Содержание
26. Изготовление сварных труб
Сварные
трубы производят с продольным (одним
или двумя) и спиральным швом..
Процесс
производства сварных труб состоит из
следующих основных операций: формовки
заготовки, сварки кромок заготовки и
уменьшения (редуцирования) диаметра
полученной трубы.
Для
производства сварных труб применяют
все существующие методы сварки. По
характеру используемой энергии процессы
сварки, применяемые при производстве
труб, можно разделить на химическую
сварку, электрохимическую сварку и
электрическую сварку.
К
химической сварке
относят такие виды сварки, в которых
используют тепло химических реакций;
при производстве труб к химической
сварке относятся печная и газовая,
использующие тепло сгорания горючих
газов.
К
электрической сварке
относят все виды сварки, в которых для
сварки используют тепло, выделяемое
электрическим током; в производстве
труб используют контактную, дуговую,
индукционную и радиочастотную сварку.
Контактная
сварка
основана на выделении максимального
количества тепла при прохождении током
места контакта свариваемых кромок.
Различают контактную сварку сопротивлением
и оплавлением. При контактной сварке
сопротивлением кромки нагревают ниже
температуры плавления, и происходит
сварка давлением; при сварке оплавлением
поверхность свариваемых кромок
нагревается до температуры плавления,
и процесс сварки носит промежуточный
характер между сваркой давлением и
сваркой оплавлением. Контактную сварку
сопротивлением широко применяют для
производства труб малых и средних
диаметров (8-426 мм). Контактная сварка
оплавлением (вспышкой) применялась для
производства труб большого диаметра
(426-820 мм) и в настоящее время вытесняется
дуговой сваркой под слоем флюса.
Дуговая
сварка
основана на использовании тепла,
выделяемого электрической дугой. При
производстве труб применяют дуговую
сварку под слоем флюса и дуговую сварку
с защитой дуги инертным газом (аргоном
или гелием) для производства труб из
коррозионностойких и других
высоколегированных сталей.
Индукционная
сварка
основана на использовании тепла,
выделяемого токами, индуктированными
в свариваемых кромках. В производстве
труб диаметром 8-530 мм применяют токи
различной частоты (1-400 кГц).
Радиочастотная
сварка
основана на использовании эффекта
близости и поверхностного эффекта при
прохождении токов высокой частоты в
свариваемых кромках, этот метод сварки
также применим для труб диаметром 8-530
мм.
электрохимическая
или газоэлектрическая сварка;
в процессе производства труб используют
атомно-водород-ную, плазменную и
электронно-лучевую сварку. При
атомно-водородной сварке тепло независимой
электрической дуги передают свариваемым
кромкам атомы диссоциированного
водорода. При плазменной сварке используют
так называемую холодную плазму, полученную
способом ионизации электрическим
разрядом путем создания электронной
лавины.
Производство
сварных труб осуществляется на
трубосварочных агрегатах, представляющих
собой комплекс машин и механизмов,
предназначенных для получения сварных
труб, их транспортирования, горячей и
холодной отделки, складирования, упаковки
и т.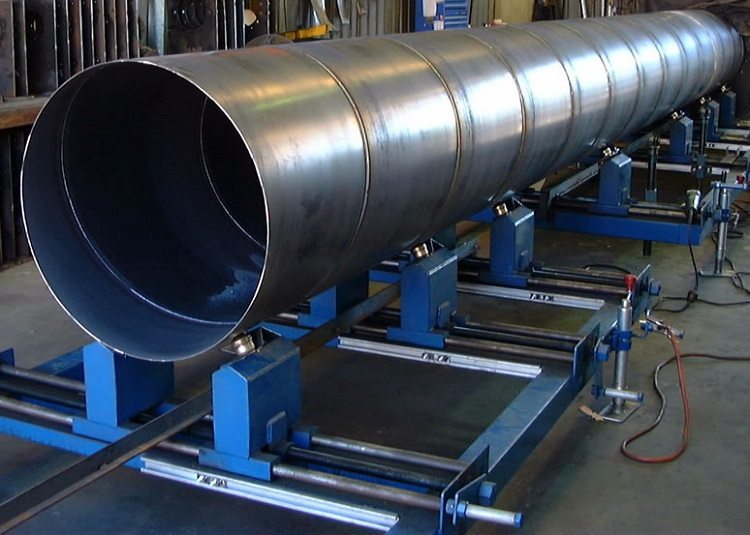 п.
