Содержание
Пассивация (пассивирование) металлов: технология и методы
- Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
- Причины возникновения коррозии
- Виды коррозии
- Пассивирование нержавейки
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- никель;
- молибден;
- кобальт;
- ниобий;
- марганец.
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.
Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.
Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.
На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.
Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.

Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.
Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.
Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.
Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.


Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.
Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота.
 Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Пассивация нержавеющих сталей | Inoxgrup
ПОЧЕМУ ПАССИВАЦИЯ
Процесс пассивации возвращает нержавеющую сталь или другие металлы обратно к своим первоначальным спецификациям, удаляя ненужные вкрапления и масла с поверхности. При механической обработки детали из нержавеющих сталей, различные частицы могут проникать в поверхность основного металла, ослабляя его устойчивость к коррозии и делая деталь более восприимчивой к факторам окружающей среды. Искры, грязь и другие частицы и остатки, такие как свободное железо, смазка и обрабатывающие масла, влияют на прочность естественной поверхности и могут проникать в поверхность в процессе обработки. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Преимущества пассивации
- Улучшенное сопротивление коррозии
- Равномерное сглаживание
- Удаление заусенцев
- Чистота
- Долгий срок службы изделий
- Пассивация остается важным этапом в максимизации коррозионной стойкости деталей и компонентов из нержавеющей стали. Процесс позволяет существенно увеличить срок эксплуатации деталей. Неправильно выполненная пассивация может фактически вызвать коррозию.
- Пассивация представляет собой метод позволяющий максимизировать присущую коррозионную стойкость нержавеющего сплава, из которого изготовлена заготовка
- Нет универсального способа относительно точной механики работы пассивации. Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
- На практике загрязняющие вещества, такие как грязь или частицы железа из режущих инструментов, могут быть перенесены на поверхность деталей из нержавеющей стали во время обработки. Если их не удалить, эти посторонние частицы могут снизить эффективность исходной защитной пленки.
- Во время процесса обработки микроскопическое количество свободного железа может быть стерто с режущего инструмента и перенесено на поверхность заготовки из нержавеющей стали. При определенных условиях на этих частицах может появиться тонкое покрытие ржавчины. Это фактически коррозия стали из инструмента, а не основного металла. Иногда частицы стали из режущего инструмента или продуктов его коррозии может вызвать повреждение самой детали.
- Точно так же мелкие частицы железосодержащей грязи могут прилипать к поверхности детали. Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
- Проблемой могут быть и открытые сульфиды. Они исходят от добавления серы к нержавеющим сталям для улучшения обрабатываемости. Если деталь не будет правильно пассивирована, сульфиды могут выступать в качестве центров инициации для коррозии на поверхности продукта.
- В всех случаях требуется пассивация, чтобы максимизировать естественную коррозионную стойкость нержавеющей стали. Она поможет удалить поверхностное загрязнение, такие как частицы железосодержащей цельной грязи и частиц железа из режущих инструментов, которые могут образовывать ржавчину или действовать как места инициации для коррозии. Пассивация также может удалять сульфиды, открытые на поверхности нержавеющих сплавов без механической обработки.
- Двухступенчатая процедура может обеспечить наилучшую коррозионную стойкость: 1. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
 Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса! Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.Первая очистка
- Смазка, охлаждающая жидкость или другие загрязнения должны быть тщательно удалены от поверхности, чтобы получить наилучшую коррозионную стойкость.. Коммерческий обезжириватель или моющее средство можно использовать для очистки механических масел или охлаждающих жидкостей. Посторонние вещества, такие как термические оксиды, возможно, должны быть удалены путем измельчения или такими методами, как кислотное травление.
- Иногда оператор может пропустить основную очистку, предполагая ошибочно, что просто погружая смазку в кислотную ванну, одновременно чистка и пассивирование будут происходить одновременно. Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
- Хуже того, загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку» коррозии. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
- Части, изготовленные из мартенситных нержавеющих сталей [которые являются магнитными, с умеренной коррозионной стойкостью и с пределом текучести до (1930 МПа)], на квадратный дюйм затвердевают при высокой температуре и затем отжигаются для обеспечения требуемой твердости и механических свойств. Осаждающие упрочняемые сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные сорта) могут обрабатываться в растворе, частично обрабатываться, выдерживаться при более низких температурах, а затем заканчиваться механической обработкой.
- В таких случаях детали необходимо тщательно очистить обезжиривающим или очищающим средством для удаления следов режущей жидкости перед термообработкой. В противном случае режущая жидкость, остающаяся на деталях, вызовет чрезмерное окисление. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
 Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.Травление
- Травление — это удаление смежного низко хромистого слоя металла с поверхности нержавеющей стали химическими средствами.
- Там, где сталь нагревается путем сварки, термической обработки или других средств, до такой степени, что можно увидеть цветной слой оксида, на поверхности стали под оксидным слоем имеется обедненный хромом слой.Более низкое содержание хрома дает более низкую коррозионную стойкость. Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства.
- Процедуры, включающие травильные растворы азотной (HNO 3) и фтористоводородной (HF) кислот, удаляют масштаб и нижний слой, обедненный хромом, и восстанавливают коррозионную стойкость. Растворы травления также удаляют загрязняющие вещества, такие как частицы железа и железа. Растворы травления, отличные от смесей азотной и фтористоводородной кислот, существуют и могут использоваться для специализированных применений.
- Травильные пасты, где раствор смешивают с инертным носителем, обычно используются для обработки выбранных областей, таких как сварные швы.
- Травление включает удаление металла и изменение в визуальной яркости металла.
- Электрополирование — полезная альтернатива травлению.Металлическое удаление достигается, но обычно приводит к яркой, гладкой и более стойкой к коррозии поверхности.

