Содержание
Какие электроды лучше для инвертора
Содержание
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.


Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
|
Толщина стали (мм) |
1,5-2,0 |
3,0 |
4,0-5,0 |
6,0-12,0 |
>13 |
|
Диаметр электрода (мм) |
2 |
2,5-3 |
3-4 |
4-5 |
5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
| ||||||
|
|
|
2,5 |
3 |
4 |
5 |
6 |
|
|
40-64 |
65-80 |
70-130 |
130-160 |
180-210 |
|
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов.
 В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.

Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Самые качественные электроды для любительской и профессиональной сварки
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
Видео:
 com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Нельзя использовать в работе те электроды, на которых даже частично отсутствует специальное защитное покрытие, а также те, которые находятся в сыром состоянии.
В большинстве случаев профессиональные мастера при работе с инверторами останавливают свой выбор на электродах марки УОНИ, которые дают возможность делать шов с максимальной плотностью.
В том случае, если необходимо выполнить шов с максимальным качеством, как правило, используют электроды марки МР-3С.
Наиболее универсальной и неприхотливой в работе считается марка электродов МР-3, при помощи которых моно проводить работы, в том числе и с ржавыми, а также влажными металлическими поверхностями.
В среде домашних умельцев чаще всего останавливают свой выбор на электродах марки АНО, которые отлично подходят для инверторных аппаратов практически всех типов.
Кусты смородины: почему не надо перекапывать почву осенью
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.

Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Производители качества
Желающие приобрести мебель из массива дерева интересуются не только ценой, но и характеристиками изделия. Десятки фабрик предлагают свою продукцию. Но какой из них отдать предпочтение.
«Шатура-мебель»
Компания основана 50 лет назад. Подтвердила статус изделий многочисленными наградами. Имеет 600 сетевых точек продаж. Марка признана лучшей в России по соотношению цена — качество.
Производитель предлагает клиентам кухни из деревянных массивов всех стилей. Разнообразные цвета гарнитуров отвечают требованиям самых современных дизайнов.
«Лазурит»
Фирма основана в 1996 году в Калининграде. Ассортимент, практичность и экологичность – знак отличия бренда. Клиенты имеют возможность заказать деревянную мебель с доставкой по всей России.
Фабрика оснащена современными технологиями европейского качества. Продукция отвечает заявленным требованиям и стандартам.
«Союз-мебель»
Молодой бренд из Екатеринбурга смог завоевать уважение среди покупателей. Компания профилируется на изготовлении кухонь, в том числе из натуральных материалов.
Производитель предлагает большой выбор гарнитуров как для маленького помещения, так и для больших современных столовых.
Отделка стен панелями под кирпич своими руками: видео
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.

ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.

- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.

- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Лучшие сварочные электроды с рутиловым покрытием
№ 5 — Quattro Elementi 770-421
Quattro Elementi 770-421
Универсальный, очень дешевый электрод с рутиловым покрытием, на совесть упакованный производителем и поэтому не теряющий своих свойств при правильном хранении. Может использоваться в любом направлении, кроме вертикали сверху вниз. Расход составляет 1,7 кг на 1 кг металла.
Электрод ориентирован на сварку малоуглеродистых и низколегированных металлов, часто используется в сферах машиностроения и строительства. Дуга во время работы — мощная и стабильная. В швах во время сварки поры не образуются. Минусы — в упаковке очень мало штук.
Плюсы
- отлично держат дугу
- низкая цена
- легкий розжиг
- делают красивый шов
- хорошая упаковка
Минусы
малое количество электродов в упаковке
Цены на электроды Quattro Elementi 770-421
Quattro Elementi 770-421
№ 4 — Сибртех MP-3C
Сибртех MP-3C
Рутиловый электрод для ручной сварки, который подойдет для различных режимов работы. Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Многие пользователи считают именно эти электроды одними из лучших, практически не имеющими недостатков. Они недорогие, позволяют получить качественный результат сварки, подходят для работы с ответственными конструкциями. Горят мягко, но вот разжечь их непросто — и это главный минус.
Плюсы
- недорогие
- отлично держат дугу
- можно работать во всех направлениях
- отличное соотношение цены и качества
- позволяют получить красивый шов
Минусы
сложно разжечь
Цены на электроды Сибртех MP-3C
Сибртех MP-3C
№ 3 — Fubag FB3
Fubag FB3
Недорогой электрод с рутиловым покрытием, используемый для ручной дуговой сварки, который многие считают достаточно неплохим для своей стоимости. Хорошо упакован, из-за чего практически не испытывает воздействия окружающей среды при длительном хранении. Подойдет для сварки в различных пространственных положениях.
Подойдет для сварки в различных пространственных положениях.
Электрод обеспечивает легкость сварки, без особого труда зажигается как первично, так и повторно. Дуга горит стабильно на протяжении всего рабочего процесса. В целом электрод формирует мало шлака.
Плюсы
- низкая цена
- можно использовать в различных пространственных положениях
- формируют мало шлака
- легко разжигаются
- хорошая упаковка
Минусы
не обнаружено
Цены на электроды Fubag FB3
Fubag FB3
№ 2 — Ресанта МР-3
Ресанта МР-3
Это одни из самых распространенных в России электродов с рутиловым покрытием, практически не получающих никаких претензий от сварщиков. Продаются по умеренной цене, практически не отсыревают при хранении, позволяют получить прочный и надежный шов.
Электрод требует прокалки перед началом работ, длительность прокаливания — около 60 минут, но при сравнительно невысокой температуре до 170 градусов. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Плюсы
- умеренная цена
- легко разжигается
- можно работать с разными видами стали
- обеспечивают прочный шов
- очень популярный вариант
- шлак легко отделяется
Минусы
требуют длительной прокалки
Цены на электроды Ресанта МР-3
Ресанта МР-3
№ 1 — ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Электроды, которые производятся в России, но под контролем компании из Швеции. Умеренная стоимость и высокое качество результатов работы делают эти изделия одними из самых популярных и одними из лучших на рынке по мнению многих.
Эти электроды обеспечивают хорошую стабильную дугу, отлично горят даже при небольшом отсыревании, превосходно разжигаются. Ими можно работать при разных типах сварки, в любом пространственном направлении. Шов в результате работы такими электродами получается красивый. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Плюсы
- приятная стоимость
- производятся под контролем шведов
- можно работать с грязным или ржавым металлом
- легко разжигаются
- обеспечивают отличную дугу
Минусы
не подойдут для сварки труб
Подведение итогов
Если прогресс предполагает пользоваться какими-либо инструментами в силу развития, это делать нужно. Такое правило касается и сварочных работ. Мобильные аппараты создавались не зря и имеют ряд положительных характеристик, в том числе затрагивают и определение преимущества видов электродов. Сварка может быть качественной лишь тогда, когда все подобранное – от аппарата до материала и металла – соответствует назначенной цели. Это первое правило для начинающих сварщиков, которым руководствуются и профессионалы.
Лучшие или худшие варианты электродов могут быть определены для начинающего работника лишь по истечении какого-то времени и с опытом. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Правильный выбор вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных машин переменного тока GTAW, которые включают технологию прямоугольной волны.
Выбор правильного вольфрама становится все более важным вопросом с инверторной технологией, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенный запуск дуги, более стабильную дугу и контроль баланса. С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
Сегодняшние инверторные машины переменного тока GTAW увеличили свою скорость, расширив контроль баланса переменного тока с 30 до 99 процентов EN, а также их возможность регулировать выходную частоту сварки переменным током в диапазоне от 20 до 250 Гц.
Инверторный сварочный аппарат AC GTAW подходит для сварки алюминия, поскольку он позволяет точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты, обеспечивая улучшенное управление направлением.