п.
Линии для изготовления электросварных труб
Стальные электросварные трубы обладают высокой прочностью, относительно небольшой массой, пластичностью и применяются в различных отраслях промышленности, строительстве и пр.
Сварные трубы диаметром до 1400 мм для стальных трубопроводов изготавливают следующих видов:
— прямошовные по ГОСТ 10704-91, ГОСТ 10706-76 и ГОСТ 10705-80;
— спиральношовные по ГОСТ 8696-74;
— водогазопроводные по ГОСТ 3262-75.
Сварные трубы изготавливают из различных сталей, например: по ГОСТ 380-88 или ГОСТ 19281-89.
Трубы изготавливаются на линиях холодной прокатки труб роликами, путем последовательного формования плоской ленты в трубу. Для сварки шва, заготовка разогревается электрическим током в индукционной катушке, сжимается прижимными роликами и сваривается.
Полный технологический цикл получения электросварных труб
Структурная схема линии
Принцип работы линии для производства стальных прямошовных электросварных труб:
1. Гидравлический размотчик подает ленту (штрипс) к сварочному устройству.
Гидравлический размотчик подает ленту (штрипс) к сварочному устройству.
2. Материал ровно обрезается и сваривается встык, затем с помощью втягивающего устройства штрипс поступает в накопитель.
3. Накопительная клеть предназначена для обеспечения бесперебойной работы линии. Для предотвращения спутывания штрипса ширина клети регулируется винтовой системой вручную.
4. После накопителя штрипс подается в формообразующее устройство, где происходит формирвание круглой заготовки трубы.
5. Далеее происходит процесс сварки.
6. Обрезка шва резаком.
7. Охлаждение.
8. Затем труба подается к калибрующей системе, там ей придается требуемая форма (квадратная, прямоугольная, либо окончательно выравнивается круглая).
9. Передвижное отрезное устройство, «летающий резак», с ЧПУ, захватывает трубу и производит отрезку заданной длины.
10. Готовая продукция подается на стол приема готовой продукции (штабелер).
11. Далее продукция может быть упакована, промаркирована и складирована.
Формирующие ролики
Линии для изготовления прямошовных труб из низкоуглеродистых сталей
Линии производства Китай
от
111 000
Долларов США
Стоимость указана без НДС и учета доставки.
Точная стоимость рассчитывается через менеджера.
Отправить запрос
Линии для изготовления круглых и профильных электросварных труб из низкоуглеродистой стали с δs ≤ 345Mpa, δb ≤ 610Mpa, предназначенных для применения в промышленности, строительстве, мебельном производстве, прокладки различных трубопроводов и т.д.
Линии для изготовления прямошовных труб из нержавеющей стали
от
62 000
Долларов США
Стоимость указана без НДС и учета доставки.
Точная стоимость рассчитывается через менеджера.
Отправить запрос
Линии для изготовления круглых и профильных (квадратных, прямоугольных) труб из нержавеющей стали, предназначенных для применения в промышленности, строительстве, мебельном производстве, медицине и т.д.
Машины для полировки труб
Цена по запросу
Отправить запрос
Для полировки наружной поверхности труб применяются специальные полировочные машины.