Пассивные ванны
- После тщательной очистки деталь из нержавеющей стали готова для погружения в пассивирующую кислотную ванну. Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
- Более устойчивые хромоникелевые марки могут пассивироваться в ванне с азотной кислотой (20% по объему) . Менее стойкие марки нержавеющей стали могут быть пассивированы путем добавления дихромата натрия в ванну с азотной кислотой, чтобы сделать раствор более окисленным и способным образовывать пассивную пленку на поверхности. Другой вариант, используемый вместо азотной кислоты плюс дихромат натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему. Добавление дихромата натрия, и более высокая концентрация азотной кислоты снижают вероятность нежелательной коррозии.
 Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.Исторически сложилось, что азотная кислота использовалась для пассивации нержавеющей стали, но в последнее время распространение получило более безопасное и эффективное средство с использованием лимонной кислоты. В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
- Лимонная кислота НЕ удаляет другие элементы в сплаве, эффективно ограничивая глубину конечного слоя оксида хрома
- Лимонная кислота НЕ вводит тяжелые металлы (опасные отходы) в ванну
- Лимонная кислота удаляет только железо
- Лимонная кислота намного безопаснее и безвредна для окружающей среды
По материалам зарубежных изданий TERRY A. DEBOLD AND JAMES W. MARTIN
Что такое пассивация? Как работает пассивация из нержавеющей стали?
- Зачем пассивировать?
- Как пассивировать
- Этапы процесса пассивации
- Типы оборудования
- Стандарты и спецификации
Что такое пассивация и как работает процесс пассивации? Как пассивировать детали из нержавеющей стали после механической обработки? Эти вопросы часто задают механические мастерские и производители деталей из таких материалов, как нержавеющая сталь, титан и тантал.
Что такое пассивация нержавеющей стали?
Пассивирование — это широко используемый процесс отделки металлов для предотвращения коррозии. В процессе пассивации нержавеющей стали используется азотная или лимонная кислота для удаления свободного железа с поверхности. Химическая обработка приводит к образованию защитного оксидного слоя или пассивирующей пленки, которая с меньшей вероятностью вступает в химическую реакцию с воздухом и не вызывает коррозии. Пассивированная нержавеющая сталь устойчива к ржавчине.
Пассивирование предотвращает ржавление нержавеющей стали
Что означает пассивированная нержавеющая сталь?
Для производителей отраслевые стандарты ASTM A967 и AMS 2700 представляют собой наиболее широко используемые стандарты пассивации нержавеющей стали. Согласно ASTM A967, пассивация определяется следующим образом:
химическая обработка нержавеющей стали мягким окислителем, таким как раствор азотной кислоты, с целью удаления свободного железа или других посторонних веществ».

Кроме того, ASTM A380 утверждает, что пассивация:
удаление экзогенного железа или соединений железа с поверхности нержавеющей стали посредством химического растворения, чаще всего путем обработки раствором кислоты, который удаляет поверхностное загрязнение, но не оказывает существенного влияния на саму нержавеющую сталь … для с целью усиления самопроизвольного образования защитной пассивной пленки».
История процесса пассивации
В середине 1800-х годов химик Кристиан Фридрих Шёнбейн открыл эффект пассивации. После погружения железа в концентрированную азотную кислоту он обнаружил, что железо практически не имеет химической активности по сравнению с железом, которое не подвергалось обработке концентрированной азотной кислотой. Он назвал это отсутствие химической реактивности «пассивным» состоянием.
Поскольку пассивация нержавеющей стали азотной кислотой стала широко распространенной практикой в 1900-х годах, проблемы экологии и безопасности при использовании азотной кислоты стали более очевидными. Исследования, проведенные пивоваренной компанией Adolf Coors в Германии, показали, что лимонная кислота является эффективной альтернативой. В 1990-х годах многие производители начали использовать лимонную кислоту как более безопасную и экологически чистую альтернативу азотной кислоте.
Исследования, проведенные пивоваренной компанией Adolf Coors в Германии, показали, что лимонная кислота является эффективной альтернативой. В 1990-х годах многие производители начали использовать лимонную кислоту как более безопасную и экологически чистую альтернативу азотной кислоте.
Типы пассивации
В настоящее время отраслевые стандарты пассивации поверхности предлагают три типа пассивации. Каждый тип основан на том, какое химическое вещество используется для пассивации. Три типа пассивации:
- Азотная кислота
- Азотная кислота с дихроматом натрия
- Лимонная кислота.
Выбор химического вещества для пассивации часто зависит от требований заказчика. Каждый тип пассивации имеет свои преимущества и недостатки. Подробнее см. в нашей статье «Азотная и лимонная кислотная пассивация».
Зачем пассивировать нержавеющую сталь?
Пассивирование является передовой практикой после изготовления вновь обработанных деталей и компонентов из нержавеющей стали. Преимущества включают в себя:
Преимущества включают в себя:
- Химическая пленка для защиты от ржавчины
- Увеличенный срок службы изделия
- Удаление загрязнения с поверхности продукта
- Снижение потребности в обслуживании.
Как работает пассивация?
Нержавеющая сталь — это сплав на основе железа, обычно состоящий из железа, никеля и хрома. Нержавеющая сталь получает свои коррозионно-стойкие свойства благодаря содержанию хрома. Хром при контакте с кислородом (воздухом) образует тонкую пленку оксида хрома, которая покрывает поверхность нержавеющей стали и защищает подстилающий слой железа от ржавчины. Целью пассивации является увеличение и оптимизация формирования слоя оксида хрома.
