего трансформатора, либо аналогичного по характеристикам другого, но с условием, что мощность его будет не меньше. При этом прослеживается следующая закономерность: чем сечение железа уменьшающего скачки дросселя больше, тем меньше вероятность его магнитной системе входить в насыщение при работе.
Это важный пункт при сварке, так как если при больших токах магнитная система входит в насыщение, как бывает при резке, то скачкообразно и быстро уменьшается индуктивность дросселя, отчего сглаживание тока не происходит. Сварочная дуга в таких условиях функционирует неустойчиво. Сам конденсатор С1 представляет собой батарею меньшей емкости, на 350-400 МКФ, и напряжение не менее 220 В конденсаторов типа МБМ, МБГ или других, имеющих те же характеристики.
Вернуться к оглавлению
Общие принципы изготовления и обслуживания
Рисунок 2. Падающая внешняя характеристика сварочного аппарата.
Чтобы в самодельном сварочном аппарате выпрямить и отрегулировать сварочный ток, используется схема, работающая при помощи управляемых тиристоров большой мощности, которые при этом должны давать возможность изменять напряжение от 0,1 до 0,9 Uхх. Эти же регуляторы помимо сварки используются, для того чтобы зарядить аккумуляторные батареи или чтобы питать электронагревательные элементы. Самодельный сварочный аппарат переменного тока используют при этом специальный, предназначающийся исключительно для работы при переменном токе; берут соответствующие электроды.
Чтобы сварочный аппарат функционировал качественно, требуется выполнение целого некоторых правил. Чтобы зажигание дуги считалось нормальным, требуется получить достаточно большую величину выходного напряжения. Если сделать аппарат, используя схемы, самостоятельно, выходное напряжение не должно превышать Uхх=60-65 В, так как в противном случае не гарантируется безопасная работа, более высокое напряжение холостого хода может представлять опасность. Сварочные аппараты, изготовленные с применением специализированного промышленного оборудования, могут иметь Uхх=70-75 В. При этом величина I св, обозначающая напряжение сварки, требуется такая, чтобы обеспечить горение дуги устойчиво, вне зависимости от того, каков диаметр электрода. Значение величины напряжения сварки Uсв может равняться 18-24 В.
Магнитопровод стержневого типа.
Сварочный номинальный ток, как показывает схема, должен составлять I св=KK1*dэ. В этой формуле I св обозначает величину подаваемого сварочного тока, А; K1=30-40 — тот коэффициент, который зависит от типа и величины используемого для сварки электрода, dэ, мм. При этом ток короткого замыкания номинальный сварочный ток не должен превышать по своим значениям больше, чем на 30-35%. Дуга, как было замечено, горит устойчиво только в случае, если сам сварочный аппарат обладает падающей внешней характеристикой. Именно она определяет величину зависимости, возникающей между силой тока и рабочим напряжением, проходящим в момент работы по сварочной цепи схемы (рис. 2).
Изготавливая из подручных материалов аппарат для сварки в домашних условиях, следует помнить, что универсальный, перекрывающий токи от 15-20 до 150-180 А, аппарат собрать будет сложно. Более рациональным будет для начального этапа ограничиться агрегатом, работающим с электродами, диаметр которых 2-4 мм. В случае если все же возникнет необходимость работать сваркой на малых токах, этот же аппарат можно снабдить отдельно сконструированным устройством-выпрямителем, которое будет плавно регулировать сварочный ток.
Вернуться к оглавлению
Как правильно выбрать сердечник
Магнитопровод тороидального типа: 1 — сердечник автотрансформатора до перемотки; 2- сердечник после перемотки.