Машины для калибровки труб
Цена по запросу
Отправить запрос
Для получения более точной прямолинейности труб применяются специальные калибровочные машины
Процесс производства сварных труб. Как производить сварные трубы
Перейти к содержимому
Предыдущий Следующий
Посмотреть увеличенное изображение
Процесс производства сварных труб
Сварные трубы изготавливаются из толстого листа или из непрерывной бухты или полосы. Для изготовления сварной трубы сначала лист или рулон прокатывают в круглом сечении с помощью листогибочного станка или роликом в случае непрерывного процесса.
Для изготовления сварной трубы сначала лист или рулон прокатывают в круглом сечении с помощью листогибочного станка или роликом в случае непрерывного процесса.
В начале процесса производства сварных труб на сталелитейном заводе отливают так называемые слябы или заготовки. В зависимости от наружных размеров и толщины стенки существуют различные способы изготовления сварных труб и труб. Сварные трубы изготавливаются тремя способами сварки:
Электросварка сопротивлением (ERW), сварка плавлением (EFW) и двойная дуговая сварка под флюсом (DSAW). В процессе производства ЭПВ и ЭПВ сварные трубы формируют путем горячей или холодной прокатки толстого листа и сварки шва. Для того, чтобы наружная (OD) поверхность сварной трубы была гладкой и однородной, для удаления заусенцев используется режущий инструмент, называемый зачистным лезвием. Также возможна зачистка внутреннего (внутреннего диаметра) приваренного заусенца. С помощью термической обработки в конце производственного процесса зону сварки стальной трубы можно сделать менее заметной. Из-за сварного шва в соответствии с ASME заявлено более низкое рабочее давление по сравнению с бесшовными трубами. В целом сварные трубы имеют более строгие допуски на размеры, чем бесшовные трубы, и являются менее дорогостоящими, если производятся в тех же количествах.
Из-за сварного шва в соответствии с ASME заявлено более низкое рабочее давление по сравнению с бесшовными трубами. В целом сварные трубы имеют более строгие допуски на размеры, чем бесшовные трубы, и являются менее дорогостоящими, если производятся в тех же количествах.
Производство труб ERW или HFI / HFW
Процесс производства труб ERW и труб [Источник изображения: из Интернета]
Трубы меньшей толщины, в основном сварные трубы ERW / EFW или HFW, изготавливаются методом непрерывной прокатки. В этом методе плоская металлическая полоса из рулона полосы подается в ряд роликов, собранных в линию. Эти ролики постепенно формируют полосу в круглом сечении. В конце прокатки эта труба непрерывно сваривается сварочным аппаратом. ERW/EFW и HFW – это методы сварки, при которых труба сваривается без добавления присадочного материала. Однако метод сварки EFW можно использовать и с присадочным материалом.
Одним из способов производства сварных труб является сварка электрическим сопротивлением (ERW), также известная как контактная сварка. Производство начинается с холодного формования рулонного стального листа подходящей толщины и определенной ширины в цилиндрическую форму. Когда цилиндрические пластины собираются вместе, электрический ток с использованием тепла соединяет соприкасающиеся края вместе, создавая конечный продукт.
Производство начинается с холодного формования рулонного стального листа подходящей толщины и определенной ширины в цилиндрическую форму. Когда цилиндрические пластины собираются вместе, электрический ток с использованием тепла соединяет соприкасающиеся края вместе, создавая конечный продукт.
При сварке HFW/HFI для создания сварных соединений используется ток высокой частоты. Принимая во внимание, что в процессе сварки EFW; внешняя электрическая дуга высокой энергии используется для создания сварного соединения. После завершения сварки лишний сварочный материал снаружи и внутри трубы удаляется с помощью триммера. Тем не менее, этот продукт по-прежнему часто называют трубой ERW, хотя сварной шов мог быть получен с помощью процесса HFI / HFW (труба, сваренная высокочастотной сваркой).