Погружение нержавеющей стали в ванну с кислотой растворяет свободное железо с поверхности, оставляя хром нетронутым. Кислота химически удаляет свободное железо, оставляя после себя однородную поверхность с более высоким содержанием хрома, чем основной материал.
Под воздействием кислорода воздуха после кислотной ванны нержавеющая сталь образует слой оксида хрома в течение следующих 24–48 часов. Более высокая доля хрома на поверхности позволяет формировать более толстый и более защитный слой оксида хрома. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
Более высокая доля хрома на поверхности позволяет формировать более толстый и более защитный слой оксида хрома. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
Полученный пассивный слой образует химически неактивную поверхность, защищающую от ржавчины.
Пассивирующий слой на нержавеющей стали
Пассивирующий слой – вид под микроскопом. Источник: Астро Пак. Используется с разрешения.
Когда требуется пассивация нержавеющей стали?
Пассивирование — это постобрабатывающий процесс, который выполняется после шлифовки, сварки, резки и других операций механической обработки, связанных с манипулированием нержавеющей сталью. В идеальных условиях нержавеющая сталь естественным образом сопротивляется коррозии, что может свидетельствовать о том, что пассивация не требуется.
Однако в нормальных, реальных условиях любое из следующего может препятствовать образованию оксидной пленки, защищающей от коррозии:
- посторонний материал в производственной среде (цеховая грязь, шлифовальная стружка)
- Добавление сульфидов в нержавеющую сталь для улучшения обрабатываемости
- частицы железа от режущих инструментов, внедренные в поверхность деталей из нержавеющей стали.

Такие загрязнения должны быть удалены до границ зерен поверхности, чтобы восстановить однородную коррозионно-стойкую поверхность. Процесс пассивации исправляет эти проблемы.
Какая пассивация НЕ является
- Не электролитической. Пассивация — это химическая обработка, а не электролитический процесс . Пассивация не зависит от электрохимических реакций, в отличие от электрополировки или анодирования.
- Не для удаления накипи. Пассивирование не является методом удаления окалины с обработанных деталей после термической обработки или сварки.
- Без слоя краски. Пассивированная нержавеющая сталь не меняет цвет или внешний вид металла. Пассивирование не требуется для изделий, которые будут окрашены или покрыты порошковой краской.
Как пассивировать нержавеющую сталь
Существует множество спецификаций пассивации (ASTM A967, AMS 2700), которые содержат инструкции по правильному процессу пассивации нержавеющей стали, титана и других материалов. Следующие этапы химической очистки и пассивации являются общими почти для всех спецификаций:
Следующие этапы химической очистки и пассивации являются общими почти для всех спецификаций:
- Очистка — удаление любых загрязнений с поверхности, таких как жир и масла.
- Пассивация – Выполнение химической обработки путем погружения в ванну с кислотой, обычно азотной или лимонной кислотой.
- Испытание . Испытание недавно пассивированной поверхности из нержавеющей стали для обеспечения эффективности этапов процесса.
В некоторых спецификациях по пассивации нержавеющей стали требуется добавление дихромата натрия в ванну с азотной кислотой, чтобы обеспечить более быстрое образование оксидного слоя или пассивирующей пленки. Однако дихромат натрия является высокотоксичным соединением шестивалентного хрома. Альтернативные методы включают использование ультразвуковых аппаратов и лимонной кислоты, такой как CitriSurf®, для стимулирования образования кислорода на поверхности металла, пока материал все еще погружен в ванну с кислотой.
Продолжительность погружения в резервуар с кислотой обычно составляет 20–30 минут. Температурные характеристики кислоты могут варьироваться в зависимости от марки нержавеющей стали и химического состава кислоты, но обычно составляют от 120 до 150 °F.
Видео: Полностью автоматизированная система пассивации лимонной кислотой
Этапы процесса пассивации деталей из нержавеющей стали
Что такое процесс пассивации? Для сборки линии пассивации требуется процесс, который одновременно очищает и пассивирует нержавеющую сталь. Общие этапы процесса пассивации нержавеющей стали следующие:
- Щелочная очистка материалов для удаления всех загрязнений, масел и посторонних материалов. Обычно использует моющие средства, такие как гидроксид натрия, Micro-90 или Simple Green.
- Промывка водой – Обычно деионизированной (деионизированной) водой или водой обратного осмоса (RO) в высокоточных отраслях промышленности
- Иммерсионная ванна с азотной или лимонной кислотой (CitriSurf) для полного растворения любого свободного железа и сульфидов и ускорения образования пассивной пленки или оксидного слоя
- Промывка водой – обычно деионизированной водой в высокоточных отраслях промышленности
- Вторая промывка водой – обычно с деионизированной водой в высокоточных отраслях промышленности
- Сухие детали
- Испытание образцов деталей в соответствии со стандартами спецификаций с использованием соляного тумана, воздействия камеры с высокой влажностью или испытаний с сульфатом меди.

Он пассивирован? Варианты проверки пассивации
В зависимости от используемого стандарта пассивации доступны различные варианты проверки пассивации для проверки правильности пассивации нержавеющей стали. Следующие тесты на пассивацию доступны в ASTM A9.67 стандарт:
- Испытание на погружение в воду – требуется не менее 24 часов и использование резервуара с дистиллированной водой.
- Испытание на повышенную влажность — требуется минимум 24 часа в камере влажности.
- Испытание в солевом тумане — требуется минимум 2 часа в испытательной камере в соляном тумане.
- Тест на сульфат меди — этот быстрый тест занимает всего 6 минут, но его нельзя использовать для марок стали с содержанием хрома менее 16% или для деталей, используемых в пищевой промышленности.
