Содержание
Процессы MIG/MAG и FCAW-S
Home > Поддержка >
Теория
Вы собираетесь купить свой первый сварочный аппарат с встроенным механизмом подачи проволоки и не хотите выбросить деньги на ветер. Вам нравится работать по дереву и теперь хотели бы попробовать работать со сталью. Вы склоняетесь к сварочным аппаратам для сетей 115 вольт, но также задумываетесь о моделях 230В для работ с материалами большей толщины (от 6 мм или ¼»). Казалось бы, все важные решения уже приняты, но тут возникает еще один вопрос — каким процессом пользоваться? Сваркой в защитных газах (MIG) или порошковой проволокой (FCAW)? У большинства начинающих сварщиков этот выбор вызывает большие сложности. Ответ на него зависит от трех факторов. Первое — это какие материалы Вам приходится сваривать. Второе — где и в каких условиях. Третье — будет ли после сварки обрабатываться поверхность металла. В этой статье мы поможем разобраться в различиях между этими двумя процессами, расскажем об их преимуществах и недостатках и дадим несколько советов. Мы надеемся, что эта информация поможет Вам сделать окончательный выбор. Приведенные здесь рекомендации распространяются даже на абсолютных новичков в сварке. Искусством сварки может овладеть 95% желающих. Однако как и в любом другом ремесле, на то, чтобы стать настоящим мастером, понадобится время. Немногие сварщики могут создавать безупречные соединения. Для этого нужны идеальная зрительно-моторная координация и верная рука. Научить правильной технике сварки и настройке оборудования могут только часы практики. Поэтому, имея базовый набор навыков, свободное время и достаточно терпения, Вы обязательно сможете создавать надежные соединения. Мы надеемся, что эта информация поможет Вам сделать окончательный выбор. Приведенные здесь рекомендации распространяются даже на абсолютных новичков в сварке. Искусством сварки может овладеть 95% желающих. Однако как и в любом другом ремесле, на то, чтобы стать настоящим мастером, понадобится время. Немногие сварщики могут создавать безупречные соединения. Для этого нужны идеальная зрительно-моторная координация и верная рука. Научить правильной технике сварки и настройке оборудования могут только часы практики. Поэтому, имея базовый набор навыков, свободное время и достаточно терпения, Вы обязательно сможете создавать надежные соединения. |
| Термины
Сварка в защитных газах
Правильно выполненная MIG-сварка обеспечивает высокие сварочно-технологические характеристики и хороший внешний вида шва и поэтому является предпочтительным выбором многих сварщиков.
MIG-сварка алюминия
Крайне важно обеспечить чистоту проволоки и основного металла. Протрите материал пропитанной ацетоном чистой тканью.
Самозащитная порошковая проволока |
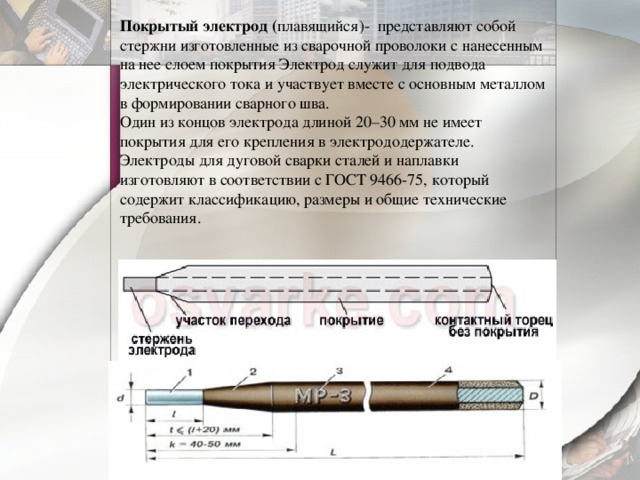 Сварочная проволока обычно изготавливается из низкоуглеродистой стали и имеет тонкое медное покрытие, которое защищает ее от ржавчины, улучшает электропроводимость, увеличивает срок службы контактного наконечника и в целом повышает стабильность дуги. Сварочный аппарат должен быть переведен в режим постоянного тока обратной полярности (DC+). Защитный газ, обычно двуокись углерода или ее смеси с аргоном, защищает расплавленный металл от воздействия окружающего воздуха. Он подается из газового баллона, проходит через газовые кабели и поступает к сварочной ванне через сопло горелки. Расплавленный металл легко вступает в реакцию с кислородом, азотом и водородом из окружающего воздуха. Поэтому на протяжении сварки и в течение некоторого времени после ее завершения к сварочной ванне подается защитный инертный газ. Однако даже легкий порыв ветра может отнести это облако защитного газа в сторону, поэтому такой тип сварки редко используется под открытым небом.
