Содержание
Как согнуть алюминиевый уголок? Гибка профиля в любых конфигурациях «на коленке».
Домой > В помощь строителю > Как согнуть алюминиевый уголок?
18.01.2017
в рубрике «В помощь строителю»
Оставить комментарий
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
- ДСП;
- метизы и т.д.
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра.
Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
 Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Источник №1: http://www.cvetprokat.com.ua/alyuminievyy-ugolok/
Tweet
2017-01-18
Предыдущие: Что такое сточные воды?
Следующие: Вагонка из липы для бани и сауны
Как согнуть алюминиевый лист
Алюминий – гибкий и податливый металл, поэтому согнуть листы из него несложно даже в домашних условиях. Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
Способы
Когда алюминий обрабатывается в производственных масштабах, его загибают двумя способами.
- Свободный. В момент загиба металла между листом и прессовочным аппаратом имеется воздушная прослойка. Такой способ позволяет работать с более толстыми материалами и изготавливать изделия сложно формы, но при работе с тонкими листами дает низкую точность гибки.
- Калибровочный. В этом случае прослойка воздуха между аппаратом и алюминием отсутствует. Это позволяет аккуратно гнуть тонкие листы, но требует больших усилий и дорогой аппаратуры.
Согнуть лист алюминия можно и в домашних условиях без использования дорогостоящих инструментов.
Гибка в домашних условиях
Самый распространенный и проверенный метод бытового сгибания алюминия – прорезание пазов. Это дает высокую точность углов и позволяет работать с материалами разной толщины.
- На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
- По линиям закрепляют направляющие – подойдут железные уголки, профили, листы более жесткого металла.
- По нанесенной разметке делается надрез глубиной приблизительно в половину толщины самого листа. Режут по внешней стороне сгиба. Чаще всего это делают при помощи фрезера, но на небольших тонких листах можно обойтись острым строительным ножом.
- После того, как надрез готов, лист начинают отгибать, не убирая направляющие. Делают это аккуратно и постепенно по всей длине разметки, пока не достигнут нужного угла.
Возможные проблемы
Так как алюминий не выпускается в чистом виде и только входит в состав сплавов, разные его марки гнутся неодинаково в зависимости от свойств сопутствующих веществ.
Лучше всего гнутся технические сплавы. Им соответствуют марки 1105 и ВД1. Они легкие, легко поддаются нарезке, хорошо отгибаются, но в процессе их легко повредить.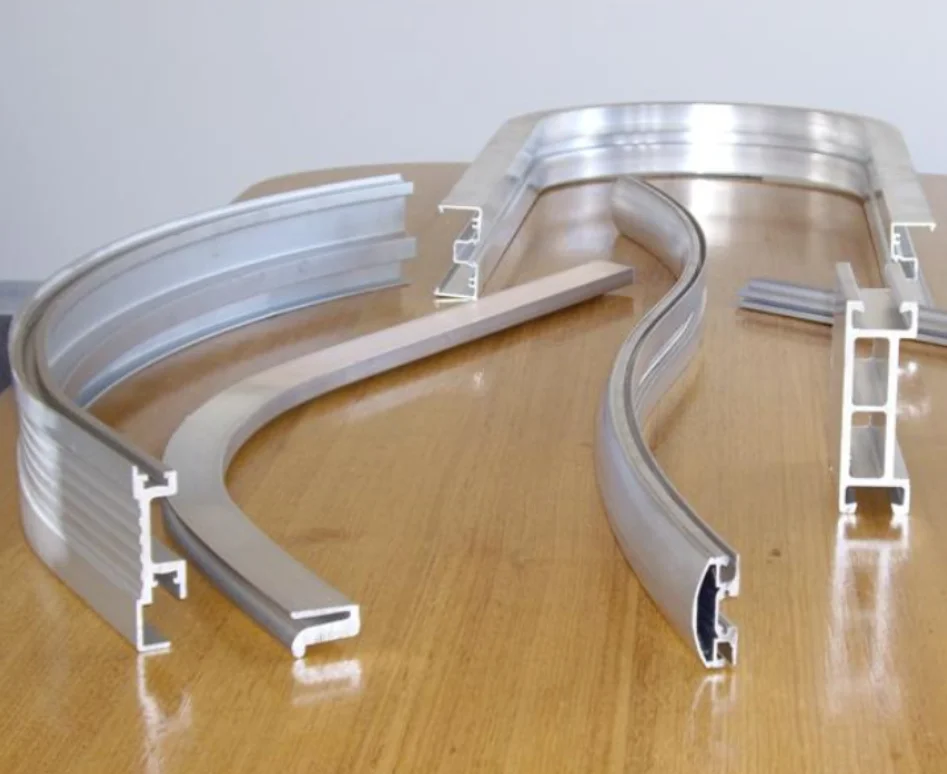 Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Несмотря на пластичность алюминия, гибка листов из его сплава требует определенных навыков. Поэтому, прежде чем приступать к загибанию будущего изделия, стоит потренироваться на ненужных обрезках и убедиться, что выбранный материал подлежит деформации.
5 Методы гибки и формовки с растяжением для экструзии алюминия
Когда алюминий выдавливается через головку, он должен выходить прямым. Разработчики штампов приложили много усилий для достижения этого результата, потому что изогнутое или скрученное прессование бесполезно во многих приложениях. Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
При гибке алюминиевого профиля возникает множество проблем. Здесь мы объясним, почему это не так просто сделать, и познакомим вас с пятью методами, как это сделать. Если вы дизайнер и хотите знать, какие радиусы мы можем получить в различных сечениях, вы найдете здесь то, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия
Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, его сплавляют с другими элементами. Эти алюминиевые сплавы производятся в различных марках, определяемых как «серии». Есть серия 1000, серия 2000 и так далее, до 7000.