- Испытание на феррицианид калия и азотную кислоту – Также называется испытанием на ферроксил. Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности.
- Испытание на свободное железо – альтернатива испытаниям на погружение в воду и испытание на высокую влажность, особенно подходящее для крупных деталей, которые не помещаются в резервуар или шкаф.
 Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности.
Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности.На что обратить внимание при пассивации металлов
Пассивацию можно рассматривать как контролируемую коррозию. Кислотная ванна растворяет или разъедает свободное железо на поверхности однородным контролируемым образом. При неправильном контроле неконтролируемая коррозия может привести к явлению, известному как «взрывная атака». При внезапной атаке на металле появляется темная, сильно протравленная поверхность — именно та коррозия, которую должен предотвратить пассивный слой.
Очистка раствора кислоты от загрязнений имеет решающее значение для предотвращения флэш-атаки. Часто средство так же просто, как повторное наполнение кислотной ванны свежим раствором. Рекомендуется регулярно заменять раствор кислоты, чтобы предотвратить накопление загрязняющих веществ в растворе. Использование воды более высокого качества (вода обратного осмоса или деионизированная вода) с меньшим содержанием хлоридов, чем водопроводная вода, также может решить проблемы с мгновенной атакой.
Часто средство так же просто, как повторное наполнение кислотной ванны свежим раствором. Рекомендуется регулярно заменять раствор кислоты, чтобы предотвратить накопление загрязняющих веществ в растворе. Использование воды более высокого качества (вода обратного осмоса или деионизированная вода) с меньшим содержанием хлоридов, чем водопроводная вода, также может решить проблемы с мгновенной атакой.
Тщательная очистка деталей из нержавеющей стали ПЕРЕД кислотной ванной также имеет решающее значение. Любая смазка или смазочно-охлаждающая жидкость, оставшиеся на деталях, имеют тенденцию образовывать пузырьки, которые мешают процессу. В этих случаях рассмотрите возможность использования обезжиривателя или замены моющих средств, чтобы убедиться, что деталь полностью свободна от загрязнений. В некоторых случаях термические оксиды от термической обработки или сварки могут потребовать шлифовки или травления для удаления перед пассивацией.
Избегайте одновременного смешивания марок нержавеющей стали (например, серии 300 и серии 400) в кислотной ванне, так как это может привести к гальванической коррозии.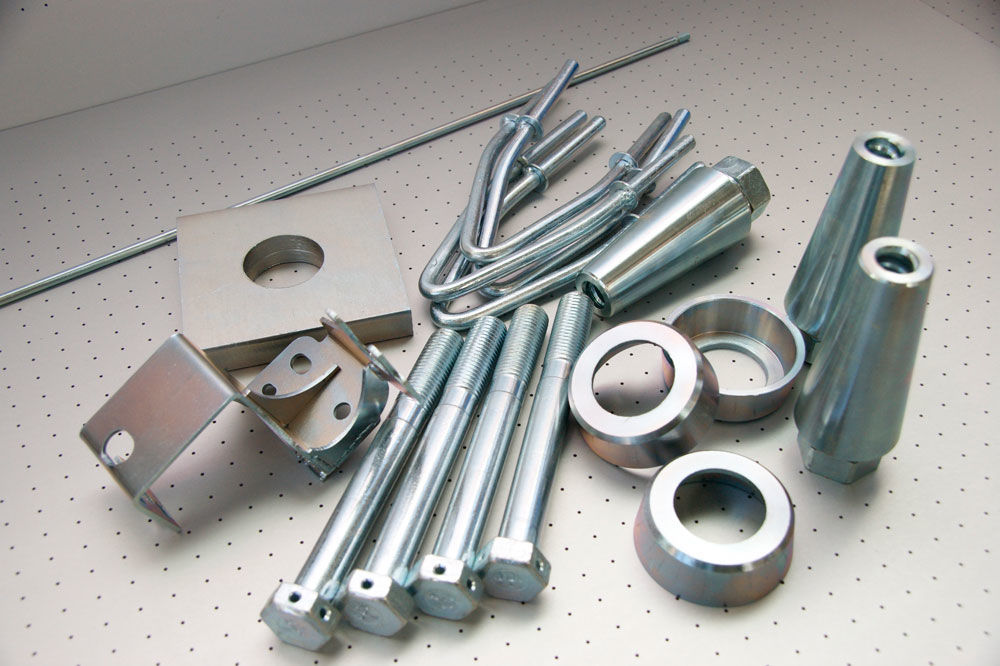 В этой ситуации менее благородный металл корродирует быстрее, чем это было бы, если бы разнородные металлы не находились в контакте в растворе.
В этой ситуации менее благородный металл корродирует быстрее, чем это было бы, если бы разнородные металлы не находились в контакте в растворе.
Какое оборудование для пассивации мне нужно?
Компания Best Technology признана лидером отрасли в области оборудования для пассивации, резервуаров, систем и линий. Наши эксперты знают, как тщательно сбалансировать химию, температуру и время погружения, чтобы соответствовать требованиям пассивации и избежать дорогостоящих ошибок. Мы предлагаем широкий спектр оборудования от настольных машин до интегрированных мокрых столов и полностью автоматизированных систем. Наши инженеры по применению могут разработать оборудование, отвечающее вашим требованиям и спецификациям.
Собирая информацию о запуске новой линии пассивации, обязательно ознакомьтесь с нашим контрольным списком процесса пассивации. Когда вы будете готовы, свяжитесь с нами, чтобы поговорить с нашими экспертами по процессам пассивации.