Если при этом использовать сердечник тороидального (круглого) типа, собранный такими комплектующими инструмент будет иметь технические характеристики, превышающие стержневые сердечники в 4-5 раз, и электропотери в нем будут невелики. Это будет зависеть от многослойности и размещения намоток на кольце. Для изготовления такого сердечника используется полоса трансформаторного ленточного железа, уложенного особым образом в тор. Характеристики этого трансформатора будут лучше, чем у «П» и «Ш»- образных аналогов. Часто для изготовления тороида не удается найти железо, но можно использовать пластины из старого сварочного трансформатора или из трансформатора от телевизора старой модели. Для этого нужно разбить «П»- образный сердечник на отдельные пластины и выправить их затем на наковальне.
Чтобы собирать самостоятельно сварочные аппараты, пользуются чаще всего магнепроводами со стержневым типом, так как они более технологичны в изготовлении. Можно набрать такой сердечник самостоятельно, используя при этом пластины электротехнической стали в произвольных конфигурациях. Толщина пластин должна составлять 0,35-0,55 мм, а стянуть между собой их можно при помощи шпилек, которые требуется предварительно изолировать от сердечника. Считаться при этом следует с тем, что в конфигурацию сердечника должны целиком уместиться обмотки сварочного аппарата. Сама общая площадь поперечного сердечника вычисляется по формуле S=а*b в см².
Способы намотки обмоток сварочного аппарата на сердечнике стержневого типа.
Получив пластины, из них клепают обруч, внешний диаметр которого составит 260 мм. Первую пластину, вставляя внутрь обруча, придерживают рукой от раскручивания и встык к ней ставят вторую, чтобы внутренний диаметр был 120 мм. Края полученного тороида обрабатываются напильником. Затем из электрокартона вырезают 2 круга, внешним диаметром 270 мм, а внутренним 110 мм, из того же картона требуется вырезать полосу 90 мм шириной. Заготовки кладут с 2-х сторон кольца, обматывают изоляцией.
Чтобы выполнить на сварочном аппарате первый слой изоляционной обмотки, лучше всего использовать обмоточный провод из меди специального назначения и при этом обязательно термостойкий. Тип изоляции на нем должен быть стеклотканевым или хлопчатобумажным. У проводов в изоляционной оболочке из резины или резиноткани также неплохие характеристики теплостойкости.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1. равномерная; 2. секционная; а — сетевая обмотка; б — силовая обмотка
А проводами в ПВХ изоляции пользоваться не рекомендуют, так как повышенную температуру этот тип изоляции не выдерживает и начинает плавиться. В этом случае очень велик риск короткого замыкания. Можно использовать такие провода, если самостоятельно заменить в них изоляцию. Можно также ее не снимать, а обмотать провода непосредственно поверх вторым слоем. Так меньше риска повредить провод, чем при снятии.
При выборе значений для этой формулы не следует ставить на минимальные, так как при таких значениях агрегат не получит необходимый запас мощности, а поэтому хорошую сварку по всем параметрам качества осуществить будет невозможно. Такая конструкция будет перегреваться уже после недолгого времени работы. Избежать этого можно, установив сечение сердечника в сварочном аппарате на величину от 45 до 55 см, но, используя такой вариант, нужно помнить, что конструкция прибавит от этого в весе.
Вернуться к оглавлению
Как выбрать провода для обмотки
Обычно первичная обмотка делается при помощи медной проволоки ПЭВ-2, диаметр этого провода равен 2 мм, при этом для сети 220 В общее количество наложенных витков будет не менее 170. Во многом это связано и с плотностью сборки пластин.
Чтобы проверить точное количество витков, следует провести эксперимент и затем, если ток на холостом ходу составит больше 1-2 А, количество витков доматывают, а если меньше, то разматывают некоторые.