Сварочная проволока обычно изготавливается из низкоуглеродистой стали и имеет тонкое медное покрытие, которое защищает ее от ржавчины, улучшает электропроводимость, увеличивает срок службы контактного наконечника и в целом повышает стабильность дуги. Сварочный аппарат должен быть переведен в режим постоянного тока обратной полярности (DC+). Защитный газ, обычно двуокись углерода или ее смеси с аргоном, защищает расплавленный металл от воздействия окружающего воздуха. Он подается из газового баллона, проходит через газовые кабели и поступает к сварочной ванне через сопло горелки. Расплавленный металл легко вступает в реакцию с кислородом, азотом и водородом из окружающего воздуха. Поэтому на протяжении сварки и в течение некоторого времени после ее завершения к сварочной ванне подается защитный инертный газ. Однако даже легкий порыв ветра может отнести это облако защитного газа в сторону, поэтому такой тип сварки редко используется под открытым небом. Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков.
Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков. Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться.
Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
Общие советы
| MIG В большинстве случае компактные аппараты MIG с питанием 115В и встроенным механизмом подачи проволоки рекомендуются для сварки чистой новой стали толщиной от 0,6 до 2,8 мм. Проволока наименьшего диаметра 0,6 мм (0,025″) предназначена для сварки самых тонких материалов (0,6 мм).  Проволока 0,8 мм (0,030″) обеспечит несколько большую производительность наплавки. Если Вы планируете вести MIG-сварку материалов от 3 до 6 мм (1/8″ – ¼»), Вам понадобится более мощный аппарат для сетей 230В. Высокий сварочный ток таких аппаратов больше подходит для однопроходной сварки, и вам не придется тратить время на второй и третий проход. Аппараты 230В также пригодны для сварки проволокой 0,9 мм (0,035″). Для MIG-сварки материалов толщиной больше 6 мм (¼») понадобится еще более мощный промышленный аппарат. Если вы чаще работаете с материалами толщиной менее 3 мм, то в целях экономии лучше купить MIG-аппарат мощностью 115В. Проволока 0,8 мм (0,030″) обеспечит несколько большую производительность наплавки. Если Вы планируете вести MIG-сварку материалов от 3 до 6 мм (1/8″ – ¼»), Вам понадобится более мощный аппарат для сетей 230В. Высокий сварочный ток таких аппаратов больше подходит для однопроходной сварки, и вам не придется тратить время на второй и третий проход. Аппараты 230В также пригодны для сварки проволокой 0,9 мм (0,035″). Для MIG-сварки материалов толщиной больше 6 мм (¼») понадобится еще более мощный промышленный аппарат. Если вы чаще работаете с материалами толщиной менее 3 мм, то в целях экономии лучше купить MIG-аппарат мощностью 115В. |
|
|
| Порошковая проволока Порошковая проволока рекомендуется только для материалов толщиной от 0,9 мм, что чуть больше, чем минимально допустимо для процесса MIG. В целом, этот процесс лучше подходит для однопроходной сварки материалов большей толщины, особенно если Вам нужно работать под открытым небом, как в примере с ремонтом трактора в поле.  Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–). Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–). |
| Преимущества и недостатки Оба процесса имеют свои преимущества и недостатки. Перечислим самые значимые: MIG
Лучше всего подходит для случаев, когда важен внешний вид соединения, потому что MIG отличается низким уровнем разбрызгивания. Имеет мягкую дугу и не склонна к прожиганию тонкого материала.
Недостатки:
Из-за необходимости в газовом баллоне с защитным газом MIG-сварка плохо подходит для тех случаев, где важны мобильность и удобство эксплуатации. Кроме того, для сварки MIG понадобится целый комплект дополнительного газового оборудования: шланг, редуктор, клапан в механизме подачи и индикатор расхода газа. |

 По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
|
Порошковая проволока
Самозащитная сварочная проволока хорошо подходит для работ под открытым небом, так как флюс в проволоке обеспечивает надежную газовую защиту даже в ветреную погоду. Она не требует газовой защиты из внешнего источника, поэтому для процесса FCAW не нужно закупать дополнительное газовое оборудование, а настройка оборудования проходит значительно проще и быстрее.
Недостатки:
Порошковая проволока не рекомендуется для тонких материалов (менее 0,9 мм).
|
|
 Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки.
Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки.
|
Выбор проволоки
Еще один источник головной боли для начинающего сварщика — это выбор сварочной проволоки. Необходимый диаметр проволоки напрямую связан с толщиной свариваемых материалов.
Для этого рекомендуются модели аппаратов для сетей 110 вольт и MIG-проволока 0,6 мм (0.025″), например, SuperArc® L-56. Диаметр 0,8 мм (0.030″) ускорит сварку материалов большей толщины. В случае процесса FCAW для аппаратов 110В рекомендуется проволока минимального диаметра 0,9 мм (0.035″), например, Innershield NR-211-MP.
MIG-аппараты для сетей 230В позволяют работать с материалами большей толщины и повысить производительность наплавки за счет большего диаметра проволоки — до 0,8 мм (0.030″) или даже 0,9 мм (0.035″). Для FCAW-сварки с питанием 230В часто используется проволока Innershield NR-211-MP 1,1 мм (0.045″), которая позволяет работать с пластинами до 13 мм (½»).
Вы должны понимать, что аппараты для бытовой сварки хорошо подходят для своего предполагаемого применения, но они не могут делать всё. Такие компактные модели малопригодны для промышленного производства, наплавки и многих специализированных задач. |
 Проволока малого диаметра предназначена для сварки тонкопрофильных материалов.
Проволока малого диаметра предназначена для сварки тонкопрофильных материалов. Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
| Общие советы
Очень важно иметь хороший, надежный электрический контакт. Для того, чтобы сварочный ток мог без помех проходить по рабочему изделию, в месте подключения рабочего зажима нужно тщательно зачистить и отшлифовать поверхность металла и использовать надежные зажимы. Краска и ржавчина представляют собой электроизолирующие материалы. Удалите их. Игнорирование загрязнений — это очень распространенная ошибка.
Сварочный аппарат должен быть правильно подключен к сети питания с отдельным аварийным выключателем согласно руководству по эксплуатации. Это не новогодняя гирлянда. Помните, что Вы плавите сталь при температуре 2800°C. Не стоит этого делать с некачественной проводкой.
Хорошая подгонка соединения значительно упростит сварку.
Для бесперебойной подачи проволоки кабель горелки должен быть как можно более прямым. Избегайте сильных изгибов.
Регулярно проводите осмотр контактного наконечника на отсутствие деформаций и плотный контакт с диффузором.
Чтобы упростить поджиг дуги, обрежьте кончик проволоки под острым углом.
Следите за вылетом проволоки и соблюдайте другие требования сварочной процедуры.
Убедитесь, что ролики подающего механизма обеспечивают бесперебойную подачу и подходящее натяжение проволоки.
Расслабьте руку и постарайтесь как можно ровнее держать горелку.
Соблюдайте все перечисленные в руководстве по эксплуатации требования по технике безопасности. Уделите особенно большое внимание положениям об опасности тока, ожогах кожи и глаз от излучения дуги, пожарах и взрывах и о вытяжке дыма. |
 Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла.
Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла. Более подробную информацию можно найти в документе ANSI Z 49.1.
Более подробную информацию можно найти в документе ANSI Z 49.1.
что это такое? Для новичков
Время чтения: 7 минут
Многие домашние сварщики, в арсенале которых имеется простенький инвертор, слышали о замечательном сварочном аппарате. Он многофункциональный, варит не обычным электродом, а проволокой и газом, с помощью такого сварочника можно выполнить все сварочные работы: от мелкого ремонта калитки до сварки кузова авто. Но как называется сварочный агрегат, который варит проволокой и газом? Проволочный? Может быть, проволочно-газовый?
Ни то и ни другое. Термин «проволочный сварочный аппарат» возник в среде сварщиков, которые просто не знают, как он на самом деле называется. В этой статье мы подробно расскажем, что же такое проволочный аппарат, каково его истинное название и многое другое.
Содержание статьи
- Общая информация
- Разновидности полуавтоматов (проволочных аппаратов)
- Плюсы и минусы полуавтомата (проволочного аппарата)
- Выбор полуавтомата (проволочного аппарата)
- Вместо заключения
Общая информация
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Читайте также: Рейтинг полуавтоматов для дома и мастерской
Отметим, что полуавтомат можно использовать и без подающего механизма, просто подавая проволоку вручную. Но даже в таком случае аппарат будет называться полуавтоматом, поскольку мало кто не использует подающий механизм. Это просто неудобно.