Типы оборудования для пассивации
Доступно оборудование для пассивации с резервуарами различных размеров. Самые маленькие системы начинаются с размера бака 1,25 галлона, а самые большие системы работают до 500+ галлонов. Система пассивации обеспечивает интегрированное удобство упрощения нескольких этапов процесса (например, промывка, полоскание, пассивация, полоскание и сушка) в одном унифицированном оборудовании.
Самые маленькие системы начинаются с размера бака 1,25 галлона, а самые большие системы работают до 500+ галлонов. Система пассивации обеспечивает интегрированное удобство упрощения нескольких этапов процесса (например, промывка, полоскание, пассивация, полоскание и сушка) в одном унифицированном оборудовании.
Типы систем включают:
- Небольшое настольное оборудование для пассивации
- Оборудование для пассивации мокрого стола
- Автоматизированные системы пассивации
- Системы иммерсионной пассивации с мешалкой
Щелкните любое из следующих изображений, чтобы узнать больше об этом типе оборудования.
Малое настольное оборудование для пассивации
Оборудование для мокрой пассивации
Автоматизированные системы пассивации
Системы иммерсионной пассивации с мешалкой
Стандарты и спецификации пассивации
их продукты. Одной из таких аккредитаций является NADCAP, или Национальная программа аккредитации подрядчиков в области аэрокосмической и оборонной промышленности. Использование автоматизированной системы пассивации обеспечивает строгие документированные параметры управления технологическим процессом в соответствии с требованиями валидации.
Одной из таких аккредитаций является NADCAP, или Национальная программа аккредитации подрядчиков в области аэрокосмической и оборонной промышленности. Использование автоматизированной системы пассивации обеспечивает строгие документированные параметры управления технологическим процессом в соответствии с требованиями валидации.
Часто задаваемые вопросы о проверке процесса
Что входит в процесс проверки пассивации?
В мире медицинских устройств необходимо проверить процесс пассивации. Но что это значит и как это работает?
Валидация — это процесс, гарантирующий, что используемый вами процесс пассивации будет воспроизводить воспроизводимые и предсказуемые результаты каждый раз, когда партия деталей проходит через этот процесс. Утверждая процесс, вы можете отказаться от тестирования каждой детали, чтобы доказать, что она правильно пассивирована.
Как правило, процесс проверки разбит на три отдельные части: IQ, OQ и PQ. Давайте посмотрим на каждую часть.
IQ или квалификация по установке — это первая часть. Он разработан с описанием машины — что это такое? Что это делает? и т. д. Он также рассматривает компоненты машины, датчики, переключатели, ПЛК и т. д. Он содержит описание машины и ее частей — что это такое и как оно работает?
OQ или операционная квалификация является второй частью. По сути, это помогает вам проверить IQ — работает ли машина так, как предполагается? Делают ли компоненты то, для чего они предназначены? и т.д. – все ли работает так, как задумано?
PQ или квалификация процесса — это третья часть пассивационного теста. Если IQ — это теория того, как вещи ДОЛЖНЫ работать, а OQ — это практика того, как вещи ДЕЙСТВИТЕЛЬНО работают, то PQ определяет, как ПОСЛЕДОВАТЕЛЬНО работает машина. Вы создаете DOE (план экспериментов), который тестирует оборудование в верхней и нижней части допустимых диапазонов и запускает части для проверки результатов по всему диапазону переменных. Теперь, когда машина работает в указанном диапазоне времени, температуры и/или концентрации кислоты, вы знаете, что ваши детали будут соответствовать спецификациям.
Это цель процесса проверки пассивации.Почему автоматизированные системы легче обрабатывать, чем ручное оборудование?
Контроль и стабильность процесса являются критически важными аспектами регулируемых медицинских устройств и аэрокосмических процессов. Важно обеспечить, чтобы у процесса были пределы входных и выходных переменных, которые определены и полностью протестированы во время проектирования процесса, аттестации оборудования (IQ), эксплуатационной квалификации (OQ) и квалификации процесса (PQ). Настройка надлежащего DOE (дизайна экспериментов) для проверки этих пределов также важна, поскольку результаты DOE дадут статистические доверительные интервалы пределов.
Поскольку операторы и сотрудники выполняют различные технологические операции по-разному, независимо от того, как указано в рабочих инструкциях, различия между операторами также должны быть зафиксированы во время проверки квалификации процесса (PQ). Автоматизированная система, как правило, устраняет большую часть вариативности оператора в производственном процессе, и это устранение «входных» данных процесса также позволяет более жестко контролировать выходной процесс.
Например, в нашей автоматизированной системе пассивации устранение необходимости полагаться на оператора для перемещения корзины с деталями от этапа к этапу гарантирует, что детали остаются в соответствующих растворах (промывка, ополаскивание, кислотная пассивация и т. д.) для определенного процесса. раз и в соответствии с надлежащим ASTM A967, AMS2700 и т. д. спецификации. Если корзина для деталей погружается в кислотный пассивирующий раствор на слишком короткое или длительное время, пассивация, скорее всего, не удастся и выйдет за пределы спецификации.

 Это цель процесса проверки пассивации.
Это цель процесса проверки пассивации.