Производство труб EFW
Производственный процесс EFW [Источник изображения: из Интернета]
Процесс электросварки плавлением, также называемый непрерывной сваркой, начинается с изготовления рулонной стали соответствующей толщины, ширины и веса.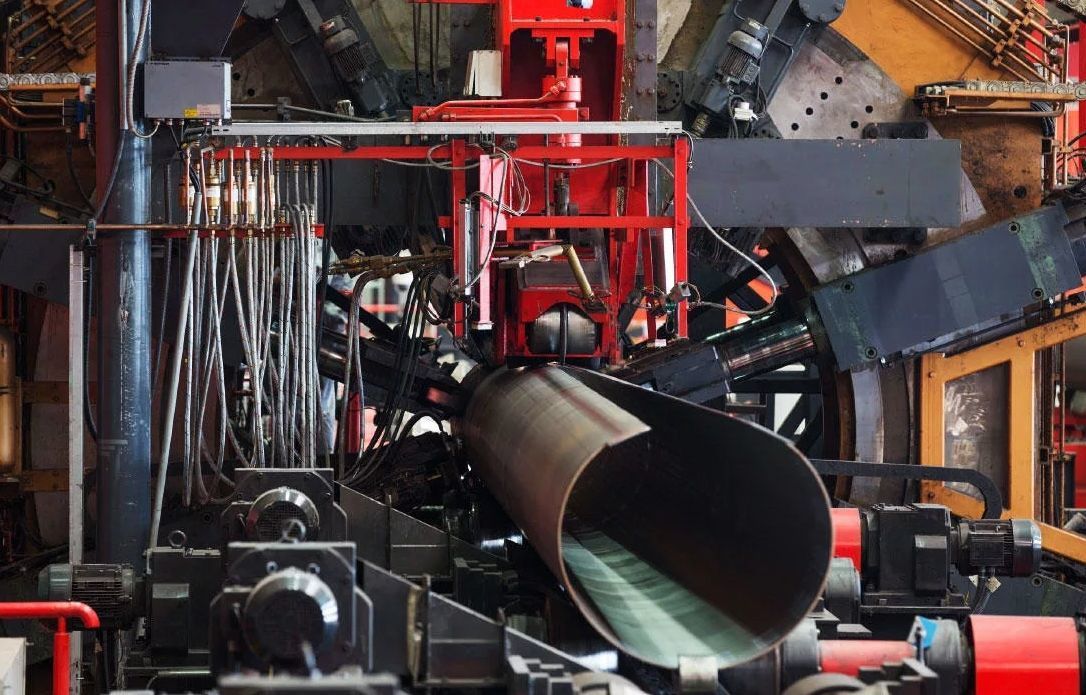 Чтобы сформировать непрерывную стальную ленту, несколько витков свариваются вместе. Затем стальную ленту нагревают до необходимой температуры и формируют овал. На следующем этапе края трубной полосы постоянно прижимаются друг к другу валками, чтобы получить кованый сварной шов. На последнем этапе калибровочные валки преобразуют сварную трубу в определенные размеры.
Чтобы сформировать непрерывную стальную ленту, несколько витков свариваются вместе. Затем стальную ленту нагревают до необходимой температуры и формируют овал. На следующем этапе края трубной полосы постоянно прижимаются друг к другу валками, чтобы получить кованый сварной шов. На последнем этапе калибровочные валки преобразуют сварную трубу в определенные размеры.
Производство труб DSAW
Процесс производства спиральных труб SAW [Источник изображения: из Интернета]
В одношовных трубах SAW сварка выполняется с помощью процесса дуговой сварки под флюсом. В этом методе сварочная дуга погружается в сварочный флюс. Сплошная присадочная проволока подается снаружи. Труба сваривается сначала внутри, а затем снаружи.
Процесс производства труб с двойной дуговой сваркой под флюсом сначала включает формирование стальных пластин цилиндрической формы. В дальнейшем края листового проката проковываются так, что на внешней и внутренней зоне шва имеются V-образные насечки. Затем шов трубы сваривается дуговой сваркой под флюсом. В случае трубы большой толщины выполняется многопроходная сварка.