Разновидности полуавтоматов (проволочных аппаратов)
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.
Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом. А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.
Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.
Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много. А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Выбор полуавтомата (проволочного аппарата)
Первое, на что вам нужно обратить свое внимание при выборе полуавтомата — это его предназначение. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Но по техническим характеристикам проще всего определить класс полуавтомата. Если максимальная сила тока составляет до 200 Ампер, значит перед вами бытовой сварочный аппарат. Полупрофессиональные полуавтоматы могут быть до 300 Ампер, это золотая середина. А вот профессиональные сварочники варят от 300 Ампер и больше.
Для сварки на даче или в гараже вам будет достаточно бытового аппарата. Если вы регулярно варите кузова у автомобилей, то лучше присмотритесь к полупрофессиональным аппаратам. Профессиональные модели используются на производствах или в мастерских, где ежедневно выполняется сложная продолжительная сварка.
Отдельно обратим ваше внимание на стоимость аппарата. Покупка самого дешевого полуавтомата — это плохая затея. Он быстро выходит из строя, а его технические характеристики часто не соответствуют реальным показателям.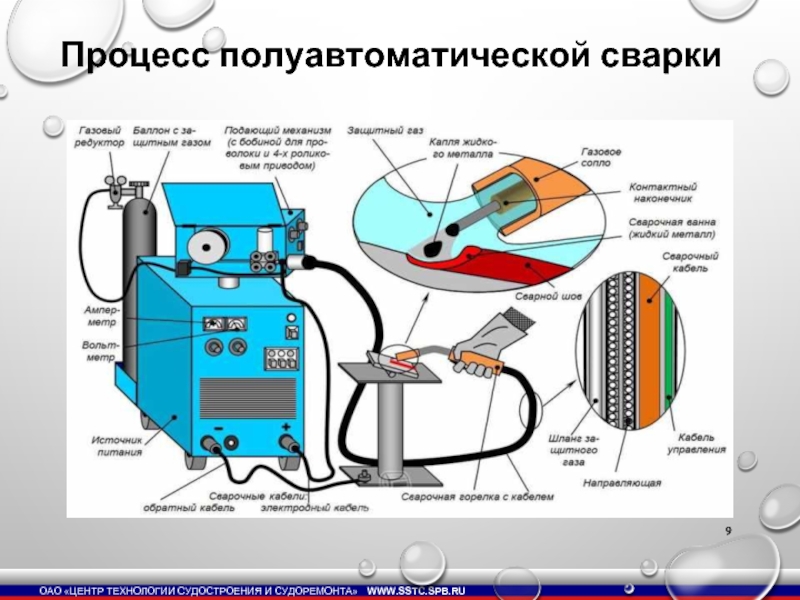 Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Также следите, чтобы у приобретаемого вами аппарата была официальная гарантия. Лучше, если она будет напрямую от производителя, а не от магазина.
Вместо заключения
Что такое сварка MIG – подробное понимание
Сварка, по определению, представляет собой процесс соединения двух металлов путем нагревания металлических поверхностей до температуры их плавления.
Однако процесс сварки не так прост, как кажется.
Сварка представляет собой высокотехнологичный процесс с многочисленными типами и методами, которые может понять и применять на практике только квалифицированный персонал.
Существует множество видов сварки, а именно дуговая сварка, сварка трением, электронно-лучевая, лазерная сварка и сварка сопротивлением.
Среди этих типов сварки в среде инертного газа (МИГ), тип дуговой сварки, является наиболее распространенным.
Если вы новичок и хотите узнать все, что нужно знать о сварке MIG, этот подробный пост в блоге — ваш путь ко всей информации, которую вы ищете.
Что такое сварка MIG?
Metal Inert Gas (MIG) также известен как газовая дуговая сварка металлическим электродом (GMAW). Этот тип сварки в основном представляет собой процесс дуговой сварки, который соединяет два металла.
Это делается путем нагрева металлов с помощью дуги.
Эта дуга образуется между обрабатываемой поверхностью и постоянно подаваемым присадочным электродом.
Этот тип сварки использует защитный газ для защиты расплавленной ванны металла сварного шва от реакции с элементами, присутствующими в атмосфере.
Для сварки MIG требуется DCEP (положительный электрод постоянного тока), также известный как обратная полярность.
Как работает сварка MIG?
Прежде чем мы перейдем непосредственно к процессу сварки, вам необходимо ознакомиться с некоторыми важными терминами, которые помогут вам лучше понять процесс сварки MIG.