Каждая серия имеет немного другой состав и разные свойства. Кроме того, сплавы серий 2000, 6000 и 7000 подходят для термической обработки. Это увеличивает их прочность при снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и коррозионной стойкостью. Термическая обработка усложняет изгиб сплава, поэтому ее лучше всего проводить после придания окончательной формы.
Вопросы геометрии
Изгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ширины) разница в радиусе изгиба настолько мала, что растягивающие и сжимающие усилия невелики. По мере того, как заготовка становится толще, задачи возрастают.
В качестве примера сложности рассмотрим сгибание двутавровой балки, которая обычно используется в трейлерах и архитектурных приложениях. Для начала согнем его в направлении верхней и нижней полки. В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
Теперь, если мы согнем двутавровую балку в направлении паутины, проблемы умножатся. Не только верхняя и нижняя полки имеют разные радиусы, но и верхняя и нижняя стенки.
Ключом к успешной гибке является контроль движения каждого элемента экструзии. Это намного проще, когда выдавливание симметрично, при условии, что ось симметрии выровнена с радиусом изгиба. Асимметричные профили чрезвычайно трудно согнуть без значительных искажений.
Экструзия пустотелых профилей создает еще одну проблему: если их не поддерживать, металл при сжатии имеет тенденцию изгибаться внутрь. В какой-то степени это можно преодолеть, заполнив внутреннюю полость чем-то, что противостоит короблению, но это значительно усложняет изгиб. В качестве альтернативы утолщайте стены, добавляйте большие внутренние радиусы и, если возможно, добавляйте внутренние ребра жесткости.
Методы гибки алюминиевого профиля
В отличие от гибки листового металла на листогибочном прессе, целью гибки экструзии является создание кривизны. Для этого экструдированный участок наматывается на матрицу. Обычно требуется некоторый изгиб, потому что экструзия будет иметь определенную степень упругости. Пять наиболее распространенных методов экструзии с изгибом:
1. Изгиб с толканием/напором
В этом методе полукруглый поршень прижимается к экструдированному участку. Давление с обеих сторон поддерживает секцию, поворачиваясь вокруг поршня. Ползунок имеет форму зеркального отображения профиля внешнего сечения, как и плашки. Несколько изгибов могут быть размещены близко друг к другу, хотя за один раз выполняется только один изгиб. Максимально достижимый радиус изгиба примерно в четыре раза больше диаметра сечения (или описанной окружности).
2. Ротационная гибка
Этот метод позволяет получить очень малый радиус изгиба – примерно такой же, как диаметр профиля. Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа.
Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа.
3. Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с нажимом/нажимом, секция поддерживается в двух местах, в то время как матрица давит между ними. Отличие заключается в том, что ролики заменяют поршень и пресс-формы. Имея форму, соответствующую секции, они вращаются, протягивая секцию и создавая большой радиус. Гибка валков может даже производить целые круги. Он часто используется для формирования больших секций, используемых в архитектуре или строительстве.
4. Гибка на сжатие
Здесь профиль прижимается к боковой стороне стационарного ползуна, который имеет зеркальный профиль по дуге 180°. Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце.
Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце.
5. Формование растяжением
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажим обоих концов профиля, чтобы удерживать его в натяжении (растяжение). Затем закругленная матрица прижимается к средней точке профиля, чтобы создать изгиб. Натяжение сохраняет контроль над общей длиной, на поверхности мало маркировки и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, что нужно многим приложениям, таким как рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Основы гибки алюминиевого профиля – проектирование профилей
Изучение основ гибки алюминиевого профиля
В процесс гибки алюминия требуется невероятное мастерство и мастерство. Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Первым и, возможно, самым важным аспектом является конструкция алюминиевого профиля. Обычно это создается инженером-конструктором, с которым большинство компаний никогда не разговаривали. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Однако мы знаем, что вы не всегда можете выбрать, какой профиль использовать. Иногда клиенты настаивают на чем-то конкретном, или к сборке подходит только один дизайн. В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
Существуют проекты, в которых должны использоваться изготовленные на заказ профили, и они предлагают большие возможности для улучшения. Сотрудничество с квалифицированной компанией по гибке алюминия позволит сделать вашу экструзию по индивидуальному заказу для достижения наилучших результатов гибки. Варианты дизайна, такие как создание симметричного профиля, могут уменьшить распространенные проблемы, такие как скручивание, и могут снизить общие затраты на инструменты.
Простая ошибка многих людей состоит в том, что они считают, что простые или несложные выдавливания всегда легче согнуть. Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые секции включают:
Гибка алюминиевых профилей
U-образные профильные профили являются одними из самых сложных для изгиба алюминиевых профилей. Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете подробнее о гибке алюминиевых U-образных профилей здесь.
Полые квадраты и угловое проклятие
Процесс гибки алюминиевых профилей означает, что сохранение идеальных 90-градусных внутренних углов является очень сложной задачей. Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Двутавровые или двутавровые балки
Двутавровые балки являются одними из наиболее подверженных скручиванию профилей. В зависимости от направления изгиба «ножки» H будут пытаться выскочить из пряжки внутрь, часто скручивая при этом внутреннюю опору. Эти секции часто используются в конструктивных целях, а это означает, что эти деформации необходимо контролировать, чтобы обеспечить структурную стабильность детали. По этой причине многие компании, занимающиеся гибкой алюминия, не поддерживают гибку двутавровых профилей.