Затем шов трубы сваривается дуговой сваркой под флюсом. В случае трубы большой толщины выполняется многопроходная сварка.
В спиральной трубе SAW стальной лист разматывателя образует спиральную петлю. Эта спиральная петля затем приваривается изнутри и снаружи трубы. Благодаря способу изготовления возможно изготовление самых разных диаметров. Трубы со спиральной пилой используются для работы с низким давлением.
Принимая во внимание, что прямые трубы SAW используются для работы со средним и высоким давлением. Трубы со спиральной пилой менее затратны по сравнению с трубой с прямой пилой.
После завершения сварки сварные швы подвергаются различным неразрушающим испытаниям, таким как RT и UT, чтобы убедиться в прочности материала сварного шва; трубы проходят гидроиспытания для обеспечения прочности и способности оставаться герметичными под давлением. На последнем этапе осмотра труба проверяется визуально и по размерам компетентным инженером-испытателем. Он проследит за тем, чтобы труба соответствовала требованиям кодекса, стандарта и спецификации.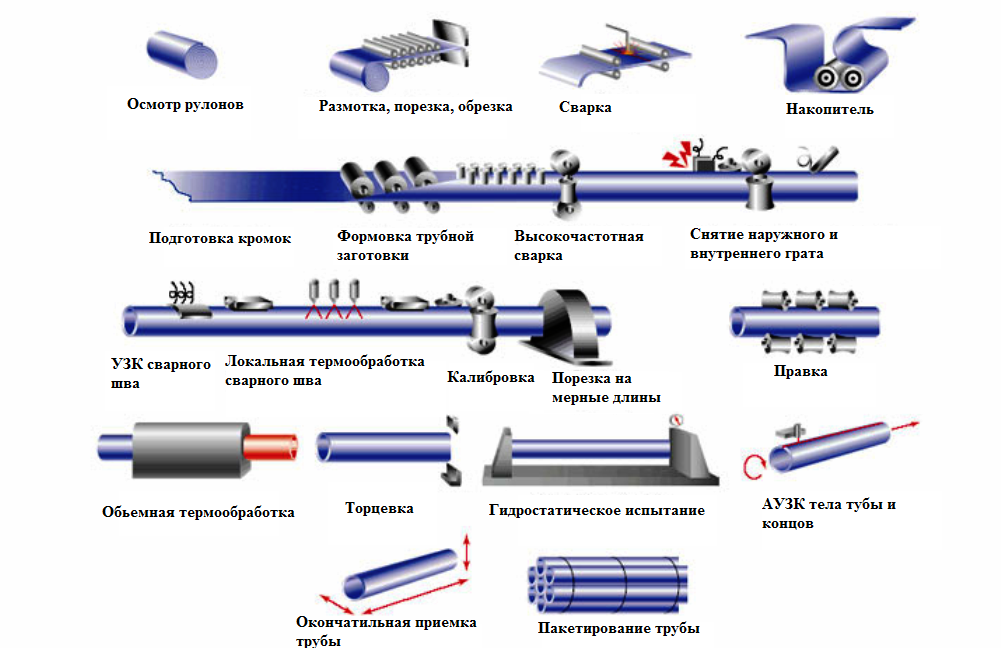 После того, как инженер по инспекции очистит трубу, она будет маркирована в соответствии со стандартными требованиями и отправлена на упаковку. После того, как инженер инспекции очистил трубу; визуально и по размерам он будет маркирован в соответствии со стандартными требованиями и отправлен на упаковку.
После того, как инженер по инспекции очистит трубу, она будет маркирована в соответствии со стандартными требованиями и отправлена на упаковку. После того, как инженер инспекции очистил трубу; визуально и по размерам он будет маркирован в соответствии со стандартными требованиями и отправлен на упаковку.