Ваш первый шаг на пути к сварке MIG – это понимание основ.
Характеристики сварного шва
Основной металл
Основной металл — это металл, который должен быть соединен сваркой.
Присадочный металл
Это металл, который добавляется в процессе соединения металлов.
Металл сварного шва
Металл сварного шва включает весь металл, который расплавляется и удерживается во время формирования сварного шва.
Зона термического влияния
Зона термического влияния (ЗТВ) — это та часть основного металла, которая подвергается металлургическому воздействию, но не плавится в результате нагрева в процессе сварки.
Линия сплавления
Линия сплавления – это граница между ЗТВ и металлом сварного шва. Это в основном нестандартный термин, который используется для сварного соединения.
Зона сварки
Зона сварки состоит из ЗТВ и металла шва.
Сварочный аппарат/пистолет MIG
Чтобы понять, как работает дуговая сварка металлическим газом или сварка MIG, вам необходимо понять, что такое сварочный пистолет MIG..jpg)
Сварочная горелка MIG состоит из множества компонентов, в том числе переключателя управления, кабеля питания, контактного наконечника, газового сопла, газового шланга, канала электрода и источника питания, а также потока защитного газа.
Контактный наконечник обычно изготавливается из меди и иногда подвергается химической обработке. Это уменьшает брызги, образующиеся в процессе сварки.
Контактный наконечник подключается к источнику питания с помощью силового кабеля, который отвечает за передачу электрической энергии на электрод. Контактный наконечник должен быть подходящего размера, так как он будет определять площадь контакта между электродом и основным металлом.
Электродная проволока направляется и защищается каналом электрода и вкладышем. Это помогает предотвратить коробление, а также обеспечивает бесперебойную подачу проволоки.
Газовое сопло отвечает за равномерное направление защитного газа в зону сварки. Если поток газа непостоянен, зона сварки не будет защищена должным образом.
Газовое сопло большего размера обеспечивает больший защитный эффект, что полезно при выполнении операций с большим током, образуя большую ванну расплавленного металла. Иногда вы также можете найти водяной шланг, подключенный к пистолету, который используется для охлаждения сварочного аппарата после операций с высокой температурой.
Устройство подачи проволоки обеспечивает подачу электроэнергии к заготовке и ее подачу по кабелепроводу и направляющему каналу, а также к контактному наконечнику.
Фактический процесс сварки MIG
Сварку MIG часто называют сваркой проволокой, поскольку в процессе используется проволочный электрод.
Проволочный электрод состоит из тонкой проволоки, которая непрерывно подается в сварочный аппарат с катушки с проволокой. Подача проволоки может быть порошковой или сплошной.
Порошковая проволока состоит из композитов, образованных из металлической оболочки с металлическим наполнителем или порошковым флюсом, тогда как сплошные проволоки представляют собой простые проволоки.
При нажатии на курок сварочного аппарата между концом этого проволочного электрода и заготовкой (обрабатываемым металлом) образуется дуга. Образующаяся дуга расплавляет заготовку и проволоку и образует сварочную ванну.
Проволока выполняет двойную функцию в процессе сварки MIG. Он служит источником тепла и присадочным металлом для соединения — отсюда и название сварка проволокой.
Провод непрерывно подается через контактную трубку из меди (контактный наконечник), которая проводит ток в провод.
Для защиты присадочного материала или заготовки от реакции с элементами окружающей среды при сварке MIG используется защитный газ.
Защитный газ подается через сопло, окружающее провод. Выбор защитного газа зависит от свариваемого материала и для чего он сваривается.
Сварка МИГ относится к полуавтоматическому процессу сварки, поскольку скорость подачи проволоки и длина дуги контролируются источником питания, а скорость перемещения и положение провода управляются вручную.
Напряжение и полярность
При сварке MIG проволока заряжена положительно и подключена к источнику постоянного напряжения.
Напряжение, используемое при сварке MIG, представляет собой постоянный ток (DC), который течет от отрицательной клеммы к положительной, подобно автомобильному аккумулятору.
Полярность также стандартная. Как упоминалось выше, используется положительный электрод D/C, что означает, что ручка сварочного аппарата MIG подключена к положительной стороне цепи.
Направление тока — от основного металла к рукоятке сварочного аппарата MIG.
Источник питания, который используется при сварке MIG, известен как источник постоянного напряжения. Сварочное напряжение регулируется и контролируется.
Режимы переноса металла
Существует четыре режима переноса металла, с помощью которых металл переносится с проволочного электрода в сварочную ванну.