Нет вопросов, соответствующий текущему фильтру
Отраслевые стандарты – Спецификации пассивации
Ищете спецификацию пассивации нержавеющей стали ? Существует множество отраслевых стандартов, дающих определение «как пассивировать». Наиболее часто используемыми стандартами являются ASTM A9.67 и AMS 2700.
| Стандарт | Название/Описание |
| ASTM A967 | Стандартные технические условия для химической пассивации деталей из нержавеющей стали
|
| АМС 2700 | Пассивация коррозионностойких сталей
|
| ASTM A380 | Стандартная практика очистки, удаления накипи и пассивации деталей, оборудования и систем из нержавеющей стали
|
| АМС-QQ-P-35 | (заменено) Пассивирующая обработка коррозионностойкой стали
. |
| ASTM F86 | Стандартная практика подготовки поверхности и маркировки металлических хирургических имплантатов |
| ASTM F983 | Стандартная практика постоянной маркировки компонентов ортопедических имплантатов |
| ASTM B600 | Стандартное руководство по удалению накипи и очистке поверхностей из титана и титановых сплавов
|
| АМС-СТД-753 | Детали из коррозионностойкой стали: отбор проб, проверка и испытание на поверхностную пассивацию |
| BS (британский стандарт) EN 2516 | Аэрокосмическая серия: Пассивация коррозионностойких сталей и обеззараживание сплавов на основе никеля |

Военные спецификации и стандарты
| Стандарт | Относится к | Название/Описание |
| MIL-HDBK-808 | QQ-P-35 MIL-STD-753 | Отделка, защита и коды для схем отделки наземного и вспомогательного оборудования:
. |
| MIL-DTL-14072 | АСТМ А380 | Отделка для наземного электронного оборудования:
|
| MIL-DTL-5002 | АСТМ А967 АМС 2700 | Обработка поверхности и неорганические покрытия для металлических поверхностей оружейных систем:
|
| MIL-STD-171 | ASTM A967 AMS 2700 ASTM A380 | Отделка металлических и деревянных поверхностей:
|
 3.2.4.1
3.2.4.1 1.4.2
1.4.2Ведущий в отрасли опыт
Производители аэрокосмического и медицинского оборудования полагаются на опыт компании Best Technology в области проектирования и разработки оборудования и процессов. Запросите сегодня для получения дополнительной информации о том, как ваша компания может извлечь выгоду из нашего оборудования для пассивации и технологического процесса.
Что это такое и как это работает?
Пассивирование нержавеющей стали
Многие производители сантехники знают, что нержавеющие стали, такие как 304 и 316, являются «нержавеющими» и устойчивы к коррозии, поскольку они представляют собой сплавы с некоторыми ключевыми компонентами. Некоторые даже знают, что оборудование для обработки нержавеющей стали образует внутренний слой, защищающий металл от разрушительной коррозии. Но что трудно представить, так это то, что этот защитный слой имеет толщину всего от одного до трех нанометров . Глубина всего в несколько атомов, но этого достаточно, чтобы обеспечить необходимую защиту, если условия подходящие и остаются стабильными.
Глубина всего в несколько атомов, но этого достаточно, чтобы обеспечить необходимую защиту, если условия подходящие и остаются стабильными.
Это невообразимо тонкое внутреннее покрытие известно как пассивный слой, а пассивация — это процесс его формирования.
Уязвимость железа к коррозии
Железо является основным компонентом нержавеющей стали, но все видели, что для того, чтобы оно ржавело и разрушалось, требуется только вода или влажный воздух. Это происходит, когда железо химически реагирует с водой и кислородом, и происходит это самопроизвольно из-за химической структуры этих материалов .
Пока присутствуют железо, вода и кислород, ржавление будет продолжаться до тех пор, пока все железо не будет израсходовано и не превратится в хлопьевидное или порошкообразное ярко-оранжевое вещество, с которым мы все знакомы. Это вещество технически состоит из одного или нескольких составов оксида железа (атомы железа, кислорода и водорода).
Поскольку существует очень мало сред, не содержащих воды и кислорода, железо, как правило, всегда будет ржаветь, если не будут приняты меры для его защиты. Одним из таких способов является сплав железа с другими металлами, что люди делали и постоянно совершенствовали на протяжении тысячелетий. Во время железного века, который закончился примерно за 500 лет до н. э., железо сплавляли с углеродом для получения стали, а за тысячи лет до этого его впервые сплавили с никелем.
Отличие хрома
Перенесемся на несколько тысячелетий вперед, в середину 1800-х годов, и металлурги обнаружили, что добавление хрома в железо делает его более прочным и пластичным для изготовления инструментов, инструментов и других предметов. Хром был выделен как материал всего около 50 лет назад. Вплоть до начала 20 века хром добавляли к железу только в количестве менее 5%.
Только когда металлурги добавили более 5%, они обнаружили, что хром предотвращает ржавление железа. Вскоре после этого формула 18% хрома и 8% никеля, добавленного к железу, стала повсеместно использоваться в качестве нержавеющей стали 18/8 для столовых приборов и кухонного оборудования. 18/8 фактически входит в современную серию нержавеющих сталей 300 наряду с нержавеющими сталями 304 и 316.
Вскоре после этого формула 18% хрома и 8% никеля, добавленного к железу, стала повсеместно использоваться в качестве нержавеющей стали 18/8 для столовых приборов и кухонного оборудования. 18/8 фактически входит в современную серию нержавеющих сталей 300 наряду с нержавеющими сталями 304 и 316.
Так как же хром предотвращает коррозию?
В результате химической реакции, называемой пассивацией. «Пассивный» в основном означает нереактивный, , и это то, что хром делает со сталью — защищает ее от химической активности и, следовательно, от коррозии. Хром соединяется с кислородом с образованием оксида хрома (Cr2O3 — два атома хрома и три кислорода, хотя существует и другая форма оксида хрома с одним атомом хрома и одним атомом кислорода).
Хотя пассивный слой естественным образом образуется в сплавах с содержанием хрома от 10,5% до 12%, 9Оборудование из нержавеющей стали 0021 должно быть обработано с помощью процесса, называемого химической пассивацией, чтобы обеспечить его немедленную и надлежащую защиту.
Процесс пассивации
При химической пассивации происходят два процесса, но необходимость двух шагов зависит от того, как они выполняются.