Вторичной обмотки делается 30 витков, для нее берут провод ПВЗ, сечение которого 15-20 мм. Третья обмотка тоже состоит из 30 витков, но для нее используется провод МГТФ сечением 0,35 мм. Между слоями обмотки обязательно прокладывают изоляцию из тесьмы. Работы над обмоткой проще всего производить вдвоем, когда один удерживает свободный конец и предохраняет его от скручивания, а второй осторожно укладывает витки. При этом желательно не повреждать изоляцию и не задевать поэтому за соседние витки.
moiinstrumenty.ru
Сварочные аппараты
Разновидности сварочных аппаратов и технические характеристики
При проведении кузнечно-монтажных, а также строительных и ремонтно-восстановительных работ зачастую возникает необходимость организовать сварочные работы на месте. Для этого нужен сварочный аппарат и сопутствующее оборудование. Выбор сварочных аппаратов на данный момент огромен, поэтому для осуществления правильной покупки вам следует предварительно ознакомиться с существующими типами сварочных аппаратов, их технико-эксплуатационными характеристиками и комплектующими элементами.
Существует несколько типов сварочных аппаратов – сварочный трансформатор, сварочный выпрямитель и сварочный инвертор.
Первая модель известна давно. Принцип работы такого сварочного трансформатора основан на понижении сетевого напряжения при помощи обыкновенного трансформатора переменного тока до уровня, при котором сварочная дуга работает нормально – 45-50 вольт. Чтобы обеспечить достаточную мощность аппарата, трансформаторы изготавливались из трансформаторного железа довольно больших размеров, и их вес составлял порядка 50-150 килограмм, что было не совсем удобно, особенно при транспортировке. При помощи диодного моста такие сварочные аппараты могли работать и на постоянном токе.
Сварочные выпрямители прошли модернизацию и стали легче, что обеспечило им популярность и до сегодняшних дней. Их характеристики – предназначены для ручной сварки как переменным, так и постоянным током. Режим работы полуавтоматический, то есть – за перегревом аппарата необходимо следить и отключать его вручную. Регулировка рабочего тока дуги осуществляется механическим способом – передвижением шунта по обмоткам выпрямителя. Дуга при работе держится устойчиво, но аппарат чутко реагирует на изменения напряжения в сети, поэтому в районах с нестабильной подачей напряжения придется постоянно регулировать рабочее напряжение дуги, что не очень удобно для оператора. Вес таких аппаратов – не более десяти килограммов, габариты (ориентировочно) — 400х200х300мм.
Последние модели сварочных аппаратов – сварочные инверторы. Масса положительных качеств обеспечили такому типу сварочных приборов постоянный спрос на потребительском рынке. Ниже они будут перечислены:
Небольшие габариты и вес аппарата. В среднем аппараты такого класса весят от 2 до 5 килограммов. Габариты (ориентировочно) – 150х300х300мм.
Использование сварочного высокочастотного тока позволяет применять импульсный трансформатор гораздо меньших размеров и веса, что благоприятно сказывается на работе оператора – можно повесить инвертор на плечо и продолжать работу даже в самых труднодоступных местах. Сварочный процесс протекает при использовании постоянного тока, что положительно сказывается на сварочном шве. Схематически инвертор состоит из сетевого выпрямителя (диодный мост), импульсного трансформатора, высокочастотного преобразователя, еще одного выпрямительного устройства и схемы управления.
Важное преимущество инверторов – их можно подключать в обыкновенную розетку, не опасаясь при этом повредить электропроводку в квартире или в доме. Инверторный сварочный аппарат — самый экономичный из существующих представителей подобных моделей, его соответствие европейским стандартам EN 61000-3-12 дает возможность представлять такую модель на всех мировых рынках.
Определенная сложность при работе с таким аппаратом существует – он требует приобретения навыков работы, так как сам процесс розжига и поддержания дуги немного отличается от работы на обыкновенных сварочных аппаратах. Сложная электронная начинка требует осторожного обращения и периодического ухода.
Стандартные комплектующие всех сварочных аппаратов – силовые кабели длиной около двух метров, электродержатель с быстросъемным разъемом. Также для работы необходима маска сварщика, которая приобретается отдельно. Современные маски типа «хамелеон» способны удовлетворить самого требовательного покупателя. Светофильтры, работающие в автоматическом режиме и удобный наголовник обеспечат комфортный рабочий процесс.
Модели
Страница 1 из 111234567891011»kovka-svarka.net