- Режим короткого замыкания
- Шаровой режим
- Режим распыления
- Импульсный режим
Режим короткого замыкания
Режим короткого замыкания, также известный как режим погружения, характеризуется осаждением постоянно подаваемого электрода с металлическим сердечником или сплошной проволоки во время повторяющихся электрических коротких замыканий.
Это низкотемпературный метод переноса металла.
Перенос металла происходит только тогда, когда электрод находится в физическом контакте с лужей расплавленного металла или основным материалом.
Короткозамыкающий режим переноса металла может выполняться во всех положениях, в том числе вертикально-вниз, вертикально-вверх, горизонтально, горизонтально и над головой.
Он достаточно хорошо справляется с плохой подгонкой, подходит для сварки труб, представляет собой режим с низким подводом тепла, который уменьшает деформацию сварного шва, более прост в использовании и имеет эффективность электрода 93% или более.
Шаровидный режим
При шаровидном переносе металла постоянно подаваемый электрод из металлической проволоки или сплошной проволоки осаждается не только при коротких замыканиях, но и при комбинации коротких замыканий и больших капель под действием силы тяжести.
Крупные капли неправильной формы. Он включает в себя переход между коротким замыканием и глобулярным переносом, причем последний начинается в точке, где заканчивается короткое замыкание.
Этот метод не предполагает контакта электрода с основным материалом.
К многочисленным преимуществам шарового способа переноса металла относятся его способность выполнять сварные швы на исключительно высоких скоростях, использование недорогого углекислого газа в качестве защитного газа, недорогие электроды с металлическим сердечником или сплошные электроды и оборудование.
Режим распыления
Режим распыления представляет собой высокоэнергетический режим переноса металла, при котором непрерывно подаваемый порошковый или сплошной проволочный электрод осаждается при достаточно высоком уровне энергии.
Это приводит к постоянному потоку мелких капель расплавленного металла, в отличие от метода шаровидного переноса, при котором образуются капли неправильной формы.
Режим распыления имеет ряд преимуществ, таких как КПД электрода до 98 %, высокая скорость укладки, отличный внешний вид наплавленного валика, возможность использования широкого спектра присадочных металлов и диаметров электродов, легкая очистка после сварки , большая простота использования, отсутствие брызг при сварке и возможность адаптации к жестким автоматизированным, роботизированным и полуавтоматическим приложениям.
Импульсный режим
Этот метод представляет собой строго контролируемый вариант режима распыления. Сварочный ток варьируется между высоким и низким уровнями тока.
Перенос металла происходит в виде одной расплавленной капли при высоком уровне тока.
Импульсный режим переноса металла при сварке МИГ имеет наибольшее количество преимуществ по сравнению со всеми другими режимами переноса металла.
Практически не разбрызгивается, обладает высокой стойкостью, отсутствием дефектов плавления, образует наплавленный шов с превосходным внешним видом, привлекателен для оператора, имеет более низкий уровень деформации, вызванной нагреванием, имеет возможность сварки в нерабочем положении, поставляется с 9КПД электрода 8%, и он хорошо подходит для робототехники и автоматизации.
Защитные газы
Как упоминалось ранее в этом сообщении блога, при сварке MIG используются защитные газы для защиты расплавленной сварочной ванны от реакции с кислородом и другими элементами, присутствующими в атмосфере.
Однако это не единственная функция защитных газов.
Защитные газы оказывают значительное влияние на перенос металла и стабильность дуги.
Другие функции, которые он выполняет, включают:
- Формирование плазмы дуги
- Стабилизация корней дуги на поверхности материала
- Обеспечение плавного переноса капель расплавленного металла с проволоки в сварочную ванну
Тип газа, который используется при сварке MIG, определяет глубину проникновения сварного шва в свариваемый металл, механические характеристики сварного шва и характеристики сварочной дуги.
Защитными газами, которые обычно используются при сварке MIG, являются аргон, углекислый газ, кислород и специальная смесь газов с гелием.
Защитные газы, используемые для сварки различных металлов, также различаются. Для сварки сталей обычно используются газы, содержащие 5-25% углекислого газа и смесь аргона и 2-5% кислорода.
Для цветных металлов обычно используют аргон и смесь гелия и аргона.
Какие металлы можно сваривать MIG?
Одна из основных причин, почему сварка MIG так распространена, заключается в том, что ее можно использовать для сварки любого металла (почти).
Хотя качество сварки при сварке МИГ не превосходит другие виды сварки, сварка МИГ является одним из самых быстрых и экономичных сварочных процессов.