Первым шагом является нанесение кислоты на внутреннюю часть оборудования . Кислота реагирует с железом, удаляя его с поверхности. Если его не удалить с самого начала, оставшиеся места могут превратиться в локальные очаги коррозии, которые со временем разрастутся.
При использовании азотной кислоты она также вступает в реакцию с хромом с образованием пассивного слоя оксида хрома, предотвращая попадание корродирующих веществ на железо под ним.
И хотя азотная кислота является отраслевым стандартом для пассивации, у нее есть недостатки: очень токсичен и опасен в обращении, может привести к взрыву, а ее использование и утилизация строго регламентированы.
Лимонная кислота превосходит азотную кислоту для пассивации по нескольким причинам:
- Он может пассивировать больше видов сплавов нержавеющей стали, поэтому его можно использовать для систем, состоящих из различных сплавов
- Он гораздо менее токсичен и опасен, а также подвержен биологическому разложению, поэтому его утилизация намного проще
- Поскольку он используется в качестве пищевой добавки и находится в списке GRAS (общепризнанных безопасными) Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), он хорошо подходит для использования в производстве продуктов питания и напитков
- Некоторые процессы пассивации удаляют некоторое количество никеля и хрома из сплавов, а также удаляют железо, которое утончает сплавы. пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слоя
 пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слоя
пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слояСледует отметить, однако, что лимонная кислота сама по себе не пассивирует, но она превосходно подготавливает поверхности к самопроизвольной пассивации в окружающем воздухе.
Важность тщательной предварительной очистки
Также важно подчеркнуть, что важнейший первый шаг — очистка — необходим для устранения загрязнений, которые могут нарушить процесс пассивации. В процессе обработки частицы железа могут стираться с режущего инструмента и переходить на поверхность заготовки из нержавеющей стали. На детали из нержавеющей стали могут попасть другие вещества, такие как смазка и охлаждающая жидкость из цеховой среды. Если их не удалить, эти частицы могут нарушить процесс пассивации и посеять семена коррозии.
Хотя может показаться разумным предположить, что кислотная ванна удалит жир и другие загрязняющие вещества, все это возвращается к химии на микроуровне с коррозией.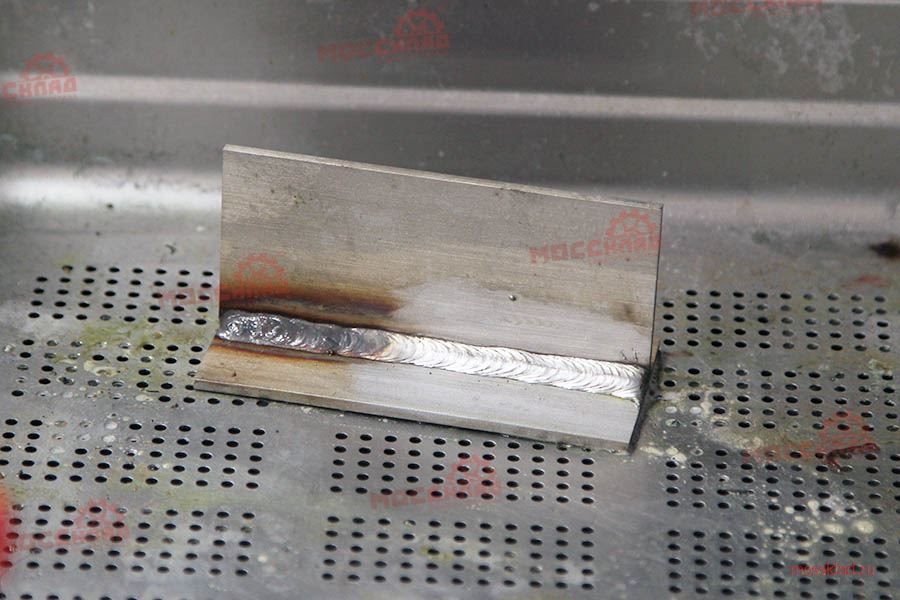 Жиры реагируют с кислотами с образованием пузырьков газа, которые прилипают к поверхности металла, препятствуя пассивации. Обезжириватели или другие подходящие коммерческие чистящие средства следует использовать для первоначального процесса очистки.
Жиры реагируют с кислотами с образованием пузырьков газа, которые прилипают к поверхности металла, препятствуя пассивации. Обезжириватели или другие подходящие коммерческие чистящие средства следует использовать для первоначального процесса очистки.
Обслуживание пассивного слоя — когда он самовосстанавливается и когда он не восстанавливается отопление и охлаждение.
Если в сплаве присутствует достаточное количество кислорода, чтобы соединиться с хромом (и другие условия соблюдены), пассивный слой «самовосстанавливается», что является одним из основных преимуществ нержавеющей стали.
Однако химические реакции также могут повредить пассивный слой и/или помешать его успешному формированию или преобразованию. Предположим, в ваших процессах используются определенные химические вещества при определенных обстоятельствах, например при высоких температурах. В этом случае вы не сможете полагаться на пассивный слой для защиты ваших инвестиций в оборудование, потому что коррозия будет неизбежной.
Процессы, которые являются более требовательными из-за используемых химикатов, условий обработки или того и другого, означают, что вам следует рассмотреть возможность перехода с нержавеющей стали на коррозионно-стойкие сплавы.
Эти сплавы, в том числе Hastelloy® C-22® и AL-6XN®, содержат больше никеля, хрома и молибдена, чем нержавеющие стали 304 и 316, и включают вольфрам .
Эти добавки обеспечивают значительное повышение коррозионной стойкости и предназначены для работы в очень сложных условиях, связанных с хлоридами, редуцирующими кислотами и солями.