Metallica является ведущим производителем и поставщиком сварных труб и труб всех марок и размеров для нефтегазовой, нефтехимической, химической и энергетической промышленности. Мы тесно сотрудничаем с сертифицированными производителями труб со всего мира и постоянно имеем на складе огромный ассортимент различных сварных труб, начиная от труб, сваренных сопротивлением (ERW), труб, сваренных плавлением (EFW), до труб, сваренных двойной дуговой сваркой под флюсом (DSAW).
Об авторе: pipefactory
Обновленные прайс-листы и информация
- Мы продаем круглые прутки по лучшим ценам в Индии — обновленный прайс-лист
- Процесс производства трубной арматуры
- Полное руководство по стальным фланцам
- Введение в фитинги для сварки встык
- Что такое кованые фитинги для труб?
Метки поиска
легированная сталь
сварка встык
углеродистая сталь
цены на бесшовные трубы из углеродистой стали
плакированные трубы
кс трубы цены
разница между бесшовной трубой и сварной трубой
фланцы
термическая обработка
гидроиспытания
Джиндал ПИЛ
облицованные трубы
производственный процесс
мс трубы цены
канальный код
Таблица цветовых кодов труб и стандарт
фитинги
трубопровод
производители труб в Индии
материал трубы
размер трубы
спецификация трубы
стандарт трубы
трубопровод
бесшовная труба
цены на бесшовные трубы
бесшовные трубы
бесшовные трубы в Индии
раструбный сварной шов
Цены на трубы SS 304
Цены на трубы SS 310
Цены на трубы SS 316
Цены на трубы SS 321
нержавеющая сталь
цены на трубы из нержавеющей стали в Индии
Трубы/трубы из нержавеющей стали
стальные трубы
стальные трубы и трубы
цены на стальные трубы в Индии
стальные трубы
производители верхней фурнитуры
типы фланцев
виды трубной арматуры
сварная труба
сварные трубы
Продукты
SS 304/304L Производители бесшовных труб
240,00 ₹
Производители оцинкованных квадратных труб
₹60,00
Бесшовные трубы и трубки в Pimpri-Chinchwad
₹74,00
Фитинги для труб в Джамнагаре
₹200,00
ASTM A519 Бесшовные механические трубы из углеродистой и легированной стали
₹90,00
Производители бесшовных труб Super Duplex 2507/UNS S32750
₹520,00
Сварные/ВПВ трубы из нержавеющей стали 304/304L
₹260,00
Бесшовные трубы SS 304/304L в Хайдарабаде (1.
 4301/1.4306, UNS S30400/S30403)
4301/1.4306, UNS S30400/S30403)₹205,00
Поставщики бесшовных труб из нержавеющей стали в Коте
₹205,00
Трубы и трубы для печей из нержавеющей стали 309S/309H
₹520,00
Трубы из нержавеющей стали 310S в Джодхпуре (1.4845, UNS S31008)
₹575,00
Фитинги для труб в Бангалоре
₹200,00
Трубная арматура в Джайпуре
₹200,00
Бесшовные трубы и трубки в Сурате
₹74,00
Трубы из конструкционной стали
₹60,00
 4301/1.4306, UNS S30400/S30403)
4301/1.4306, UNS S30400/S30403)Перейти к началу
процесс производства сварных стальных труб, сварных стальных труб
Sunny Steel производит широкий выбор сварных стальных труб, включая трубы из углеродистой стали ERW, HFI, EFW, LSAW, DSAW и UOE, а также соответствующие фланцы и фитинги.
Производство стальных сварных труб
процесс прост, эффективен и имеет больше разновидностей различных спецификаций, оборудования, меньше капиталовложений,
но общая прочность меньше, чем у бесшовных. С 1930-х годов, благодаря производству высококачественной полосовой стали и быстрому развитию технологий сварки и контроля,
С 1930-х годов, благодаря производству высококачественной полосовой стали и быстрому развитию технологий сварки и контроля,
постоянное улучшение качества сварных швов, расширение технических характеристик сварных стальных труб и многое другое
и больше площадей вместо нетрубных стыков.