Регулятор частоты переменного тока можно представить как регулируемое сопло на пожарном шланге: оно изменяет форму и силу потока воды — или, в данном случае, сварочного тока — от широкого веера к более сфокусированному потоку. Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для применений переменного тока, потому что он образовывал гладкий шар. Редкоземельные вольфрамовые электроды, хотя и подходят для отрицательных электродов постоянного тока (DCEN), имеют тенденцию образовывать небольшие конкреции, а не гладкие шарики при использовании в обычных приложениях.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке переменным током, поскольку ток чередуется между рабочим и вольфрамовым электродом, больше тепла направляется на электрод, чем при DCEN. Это проблема, потому что редкоземельные вольфрамовые электроды начинают трескаться и раскалываться под воздействием тепла обычной сварки переменным током, а электричество или дуга излучаются под разными углами. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Несмотря на то, что чистый вольфрам обладает необходимыми свойствами скатывания для обычного GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфраму для увеличения его пропускной способности по току, что позволяет ему выдерживать большее количество тепла и сохранять точку.
| Рисунок 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скругленные. Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу. |
Использование редкоземельного вольфрама имеет смысл с инверторной технологией, поскольку инверторы отводят больше тепла от вольфрама. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Для сварки переменным током с инвертором GTAW вольфрам должен быть подготовлен так же, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент и частота EN, тем острее останется точка. Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Конечно, если в вашей процедуре сварки используется чистый вольфрам, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут концентрировать тепло на сварном шве, а не на электроде.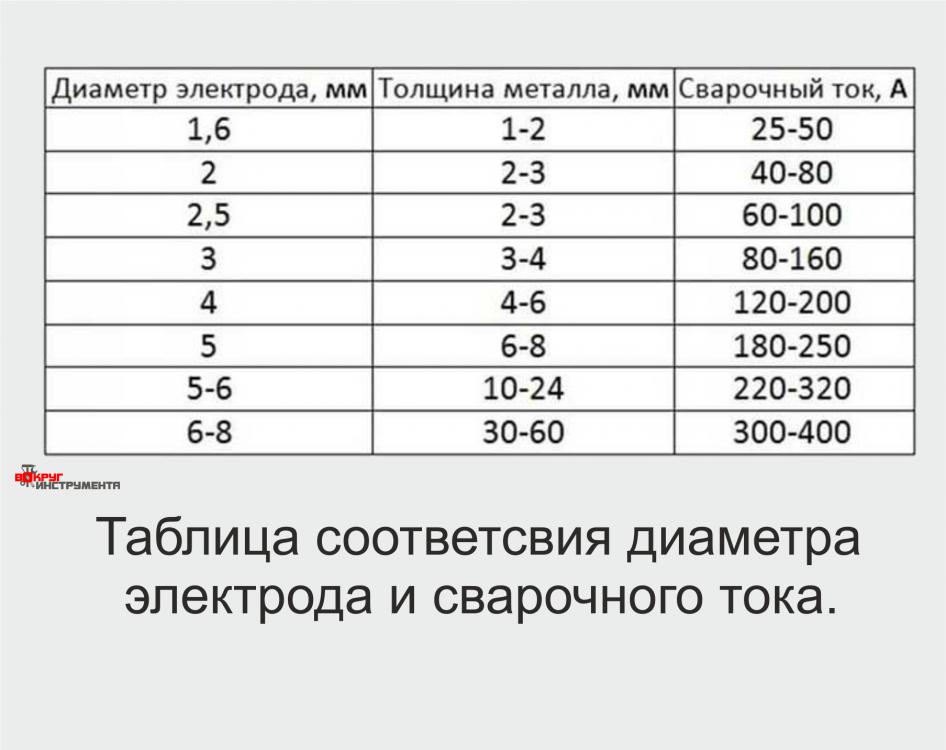 Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
| Рис 3 Большинство экспертов рекомендуют электроды с церием и лантана для сварки как на переменном, так и на постоянном токе из-за их производительности и отсутствия радиации. Испытания показали, что цериевые и лантансодержащие электроды по своим сварочным свойствам не уступают торированным электродам и могут применяться практически для любых сварочных работ. Следует помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы.
Даже среди редкоземельных вольфрамов существуют различия (см. Если для металла, который вы свариваете, требуется инвертор, один вольфрамовый электрод может работать почти во всех случаях. Если вы свариваете алюминий или магний инвертором переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к получению всех преимуществ инверторной технологии. Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com. Лучший универсальный вольфрамовый электрод для сварки TIG — Магазин Weldmonger Мой быстрый ответ: 2% лантана. И вот почему… Я предпочитаю, чтобы все было как можно проще. Не поймите меня неправильно, если бы я думал, что использование нескольких различных типов вольфрама поможет моей сварке, я бы так и сделал. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов. Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Если у меня есть несколько различных типов вольфрамовых электродов в моем наборе инструментов, я не могу легко отличить их друг от друга без цветового кода. Когда я работал в аэрокосмической отрасли, отдел безопасности потребовал от меня найти замену электродам с 2%-ным содержанием тория из-за всех негативных новостей о том, что электроды с торием радиоактивны. Поэтому я провел довольно обширные испытания, чтобы определить лучший универсальный вольфрамовый электрод как для постоянного, так и для переменного тока, который будет работать со всеми металлами, сталями, суперсплавами, титаном, алюминием, магнием и т. Для меня три критерия, которые были наиболее важными для TIG-сварки всего, от толщины бритвенного лезвия на постоянном токе до толстых алюминиевых и магниевых отливок на переменном токе: при 200 амперах переменного тока с вольфрамом 3/32 дюйма. Если вольфрамовый электрод соответствует этим трем критериям, то это хороший выбор для универсального вольфрамового электрода. Итак, я проверил:
На DC были очень незначительные отличия — все они работали довольно хорошо. Но на переменном токе 2% лантана был намного более стабильным до 200 ампер, чем остальные. Электроды с 2% лантана хорошо работали при запуске дуги постоянного тока с низким током 1 ампер, а также лучше других работали на переменном токе, независимо от того, использовался ли сварочный аппарат с трансформатором или инвертор. Я не хочу создать ложное впечатление, что 2% лантаната лучше всего подходит для каждого отдельного применения ….потому что не существует единственного типа вольфрама, который лучше всего подходит для каждого конкретного применения. Вам потребуется несколько различных типов вольфрама, чтобы получить наилучшее качество для каждого применения, и иногда разница будет настолько мала, что ее будет трудно определить. Со всеми тестами сварки в аэрокосмической отрасли, которые я проводил, со всеми работами в мастерской, которые я выполнял за последние 10 или 11 лет, и со всеми видеороликами, которые я сделал на YouTube, я использовал только электроды с 2% лантана примерно с 2009 года. И это, безусловно, облегчило мне задачу! Итак, если вы ищете лучший универсальный вольфрамовый электрод для сварки TIG всех металлов, я надеюсь, что эта статья поможет вам упростить задачу. |
 0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
 д.
д.