Даже если пассивный слой системы обработки успешно справляется с ежедневными потребностями, рекомендуется регулярная повторная пассивация системы в рамках текущего обслуживания.
Как часто проводить повторную пассивацию, которая обычно выполняется путем пропускания пассивирующей кислоты через систему, зависит от того, насколько сложны условия обработки и насколько агрессивны обрабатываемые химические вещества.

Некоторые переработчики повторно пассивируют один раз в год, другие могут делать это чаще, потому что их продукты, например, из помидоров, содержат много хлоридов и едких кислот. Некоторая вода, используемая для обработки, имеет естественное высокое содержание хлоридов и является жесткой для пассивного слоя. В фирмах, занимающихся поставками химикатов, можно приобрести наборы для тестирования, которые будут проверять железо на свободной поверхности. : Если обнаружен высокий уровень, возможно, пришло время пассивировать.
Пассивация нержавеющей сталью и травление
Травление — это процесс, который часто путают с пассивацией, но они служат разным целям. Оба они направлены на улучшение коррозионной стойкости нержавеющей стали и других сплавов за счет создания эффективного пассивного слоя оксида хрома.
В то время как недогрев во время сварки может привести к плохому проплавлению сварного шва, перегрев может негативно повлиять на физические свойства и химический состав нержавеющих сталей и других сплавов. Он может окислять составные металлы, в результате чего металл приобретает диапазон цветов от желтого до коричневого и синего в зависимости от температуры, которой он подвергался, и толщины окисленного слоя. Это обесцвечивание называется «тепловым оттенком».
Он может окислять составные металлы, в результате чего металл приобретает диапазон цветов от желтого до коричневого и синего в зависимости от температуры, которой он подвергался, и толщины окисленного слоя. Это обесцвечивание называется «тепловым оттенком».
В нержавеющих сталях и других сплавах, где хром играет центральную роль в коррозионной стойкости, область теплового оттенка означает, что хром был удален с поверхности металла и не может образовывать пассивный слой. Следовательно, поврежденный, окисленный слой должен быть удален, чтобы вновь обнажить сплав в его первоначальном коррозионно-стойком виде.
Таким образом, при пассивации создается новый слой, а при травлении удаляется поврежденный слой, после чего можно проводить пассивацию.
Как и при пассивации, травление производится химическими веществами, обычно растворами азотной или плавиковой кислоты, причем кислоты гораздо более агрессивны. Травление также может быть выполнено путем электрополировки (когда металл погружается в раствор, по которому течет электрический ток, удаляющий очень тонкий слой поверхности металла) или путем механического удаления, , которые могут оставить мелкие загрязняющие частицы.
Травление также может быть выполнено путем электрополировки (когда металл погружается в раствор, по которому течет электрический ток, удаляющий очень тонкий слой поверхности металла) или путем механического удаления, , которые могут оставить мелкие загрязняющие частицы.
Отраслевые стандарты пассивации
ASTM — международная организация, которая разрабатывает стандарты качества и практики для промышленных материалов, продуктов, услуг и процессов. В настоящее время существует около 12 000 стандартов.
Новые создаются, когда заинтересованные стороны, в том числе торговые ассоциации, государственные учреждения, профессиональные общества, производители и группы потребителей, запрашивают разработку новых по мере необходимости. Новые стандарты разрабатываются одним из более чем 140 технических комитетов, занимающихся конкретными областями знаний.
Технический комитет ASTM G01 по коррозии металлов продвигает знания и исследования, собирает данные и разрабатывает стандартные методы испытаний, практики, руководства, классификации, спецификации и терминологию, относящиеся к коррозии и методам защиты металлов от коррозии.
Однако существует другой комитет, Комитет A01 по стали, нержавеющей стали и родственным сплавам, сфера деятельности которого такая же, как у комитета G01. Разница заключается в том, что касается литых или кованых сталей, нержавеющих сталей и связанных с ними сплавов, а также ферросплавов, и именно этот комитет разработал два стандарта, связанных с пассивацией:
- A380/A380M-17 — Стандартная практика очистки , Удаление накипи и пассивация деталей, оборудования и систем из нержавеющей стали Подкомитет A01.14 по методам испытаний на коррозию
- ASTM A967 / A967M-17 — Стандартные технические условия для химической пассивации деталей из нержавеющей стали
A380/A380M-17 содержит стандартные рекомендации и меры предосторожности по очистке, удалению накипи и пассивации новых деталей, узлов, оборудования и установленных систем из нержавеющей стали, включая: участки, в которых может попасть грязь или чистящие растворы

ASTM A967 / A967M-17 охватывает пассивацию путем обработки погружением с использованием растворов азотной и лимонной кислоты и электрополировки. В нем указаны этапы технологического процесса, то, как должна выглядеть пассивированная поверхность, и тесты, которые следует провести, чтобы показать, что пассивация прошла успешно.
Следующие шаги
Всегда следует соблюдать осторожность при выборе материала для вашей гигиенической системы обработки. Однако со всеми доступными вариантами сделать правильный выбор может оказаться затруднительным. Партнерство с надежной компанией, имеющей большой опыт работы с супераустенитными нержавеющими сталями и никелевыми сплавами, — отличный первый шаг!
CSI является мировым поставщиком санитарных труб и компонентов из суперсплава для производства продуктов питания, напитков, средств личной гигиены, ухода за домом и фармацевтической промышленности. Если у вас есть вопросы о том, как AL-6XN и Hastelloy C-22 могут улучшить ваши технологические системы или сварку суперсплавов, , свяжитесь с CSI по телефону 1-417-831-1411.