Кроме того, сварные швы MIG великолепны, если не идеальны.
Металлы, которые чаще всего свариваются этим типом сварки, включают нержавеющую сталь, углеродистую сталь и алюминий, при этом углеродистая сталь является наиболее легким металлом для сварки MIG.
Применение сварки МИГ
Сварка МИГ является наиболее часто используемым типом сварки. Его применение разнообразно и довольно широко распространено.
Некоторые из наиболее важных областей применения сварки МИГ перечислены ниже:
- Сварка МИГ чаще всего применяется в автомобильной промышленности. Независимо от размера автомобиля, для ремонта автомобилей используется сварка MIG.
 Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
 Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньгиПреимущества сварки МИГ
Использование сварки МИГ широко распространено по вполне понятным причинам – высококачественные сварные швы цветных и черных сплавов по относительно низкой цене.
Обладает многочисленными преимуществами:
- Способен соединять многие типы материалов
- Способен соединять материалы различной толщины
- Компоненты оборудования просты и поэтому легко доступны на рынке по очень доступным ценам. цены
- КПД электродов при сварке МИГ выше (92-98%) по сравнению с другими видами сварки
- Сварка МИГ связана с более высоким фактором оператора и производительностью сварщика
- Может быть легко адаптирована для жесткой автоматизации, высокоскоростной роботизированные и полуавтоматические применения
- Сварка МИГ имеет возможность сварки во всех положениях
- Внешний вид сварного шва, образованного при сварке МИГ, превосходный
- Наплавленный водород при сварке МИГ ниже
- Требуется меньшее тепловложение по сравнению с другими видами сварки
- При сварке MIG сведены к минимуму шлак и брызги, что делает очистку сварного шва легкой и быстрой
- Меньшее количество сварочного дыма при сварке МИГ, что делает ее более безопасной для сварщиков
- Стоимость наплавленного металла/длины ниже, что делает сварку МИГ экономически эффективным сварочным процессом
- Уровень квалификации, необходимый для сварки МИГ, ниже, чем для других видов сварки, что делает его подходящим для начинающих
- Сварочная проволока при сварке МИГ работает непрерывно с меньшим временем простоя для замены электродов
- Сварка МИГ отлично подходит для прихватки и точечной сварки
Ограничения сварки МИГ
Используемый тип сварки имеет определенные ограничения.
- Метод переноса металла с коротким замыканием представляет собой режим с низким подводом тепла, который ограничивает использование этого метода более тонкими материалами
- Режим переноса распылением представляет собой режим с высоким подводом тепла, который ограничивает использование этого типа сварки более толстыми материалами. режим ввода
- Аргон обычно используется в качестве защитного газа в режиме распыления и импульсном режиме метапереноса, что значительно дороже чистого, 100% диоксида углерода
- Сварщик должен находиться рядом с аппаратом MIG
- Использование сварки МИГ ограничено сваркой внутри помещений, так как ветер является основным воздействующим фактором на открытом воздухе
- Баллон с газом всегда необходим для сварки МИГ
- Поскольку на поверхности контактных наконечников часто попадают брызги, они заедают
- Для получения качественных сварных швов необходимо, чтобы все части сварочного аппарата MIG работали безупречно. Тем не менее, довольно сложно выяснить, что именно не так с аппаратом
 Тем не менее, довольно сложно выяснить, что именно не так с аппаратом
Тем не менее, довольно сложно выяснить, что именно не так с аппаратомИспользование дуговой сварки металлическим газом (GMAW) является наиболее часто используемым типом сварки по ряду причин, в первую очередь из-за уровня квалификации. необходимое для этого вида сварки меньше, чем для сварки электродом.
Облегчает работу новичкам. Сварка MIG не только проста, но и очень эффективна, быстра и экономична, что способствует ее широкому использованию в ряде производственных отраслей.
Похожие вопросы
Для чего используется сварка MIG?
Сварка MIG подходит для небольших сварочных работ небольшого объема, которые выполняются в металлообрабатывающих мастерских и на заводах.
В чем разница между сваркой MIG и TIG?
Основное различие между двумя типами сварки заключается в том, что при сварке MIG используется присадочный материал, который проходит от проволоки через сварочную горелку. Эта проволока несет с собой электрический ток и является фактической частью процесса сварки.
В чем преимущество сварки MIG?
Основным преимуществом сварки MIG является формирование высококачественных сварных швов на гораздо более высокой скорости.
