Сварка для начинающих. Сварка инвертором для начинающих. Как настроить сварочный инвертор
Сварка для начинающих. Сварка инвертором для начинающих
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Вкратце о сварочных инверторах
Инвертор – электронный сварочный аппарат. Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при инверторной сварке такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что сварка полуавтоматом для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
Техника сварки изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а "минусом", соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, - это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Схема инверторного сварочного аппарата, настройка
Для сварочных работ используется специальное оборудование, схемы отдельных моделей сильно отличаются друг от друга. Наиболее часто используемым является инвертор. Это оборудование отличается точностью, работать с ним предельно просто. Схема этого устройства не слишком сложна, многие умельцы предпочитают собирать такие аппараты своими руками.

Схема устройства сварочного инвертора.
Работа эта трудоемкая, требует определенных навыков и внимания. Перед тем как начинать сборку, необходимо составить будущую схему сварочного аппарата, определить, какие именно элементы и узлы необходимы. После сборки обязательно надо проверить работоспособность оборудования, безопасность его использования. При проведении сварочных работ обязательно следует использовать специальные защитные перчатки и маску.
Схема сварочного аппарата
Рисунок 1. Функциональная схема источника питания инверторного сварочного аппарата.
Сварочный инвертор имеет максимальный ток питания в 32 А, 220 В. Для сварки — 250 А. Это обеспечивает работу высокого качества при длине дуги в 1 см. КПД инвертора не ниже, чем у заводских вариантов. Схема блока питания, которая используется для такого сварочного аппарата, включает:
- трансформатор, в основе которого лежит феррит 7*7 или 8*8;
- первичная обмотка должна иметь 100 витков из провода с сечением 0,3 мм;
- первый слой вторичной обмотки делается из 15 витков, сечение провода составляет 1 мм;
- второй слой вторичной обмоткой включает также 15 витков, сечение провода равно 0,2 мм;
- третий слой вторичной обмотки делается из 20 витков, сечение провода равно 0,35 мм.
При выполнении обмотки необходимо следить, чтобы провод заполнял все пространство, это даст стабильное напряжение. Пример схемы приведен на рис.1. Общая схема сварочного аппарата включает в себя 2 трансформатора на 41 кГц, но можно применять и на 55 кГц. После этого идет прокладка и дроссель типа L2, специальный токовый трансформатор. Используются дополнительно вентиляторы для охлаждения.
Вернуться к оглавлению
Намотка трансформатора
Схема дросселя сварочного инвертора.
Схема сборки предусматривает намотку трансформатора, делается это с использованием меди. Ее ширина равна 40 мм, а толщина — 0,3 мм. Понадобится и термобумага для обертки. Подойдет обычная кассовая, ее толщина должна составлять 0,05 мм. Такая бумага обладает необходимым качеством, она прочная, при намотке не рвется. Обычный провод для работы не подходит, так как он перегреется, при этом все токи будут вытесняться на поверхностную часть, нижние слои не будут задействованы.
Вторичная обмотка состоит из 3 медных лент, они между собой разделяются специальной фторопластовой пленкой, которая при нагреве темнеет. Не рекомендуется для обмотки использовать обычные провода ПЭВ с сечением 0,5-0,7 мм. Такие провода круглые, во время обмотки они оставляют большое количество воздушных зазоров, т.е. теплообмен замедляется. Схема обязательно предусматривает наличие вентилятора на 0,13 А 220 В, можно использовать и иные значения.
Вернуться к оглавлению
Сборка сварочного инвертора
Схема подключения инвертора к аккумулятору.
Для сборки инверторов рекомендуется примерять вентиляторы и радиаторы, которые есть в компьютерных блоках. Купить их не составит труда, стоимость такого оборудования демократичная. Косой мост будет собираться из 2 радиаторов, при этом надо верхнюю часть моста ставить на одном радиаторе, а нижнюю располагать на другом. Диоды монтируются на радиаторы при помощи специальной прокладки из слюды. Если используется мост IRG4PC50W, то вместо слюды потребуется специальная теплопроводящая паста.