1 труба может быть разделена в соответствии с основной формой продольного шва и спирально-сварной трубы два:
(1) прямошовная сварная труба: простая технология производства, высокая эффективность, низкая стоимость, быстрое развитие.
Продольный более общего промышленного использования.
(2) стальная труба со спиральной сваркой: продольная прочность, как правило, выше, может сузить большую
диаметр заготовки трубы производства, вы также можете использовать ту же ширину заготовки производства сварных труб
разного диаметра; но с такой же длиной по сравнению с прямошовной трубой, спиральношовной стальной трубой
длина шва от 30 до 100% и более низкая производительность; Таким образом, трубы меньшего диаметра фактически используют
В основном используются прямошовные сварные трубы большого диаметра со спиральной сваркой.
Использование труб делится на следующие категории:
(1) Сварная стальная труба общего назначения: сварная стальная труба, используемая для транспортировки обычной жидкости низкого давления. Со сталью Q195A, Q215A, Q235A. Может легко применяться для сварки других мягких сталей.
стальная труба к давлению, изгибу, сплющиванию и другим экспериментам, есть определенная поверхность
требования к качеству, поставка обычно длиной 4-10м, часто просят обрезать по длине (или удвоить длину) поставку. Спецификации с номинальной трубой
диаметр, указанный (мм или дюймы) номинальный диаметр и фактическая разница, требуемая толщина стенки трубы
обычная сталь и сталь-это два вида стали, разделенные по форме трубы с резьбовым концом и без
нить два.
(2) оцинкованная сварная стальная труба: Для повышения коррозионной стойкости стальных труб, стальных труб общего назначения
(кларнет) для цинковой оцинкованной стали и электротехнической стали, горячеоцинкованной цинковой, два вида горячеоцинкованной цинковой толщины, platingzinc и низкая стоимость.
(3) Стальная труба, сваренная кислородом: труба, используемая для производства стали с кислородом, обычно с сваркой небольшого диаметра.
стальная труба, размер от 3/8 дюйма -2 дюйма восемь. С 08,10,15,20 или Q19Стальная лента 5-Q235 из
коррозия, некоторая обработка алитированием.
(4) проволочная труба: сварная стальная труба также является обычной углеродистой сталью, бетоном и различными используемыми конструкциями.
в технике распределения электроэнергии, обычно используется с номинальным диаметром от 13 до 76 мм.
(5) Метрическая сварная стальная труба: бесшовная форма со спецификациями, с диаметром, выраженным в мм *
Сварная стальная труба с толщиной стенки, из обычной углеродистой стали, высокоуглеродистой стали или низколегированной стали и от P до
тропический и холодный со сваркой, или после сварки тропическим методом, вызываемым холодом. Метрика и P
энергетические и тонкостенные точки труб, общие для конструкционных деталей, таких как вал или трансмиссионная жидкость,
используется для производства тонкостенной мебели, светильников и т. д., чтобы обеспечить прочность стали и испытание на изгиб.
д., чтобы обеспечить прочность стали и испытание на изгиб.
(6) роликовая труба: сварная стальная труба для роликового конвейера, как правило, из стали Q215, Q235A, B и 20.
сталь, диаметр 63,5-219,0мм. На изгибе трубы, заканчивающемся центральной линией вертикали, овальной формы имеется
определенные требования степени, общее испытание на давление и сплющивание.
Процессы производства сварных труб и трубопроводов
Во-первых, необработанная сталь преобразуется в более пригодную для обработки форму. Далее труба формуется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с потребностями заказчика.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Плоские концы (ПЭ)
- Резьбовые концы (TE)
- Скошенные концы (BE)
Полиэтиленовые трубы, как правило, используются для трубных систем меньшего диаметра и в сочетании с накидными фланцами, фитингами и фланцами с приваркой внахлест.