Что такое сварочный аппарат?
Последнее обновление: Гаррета Стронга
Аппарат для сварки проволокой, также известный как сварочный аппарат MIG или сварочный аппарат с флюсовой проволокой, представляет собой полуавтоматический процесс сварки.
Фактически, простой процесс сварки, который обеспечивает проволочный сварочный аппарат, делает его идеальным сварочным аппаратом для начинающих.
Сварочный аппарат для проволоки состоит из нескольких компонентов, о которых вам необходимо знать, прежде чем приступить к первому сварному шву.
В отличие от аппаратов для электродуговой сварки, использующих длинные «стержневые» электроды, аппараты для проволочной сварки используют либо сварочную проволоку MIG, либо проволоку с флюсовым сердечником.
Итак, аппарат для сварки проволокой немного сложнее в настройке и правильном запуске, чем аппарат для дуговой сварки, но как только вы его настроите, процесс сварки с помощью аппарата для сварки проволокой станет довольно простым.
Использование аппарата для сварки проволокой в качестве установки MIG порошковая проволока (безгазовая).
Совет, если вы совсем новичок в сварке и хотите научиться сварке MIG…
Выберите проволочный сварочный аппарат, к которому можно подключить газовый баллон, потому что вы можете использовать его в качестве установки MIG (металлический инертный газ) или использовать его в качестве сварочного аппарата с флюсовой проволокой.
Если вы решите использовать его в качестве сварочного аппарата MIG, вам понадобится баллон 75/25 (аргон/CO2) или чистый CO2, чтобы у вас был защитный газ в сварочной ванне.
Если вам интересно, что такое защитный газ при использовании проволочного сварочного аппарата, то он используется для защиты расплавленной сварочной ванны от атмосферных газов, которые ослабляют сварной шов, если сварочная ванна открыта.
Преимущество использования вашего аппарата для сварки проволокой в качестве установки MIG заключается в том, что получаемые сварные швы получаются намного лучше, чем при использовании проволоки с флюсовой сердцевиной. Сварной валик с помощью аппарата для сварки MIG получается гладким и очень красивым, если все сделано правильно, а шлак не откалывается.
В целом, начать работу со сварочным аппаратом для проволочной сварки с установкой MIG — это лучший способ для начинающих, поскольку вы можете легко увидеть сварочную ванну, в отличие от процесса с флюсовой сердцевиной.
Использование проволочного сварочного аппарата в качестве установки с флюсовым сердечником
Вы также можете отказаться от использования газового баллона со своим проволочным сварочным аппаратом, и если у вас нет возможности подключить газ к сварочному аппарату, у вас не будет выбор, кроме как использовать свой проволочный сварочный аппарат с проволокой с флюсовой сердцевиной.
Проволока с флюсовым сердечником представляет собой полую проволоку, заполненную веществом, называемым флюсом. Когда возникает дуга, флюс плавится и действует как защита от атмосферных газов, которые загрязняют сварные швы и вызывают пористость.
Таким образом, нет необходимости использовать защитный газ с флюсовой сердцевиной, как при сварке MIG. Важно отметить, что при сварке на установке MIG ваш сварочный аппарат использует сплошную проволоку, поскольку газ защищает сварочную ванну.
Проволока с флюсовым сердечником — это самый простой способ начать использовать проволочный сварочный аппарат, поскольку нет необходимости устанавливать газовый баллон. Вы можете сварить прямо из коробки!
Вы можете сварить прямо из коробки!
[coursead]
Как работает сварочный аппарат?
Сварочный аппарат сначала устанавливает рулон проволоки в машину, а когда вы нажимаете на курок горелки MIG, происходит несколько вещей.
Начинается подача проволоки, начинает поступать газ и зажигается дуга.
Прежде чем приступить к работе со сварочным аппаратом, важно правильно определить несколько моментов. Первое, что вы должны сделать перед установкой троса, это посмотреть на приводные ролики внутри машины.
Приводные ролики как два куска хлеба, а проволока как индейка. Они оказывают давление на проволоку, поэтому, когда вы нажимаете на спусковой крючок MIG, проволока подается к пистолету.
Поскольку при использовании сварочного аппарата используется проволока разного размера, необходимо убедиться, что приводные ролики установлены правильно. На каждом приводном ролике есть небольшие дорожки, в которые подается проволока.
Если вы используете тонкую проволоку, а приводные ролики установлены на слишком больших направляющих, приводные ролики не будут иметь тяги, и сварочный аппарат будет подавать неравномерно.