Все выводы транзисторов, диодов надо устанавливать таким образом, чтобы они шли навстречу один одному. Между радиаторами ставится плата, она предназначена для соединения всех цепей питания будущего оборудования с отдельными деталями моста. При этом надо помнить, что цепь питания составляет 300 В. Чтобы выбросы трансформатора ушли в цепь, схема предусматривает наличие припоя на плате, конденсаторов на 0,15 мк. Все остальные части соединяются между собой проводниками. Используются снабберы с конденсаторами, они помогают глушить все выбросы трансформатора резонансного типа, уменьшать потери IGBT.
Вернуться к оглавлению
Проведение настройки
Схема намотки сварочного трансформатора.
Настройка инверторного сварочного аппарата проводится после окончания сборки. На ШИМ подается питание в 15 В, также рекомендуется подать питание и на вентилятор. Выполняется подключение реле К1 через резистор R11. Это позволяет исключить сильные всплески во время подачи рабочего напряжения в 220 В. Проверяется четкость срабатывания реле, после чего по истечении 2-10 сек на ШИМ подается рабочее питание. Не должно возникать прямоугольных импульсов, особенно после того, как сработали реле.
После этого на мост подается питание, равное 15 В. Это дает возможность убедиться в том, что его схема собрана правильно. На холостом ходу ток потребления будет до 100 мА. Плюс необходимо убедиться, что фазировка обмоток проведена правильно.
На ШИМ понижается тактовая частота, пока на нижнем ключе не появится загиб, то есть пока не наступит перенасыщение узла. Полученное значение делится на 2, число прибавляется к значению частоты, что и составляет рабочую частоту для платы ШИМ и самого сварочного трансформатора. Если во время настройки лампочка реле светится при токе в 150 мА, то схема собрана верно. Если же она светится слишком ярко, то сборка проведена неправильно либо наблюдается пробой обмоток. Для снижения уровня помех необходимо все питающие провода скрутить, они должны быть как можно короче.
Вернуться к оглавлению
Проверка агрегата в действии
После того как инверторный сварочный аппарат полностью готов, необходимо проверить его работоспособность. Для этого оборудование следует включить, постепенно добавлять ток и проверять напряжение осциллографом. Значения напряжения нижнего ключа не должны превышать 500 В, допустимый максимум равен 550 В при условии выброса. Если схема соблюдена правильно, то значение не превышает 350 В.
Во время проверки необходимо учесть, что когда шина издает максимальный шум, то подавать ток не следует.
Следующим этапом проверки будет непосредственно сварка. Первые 10 сек работы сварочного аппарата ничего делать не надо, затем следует проверить радиаторы. В течение следующих 20 сек надо соблюдать холодный режим, в течение 60 сек — теплый. Затем нужно взять 2 длинных электрода под выбранный тип сварки, полностью израсходовать их. Проверяется состояние трансформатора, он должен быть горячим, но не сильно, так как высокий уровень нагрева свидетельствует о том, что схема сборки была нарушена. Обычно после того, как подряд сгорели 3 электрода, радиаторы нагреваются достаточно сильно. Небольшой кулер охлаждает их до приемлемого состояния уже в течение 2 минут, после чего можно продолжать работу с высоким уровнем качества.
Схема сварочного инвертора трудоемка. Чтобы собрать инвертор, придется иметь некоторый опыт. Предварительно необходимо определить, какие именно материалы и инструменты потребуются для работы, после чего приступать к сборке. После ее окончания оборудование надо проверить, чтобы убедиться в его работоспособности и правильности конструкции.
moiinstrumenty.ru
Как пользоваться сварочным инвертором правильно?
Несколько советов, как эксплуатировать сварочный инвертор, чтобы он служил Вам долго:
Сварочный инвертор – сложное электронное устройство и требует аккуратного и ответственного обращения с ним. Прочитайте внимательно инструкцию. Предохраняйте инвертор от ударов по корпусу, попадания воды и снега внутрь. Избегайте эксплуатации инвертора в условиях большого количества пыли, особенно цементной и металлической, резких перепадов температур. ● Не используйте инвертор при неработающем вентиляторе (при этом в некоторых моделях, например Форсаж-161,-180,-200 вентилятор включается только при нагреве аппарата, тем самым уменьшая количество пыли, попадающей внутрь).
● Не рекомендуется сразу включать инвертор в теплом помещении после нахождения на морозе. На электронных компонентах может быть конденсат. Если вы не использовали инвертор несколько месяцев, включите его в сеть, чтобы он поработал на холостом ходу 30 мин., без нагрузки. При этом происходит «тренировка» конденсаторов.
● Не используйте бытовые сетевые удлинители малого сечения (0,75 – 1,0 мм.кв) и длинные сварочные кабели (свыше 5м). Токовые вставки сварочных кабелей должны быть хорошо затянуты, иначе они будут подгорать. Следите за состоянием токовых контактов и изоляции проводов. Розетка и проводка, в которую Вы включаете инвертор, должна выдерживать как минимум 16 Ампер.
● При работе аппарата от электрогенератора необходимо включать аппарат после выхода генератора на штатный режим, а выключать - перед выключением генератора. Выходная мощность электрогенератора должна быть как минимум в 1,5 раза выше потребляемой мощности инвертора.● При эксплуатации в условиях большого количества пыли необходимо периодически вскрывать аппарат и продувать его сжатым воздухом.
● При вскрытии аппарата необходимо отключить его от сети, выждать 10-15 минут и только после этого снимать крышку корпуса.
● Если включилась термозащита – нарушен режим. Не стоит полагаться на «все сто» на систему термозащиты. В ряде случаев термозащита может не сработать и не защитить перегретый инвертор, особенно в дешевых моделях, где качество датчиков низкое. Термодатчик может сработать например 10 раз, а затем выйти из строя. Кроме этого, термодатчики стоят не на всех силовых элементах, которые нагреваются. Если у инвертора сработала термозащита, это аварийный режим, признак того, что аппарат перегрет, т.е. сварщик нарушил ПН%, и необходимо уменьшить ток или увеличить время паузы.
Выполняя эти рекомендации инвертор прослужит долго и поможет выполнить работу, которую Вы запланировали.
■ Популярные бытовые инверторы в 2017г.: 1. Самый доступный по цене бытовой инвертор на 220В - Foxweld Varteg-210
2. Лучшие для пониженного напряжения - Форсаж-161, Форсаж-180
3. Выбор покупателей - Форсаж-180
4. Лучшие условия по гарантии - REAL ARC-200 (Z238) Сварог
Далее - Выбираем профессиональный инвертор >>>
www.seveko.ru
Инверторная сварка: основы работы для новичков

Для произведения сварочных соединений существует три вида аппаратов: выпрямители, трансформаторы и инверторы. Каждый из них имеет свои преимущества и актуальность применения при определенных обстоятельствах. Сейчас подробно рассмотрим, что такое инверторная сварка, как и чем она производится, что для этого нужно и по какой технологии стоит работать.
Содержание статьи
Сварочный инвертор: что это
Инвертор представляет собой устройство, используемое для преобразования электрической энергии стандартной сети с напряжением 220В в переменный ток, но уже с более высокой частотой. Суть его работы можно подробнее рассмотреть на рисунке:
Переменный ток с частотой 50 Гц от сети попадает в аппарат на сетевой выпрямитель №1 и преобразуется в постоянный. Затем он сглаживается через сетевой фильтр №2 и перетрансформируется опять в переменный ток в модуле №3 (это и есть инвертор – преобразователь частоты), но уже с частотами до 100 кГц. После этого, напряжение понижается в трансформаторе №4 до 50-60В, а ток увеличивается до показателя, который необходим для сварки (60-200А). Далее №5 модуль выпрямляет переменный ток. Все эти процессы перехода тока контролируются специальным блоком управления №6.
Устройство имеет огромное преимущество в сравнении с другими сварочными аппаратами, так как он единственный может преобразовать энергию. Кроме этого, он обладает рядом других преимуществ:
- экономичность — сам аппарат стоит не дорого и за счет высокого коэффициента полезного действия энергию «мотает» умеренно;
- доступность — данный аппарат можно приобрести в любом магазине бытовой техники;
- мобильность — агрегат весит не более 10 килограмм, в зависимости от модели. Его легко транспортировать;
- универсальность – при разных настройках данным аппаратом можно сварить любой металл;
- невысокие требования – достаточно напряжения в 170В в сети, чтобы варить электродом 3мм;
- простота в использовании и легкость в обучении – он не требует ученой степени достаточно разобраться в базовых понятиях и элементарных настройках.
 Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Как выбрать аппарат
Что такое инверторный сварочный аппарат – разобрались, теперь нужно ознакомиться с основными критериями его выбора. Ведущие производители выпускают множество моделей с различными функциями и параметрами. Покупая такое оборудование, надо отнестись ответственно и обратить внимание на следующие показатели:
- Питание сети. Устройства бывают однофазные, работающие от стандартной розетки в 220В. Они отлично подойдут для домашнего использование, но силу тока больше, чем 200А не выдадут. Трехфазные, которым требуется напряжение 380В относятся к классу профессионального оборудования, они более мощные, но и дорогие, соответственно;
- Величина сварочного тока – это показатель, в зависимости от которого выбирается толщина электрода для спайки деталей. Диапазон тока в разных моделях колеблется от 5А до 350А и для них подходят электроды от 1,6 мм до 5мм. Для домашнего использования подойдут аппараты с силой до 200А, на которых свободно можно применять «троечку»;
- ПН (продолжительность нагрузки) – это параметр, означающий время работы одного цикла до выключения. В документах к технике указывается ПН, но следует учесть, что на практике он «тянет» 60%. То есть, если в паспорте написано 10 минут, то он выдержит 6, что вполне достаточно для промышленного и бытового использования.
- Дополнительные функции, которые присутствуют во многих моделях. Например, Arc-Force стабилизирует дугу, то есть, при случайном прерывании автоматом увеличивается сила тока для ее удержания. Tig позволяет подключить аргон (эта опция превращает инвертор в универсальный аппарат для сварки разных видов металлов). HOT- START облегчает контактный поджог дуги (достаточно просто коснуться кончиком проводника поверхности и дуга возбуждается автоматически). Anti Stick препятствует прилипанию электрода к свариваемым поверхностям. Наличие небольшого экрана, на котором видно текущие настройки для работы – упрощают обучение новичкам.
Подготовка к работе
Разобравшись, что такое сварочный инвертор и как он работает, можно приступать к делу. Изначально нужно подготовить все необходимое:
- Защита — это все те средства, которые применяются в целях безопасности. Перчатки из плотного тканевого материала (резиновые – под запретом) защитят кожу в случае попадания искры. Очки или маска (лучше использовать «Хамелеон»), которые защитят глаза от «зайчиков». Роба – это форма одежды, которая стойкая к горению. Она защищает все тело и основную одежду, если разбрызгивается плавящийся металл.

- Рабочее место – одно из главный условий безопасности. Стол для сварки должен быть железным, без покрытия лакокрасочными изделиями. Мастер во время работы должен стоять на деревянной подложке. Важно проводить работы в помещении, где нет легковоспламеняющихся предметов и материалов.
- Выбор электрода зависит от толщины и типа металла. Проводники в продаже обозначены специальной маркировкой для определенного типа изделий. Например, электродом для чугуна нельзя варить сталь. Электроды для инверторной варки указаны в таблице ниже:
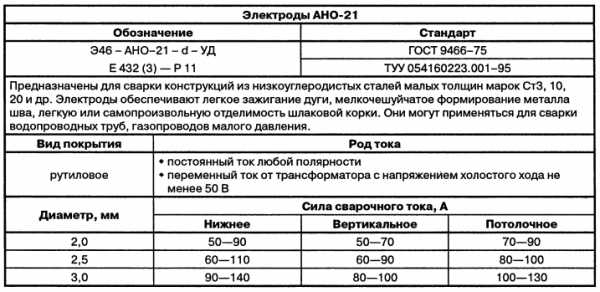
- Подготовка металла заключается в его очищении от грязи и различных покрытий, которые могут помешать свариванию. По возможности их нужно закрепить, чтобы они не двигались под воздействием высокой температуры.
- Настройка силы тока в зависимости от типа и толщины изделия:

Технология инверторной сварки
Когда все готово к работе , это означает, что можно начинать. Первым делом необходимо поджечь дугу. Это может производиться тремя способами – чирканьем, постукиванием или касанием ( в случае, если в аппарате есть функция автоматического поджога). Как только она образовалась нужно начинать расплавлять металл, чтобы образовалась сварочная ванна, где потом, когда металл кристаллизуется, останется качественный шов. На этом этапе очень важно положение электрода по отношению к поверхности. Вести можно прямо под углом 90 градусов или наискось, под углом 30-60 градусов. Прямо вести электрод нельзя. Его нужно перемещать «петельками», «зигзагом», «треугольниками». Выбор узора, по которому будет реализоваться шов, для начинающих – по желанию. Потом с опытом, мастер сам поймет, в каких положениях ему удобнее вести проводник тем или иным способом. И, наконец, немаловажным моментом является удержание дуги. Для этого необходимо четко соблюдать равномерное расстояние между металлом и электродом. В идеале это 2-3 мм. При подымании проводника дуга теряется и от этого страдает шов. Есть агрегаты с функцией автоматического удержания дуги, если не получается вручную, лучше воспользоваться такой опцией. Если и так все получается, значит мастеру не потребуется дополнительная возможность техники.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
[Всего голосов: 1 Средний: 1/5]
svarkaed.ru
Как пользоваться сварочным инвертором: инструкция
Все чаще, для того чтобы соединять металлические детали, используют сварочный инвертор. Преимуществом данного аппарата перед трансформаторными моделями является то, что он имеет небольшие габаритные размеры и небольшой вес, поэтому является мобильным и удобным. Работать инверторным сварочным аппаратом просто, поэтому освоить его сможет даже новичок, который ранее никогда не выполнял сварочных работ.

Конструкция сварочного инвертора.
Немного об инверторных сварочных аппаратах
Преимущество указанного оборудования не только в том, что оно имеет небольшие размеры и вес, но еще и в том, что при помощи такого аппарата можно выполнять работы, для которых ранее требовалась сложная и дорогостоящая техника.
Инвертор пользуется большой популярностью среди начинающих сварщиков и профессионалов.
Схема работы сварочного инвертора.
Принцип работы такого сварочного аппарата отличается от традиционного трансформаторного устройства тем, что во время работы не происходит большого потребления электроэнергии. При использовании трансформаторного сварочного аппарата часто бывает, что из-за скачков напряжения происходит отключение питания в сети. Инвертор имеет накопительные конденсаторы, за счет чего накапливается энергия, поэтому не происходит скачков напряжения в сети и мягко разжигается дуга.
Чем больше вы используете диаметр электрода, тем больше необходима сила тока сварочного аппарата. Это правило действует как на обычные агрегаты, так и на инвертор. Для определенного диаметра электрода соответствует максимальная сила тока, при которой с его помощью можно выполнять работу. Если сила тока будет большой, а диаметр электрода меньше рекомендуемого, то электроды начнут сгорать, и работать будет неудобно.
Вернуться к оглавлению
Основные правила работы
Как уже было сказано раньше, инверторы пользуются популярностью среди начинающих мастеров. Для того чтобы они научились правильно и эффективно пользоваться таким аппаратом, есть определенная инструкция, с которой им необходимо ознакомиться.
Для начала работы вам необходимо иметь следующее оборудование и защитные элементы:
- инвертор;
- электроды;
- кабель для подключения;
- перчатки;
- маску;
- грубую куртку и ботинки.
Преобразование тока в сварочном инверторе.
Перед началом выполнения сварки необходимо провести настройку аппарата. Для этого надо определиться с толщиной деталей, которые вы будете варить. В основном для выполнения работ используются электроды диаметром 2-5 мм. В зависимости от выбранного диаметра электрода выставляем на приборе силу тока. Обычно на нем есть таблица соответствия, согласно которой и надо действовать.
После установки электрода к одной из свариваемых деталей необходимо подключить массу, данная клемма имеет красный цвет. Теперь необходимо включить аппарат. Резко подносить электрод к детали нельзя, так как это может привести к его залипанию. Электрод наклоняют под небольшим углом и резкими движениями несколько раз дотрагиваются к детали, это делают для активации электрода.
Когда вы увидите, что аппарат работает, необходимо поднести электрод к детали на небольшое расстояние. Оно приблизительно должно соответствовать его диаметру. Начинайте правильно вести электрод вдоль будущего шва. После получения шва на нем образуется окалина, ее необходимо убрать при помощи небольшого молоточка, после чего можно будет проконтролировать качество шва.
Для того чтобы шов получился правильным, необходимо научиться поддерживать постоянный зазор между деталью и электродом во время работы. Если он будет слишком маленьким, то шов выйдет выпуклым, по бокам появится несплавленный металл, так как он не будет успевать прогреваться до необходимой температуры.
При большом зазоре металл будет укладываться криво, а дуга окажется нестабильной. Только нормальный зазор гарантирует получение надежного и красивого шва.
Вернуться к оглавлению
Возможные дефекты шва
Схема сварки тонкого металла при помощи инверторной сварки.
Если вы будете проводить быстрые движения электродом, то шов получится с дефектами. Если будет интенсивное проникновение дуги внутрь детали, то она будет выталкивать расплавленный металл из ванны, и шов получится неправильным. Во время работы надо следить за тем, чтобы шов был на одном уровне со свариваемым металлом.
Для того чтобы шов получился идеальным, специалисты рекомендуют выполнять круговые и зигзагообразные движения. При выполнении таких движений можно равномерно распределить шов.
В том случае когда недостаточно металла электрода, формируется подрез, поэтому надо следить, чтобы не образовывалась боковая канавка, а если это случается, то заполнять ее новым металлом. Во время выполнения наклона электрода металл из ванны толкается, а не тянется. Чем ровнее вы будете его держать, тем менее выпуклым будет получаться шов. Это объясняется тем, что все тепло получается под электродом, за счет чего происходит прогрев металла и ванна вдавливается вниз.
При наклоне электрода тепло направляется назад и получается как бы подмывание шва, за счет чего он получается выпуклым. Если наклон очень большой, то теплота направляется не внутрь, а вдоль шва, что не позволяет нормально прогреть металл и получить качественный шов. Для красивого плоского шва электрод надо держать под углом 45-90 градусов и регулировать его в процессе работы, постоянно наблюдая за ванной.
Вернуться к оглавлению
Особенности соединения тонких листов
Схема источника питания инверторного сварочного аппарата.
Работать инвертором можно при прямой и обратной полярности. В первом случае получается узкая и глубокая зона расплавления, за счет того что ввод тепла в металл сниженный. Во втором случае снижен ввод тепла в изделие, поэтому получается широкая, но не глубокая зона расплавления.
При работе инвертором к детали и электроду подключают положительный и отрицательный заряд. Перед началом работы надо определиться, что куда подключать.
Если подключить положительный кабель к детали, то она будет сильнее нагреваться, если его подключить к электроду, то будет наоборот.
Обратная полярность используется в том случае, когда проводится сварка тонких листов, так как их легко прожечь. Это преимущество имеет инвертор и не имеют обычные трансформаторные агрегаты. Поэтому если необходимо соединить при помощи инвертора тонкие листы металла, то положительный заряд подключают к электроду, а отрицательный — к детали.
Если вы используете обычный аппарат, то на нем новичку достаточно сложно научиться держать дугу, происходит постоянное залипание электрода. При работе инвертором такого не возникает, так как при касании к детали сила тока мгновенно падает и залипания не происходит. Наличие функции «горячий старт» позволяет повышать силу тока в начале работы, что дает возможность легко зажигать дугу даже новичку.
Но не стоит думать, что инвертор является универсальным аппаратом, в нем также есть и недостатки. Одним из основных недостатков является его высокая стоимость. Иногда выходит из строя управляющая плата, но в этом чаще всего виноваты пользователи, которые нарушают правила эксплуатации агрегата. Так как прибор электронный, то работать им в морозную погоду не рекомендуется.
moiinstrumenty.ru
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.

Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.

В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
invertor.ksio.ru
Как варить металл сварочным инверторным аппаратом?
Сварочный инвертор гарантирует высокое качество шва и простоту процесса стыковки даже начинающим сварщикам. Однако перед тем как варить инвертором какой-либо металл или сплав вы должны подготовить аппарат к работе. Ведь успех вашего начинания зависит именно от степени «готовности» вашего инструмента к работе.
И в данной статье мы расскажем нашим читателям о том, как научиться варить инвертором, разобрав этапы подготовки и непосредственного использования этого сварочного аппарата.
Как подготовить инвертор к работе
Подготовка инвертера к работе состоит из двух этапов: предварительно, предполагающего подготовку рабочего места и планирование рабочего времени, и основного, во время которого будет настраиваться сам сварочный аппарат.
Предварительная подготовка
И на первом (предварительном) этапе вам придется сделать следующее:
- Во-первых, уберите ваше рабочее место. То есть, очистите сварочный стол от стружки, обрезков металла и неиспользуемых заготовок. Причем сам стол должен находиться в сухом, хорошо проветриваемом помещении. Сварочные работы вне помещения возможны только при сухой и теплой погоде. Соответственно дождь или сильный мороз исключают возможность проведения сварочных работ.
- Во-вторых, распланируйте время работы, оттолкнувшись от рекомендованной продолжительности включения сварочного аппарата.
То есть, если ПВ вашего инвертера равно 60 процентам, то варить дольше 6 минут подряд вам попросту нельзя. Следовательно, продумайте заранее порядок формирования сварочных швов и синхронизируйте период простоя с необходимостью перемежения аппарата вдоль металлоконструкции (на воздухе) или перемещения стыкуемых заготовок на столе.
- В-третьих, позаботьтесь о себе. То есть, подберите подходящую одежду для сварки, лучше всего специальную «робу», изготовленную из плотной ткани и обшитую замшей. Кроме одежды вам стоит запастись еще и особыми, сварочными рукавицами или перчатками. Ну а в самом конце – подберите удобную маску со стеклом нужной прозрачности.
Настройка аппарата
На втором (основном) этапе вы выполните следующие манипуляции с самим инвертером:
- Во-первых, подберите место для установки аппарата. Оно должно находиться на удалении 2-2,5 метров от места сварки заготовок. Причем инвертер должен быть удален от стен и крупных предметов на точно такое же расстояние. Последнее объясняется необходимостью принудительной вентиляции корпуса аппарата. Если аппарат приставить к стене вплотную, продолжительность включение снизится до критической отметки.
- Во-вторых, подберите кабели для держака и массы. При этом следует помнить, что от «толщины» кабеля (площади поперечного сечения провода) зависит максимальная сила сварочного тока. Поэтому держите под руками два комплекта кабеля: первый, рассчитанный на ток силой до 200 Ампер и второй, рассчитанный на ток силой до 500 Ампер. И оперируйте этими проводами в зависимости от ситуации.
- В-третьих, подберите электроды и определитесь с характеристиками сварочного тока. Электроды подбирают по толщине кромки стыкуемых деталей. Для этих целей используют специальные таблицы. Сила сварочного тока определяется по диаметру электрода и разновидности конструкционного материала стыкуемых деталей. Точные величины содержатся в специальных таблицах.
- В-четвертых, определитесь с режимами работы аппарата. Перед тем как варить металл инвертором вы должны определить не только силу тока, но и его тип, отдав предпочтение постоянному или переменному режиму. Кроме того, на постоянном токе следует определиться еще и со схемой полярности (подключения держака и массы), выбрав обратный (плюс на держаке) или прямой вариант (плюс на массе). Ведь при постоянном сварочном токе большая часть энергии концентрируется именно на «плюсе».
Завершив подготовку рабочего места и включив аппарат можно приступать к самой сварке заготовок.
Как правильно варить сварочным инвертором?
Сам процесс сварки инвертером выглядит следующим образом:
- В «держак» вставляется электрод выбранной вами марки.
- Детали укладывают на сварочный стол, раскроем вверх.
- Заранее настроенный на нужный режим сварочный аппарат подключается к электрической сети и переводится в рабочее положение.
- Зажим кабеля массы крепится к сварочному столу или к одной из заготовок.
- Скользящим движением электрода вдоль линии стыка, похожим на «чирканье» спички о коробок, активируется сварочная дуга.
- Электрод, а точнее его свободный торец, отводят на расстоянии 5-7 миллиметров от плоскости заготовки. Дуга, при этом, должна «гореть» устойчиво и равномерно.
- Энергия дуги начинает плавить кромки металла и присадочный пруток электрода. Задача сварщика состоит в равномерном перемещении пятна разогретого металла (сварочной ванны) вдоль всего стыка. Саму «ванну», при этом, заполняет присадочный металл, стекающий с расплавленного торца электрода.
Сформировав шов, нужно «разорвать» дугу, увеличив расстояние между торцом электрода и плоскостью заготовки.
steelguide.ru